大隈“GENOSM460-VE”
详细解析大隈龙门加工中心的使用指南
详细解析大隈龙门加工中心的使用指南大隈龙门加工中心是一种高精度、高效率的数控机床,广泛应用于各种制造领域。
如何正确使用它,可以提高加工质量和生产效率,下面是一份简要的使用指南,供参考。
1.准备工作:在使用大隈龙门加工中心之前,首先需要进行准备工作。
包括检查机床的各项设备是否正常运转、清理工作台表面、安装夹具等。
特别是对于新购机床的用户,还需要进行初始设置,例如校准坐标系、加载程序等。
2.编写NC程序:大隈龙门加工中心是一种数控机床,需要通过编写NC程序来实现加工过程。
NC程序是由G代码和M代码组成的指令序列,其中G 代码用于控制机床的运动轨迹、速度等,M代码则用于控制机床的辅助功能,如冷却、换刀等。
编写NC程序需要具备一定的数控编程知识,并根据加工零件的尺寸、材料和形状等因素进行选择。
3.加载NC程序:当NC程序编写完成后,需要将其加载到设备的控制系统中。
通常可以通过U盘或网络传输等方式进行。
在加载程序之前,需要对其进行检查和验证,确保程序正确无误。
4.设置工艺参数:在开始加工之前,需要根据加工材料的性质、加工内容的要求等因素进行设置一些工艺参数,如切削速度、进给速度、切削深度等。
这些参数的设置直接影响到加工过程的效率和质量,需要仔细调整。
5.开始加工:当准备工作完成后,就可以开始加工了。
在加工过程中,需要注意安全事项,如穿戴好防护设备、避免发生机床碰撞等。
同时还需要随时监视加工过程,确保加工质量符合要求。
6.检查并调整加工结果:当加工完成后,需要对加工结果进行检查,并根据需要进行调整。
通常包括测量零件尺寸、表面粗糙度等指标,以及对加工轨迹、工艺参数等进行调整,以提高加工质量。
总之,大隈龙门加工中心是一种复杂的机床,使用需要具备一定的技术能力和经验。
正确使用龙门加工中心,可以提高加工效率和产品质量,为制造业的发展做出重要贡献。
大隈产品规格

大隈公司数控车床、车削中心品种规格表系列分类特点加工直径(mm)100 200 300 400 500 600GENO S系列卧式数控车床和车削中心数控车床单刀架L250L200EL400L400E车削中心带动力刀具(M)L200-ML200E-ML300-ML300E-M可切直槽(MY)L200-MYL200E-MYL300-MYL300E-MY带副主轴(W)L300-MWL300E-MYWLBEX Ⅱ系列卧式数控车床和车削中心数控车床单刀架LB2000EXⅡLB3000EXⅡLB4000EXⅡLB35ⅢLB45Ⅲ车削中心带动力刀具(M)LB2000EXⅡ-ML200-MLB3000EXⅡ-ML300-MLB4000EXⅡ-MLB35Ⅲ-MLB45Ⅲ-M可切LB2000EXⅡ-MY LB3000EXⅡ-MYLB4000EXⅡ-MYLB35Ⅲ-MYLB45Ⅲ-MY直槽(MY ) 带副主轴(W) LB2000EXⅡ-W(MW)LB3000EXⅡ-W(MW)(MYW)LUEX 系列卧式双刀架数控车床数控车床双刀架LUS1600LU3000EX LU4000EX LU35ⅡLU45Ⅱ车削中心带动力刀具(M)LU3000EX-M LU4000EX-MLU35Ⅱ-MLU45Ⅱ-MLTEX系列卧式双刀架双主轴车削中心车削中心带动力刀具(M)LT2000EX-M LT3000EX-M可切直槽(MY)LT2000EX-MY LT3000EX-MYMULTUS BⅡ系列卧式复合车铣中心车铣中心单刀架B200ⅡB300ⅡB400ⅡB550 B750 带副主轴(W)B200ⅡW B300ⅡW B400ⅡW B750WMULTU S U系列卧式车铣中单刀架U3000 U4000复合车铣中心心双刀架U3000 U4000 带副主轴(W)U3000 U4000 大隈公司立式数控车床、车削中心品种规格表系列分类特点加工直径(mm)400 600 800 1000 1200 1600 2000 3000 3500V系列数控立式车床数控车床单主轴V40R V60R V80R V100R 双主轴2SP-V42SP-V62SP-V80VTM系列车削中心车削中心带换刀刀库VTM-65VTM-10VTM-200VTM-Y B系列车铣中心车铣中心带Y、B轴VTM-80YBVTM-1200YBVTM-200YB龙门式复合车铣中心车铣中心龙门式VTR-160AVTR-200AVTR-280AVTR-350A大隈公司加工中心品种规格表系列分类特点工作台尺寸(mm)400 