印刷机首检记录单
印刷机定期点检表

担当(维护):
※ 点
复核(工程师):
实施方式 记号
实施状况
加油 加油 加油 加油 加油 加油 加油 加油 检查 禁固 清扫 点检 清洁并注油 点检 检查 工作台显示 灯 清扫 调整,点检 调整,点检 调整,点检 调整,点检 校正 校正
承认(单位主管):
实施结果
实施日期: 年
月
日
备注
机种
系列号
日期
印刷基板数量
协维(上海)电子有限公司
印刷机定期点检记录表(保养等级
)
线别:
设备型号:
保养等级
月季
半 年
年
装置名称
检查·注油位置
√
XY装置
√
XY装置
√
XY装置
√
XY装置
√
基板传送带
√
TABLE
√
TABLE
√
TABLE
√√
基板夹紧部位
√
主体
√
主体
√
传送装置
√
传送装置
√
主体
√
主体
√
主体
√
机箱
√ TABLE
TABLE
√
10 枚
实际印刷基板数量
枚
良品率
99.90 %
实际良品率
%
判定
OK
NG
表单编 号:J-
记 号 : 调 整 -A 清 扫 -C 加 油 -L 点 检 -V 更 换 -X 紧 固 -H 校 正 C A
制 作 :
审 核:
TABLE
机台
√
校正
√
校正
X轴线形丝杠 相机移动X轴 Y轴滚珠丝杠 相机移动Y轴 宽度调整滚珠丝杠 TABLE上Z轴丝杠(4个)
SL-W-IS-QC-005-01-01SMT1首检检查表

19 检测结果符合光源测试指导书要求 20 当涉及ECN时,按要求执行 21 当涉及代用物料时依据《代用物料申请单》执行使用 22 其他技术要求 检验员: □合格 □不合格 生产确认: 工程技术确认: 是否同意量产:□是 □ 否 品质核准: 列举如下
QC最终判定结果
10 焊料与元件焊锡端润湿充分,无空焊、虚焊不良 11 不接受焊料延伸至元件体顶部 12 元件贴装极性及方向正确 SMT成品检查 13 不同线路引脚无连锡;焊盘无氧化;元件本体无破损 14 元件本体浮起与板面的间隙不得大于0.15mm 不接受锡珠残留而导致短路现象; 15 锡珠大小∮0.13且0.1平方内少于6个可以接受; 不允许锡飞溅导致大面积锡珠残留于元件表面 16 不接受目视明显(正常检验条件)助焊剂残留于板面上 17 光源分板检查 光源性能测试 ECN 代用物料 其他 18 不允许PCB板线路有露铜的现象; 不影响引线的露铜面积不得大于∮1mm 基板裁切时不能发生板边凸凹不平而影响后工序组装的情形; 更不能有锐利的锋边SMFra bibliotek首件检验记录表
记录编号:SL-W-IS-QC-005-01-01 Ver:1.1 工单号: 首检原因: 机种: □开机/开线首检 □生产参数变更 检验项目 BOM及辅料检查 2 3 4 印刷检查 5 6 7 8 9 电源锡膏厚度为钢网厚度(-20%,+30%),OTIS:0.13-0.19mm 光源锡膏厚度为0.16-0.26mm 红胶推力符合标准(0603:1.2kg;0805:1.5kg;1206:1.8kg; 二、三极管、IC类:2.5kg) BOM位号与实物贴装位号一致,无漏贴、多贴不良 元件侧面偏移小于50%;无末端偏移;无红胶污染焊盘; 辅料型号正确;在质保期内 张力:L≤0.9m,张力≥28N 、L ≥0.9M,张力≥25N 印刷偏移不大于25%;红胶无污染焊盘; 序号 1 □修模首件 □材料变更 计划产量: □转产首件 □其他 技术要求 BOM、实物一致(有认证要求需核对认证清单材料) 检查结果 (OK/NG/NA) 备注 班组: 检验时间:
