蜜紫菀生产工艺规程
紫菀、蜜紫菀生产工艺规程
xxxxxxxxx有限公司生产工艺规程1目的:建立紫菀、蜜紫菀生产工艺规程,用于指导现场生产。
2 范围:紫菀、蜜紫菀生产过程。
3 职责:生产部、生产车间、质保部。
4 制定依据:《药品生产质量管理规范》(2010修订版)《中国药典》2020年版。
5 产品概述5.1 产品基本信息5.1.1产品名称:紫菀、蜜紫菀5.1.2规格:段5.1.3性状:紫菀:本品呈不规则的厚片或段。
根外表皮紫红色或灰红色,有纵皱纹。
切面淡棕色,中心具棕黄色的木心。
气微香,味甜,微苦。
蜜紫菀:本品形如紫菀片(段),表面棕褐色或紫棕色。
有蜜香气,味甜。
5.1.4企业内部代码:5.1 5性味与归经:辛、苦,温。
归肺经。
5.1.6功能与主治:润肺下气,消痰止咳。
用于痰多喘咳,新久咳嗽,劳嗽咳血。
5.1.7用法与用量:5~10g。
5.1.8贮藏:置阴凉干燥处,防潮。
5.1.9包装规格:3g/袋;5g/袋;10g/袋;60g/罐;80g/罐;100g/罐;0.5kg/袋;1kg/袋;10kg/袋;15kg/袋;18kg/袋;20kg/袋;25kg/袋;30kg/袋;50kg/袋。
5.1.10贮存期限:36个月5.2 生产批量:5-10000kg5.3 辅料:蜂蜜。
每100kg紫菀,用炼蜜25kg。
5.4 生产环境:一般生产区6 工艺流程图6.1 紫菀生产工艺流程图:6.2蜜紫菀生产工艺流程图:6.3 生产操作过程与工艺条件:6.3.1领料6.3.1.1饮片车间根据批准的批生产指令,按照“生产过程物料管理程序”,凭填写品名、编码、领料量、数量的指令单到原料库领取紫菀原料。
6.3.1.2领料过程中必须核对原料品名、编码、件数、数量、合格标志等内容。
6.3.2净制:6.3.2.1取原料,置于不锈钢挑选台上,按照《净制岗位标准操作规程》手工挑选,除去杂质,将净紫菀置净料袋或周转箱。
6.3.2.2净制结束后,称量,标明品名、批号、总件数、总数量。
中药饮片切制与净制生产工艺

切制类目录根及根茎类产品生产工艺白茅根生产工艺 (6)巴戟天生产工艺 (6)白及生产工艺 (7)白蔹生产工艺 (7)白前生产工艺 (8)白芍生产工艺 (9)白术生产工艺 (9)白头翁生产工艺 (10)白薇生产工艺 (11)白芷生产工艺 (11)板蓝根生产工艺 (12)北沙参生产工艺 (12)粉萆薢生产工艺 (13)苍术生产工艺 (13)柴胡生产工艺 (14)赤芍生产工艺 (14)川牛膝生产工艺 (15)川芎生产工艺 (15)大黄生产工艺 (16)党参生产工艺 (17)地榆生产工艺 (17)独活生产工艺 (18)莪术生产工艺 (18)防风生产工艺 (19)粉葛生产工艺 (19)甘草生产工艺 (20)甘松生产工艺 (21)高良姜生产工艺 (21)藁本生产工艺..................... 22葛根生产工艺 (22)生狗脊片生产工艺 (23)骨碎补生产工艺 (23)胡黄连生产工艺 (24)黄连生产工艺 (24)黄芪生产工艺 (25)黄芩生产工艺 (26)黄药子生产工艺 (26)姜黄生产工艺 (27)桔梗生产工艺 (27)苦参生产工艺 (28)龙胆生产工艺 (28)漏芦生产工艺 (29)芦根生产工艺 (30)麻黄根生产工艺 (30)绵马贯众生产工艺 (31)明党参生产工艺 (31)木香生产工艺 (32)墓头回生产工艺 (32)南沙参生产工艺 (33)牛膝生产工艺 (34)千斤拔生产工艺 (34)千年健生产工艺 (35)前胡生产工艺 (35)茜草生产工艺 (36)羌活生产工艺 (37)秦艽生产工艺 (38)拳参生产工艺 (38)三棱生产工艺 (39)山豆根生产工艺 (39)山药生产工艺 (40)商陆生产工艺 (40)射干生产工艺 (41)升麻生产工艺 (42)生地生产工艺 (42)石菖蒲生产工艺 (43)天花粉生产工艺 (43)天麻生产工艺 (44)威灵仙生产工艺 (44)天冬生产工艺 (45)西洋参生产工艺 (45)细辛生产工艺 (46)仙茅生产工艺 (46)徐长卿生产工艺 (47)续断生产工艺 (47)玄参生产工艺 (48)丹参生产工艺 (48)银柴胡生产工艺 (49)郁金生产工艺 (50)泽泻生产工艺 (51)知母生产工艺 (51)重楼生产工艺 (52)紫草生产工艺 (52)紫菀生产工艺 (53)果实和种子类生产工艺槟榔生产工艺 (53)陈皮生产工艺 (54)大腹毛生产工艺 (54)佛手生产工艺 (55)瓜蒌皮生产工艺 (55)葫芦壳生产工艺 (56)橘红生产工艺 (56)莲房生产工艺 (57)莲子心生产工艺................... 