500 600 700 950 1000立 No.40MB-46VA MB-56VA MB-66VA式加工中心一般加工刀柄MP-46VAMB-46VAENo.50刀柄MB-46VBMB-46VBEMB-56VB MB-66VBMILLAC761VMILLAC852VMILLAC1052V五轴加工No.40刀柄MU-400VⅡMU-500VⅡMU-5000V-LMU-6300V-LMU-8000V-LNo.50刀柄MU-5000V-LMU-6300V-LMU-8000V-L卧式加工中心分类特点工作台尺寸(mm)400×400 500×500 630×630 800×800 1000×1000 1600×1600一般加工No.40刀柄MA-400HA MA-500HIINo.50刀柄MA-500HII MA-600HII MA-800HB批量生产No.40刀柄MB-4000H MB-5000HNo.50刀柄MB-8000H MB-10000H龙门式五面体加工中心分类特点工作台尺寸(mm)1,200 1,500 2,000 2,500 3,000龙门式Z轴450mm动梁式MCV-AⅡMCV-AⅡZ轴800mm定梁式MCR-AF MCR-AF五面体Z轴800mm四个头MCR-A5CIIMCR-A5CII MCR-A5CII MCR-A5CII Z轴800mm任意头MCR-BⅢMCR-BⅢMCR-BⅢMCR-BⅢ Z轴1000mmMCR-C MCR-C MCR-C任意头。
机械深加工厂设备清单

合计:
21
生产线2小批量
电腐蚀
慢走丝
阿奇夏米尔
CUT200P
350×250×250
3
快走丝
Xingfujiang
SHCM-97A
400*320*250
10
放电
Shenyang
DK77400Z
500*250*250
3
磨削
大水磨
Kent
HF-618S
2000*900
3
平面磨
Beijing
M1420A
800*400
2
日本马扎克
LGMAZAK-530CL
1000*530*500
3
日本马扎克
LGMAZAK-430AL
550*400*400
4
日本兄弟(高速攻钻机)
Brother S500Z1
500×400×300
7
台湾品正
MCV-M5H
550*400*500
6
台湾品正
MCV-M7H
550*400*400
3
台湾品正
MCV-M8H
机械深加工厂设备清单
功能
类型
工艺
设备
品牌
型号
加工范围(mm)
数量
机加工
生产线1批量
铣削
5轴CNC加工中心
日本大隈
MU-5000V
800*1020*600
1
日本大隈
MU-4000V
740*460*460
1
4轴卧式CNC加工中心
日本大隈
MB-5000H
760*860*680
1
日本大隈
MB-4000H
大隈机床

Axis drive motor进给电机(X、Y、Z轴)
BL 6.2 KW
Table indexing工作台分度电机
BL 2.8 KW
AUTOMATIC TOOL CHANGER (ATC)自动换刀装置
Magazine capacity刀库容量
300
Tool selection刀具选择方式
50~660 mm
Spindle nose to pallet center主轴端至交换工作台中心距离
85~710 mm
TABLE工作台
Rotary pallet size回转工作台尺寸
400´400 mm
Indexing angle分度角度
1°
Max load capacity工作台承重
400 kg
任意Random
Tool shank type刀柄型式
MAS403, BT 40
Pull stud bolt type拉钉形式
MAS II型
Max tool dia (w/adiacent tools)最大刀具直径(满链)
Æ100 mm
Max tool dia (w/o adiacent tools)最大刀具直径(空链)
Æ150 mm
Max tool length最大刀具长度
300 mm
Max tool mass最大刀具重量
10 kg
Tool changing time (T-T)换刀时间(T-T)
1.3秒
Tool changing time (C-C)换刀时间(C-C)
3.0秒
AUTOMATIC PALLET CHANGER (APC)自动交换工作台
动力刀座 OKUMA 日本 大隈
309 309 309 309 310
165