印刷首样确认表

产品名称
工单号/PO#
生产机台
班次/机长
日期
检测项目及判定结果
序号
检验项目
合格标准
检测工具、方法
判定
1
产品规格
与工单、彩稿要求一致。
目测、核对单。
2
工艺参数设定
压力、温度、风量、粘度等与工艺单要求一致。
核对工艺卡
3
版辊号码及色序
与工单或彩稿要求一致。
目测、核对单。
4
有无共用版
和工单要求一致。
目测、核对单。
5
工单与版辊一致
和工单要求一致。
目测、核对单。
6
图案、文字、色相
图案、文字与标准签样/图稿一致,内容清晰、无脏污、无明显条杠、脏版、脏点。
目测、核对样本卡/图稿
7
图案附着力合格
检查有没有大面积掉墨现象,不能超过10%。
胶布、用透明胶袋黏贴住油墨层,用90℃方向慢慢撕开
8
条码数及级别
能识别,级别符合标样。
条码仪
9
光标
无断线、漏印现象。
目测、核对标样
10
套印
主要部位≤0.2,次要部位≤0.35
放大镜/核对标样
综合判断:□合格□改进确认人/时间:
改进原因:
改进措施:
备注:
1、确认人是质检员或班长以上人员。
2、此表在转工单时使用,最终由质检部保存在档案库。
3、在检查结果栏中,如果是”OK”请打”√”号,如果是”不合格”请打”×”号。
4、首检不合格时需将不合格项目在备注栏内注明并通知机台调整,调整后再重新进行首件检验确认;
5、首检未检验合格前生产的调机产品必须做好标识、隔离复查,不可混到成品中;
设备检验
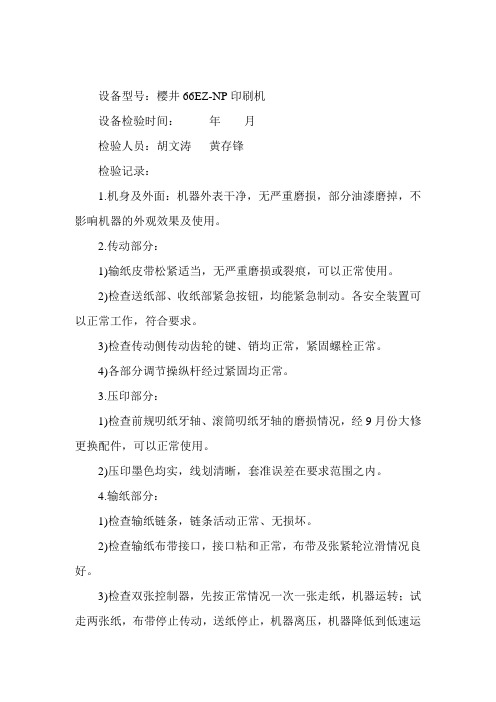
设备型号:樱井66EZ-NP印刷机设备检验时间:年月检验人员:胡文涛黄存锋检验记录:1.机身及外面:机器外表干净,无严重磨损,部分油漆磨掉,不影响机器的外观效果及使用。
2.传动部分:1)输纸皮带松紧适当,无严重磨损或裂痕,可以正常使用。
2)检查送纸部、收纸部紧急按钮,均能紧急制动。
各安全装置可以正常工作,符合要求。
3)检查传动侧传动齿轮的键、销均正常,紧固螺栓正常。
4)各部分调节操纵杆经过紧固均正常。
3.压印部分:1)检查前规叨纸牙轴、滚筒叨纸牙轴的磨损情况,经9月份大修更换配件,可以正常使用。
2)压印墨色均实,线划清晰,套准误差在要求范围之内。
4.输纸部分:1)检查输纸链条,链条活动正常、无损坏。
2)检查输纸布带接口,接口粘和正常,布带及张紧轮泣滑情况良好。
3)检查双张控制器,先按正常情况一次一张走纸,机器运转;试走两张纸,布带停止传动,送纸停止,机器离压,机器降低到低速运转。
5.电器部分:1)检查配电箱,接头无虚接、松动现象;线外保护套正常,无裸露现象,一切正常。
2)电动机工作状态正常,接地良好,机器运转正常。
6.仪表检验:1)计数器。
计数器从计数1—1000后,取下纸张,由检验员进行清点,数字正好是1000张,张数与计数器一致,说明计数器正常。
2)速度表。
分别将机速稳定在4000张/小时和8000张/小时各6分钟,记录的数值分别为400张和800张,经过检验员清点数字正好是400张和800张,说明速度表正常。
结论:经过检验,设备正常,可以运行。