57木瓜生产工艺 (58)青皮生产工艺 (58)石榴皮生产工艺 (59)丝瓜络生产工艺 (59)香橼生产工艺 (60)枳壳生产工艺 (60)枳实生产工艺 (61)猪牙皂生产工艺 (61)全草类生产工艺白花蛇舌草生产工艺 (62)败酱草生产工艺 (62)半边莲生产工艺 (63)半枝莲生产工艺 (63)萹蓄生产工艺 (64)薄荷生产工艺 (64)苍耳草生产工艺 (65)车前草生产工艺 (65)穿心莲生产工艺 (66)垂盆草生产工艺 (67)大蓟生产工艺 (67)淡竹叶生产工艺 (68)地锦草生产工艺 (68)鹅不食草生产工艺 (69)翻白草生产工艺 (69)浮萍生产工艺 (70)杠板归生产工艺 (70)广藿香生产工艺 (71)广陵香生产工艺 (71)海金沙藤生产工艺 (72)金钱草生产工艺 (72)荆芥生产工艺 (73)瞿麦生产工艺 (73)卷柏生产工艺 (74)老鹳草生产工艺 (74)刘寄奴生产工艺 (75)龙葵生产工艺 (75)鹿衔草生产工艺 (76)麻黄生产工艺 (76)马鞭草生产工艺 (77)马齿苋生产工艺 (77)墨旱莲生产工艺 (78)木贼草生产工艺 (78)佩兰生产工艺 (79)蒲公英生产工艺 (79)青蒿生产工艺 (80)肉苁蓉生产工艺 (80)伸筋草生产工艺 (81)石斛生产工艺 (81)石上柏生产工艺 (82)锁阳生产工艺 (82)天仙藤生产工艺 (83)田基黄生产工艺 (83)瓦松生产工艺 (84)豨莶草生产工艺 (84)仙鹤草生产工艺 (85)香薷生产工艺 (85)寻骨风生产工艺 (86)鸭趾草生产工艺 (86)益母草生产工艺 (87)茵陈生产工艺 (87)淫羊藿生产工艺 (88)鱼腥草生产工艺 (88)泽兰生产工艺 (89)泽漆生产工艺 (89)紫花地丁生产工艺 (90)紫苏梗生产工艺 (90)叶类生产工艺侧柏叶生产工艺 (91)凤尾草生产工艺 (91)大青叶生产工艺 (92)功劳叶生产工艺 (92)荷叶生产工艺 (93)枇杷叶生产工艺 (93)桑叶生产工艺 (94)石韦生产工艺 (94)藤木类生产工艺沉香生产工艺 (95)平地木生产工艺 (95)石楠藤生产工艺 (96)天仙藤生产工艺 (96)通草生产工艺 (97)皂角刺生产工艺 (97)竹茹生产工艺 (98)皮类生产工艺白鲜皮生产工艺 (98)地骨皮生产工艺 (99)杜仲生产工艺 (99)海桐皮生产工艺 (100)合欢皮生产工艺 (100)厚朴生产工艺 (101)黄柏生产工艺 (101)牡丹皮生产工艺 (102)肉桂生产工艺 (102)桑白皮生产工艺 (103)生椿根皮生产工艺 (103)土荆皮生产工艺 (104)五加皮生产工艺 (104)香加皮生产工艺 (105)菌藻类生产工艺海藻生产工艺 (105)昆布生产工艺 (106)雷丸片生产工艺 (106)灵芝生产工艺 (107)马勃生产工艺 (107)猪苓生产工艺 (108)动物类生产工艺地龙生产工艺 (108)龙骨生产工艺 (109)鹿角霜生产工艺.................. 109牡蛎生产工艺.. (110)生鳖甲生产工艺 (110)生龟甲生产工艺 (111)石决明生产工艺 (111)瓦楞子生产工艺 (112)矿物类生产工艺龙齿生产工艺 (112)密陀僧生产工艺 (113)石燕生产工艺 (113)紫石英生产工艺 (114)白茅根生产工艺巴戟天生产工艺白及生产工艺白蔹生产工艺白前生产工艺白芍生产工艺白术生产工艺白头翁生产工艺白薇生产工艺白芷生产工艺板蓝根生产工艺北沙参生产工艺粉萆薢生产工艺苍术生产工艺柴胡生产工艺赤芍生产工艺川牛膝生产工艺川芎生产工艺大黄生产工艺党参生产工艺地榆生产工艺独活生产工艺莪术生产工艺防风生产工艺粉葛生产工艺甘草生产工艺甘松生产工艺高良姜生产工艺藁本生产工艺葛根生产工艺生狗脊片生产工艺骨碎补生产工艺胡黄连生产工艺黄连生产工艺黄芪生产工艺黄芩生产工艺黄药子生产工艺姜黄生产工艺桔梗生产工艺苦参生产工艺龙胆生产工艺漏芦生产工艺芦根生产工艺麻黄根生产工艺绵马贯众生产工艺明党参生产工艺木香生产工艺墓头回生产工艺南沙参生产工艺牛膝生产工艺千斤拔生产工艺千年健生产工艺前胡生产工艺茜草生产工艺羌活生产工艺秦艽生产工艺拳参生产工艺三棱生产工艺山豆根生产工艺山药生产工艺商陆生产工艺射干生产工艺升麻生产工艺生地生产工艺石菖蒲生产工艺天花粉生产工艺天麻生产工艺威灵仙生产工艺天冬生产工艺西洋参生产工艺细辛生产工艺仙茅生产工艺徐长卿生产工艺续断生产工艺玄参生产工艺丹参生产工艺银柴胡生产工艺郁金生产工艺。
中药房生产工艺控制方法
中药房生产工艺控制方法一、引言中药房生产工艺控制是确保中药产品质量和安全性的关键环节。
本文档旨在介绍中药房生产工艺控制的方法和步骤。
二、原料选用1. 选择符合国家标准的中药材作为原料。
2. 严格执行中药材的质量标准,确保原料质量。
三、制剂工艺控制1. 制定详细的制剂工艺流程,确保每个工艺步骤的准确执行。
2. 严格执行制剂工艺的工作指导书和作业规范。
四、设备设施控制1. 保证设备设施符合中药房生产要求。
2. 实施定期的设备设施检查和维护,确保设备设施的正常运行。
五、环境控制1. 维护中药房的清洁和温湿度条件。
2. 定期进行环境监测和消毒。
六、人员培训和质量意识1. 对中药房工作人员进行专业培训,提高其操作技能和质量意识。
2. 建立中药房的质量文化,强调质量第一的重要性。
七、样品留存和追溯1. 对每一批生产的中药产品进行样品留存。
2. 建立完善的追溯系统,方便追查和处理质量问题。
八、检测和分析1. 定期进行中药产品的检测和分析。
2. 对检测结果进行及时反馈和处理。
九、记录管理1. 建立健全的记录管理制度。
2. 保留中药房生产相关记录,以备查证。
十、跟踪和改进1. 对中药房生产工艺控制方法进行跟踪和评估。
2. 不断改进和优化工艺控制方法,提高中药产品的质量。
十一、结论中药房生产工艺控制方法是确保中药产品质量和安全性的重要保障。
中药房应严格按照本文档的方法和步骤开展工艺控制工作,不断提升中药产品的质量和竞争力。
以上为中药房生产工艺控制方法的文档,供参考使用。
蜜紫菀生产工艺规程
目的建立蜜紫菀生产工艺规程,使其生产操作规范化、标准化,符合本公司生产实际和GMP 的管理要求,保证生产出的产品质量均一、稳定。
范围蜜紫菀生产的全过程。
责任质量管理部经理、生产技术部经理、质量控制科长、质量保证科长、监控员、化验员、各工序班长及操作人员内容1 生产处方1.1 产品名称:蜜紫菀饮片;代码1.2 产品剂型:中药饮片;规格:片1.3 所用辅料:100kg待炮炙品用炼蜜25kg一、产品概述1.1 性状:本品形如紫菀片(段),表面棕褐色或紫棕色。
有蜜香气,味甜。
1.2 功能与主治:润肺下气,消痰止咳。
用于痰多喘咳,新久咳嗽,劳嗽咳血。
1.3性味与归经:辛、苦,温。
归肺经。
1.4 用法与用量:5~10g。
1.5贮藏:置阴凉干燥处,防潮。
2 法定制法和依据2.1 法定制法2.1.1 紫菀:除去杂质,洗净,稍润,切厚片或段,干燥。
2.1.2 蜜紫菀:取紫菀片(段),照蜜炙法(附录ⅡD)炒至不粘手。
100kg待炮炙品用炼蜜25kg2.1.3 依据:《中华人民共和国药典》2010年版一部。
二、生产工艺流程图及质控要点2.1 生产工艺流程图三、炮制生产操作过程及工艺技术参数3.1 领料生产指令批量95Kg投料量制作领料单,按“领料标准操作规程”到原药材库领取紫菀原料,领料员、药材库保管员根据领料单的数量领发料,及时填写出库记录和领料记录。
工艺要点:核对品名、批号、数量、检验合格报告单,合格证、物料放行许可证、称量核对。
3.2 净选按《净选岗位标准操作规程》将要挑拣的紫菀原药材置于挑选工作台上进行净选,除杂、非药用部。
生产结束及时填写生产记录,经QA检查合格后与下一步工序交接。
按本岗位“清场标准操作规程”进行清场操作,填写清场记录,并经QA检查签字。