Straight Unit
for Manufacturer
for Machine type
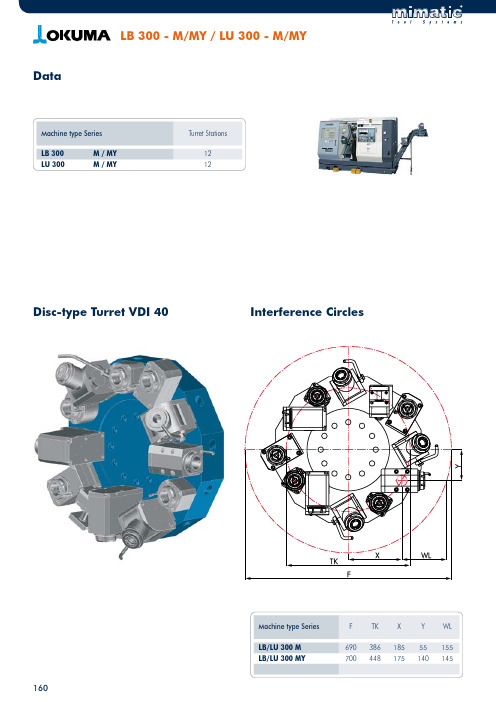
LB 300 - MW / MYW LT 300 - M / MY
Dimensions
Revolver type Shank Drive Graduation
Star-type Turret VDI 40 Layer gear; single level 30 / 60°
Order No. 103441 133711 133712
Tool holder ER 32 ER 32 mi 50
Clamping range mm 1,0-20 1,0-20
Torque max. 80 Nm 80 Nm 80 Nm
n1/n2 (max.) (r.p.m.) 6.500 / 6.500 6.500 / 6.500 6.500 / 6.500
Order No. 103497 133716 133705
Tool holder ER 32 ER 32 mi 50
Clamping range mm 1,0-20 1,0-20
Torque max. 50 Nm 50 Nm 50 Nm
n1/n2 (max.) (r.p.m.) 6.500 / 6.500 6.500 / 6.500 6.500 / 6.500
Tool holder ER 32 ER 32 mi 50 mi 40
Clamping range mm 1,0-20 1,0-20
Torque max. 50 Nm 50 Nm 50 Nm 25 Nm
n1/n2 (max.) (r.p.m.) 6.500 / 6.500 6.500 / 6.500 6.500 / 6.500
大隈车铣复合机安全操作及保养规程
大隈車銑複合機安全操作及保养规程本文档旨在为大隈車銑複合機用户提供安全操作和保养的指南,以确保機器的正常及安全的运行。
安全操作规程操作前准备在进行任何操作前,请确保您已经完全阅读并理解您的大隈車銑複合機的使用手册,并熟悉本文档中所列的所有安全操作规程。
此外,请注意以下几点:•请勿在疲劳或饥饿的状态下操作機器。
•在操作機器前,需要穿戴合格的劳动防护装备,如安全鞋、工作手套等。
•在操作機器前,请确保周围的工作区域是干净整洁的。
•在操作機器前,请注意检查机器周围是否有其他人员存在,以免造成意外伤害。
操作中规程•在操作大隈車銑複合機时,请遵循使用手册中的操作步骤。
•在操作機器前,请将机器打开并进行简单的预热,以确保機器运行正常。
•在操作機器时,请不要穿戴宽松的衣物或长发,以免被卷入機器内部造成意外伤害。
•在更换任何工具或更换工作件时,请先关闭機器,并拔掉电源插头。
•在更换工作件时,请确保工作件已经冷却,以免上面还有残留的热度造成伤害。
•在操作機器时,请不要将手伸进機器内部,以免被夹住或受伤。
•在操作機器期间,请保持警惕,以免异常情况发生。
操作后规程•在进行这一步骤前,请不要关闭機器,让機器运转至安全转速后再停止。
•在操作機器后,请清洁工具及工作台等等,以保持工作区域的整洁。
•在操作機器后,需要对定期更换機器零件进行检查,以确保机器长时间使用的正常运转。
•如果機器存在异常运行,则应该立即关闭機器,并联系专业维修人员。
保养规程日常保养每日工作结束后,需要对大隈車銑複合機进行以下日常保养:•清理機器表面及工作区域:用刷子将四周的碎屑和灰尘清理干净。
•加注润滑油:–在加油前,请先检查油位。
–加油时,请确保加入合适的润滑油,并按照润滑油的使用说明添加。
–在加入润滑剂后,通过手动操作機器几次,以确保润滑油在機器内均匀分布。
•用干净的布擦拭大隈車銑複合機,以保持機器的外表面亮洁并避免氧化等化学反应。
定期保养除了日常保养外,还需要定期保养:•定期更换润滑油及其它易损零部件(如普通刀、油封、轴套等)等。
日本大隈株式会社之行报告会

青岛xxx精密制品有限公司前景展望
全面数字化工厂,打造青岛的高端先进制造 企业 硬件与软件的配置要不断提高 3N ,5M ,6S ,是企业的管理精华 不断的学习、提高、发展 打造成中国高端先进制造企业
谢谢观看
再次表示感谢
无
本机 0.02|300MM 0.01|300MM 0.025-0.005MM 0.0015-0.003MM 有
有
刀具管理功能 加工范围 实用行业
无 低端 建筑机械等
无 中端 汽车、风力发电等
有 高端 航天、航空、舰 船、高铁、医疗