检验人:日期:审批人:日期:裁版机检验记录检验时间:年月检验人员:胡文涛黄存锋检验记录:1.检查裁版刀运动的灵活性:经过反复实验,裁版刀可以自由运转,导辊光滑,无毛刺、铁锈。
2.裁版。
用裁版刀裁PS版,刀口光洁无毛刺,平整无波浪型,符合要求。
3.用裁版机裁200mm×200mm的PS版两张,检查两张PS版的尺寸,平均误差没有超过0.5mm,符合要求。
smt印刷机日常点检保养记录表

清洁检查功能,必要时更换
基板传送滑轮
检查功能,注No.2机油
油器专用油(No.2)
印刷刮刀
检查是否变型,必要是更换
TABLE台
清洁灰尘,丝杆加油
最大真空值:>-500
月保养
印刷部分
检查刮刀是否变形,与TABLE高度,运行状况
驱动部分
清洁,润滑各丝杆及导轨并加黄油
基板传送各感应SENSOR
清洁脏污,必要时更换
相机部分
去除灰尘,轨道清洁油污,加黄油(EP2)
机器内部各风扇
清洁,必要时更换
点检人
异常情况记录
注:保养后,用“√”表示进行了点检,“○”表示休息或放假,“×”表示有异常情况,应在“异常情况记录”栏予以记录。
机器设备日常点检保养记录表
年月设备名称:DEK(ELAi)印刷机设备编号:规格型号:
#
保养、点检部位保养、点检源自作1234
5
6
7
8
9
1
1
22
23
24
25
26
27
28
29
30
31
日保养
机身外壳
去除灰尘及杂物
真空压力
检查是否为0.45~0.55Mpa
指示灯
是否正常点亮
周保养
各气管及接头
检查是否漏气,必要时更换
产品首检、自检、巡检记录表
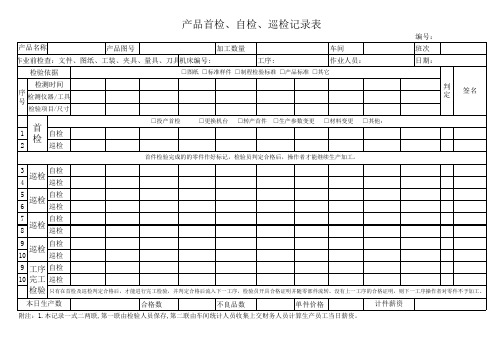
产品首检、自检、巡检记录表
附注:1.本记录一式二两联,第一联由检验人员保存,第二联由车间统计人员收集上交财务人员计算生产员工当日薪资。
2.生产作业人员需按要求做好自检工作,并认真作好记录,检验合格打“√”,不合格打“×”,如未填写,一律不计当天产值。
3.检验员在生产作业期间需在负责工序内不间断进行巡回检验,每隔1~2小时内按作业指导书检验要求记录一次检验结果。
4.对判定不合格的零件,检验员填写《不合格品处理单》和《纠正/预防措施处理单》并交于上级或有关责任部门处理。
印刷机日常检查保养记录表

印刷机日常检查保养记录表
概述
本文档旨在记录印刷机的日常检查和保养情况,以确保印刷机的正常运行和延长使用寿命。
检查项目
1. 印刷机外观检查
- 检查印刷机外观是否干净整洁;
- 检查机身是否有损坏或异物。
2. 墨盒和油墨检查
- 检查墨盒是否有足够的墨水;
- 检查墨盒是否安装正确,没有松动或倾斜;
- 检查油墨的质量是否正常。
3. 印刷质量检查
- 检查印刷品的颜色是否准确;
- 检查印刷品是否有模糊或断裂的情况;
- 检查印刷品是否有漏印或重印的情况。
4. 清洁印刷机
- 清洁印刷机内部和外部的杂物和灰尘;- 清洁印刷机的滚筒和皮带;
- 清洁印刷机的墨辊和滚筒。
5. 润滑印刷机
- 润滑印刷机的滑轨和滚珠轴承;
- 为印刷机添加润滑油。
检查记录表格
结论
通过定期进行印刷机的日常检查和保养,可以保证印刷机的正常运行和印刷质量,延长其使用寿命。
建议按照上述检查项目进行记录,并定期维护和保养印刷机。
SMT设备点检保养记录表(印刷机)

Line:
SMT 设 备 保 养 记 录 表 ( 印刷机 ) 设
备
年
月
设备名称:印刷机
型
项目 No.