工艺要点①检查净选的中药材,并称量、记录;②净选操作必须按要求分别采用拣选,清除杂质,除去非药用部分,使药材符合净选质量标准要求;③拣选药材应设工作台,工作台表面应平整,不易产生脱落物;⑤净选后药材装合适容器,每件容器均应附有标志,注明药材名称、编号、炮制批号、数量、生产日期、操作者等;⑥经质量检验合格后交下工序。
紫菀配方颗粒制备工艺优化及质量控制
燥, 即得紫菀配方颗粒成品。
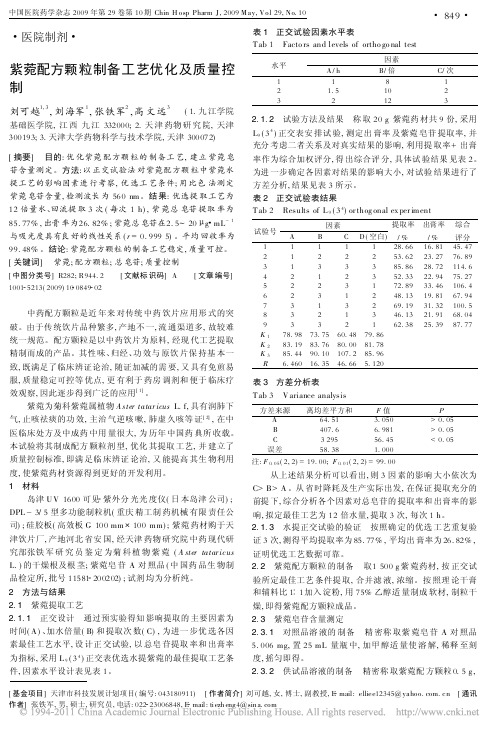
2. 3 紫菀皂苷含量测定
2. 3. 1 对照品溶 液的 制备 精 密称 取紫 菀皂 苷 A 对 照品 5. 006 mg, 置 25 mL 量瓶 中, 加甲 醇适 量使 溶 解, 稀释 至刻 度, 摇匀即得。
2. 3. 2 供试品溶液的制备 精密称 取紫菀配 方颗粒 0. 5 g ,
850
中国医院药学杂志 2009 年第 29 卷第 10 期 Chin H osp Pharm J , 2009 M ay, V ol 29, N o. 10
置圆底烧瓶中, 加水 饱和正 丁醇 50 mL , 超 声 30 min, 滤过, 蒸干, 用甲醇转溶至 100 mL 量瓶中, 加甲 醇稀释 至刻 度, 摇 匀, 作为供试品溶液。 2. 3. 3 线性关 系考 察 取 25, 75, 100, 125, 150, 200 L 紫 菀皂苷 A 甲醇溶液, 加入具塞试管, 水浴蒸干, 加入 5% 香草 醛 冰醋酸溶液0. 2 mL , 高氯酸0. 8 mL , 摇 匀, 放入 60 水浴 恒温 15 min, 冷水浴冷却 2 min, 迅速加入 5 mL 冰醋酸。摇 匀, 于 560 nm 下测定吸光 度。以浓度 ( C) 为横 坐标, 吸光度 ( A BS) 为纵 坐 标绘 制 标 准 曲 线, 得 线 性 回 归 方 程: A BS = 0. 003 9C - 0. 027 1 ( r = 0. 999 5) , 表 明 其 在 2. 5 ~ 20 g mL- 1 范围内与 A BS 具有良好的线性关系。 2. 3. 4 精密度试验 精密称取样品0. 503 g , 分别按 2. 3. 2 方法制备 供 试 品 溶 液。分 别 精 密 吸 取 上 述 供 试 品 溶 液 3 mL, 按上 述色 谱条 件进 行测 定总 皂苷 的 含量, 计 算得 R SD 为0. 58% ( n= 6) 。 2. 3. 5 稳定性试验 精密称取样品0. 512 g , 按 2. 3. 2 方法 制备供试品溶液。精 密吸 取上述 供试 品溶液 3 mL , 分 别在 0, 15, 20, 30, 40, 50 min 测 定 总 皂 苷 含量, 计 算 得 RSD 为 0. 80% ( n= 6) 。结果表明, 样品在 50 min 内稳定。 2. 3. 6 重 复 性试 验 精密 称 取同 一 批 次样 品 6 份, 分别 2. 3. 2 方法制备供试品溶液。分别精 密吸取上述 供试品溶 液 50 L, 测定紫菀总皂 苷的含 量, 计算 得 R SD 为 1. 02% ( n = 6) 。结果 表明, 该方法重复性良好。 2. 3. 7 加样回收率试验 精密称取 已知含量的 同批紫菀配 方颗粒 6 份, 每份约为0. 5 g, 精密加入2. 000 mg 紫菀皂苷 A 对照品, 按以上 2. 3. 2 方 法制 备供 试品 溶液 进行 测定。结 果见表 4。 表 4 回收率试验结果( n= 6)
蜜百部工艺规程
蜜百部工艺规程文件编号:SO P-WXX-CXX修订号/版本号:第0次修订/第X版生产管理部起草/日期:质量管理部审核/日期:生产负责人批准/日期:质量负责人批准/日期:执行日期:_____________________________分发范围:生产管理部、质量管理部、生产车间发放部门:质量管理部文件受控号:XXX中药有限公司目录1、产品概述 (3)2、生产依据和炮制方法 (3)3、工艺流程(图)及质控要点 (3)4、生产操作过程 (3)5、原料质量标准 (4)6、辅料质量标准 (4)7、中间品质量标准 (4)8、包装材料质量标准 (4)9、成品质量标准 (4)10、技术安全、工艺卫生及劳动保护要求 (4)11、设备一览表 (5)12、原药材消耗定额及物料平衡 (5)13、文件修订历史 (5)1产品概述1.1基本信息中文学名:蜜百部规格:蜜炙炮制方法:炙制物料代号:Y01013(原药材)、C010132(成品)1.2来源:本品为百部科植物直立百部、蔓生百部或对叶百部的干燥块根。