购买先进数控设备介绍-2
MBV-5000H MBV-8000H卧式综合加工中心
MB-460MB-660规格介绍
精度 垂直度 平面度 定位精度 重复精度定位 程序预读
3D模拟
国产 0.03|300MM 0.03|300MM 0.01-0.015MM 0.005-0.01MM 无
无
台湾 0.02|300MM 0.02|300MM 0.005-0.0075MM 0.0035-0.005MM 无、高配置有
先进的FMS柔性自动化流水线
世界先进CAD/CAM/CAE高度集成 先进FMS流水线,高度柔性 JAR替代人工作业,安全,高效,可控
超级智能数字化立体仓库
超级智能数字化立体仓库是世界仓库的发展趋势 CAD/CAM/CAE/PDM,(计算机设计与制造与分析),ERP(物流 控制),DNC(数字化加工车间),FMS(柔性流水线),高度 集成。
日本大隈株式会社简介
世界五大机床厂商 OSP操作系统(双系统 XP系统监控OSP系统 三维仿 真模块)世界领先 85%配件为自制,具有知识产权 设备达到高精度,高规格 面向欧美国家
Koma Precision 商品选择指南说明书

80222248222247.780222248ARotary TableSelection GuideTHE KEY TO PERFORMANCEWE ARE THE EXCLUSIVE NORTH AMERICANIMPORTER, NATIONAL DISTRIBUTOR, ANDSERVICE CENTER FOR TSUDAKOMA ROTARY TABLES.WE FOCUS ON BEING THE BEST–that’s why leading companies choose Koma.2 |•**********************•1-800-249-5662THE KEY TO PERFORMANCEFor over forty years Koma Precision has been the foremost source for the finest the world has to offer in machine tool Productivity Innovation.With over 30,000 rotary table installations, Koma is the largest distributor of Tsudakoma NC rotary tables and indexers in the world. With over 12,000 angle heads and live tools installed, Koma is the world’s largest supplier for Alberti - the originator and the foremost innovator of productivity tooling.KOMA PRECISIONABOUT USRWE SERIESRWB SERIES4 |•**********************•1-800-249-5662RCB SERIES RWB-K SERIESRNCK SERIES| 5•**********************•1-800-249-5662GENOS M460-VEGENOS M560-V *COLUMN RISER RECOMMENDEDGENOS M660-V6 |•**********************•1-800-249-5662MB-56VMB-66V| 7•**********************•1-800-249-5662MA-650VMF-46V8 |•**********************•1-800-249-5662MA-600HII| 9 •**********************•1-800-249-5662MB-4000H Millac 1000VH 10 |•**********************•1-800-249-5662| 11•**********************•1-800-249-5662RWA-160R, GARWA-250R, GARWA-320R, GARWA-200R, GAPlease contact Koma Precision to confirm Okuma / T sudakoma Rotary