保养内容
日期 1 2 3 4 5 6 7 8 9 10 11 12 13 14 15 16 17 18 19 20 21 22 23 24 25 26 27 28 29 30 31
1 检查气压0.49~0.54MPa范围,有无漏气现象。
2 机器有无异音,传送装置有无异常。 日 常 3 刮刀固定装置有无松动,破损、脏污确认。 保 4 机器安全停止开关确认(无效时禁止开机)。
养 5 机器外部5S清洁清扫。
6 清洁装置清洁卷纸安装及溶剂的剂量状况确认。 一 7 排气风扇清扫与动作确认。 级
点检者
审核者
No.
保养内容
保养情况
周期
计划日期
实施日期
月份
保养者
审核者
周 1 刮刀使用状况确认(磨损、变形等)。 保 养 2 网板固定部及夹板清洁清扫。
二 3 检查确认各传送部皮带轮回转、磨损状况。 级
4 检查确认各传感器表面有无脏污及清洁。
5 检查确认各气动装置是否运转正常。
第一周 第二周 第三周 第四周 第五周
No.
保养内容
保养情况
周期
计划日期
实施日期
保养者
审核者
月 1 刮刀升降导轨、丝杆注油、使用无尘纸清除脏污油渍。 保 养 2 升降导轨、丝杆注油、使用无尘纸清除脏污油渍。
三
月份
月 保 养
三 3 相机部导轨、丝杆注油、使用无尘纸清除脏污油渍。 级
4 清洁部导轨、丝杆注油、使用无尘纸清除脏污油渍。
印字首检检验单
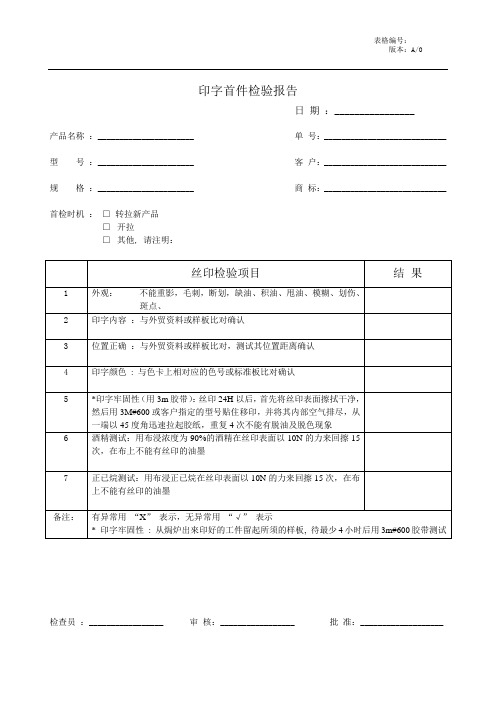
正已烷测试:用布浸正已烷在丝印表面以10N的力来回擦15次,在布上不能有丝印的油墨
备注:
有异常用“X”表示,无异常ቤተ መጻሕፍቲ ባይዱ“√”表示
*印字牢固性:从焗炉出來印好的工件留起所须的样板,待最少4小时后用3m#600胶带测试
检查员:_________________审 核:_________________批 准:___________________
首检时机 :□ 转拉新产品
□开拉
□其他,请注明:______________________________________________________________
丝印检验项目
结 果
1
外观: 不能重影,毛刺,断划,缺油、积油、甩油、模糊、划伤、 斑点、
2
印字内容 :与外贸资料或样板比对确认
3
位置正确:与外贸资料或样板比对,测试其位置距离确认
4
印字颜色:与色卡上相对应的色号或标准板比对确认
5
*印字牢固性(用3m胶带):丝印24H以后,首先将丝印表面擦拭干净,然后用3M#600或客户指定的型号贴住移印,并将其内部空气排尽,从一端以45度角迅速拉起胶纸,重复4次不能有脱油及脱色现象
6
酒精测试:用布浸浓度为90%的酒精在丝印表面以10N的力来回擦15次,在布上不能有丝印的油墨
印字首件检验报告
日期:________________
产品名称:______________________单 号:____________________________
型 号 :______________________客 户:____________________________
规 格 :______________________商 标:____________________________
印刷行业安全生产检查记录1930

印刷行业安全生产检查记录目录综合安全检查表 (3)日常安全检查表 (6)夏季四防安全检查表 (8)电器、仪表安全检查表 (9)压力容器安全检查表 (10)防火防爆、气瓶、锅炉安全检查表 (11)危险化学品安全检查记录表 (12)厂房、建构筑物安全检查表 (13)防尘防毒安全检查表 (14)机动车辆安全检查表 (15)安全设施设备安全检查表 (16)冬季四防安全检查表 (18)印刷行业设备设施检查表 (19)综合安全检查表检查单位:检查人员检查时间:审核人序号单元检查项目检查标准检查方法检查结果存在的问题整改方案1 