1.3产地:浙江、安徽、江苏。
1.4功能与主治:润肺下气止咳,杀虫灭虱。
1.5用法与用量:3-9go外用适量,水煎或酒浸。
1.6包装规格:Ikg/聚乙烯袋X15包/编织袋注:包装规格可根据实际情况进行调整。
1.7贮存期及贮存条件:置通风干燥处保存,贮存期1.5年。
2生产依据和炮制方法2.1《中国药典》2010年版一版第124页;2.2炮制方法:取百部片,照蜜炙法(附录HD)炒至不粘手。
每IOOkg百部,用炼蜜12.5kg。
3生产工艺流程(图)及质控要点:3.1生产工艺流程:4.1生产前检查:车间接到生产指令后对即将生产的场所按“生产前检查操作规程”进行检查,符合要求(确保设施、设备、场地卫生等可使用)的可安排生产,不符合要求的不得进行生产,并通知生产管部门人员和质量管理部人员等待处理决定。
4.2物料领取:根据生产指令单上物料指示数量,车间领料员填写“物料领用单”去仓库领取原辅料(百部饮片或中转站的百部待包装产品、蜂蜜或炼蜜),与仓管员一起仔细核对所领物料的名称、批号、数量和质量状态(合格、不合格、待验等),确保领料正确、准确,并在货位卡上签字。
麻黄、蜜麻黄生产工艺规程

麻黄、蜜麻黄生产工艺规程XXXXXXX有限公司生产工艺规程1 目的:建立麻黄、蜜麻黄生产工艺规程,用于指导现场生产。
2 范围:麻黄、蜜麻黄生产过程。
3 职责:生产部、饮片车间、质保部。
4 制定依据:《药品生产质量管理规范》(2010修订版)《中国药典》2020年版。
5 产品概述:5.1 产品基本信息5.1.1产品名称:麻黄、蜜麻黄5.1.2规格:段(5~15mm)5.1.3性状:麻黄:本品呈圆柱形的段。
表面淡黄绿色至黄绿色,粗糙,有细纵脊线,节上有细小鳞叶。
切面中心显红黄色。
气微香,味涅、微苦。
蜜麻黄:本品形如麻黄段。
表面深黄色,微有光泽,略具黏性。
有蜜香气,味甜。
5.1.4企业内部代码:5.1.5性味与归经:辛、微苦,温。
归肺、膀胱经。
5.1.6功能与主治:发汗散寒,宣肺平喘,利水消肿。
用于风寒感冒,胸闷喘咳,风水浮肿。
蜜麻黄润肺止咳。
多用于表证已解,气喘咳嗽。
5.1.7用法与用量:2~10g。
5.1.8贮藏:置通风干燥处。
防潮。
5.1.9包装规格:3g/袋;5g/袋;10g/袋;60g/罐;80g/罐;100g/罐;0.5kg/袋;1kg/袋;10kg/袋;15kg/袋;18kg/袋;20kg/袋;25kg/袋;30kg/袋;50kg/袋。
5.1.10贮存期限:36个月5.2 生产批量:5~150000kg5.3辅料:蜂蜜。
每100kg麻黄用炼蜜20kg。
5.4生产环境:一般生产区6 工艺流程图:6.1 麻黄生产工艺流程图:6.2 蜜麻黄生产工艺流程图:注:※为质量控制要点。
6.3 生产操作过程与工艺条件:6.3.1领料6.3.1.1饮片车间根据批准的批生产指令,按照“生产过程物料管理程序”,凭填写品名、编码、领料量、数量的指令单到原料库领取麻黄原料。
6.3.1.2领料过程中必须核对原药材品名、编码、件数、数量、合格标志等内容。
6.3.2 净制:6.3.2.1取原料,置于不锈钢挑选台上,按照《净制岗位标准操作规程》手工挑选,除去木质茎、残根及杂质。
药用蜂蜜生产工艺规程解析
药用蜂蜜生产工艺规程1 产品概述1.1 产品名称:蜂蜜1.2 剂型:口服液剂1.3 规格:60kg/桶,200ml/瓶1.4 包装规格:200ml/瓶×6瓶/盒×盒/箱1.5功能与主治:补中,润燥,止痛,解毒;外用生肌敛疮。
用于脘腹虚痛,肺燥干咳,肠燥便秘,解乌头类药毒;外治疮疡不敛,水火烫伤。
1.6 用法用量:口服。
每次15~30g。
1.7 贮藏:置阴凉处。