T able working envelope.RN-100R-2, GARWE-160R, GARWE-200R, GARWE, RWA & RN-Multi Series (Drawings Not T o Scale)RN-100R-3, GA RN-100R-4, GA250420220632042310318272153981557292424285Ø 250220186212 |•**********************•1-800-249-5662RBS-160, GAPlease contact Koma Precision to confirm Okuma / Tsudakoma Rotary Table working envelope.RTT-111, GARBS-250, GARBS-320, GARBS, RCV, RNCK & RTT-Series ROTARY TABLES(Drawings Not To Scale)RCV-800K, GA| 13•**********************•1-800-249-5662RWB & RWB,K-Series ROTARY TABLES(Drawings Not T o Scale)RWB-250R, GARWB-320R, GARWB-400R, GARWB-500R, GARWB-250K, GA14 |•**********************•1-800-249-5662TWA, TN & TBS-Series ROTARY TABLES(Drawings Not T o Scale)Please contact Koma Precision to confirm Okuma / Tsudakoma Rotary Table working envelope.TWA-130, GATWA-160, GATWA-200, GATN-320, GA| 15•**********************•1-800-249-5662Dimensions = mmSpecifications subject to change without noticeRN-Multi/RWE/RBS-Series Rotary Tables16 |•**********************•1-800-249-5662RWA-Series Rotary TablesDimensions = mmSpecifications subject to change without noticeRWB-Series Rotary TablesSpecifications subject to change without notice| 17 •**********************•1-800-249-566218 |•**********************•1-800-249-5662RNCK / RCV / RWB-K-Series Rotary TablesDimensions = mmSpecifications subject to change without noticeTWA/TBS-Series & RTT-111, DA/GA Rotary TablesDimensions = mmSpecifications subject to change without notice| 19 •**********************•1-800-249-5662Tsudakoma-Okuma 22.0 01/18/22Tel: 1.800.249.5662Fax: 860.623.4132**********************20 Thompson RoadEast Windsor, CT 06088。
大隈数控系统G代码

大隈数控系统(OKUMA)是一种功能比较全面,较实用的数控系统,许多功能采用模块化形式(即任选项功能),针对性强。
下面以OKUMA OSP7000为主,简代其代码功能。
功能代码基本遵循国际标准或一些约定,按其功能可分成以下三类。
准备功能G(代码)准备功能代码是用地址字G和后面的二位或三位数字来表示的,见表2-1。
G代码按其功能的不同分为若干组。
G代码有两种模态:模态式G代码和非模态式G 代码。
表中标有“◎”符号的G代码属于非模态式的G代码,只限定在被指定的某个程序段中有效。