工作环境1、厂房内通风情况通风要求良好自然通风或强制通风2、噪声控制情况噪声是否控制在标准之内测量噪声3、岗位粉尘控制情况粉尘是否控制在标准之内测量岗位粉尘浓度4、岗位卫生无粉尘、无蜘蛛网、无死角现场检查、整改处理5、岗位设备卫生无漏点、无灰尘现场检查、考核落实6、安全隐患岗位是否存在安全隐患现场检查、立即整改2 安全设施1、消防泵、阀门、管道完好情况是否完好现场检查、及时更换2、消防箱、灭火器完好情况是否完好现场检查、整改落实3、水炮、水枪、水带、扳手、消火栓是否完好、有无损坏现场检查、落实更换4、防化服、空气呼吸器、面具、滤毒罐、安全带是否完好、有无损坏现场检查、落实更换5、安全阀阀门经常保养、无锈蚀、定期校验、在有效期内现场检查、及时处理6、压力表、液位计、温度计是否正常、标明上下限现场检查、保证完好7、易燃(有毒)报警仪及安全联锁设施报警灵敏、专人负责、定期检查不定期检查8、建(构)筑物、塔、釜、炉、罐、平台护栏建(构)筑物、塔、釜、炉、罐、平台护栏符合设计规范,不锈蚀、不损坏。
现场检查、及时处理9、安全设施台帐管理记录台帐情况齐全完整,由专人负责不定期检查、抽查方式10、其他防护装置避雷设施完好、测报仪显示正常、其他防护装置完好现场检查、落实整改3 工艺指标1、操作指标控制范围符合安全操作规程要求检查执行情况2、实际操作指标符合安全操作规程要求不定期检查3、员工对操作指标的了解学习培训情况现场提问4、操作指标的变更根据实际生产核对操作指标检查变更记录4 设备运行1、设备基础安装设备基础现场检查2、转动设备防护装置是否完好现场检查3、设备卫生无粉尘、无油污现场检查,整改落实4、设备润滑保养实行双包机制现场检查、制度落实5、跑、冒、滴、漏设备无漏点、无异声现场检查、及时处理5 劳保穿戴1、操作人员劳保穿戴劳保穿戴齐全日常检查、综合检查2、安全帽佩戴下颚带、帽衬完好,正确佩戴日常检查、立即整改3、服装整洁服装穿戴整洁、做到三紧现场检查、及时整改4、必需配戴的防护用品根据要求佩戴必须的防护用品日常检查、现场检查6 三违现象1、违章指挥坚决杜绝违章指挥各级检查、向公司举报2、违章作业制止他人违章、杜绝自己违章现场检查、各级检查落实3、违反劳动纪律班前4小时及班中不准饮酒、杜绝睡岗、串岗、抽烟等违反劳动纪律现象现场检查4、违反公司规章制度遵守公司安全管理制度各类检查落实7 防火防爆1、机动车辆防火帽情况进入生产区或库区的机动车辆应戴防火帽并使用规范现场检查、各级检查、向公司举报2、危险化学品储罐区、装卸车辆易燃、可燃液体储罐区静电、防雷设施;运输车辆装卸时应进行静电接地;车辆要切断总电源现场检查、各级检查落实3、危险化学品储罐区使用手机不准在易燃、可燃液体产品装置内、罐区、装卸区使用手机现场检查、各级检查落实4、危险化学品运输车辆装卸人员到位情况危险化学品运输车辆装卸时,装卸人员、司机、押运人员应坚守作业现场现场检查、各级检查落实5、《重大危源监控巡查表》、《危险化学品装卸查验核准登记表》的填写按《重大危险源监控巡查表》、《危险化学品装卸查验核准登记表》进行检查、落实、记录现场检查、各级检查落实8 培训教育1、制定年度、月度培训计划按公司要求制定可行的培训计划检查落实2、按培训计划实施教育培训培训材料、培训方式、培训时间符合要求检查落实、严格监督3、员工对培训知识掌握情况培训知识抽考检验、现场提问备注:日常安全检查表检查单位:检查人员检查时间:审核人序号单元检查项目检查标准检查方法检查结果存在的问题整改方案1 作业现场1、路面卫生无尘土、无纸屑现场检查、及时清理2、办公室、操作室、值班室无粉尘、无蜘蛛网、无死角现场检查3、粉尘、噪声粉尘、噪声控制在要求范围之内测量岗位粉尘、噪声控制指标4、岗位卫生无粉尘、无蜘蛛网、无死角现场检查、整改处理5、岗位设备卫生无漏点、无灰尘、无油污现场检查、考核落实2 安全设施1、消防泵、阀门、管道完好情况是否完好现场检查、及时更换2、消防箱、灭火器完好情况是否完好现场检查、整改落实3、水炮、水枪、水带、扳手、消火栓是否完好、有无损坏现场检查、落实更换4、防化服、空气呼吸器、面具、滤毒罐、安全带是否完好、有无损坏现场检查、落实更换5、设施编号、责任落实专人负责、定期检查设置标签、落实责任人6、安全阀阀门经常保养、无锈蚀、定期校验、在有效期内现场检查、及时处理7、压力表压力是否正常、标明上下限现场检查、保证完好8、易燃(有毒)报警仪及安全联锁设施报警灵敏、专人负责、定期检查不定期检查9、建(构)筑物、塔、釜、炉、罐、平台护栏建(构)筑物、塔、釜、炉、罐、平台护栏符合设计规范,无锈蚀、无损坏。