1.8 保质期:24个月2.生产工艺流程★为关键控制点:过滤;灭菌、灌装工序。
容器消毒。
灌装工序阴影部分为D级级洁净区4.生产工艺要求4.1工艺卫生标准物流程序:原料半成品成品物料净化程序:原料缓冲间生产区人净化程序:进换鞋脱外衣洗手穿洁净衣手消毒洁净室出换鞋穿外衣脱工鞋脱洁净衣出4.4消毒:洁净区空气、塑料桶利用臭氧进行消毒。
利用消毒液、75%乙醇对地面、物品和机械表面进行交替消毒,一般区用常规方法处理。
5.生产操作与工艺条件5.1原料领取5.1.1操作准备5.1.1.1按批生产指令开具需料送料单。
5.1.2物料领取5.1.2.1持需料送料单,到仓库领取规定的原料,按物料进出一般区规程经缓冲后存放指定位置。
5.1.2.2领料人应逐品种称取原料,复核人要复核所领原料的名称、数量与指令应一致。
5.1.2.3原料应无劣变、无异味,无其他杂物,蜜源应符合要求。
5.2投料工序5.2.1操作准备5.2.1.1检查投料罐“已清洁”,挂有生产状态标志。
5.2.2把蜂蜜倒入投料罐,不能超过过罐容积的四分之三,把盖盖上。
5.2.3开启蒸汽开始加热,使糖蜜温度加热至20~30℃约15分钟,并开搅拌使糖液均匀。
5.3过滤工序5.3.1操作准备5.3.1.1检查配制罐“已清洁”,挂有生产状态标志。
5.3.1.2检查筛网是否有断裂,规格为150目。
5.3.1.3检查设备电、汽供应正常。
5.3.2开启泵进行过滤操作对溶糖进行过滤。
5.4溶蜜工序5.4.1操作准备5.4.1.1检查溶蜜罐“已清洁”,挂有生产状态标志。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
目的建立蜜紫菀生产工艺规程,使其生产操作规范化、标准化,符合本公司生产实际和GMP 的管理要求,保证生产出的产品质量均一、稳定。
范围蜜紫菀生产的全过程。
责任质量管理部经理、生产技术部经理、质量控制科长、质量保证科长、监控员、化验员、各工序班长及操作人员内容1 生产处方1.1 产品名称:蜜紫菀饮片;代码1.2 产品剂型:中药饮片;规格:片1.3 所用辅料:100kg待炮炙品用炼蜜25kg一、产品概述1.1 性状:本品形如紫菀片(段),表面棕褐色或紫棕色。
有蜜香气,味甜。
1.2 功能与主治:润肺下气,消痰止咳。
用于痰多喘咳,新久咳嗽,劳嗽咳血。
1.3性味与归经:辛、苦,温。
归肺经。
1.4 用法与用量:5~10g。
1.5贮藏:置阴凉干燥处,防潮。
2 法定制法和依据2.1 法定制法2.1.1 紫菀:除去杂质,洗净,稍润,切厚片或段,干燥。
2.1.2 蜜紫菀:取紫菀片(段),照蜜炙法(附录ⅡD)炒至不粘手。
100kg待炮炙品用炼蜜25kg2.1.3 依据:《中华人民共和国药典》2010年版一部。
二、生产工艺流程图及质控要点2.1 生产工艺流程图三、炮制生产操作过程及工艺技术参数3.1 领料生产指令批量95Kg投料量制作领料单,按“领料标准操作规程”到原药材库领取紫菀原料,领料员、药材库保管员根据领料单的数量领发料,及时填写出库记录和领料记录。
工艺要点:核对品名、批号、数量、检验合格报告单,合格证、物料放行许可证、称量核对。
3.2 净选按《净选岗位标准操作规程》将要挑拣的紫菀原药材置于挑选工作台上进行净选,除杂、非药用部。
生产结束及时填写生产记录,经QA检查合格后与下一步工序交接。
按本岗位“清场标准操作规程”进行清场操作,填写清场记录,并经QA检查签字。
工艺要点①检查净选的中药材,并称量、记录;②净选操作必须按要求分别采用拣选,清除杂质,除去非药用部分,使药材符合净选质量标准要求;③拣选药材应设工作台,工作台表面应平整,不易产生脱落物;⑤净选后药材装合适容器,每件容器均应附有标志,注明药材名称、编号、炮制批号、数量、生产日期、操作者等;⑥经质量检验合格后交下工序。
⑦净度要符合中药材炮制品质量标准3.3 洗润3.3.1 洗药将净选后的紫菀药材按“《洗药岗位标准操作规程》洗药池中进行清洗操作”,用饮用水标准的清水将药材附着的泥土或不洁物用10分钟的时间洗净,取出。
结束后将洗净的药材经QA检查合格后,转入下道工序。
清洗结束后,及时填写生产记录,与下一步工序交接。
按本岗位《清场操作规程》进行清场操作,填写清场记录,经QA检查后在清场记录及清场合格证上签字。
工艺要点:①清洗药材用水应符合国家饮用水标准;②清洗厂房内应有良好的排水系统,地面不积水,易清洗,耐腐蚀;③洗涤药材的设备或设施内表面应平整、光洁、易清洗、耐腐蚀,不与药材发生化学变化或吸附药材;④药材洗涤应使用流动水,用过的水不得用于洗涤其他药材,不同的药材不宜在一起洗涤;⑤洗涤时应注意掌握时间,勿使药材在水中浸泡过久,以免损失药效。
⑥洗涤后的药材应及时转下道工序3.3.2 润药3.3.2.1闷润:执行《润药岗位标准操作规程》,将洗净的原药材置于润药池内,闷润小时至透,即可转入下道工序。
操作结束后,及时填写生产记录,与下一步工序交接。
按本岗位清场操作规程进行清场操作,填写清场记录,经QA检查后合格后在清场记录清场合格证上签字。
工艺要点:①需浸润的药材按其大小、粗细、软硬程度,浸润方法,并根据操作时间的季节、气候条件,严格掌握在工艺参数范围内;②控制好浸润药材的用水量及时间,不得出现药材伤水腐败、霉变、产生异味等变质现象;③浸润药材符合切制要求后应及时切制;3.4 切制将浸润软硬适中的紫菀药材,按《切制岗位标准操作规程》、《QYJ-200直切式切药机标准操作规程》进行切片操作。
将紫菀切制成2-4mm的片或段5-10mm,结束后将切制好的紫菀,经QA检查合格后,及时转入干燥岗位进行干燥处理。
操作结束后,及时填写生产记录。
按本岗位清场操作规程进行清场操作,填写清场记录,经QA检查合格后在清场记录上签字。
工艺要点:①选择适宜切制本药材的生产设备。
QYJ-200直切式切药机设备编号为:②根据不同药材及性能按工艺要求将药材切成片、段等,并符合炮制品标准③切制后药材装合适容器,每件容器均应附有标志,注明名称、规格、批号、数量、切制日期、操作者等,经检查合格后及时交下工序。
3.5 干燥按《干燥岗位标准操作规程》、《FYJ-8隧道式烘房标准操作规程》,将已切制紫菀进行干燥,温度设定下限50℃上线55℃的范围,干燥时间3小时。
所得净药材饮片盛于洁净容器内,挂上标签,及时转入下道工序。
操作结束后,按《烘房清洁标准操作规程》进行清洁操作,填写生产设备清洁记录,并经QA检查合格签字。
及时填写生产记录、入站单,并与下工序进行交接。
按本岗位“清场标准操作规程”进行清场操作,填写清场记录,经QA检查合格后在清场记录上签字。
工艺要点:①根据药材性质和工艺要求选用不同的干燥方法,但不得在没有防护措施情况下露天干燥;FYJ-8隧道式烘房设备编号为:PSB-GZ-HF-08。
②干燥温度不超过60℃,药材厚度为1.5-2cm, 并要定期检查厚度是否适应干燥需要,干燥至水分小于15.0%。
③干燥设备及工艺的技术参数应经验证确认;④干燥后的药材应装入洁净容器,在筛选间去除毛屑,每件容器均应附有标志,注明中间产品名称、编号、生产批号、数量、规格、日期、操作者等。
⑤本步所得中间产品质量要符合中企业内控中间产品质量标准3.6 炒制3.6.1按《炼蜜岗位标准操作规程》、《LMG-500型可倾夹层炼蜜锅标准操作规程》制备好炼蜜备用。
3.6.1.1将生蜜置夹层锅内,加入适量的清水(蜜、水总量不能超过锅总容积的2/3,以防加热沸腾后,泡沫上升溢出锅外),加热至沸腾,用40-60目筛过滤,除去浮沫及杂质,再置锅内继续加热熬炼,并不断用筛捞去浮沫,直至炼到工艺规定程度。
3.6.1.2按《炒制岗位标准操作规程》、《CYJ-700型滚筒式炒药机标准操作规程》将要蜜制的净紫菀照蜜炙法,将炼蜜加适量开水稀释,与紫菀拌匀,闷透。
每锅装15~20Kg,置锅内,设定温度110-120℃,锅体转速18转/分钟,炒10-15分钟,炒至不粘手。
取出、放凉。
(除另有规定外,每100kg待炮炙品用炼蜜25kg)生产结束及时填写生产记录,经QA检查合格后与下一步工序交接。
按本岗位“清场标准操作规程”进行清场操作,填写清场记录,并经QA检查签字。
工艺要点①检查炒制的中药材,并称量、记录;②蜜炙蜜炙时,应先将炼蜜加适量沸水稀释后,加入待炮炙品中拌匀,闷透,置炒制容器内,用文火炒至规定程度时,取出,放凉。