印刷质量控首检单

印刷质量控首检单日期: [填写日期]检测人员姓名: [填写检测人员姓名]1. 项目名称:_____________________________________________________________________ 2. 文件信息:文件名称:____________________________________文件版本:____________________________________文件编号:____________________________________3. 印刷质量检测要求:印刷方式:____________________________________印刷颜色:____________________________________色彩标准:____________________________________印刷精度要求:________________________________印刷尺寸要求:________________________________合格品标准:__________________________________4. 检测内容及结果:- 纸张质量- 色彩准确性- 印刷精度- 清晰度和锐利度- 印刷位置和尺寸- 构图和排版- 其他附加要求5. 检测规范和方法:- 使用专业检测设备和工具进行检测,如色差仪、尺子等- 参照相关标准进行检测,如ISO XXXX等- 检测过程中要细致观察、记录6. 检测结果:- 合格: [检测结果]- 不合格: [检测结果]7. 备注及建议:[填写备注及建议]8. 审核人: [填写审核人姓名]审核日期: [填写审核日期]以上内容已经进行了首次印刷质量控检测,并填写了检测结果和意见。
请相关人员在检测结果确认无误的情况下及时进行下一步工作。
如有任何问题,请及时与检测人员或审核人员联系。
注意:此首检单仅适用于印刷质量控首次检测,对于后续的质量控制检测,需要进行相应的修改和更新。
印刷机温湿度点检记录表

月份: 15 16 17 18 19 20 21 22 23 24 25 26 27 28 29 30 31
1
2
3
45Leabharlann 6789
10
11
12
13
14
18~28℃ 30~60%RH 8:00 錫膏充足 記錄人 18~28℃ 30~60%RH 13:00 錫膏充足 記錄人 18~28℃ 30~60%RH 17:00 錫膏充足 記錄人 18~28℃ 30~60%RH 20:00 錫膏充足 記錄人 18~28℃ 30~60%RH 24:00 錫膏充足 記錄人 18~28℃ 30~60%RH 4:00 錫膏充足 記錄人
備註: 1.每4小時點檢記錄一次印刷機內部溫、濕度是否在規格內,當溫濕度超出此範圍18-28℃ 濕度30~60%RH請立刻向線組長或設備工程師彙報處理 批准: 審核:
2.鋼網上錫膏量充足請打“v” 制表:
每4小時點檢記錄一次印刷機內部溫濕度是否在規格內當溫濕度超出此範圍1828濕度3060rh請立刻向線組長或設備工程師彙報處理
富港電子(昆山)有限公司
FU GANG ELECTRONIC (KUN SHAN) CO.LTD
印刷機溫濕度點檢記錄表
線別: 日期 時間 設備型號:
管控項次: 每4小時點檢 記 錄一次
SMT首件检查记录表