蜜炙时,用炼蜜。
除另有规定外,每100kg待炮炙品用炼蜜25kg。
使药材符合净选质量标准要求;LMG-500型可倾夹层炼蜜锅设备型号:③炒制药材的设备,耐腐蚀,不易产生脱落物,趁热去除木心;CYJ-700型滚筒式炒药机设备型号:④炒制后药材装合适容器,每件容器均应附有标志,注明药材名称、编号、炮制批号、数量、生产日期、操作者等;⑤经质量检验合格后交下工序,要符合中药材炮制品质量标准3.7 包装生产操作前,进行清场检查。
按批包装指令从中转站领取经检验合格蜜紫菀饮片,从包材仓库领取内包装材料及标签,根据产品包装规格要求,确定每袋装量0.5kg、1kg、2kg等及装量差异范围。
根据每袋重量,调节好称量器具的装量,按照“包装岗位标准操作规程”进行包装操作,在分装过程中,每隔30分钟抽一次装量,严格控制装量差异,并在此由QA按照成品取样操作规程中规定的中药饮片成品取样方法进行成品的取样,确保每袋装量在控制范围内。
包装后饮片放入专用容器内,作好标识,挂待验品状态标志牌,填写请验单,进行待包品检验。
同步填写原始生产记录,按本岗位清场标准操作规程清场,填写清场记录,并经QA验收签字。
工艺要求:①分装规格:每袋装500g、1000g、2000g等。
操作中随时注意检查装量是否准确,要求每隔30分钟,必须检查一次装量,装量不得少于标示量。
②包装前检查包装材料有无破损,内部是否清洁、干燥,必要时要采用适当的方法进行清洁或消毒。
③包装前要对包装材料及标签的文字和图案进行核对,如发现问题要及时向领导汇报。
并严格控制标签的领用、使用、损坏、销毁等数量并做好相应记录。
④生产结束任务后,应将所使用的设备,工具、中间产品、成品、内包装材料等作好记录,严格执行交接班手续。
⑤本步所得产品质量要符合要求。
3.8 外包装按照批包装指令,车间领料员填写领料单,经车间主任签字后,领取标签、包装材料。
标签要计数发放,并复核,仓库管理人员和车间领料员分别在领料单上签字。
包材先暂存在包装车间的包材暂存间内,挂状态标志牌。
包装程序:打印批号(标签)→贴标签→入库待验→贴合格证按照“包装岗位标准操作规程”进行操作,在包装岗位打印批号,每批包装结束后及时运至成品仓库规定位置,待验,挂待验标志牌。
本批包装完成后,剩余的包装材料及时清理退库,并填写退库记录。
盖有本批批号及有残次的标签等,退库后由仓库保管员在QA人员监督下销毁,并填写标签退库销毁单。
标签的领用数等于实用数、退库数及销毁之和。
同步填写生产记录、并控制产品在规定收率范围。
经检验合格的成品,由公司质量部门对批生产记录、批检验记录、现场监控记录及各种记录凭证进行审核,合格后,填写成品审核放行单,发放检验合格证及成品放行报告书至物料管理部,仓库管理员把待验标志牌换成合格标志牌,填入库单入成品分类帐,并贴上产品合格证,方可放行销售。
工艺要点:①包装车间要确保批包装指令与包材上文字标志和待包装产品一致。
包装车间在同一包装间内不能同时包装不同批号中药饮片,更不能包装两个或几个不同的品种。
防止混淆。
②如遇有产品零头,单包一袋,严格按照“成品零头管理规程”进行操作。
③包装规格:1袋×500g、1袋×1000g、1袋×2000g等四、原辅材料、包装材料、中间产品、成品质量标准和检验方法及贮存注意事项4.1 原辅材料、包装材料、中间产品、成品质量标准4.1.1紫菀质量标准4.1.2蜜紫菀中间产品质量标准4.1.3蜜紫菀成品质量标准4.1.4塑料袋质量标准4.1.5编织袋质量标准4.1.6标签质量标准4.2 原辅料、包装材料、中间产品、成品检验方法4.2.1紫菀检验操作规程4.2.2蜜紫菀中间产品检验操作规程4.2.3蜜紫菀成品检验操作规程4.2.4塑料袋检验操作规程4.2.5编织袋检验操作规程4.2.6标签检验操作规程4.3原辅料、包装材料、中间产品、成品的贮存注意事项参见其质量标准项下的具体规定五、包装规格:1袋×500g、1袋×1000g、1袋×2000g六、物料平衡的计算方法产品每个批次,每个关键工序生产结束都必须计算收率,进行物料平衡是避免或及时发现差错与混药的有效措施。