2.料架零件与BOM及料站表吻合(切线时执行)
3.环保/无铅材料加贴ROHS环保标签贴纸______________________
4.炉前PCBA外观检查(如测量零件数值、检查有无欠品、极反、错件不良等)记录:__________________
1.确认Refllow选用程式:__________________
昆山长信电子配件有限公司
机种名称: 生产线别: 专案品质工程师:
PCB版本: PCB板面:
维修工程师:
SMT首件检查记录表
工单号:
数 量:
班别:
制程工程师:
□试产 □量产
时间:
工作站 生产文件
印刷站 置件站 回流焊
检查项目记录
1.检查作业人员静电环,作业人员合格证照
2.BOM版本:____________
回流焊温度 设定
电测 维修 包装 检验结果:
1.测试机种记录
1.锡丝厂牌:__________ 批号:____________FLUX含量:_______________直径:__________________
2.确认烙铁温度范围:___________
核准记录:_____________
3.修理PCBA品质确认
3.检验印刷机参数设定是否依"印刷机工程设定表"设定
4. □锡膏厂牌:__________ 批号:____________ 有效到期日:__________ 回温时间:____________ 开封时间:_________
□红胶厂牌:__________ 批号:____________ 有效到期日:__________ 回温时间:____________ 开封时间:_________
丝印车间首检报告表

丝印车间首检报告表
产品名称
型号/料号
生产日期
投产数量
首检数量
检查人
检验项目
检验内容
检查结果
1
2
3
4
5
本体颜色
外观
图案颜色
丝印图案无断字、模糊,无法辨 识现象
首检
印刷图案内容符合要求尺寸来自划伤、掉漆、毛边、生锈、异色 、异物、黑白点
成品尺寸检测 规格:
油墨套印精准 度尺寸
规格:
图案丝印尺寸 规格:
油墨厚度检测 规格:
可靠性
附着力测试:3M 600胶带贴附于 丝印表面,一次性拉扯后无掉漆 现象
耐摩擦测试:蘸75%浓度酒精棉 布施加1KG力擦拭印刷表面15s, 无掉漆、脱色现象
注意事项: 1.首检每批抽取5pcs,并将首检品放置工作台面,以便于作业员比对。 2.IPQC人员首检发现问题需立即上报主管及车间负责人员,并协助分析原因及时解决问题。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
检
验
项
目
按单检验 印刷内容 图字是否 套印精度 印刷颜色是否 开槽尺寸误 刀口光洁、无毛 纸板尺寸 歪斜<1mm 准确、清晰 <1.5mm 与样箱一致 差<2mm 刺裂口长度<5mm
判定 检验人签字
日 期
品
名
数 量 (只)
制造尺寸 (mm)
检验 首检 抽检 终检
检
验
项
目
按单检验 印刷内容 图字是否 套印精度 印刷颜色是否 开槽尺寸误 刀口光洁、无毛 纸板尺寸 歪斜<1mm 准确、清晰 <1.5mm 与样箱一致 差<2mm 刺裂口长度<5mm
名
数 量 (只)
制造尺寸 (mm)
检验 首检 抽检 终检
检
验
项
目
按单检验 印刷内容 图字是否 套印精度 印刷颜色是否 开槽尺寸误 刀口光洁、无毛 纸板尺寸 歪斜<1mm 准确、清晰 <1.5mm 与样箱一致 差<2mm 刺裂口长度<5mm
判定 检验人签字
日 期
品
名
数 量 (只)
制造尺寸 (mm)
检验 首检 抽检 终检
判定 检验人签字
印刷机首检记录单
年 日 期 品 名 数 量 (只) 制造尺寸 (mm)
检
检验 首检 抽检 终检
验
项
目 判定 检验人签字
按单检验 印刷内容 图字是否 套印精度 印刷颜色是否 开槽尺寸误 刀口光洁、无毛 纸板尺寸 歪斜<1mm 准确、清晰 <1.5mm 与样箱一致 差<2mm 刺裂口长度<5mm
日 期
品