而未标“◎”符号的G代码属于模态式G代码,又称为续效代码,具有延续性,在后续程序段中,只要同组其它G代码未出现之前一直有效。
另外,表中标有“◎”符号的G代码可以通过机床状态参数来设定,使它成为默认的有效状态;标有符号的G代码是当机床加电后就被设定为有效状态。
OKUMA OSP7000M/700M CNC系统G代码组号意义G00 1 点定位(快速移动)G01 直线插补G02 圆弧插补(顺时针)G03 圆弧插补(逆时针)G04◎ 2 暂停G09◎18 准停检验G10※ 3 取消G11G11 坐标系平移和旋转G15 4 选择工件坐标系G16◎选择工件坐标系G17 5 XY平面指定G18 ZX平面指定G19 YZ平面指定G20◎15 英制输入G21◎公制输入G40※17 取消刀具半径补偿G41 刀具半径补偿(左偏)G42 刀具半径补偿(右偏)G50※9 取消G51G51 图形的放大和缩小G53 10 取消刀具长度补偿G54 X轴刀具长度补偿G55 Y轴刀具长度补偿G56 z轴刀具长度补偿G61 14 准停模式G62 19 可编程镜像加工G64※14 切削模式(取消G61)G71 21 固定循环返回位置设定,与M53配合使用G73 11 固定循环(高速深孔钻销循环)G74 固定循环(反向攻丝循环)G76 固定循环(精镗循环)G80※取消固定循环G81 固定循环(钻孔循环)G82 固定循环(钻孔循环)G83 固定循环(深孔钻销循环)G84 固定循环(攻丝循环)G85 固定循环(镗孔循环)G86 固定循环(镗孔循环)G87 固定循环(反镗循环)G89 固定循环(镗孔循环)G60 1 单方向定位G90 12 绝对位置尺寸模式G91 增量位置尺寸模式G92 20 工件坐标系变更G94 13 每分钟进给指令G95 每转进给指令不同组的G代码在同一个程序段中可以编写多个,但如果在同一个程序段中编写了两个或两上以上属于同一组的G代码时,则只有最后一个G代码有效。
大隈系统故障维修安全操作及保养规程

大隈系统故障维修安全操作及保养规程背景概述大隈系统是一种常用的自动化生产控制系统,很多企业在生产过程中都会使用到这种系统来提高生产效率和质量。
但是,在长期使用过程中,大隈系统也可能会出现故障,需要进行维修。
对于维修人员来说,保证安全操作和正确保养是非常重要的,这不仅可以保障生产安全,也可以延长大隈系统的使用寿命,降低维修和更换成本。
安全操作规程1. 维修前检查在进行大隈系统维修之前,必须进行如下检查:•确认是否断电及机器是否停止运转;•确认是否已告知相关操作人员进行安全措施,并进行安全封锁;•检查维修设备是否完好,并合理选择梯子或者脚手架等操作工具。
2. 维修中操作进行大隈系统维修时,需要注意以下操作:•根据维修任务选择正确的工具;•确保操作过程中无异味、异响、异振等异常情况;•在拆卸或者装配零件时,避免伤人和损坏组件;•在使用高温工具时,必须进行专业防护。
3. 维修完毕检查大隈系统维修完毕后,需要进行如下的检查:•确认所有维修工具已撤离;•清理现场,保持整齐、干净及通风;•检查维修的设备是否调试成功,无安全隐患。
保养规程大隈系统的保养工作是预防故障和延长使用寿命的重要措施。
以下是大隈系统保养规程:1. 设备清洁定期对大隈系统进行清洁,可有效防止灰尘、油污和腐蚀造成的损坏。
具体措施包括:•使用特定清洗剂清洗;•定期更换过滤器;•定期清理扇叶和风道。
2. 润滑维护大隈系统的润滑维护是延长其使用寿命和减少故障的重要保养措施。
具体措施包括:•定期在轴承、电机和泵等需要润滑的部位添加润滑油或者润滑脂;•定期更换润滑油和润滑脂。
3. 电气维护大隈系统的电气维护是避免故障和保护电气设备的重要措施。
具体措施包括:•定期清洗电气设备;•定期检查电气线路;•定期更换电气设备。
总结大隈系统故障维修安全操作及保养规程是保障大隈系统使用安全、延长使用寿命和减少故障的重要措施。
维修人员必须要按照相关规程进行操作和保养,确保生产安全和减少企业成本。
大隈OKUMA驱动器维修问答

大隈OKUMA驱动器维护和修理问答大隈OKUMA数控系统以其精准大隈OKUMA维护和修理拥有的技术和专业的服务,专注于大隈OKUMA数控系统的维护和修理服务,MIV系列驱动器的各种故障报警都能精准判定后轻松维护和修理,参数丢失后恢复,参数调整等,致力于为客户供给优质的服务。
我们的宗旨是:技术好,周期短,返修率低。
专业的技术人员,先进的检测设备,严格的质量管理,使我们的服务客户充足,每个维护和修理任务都能在短时间内完成,保持返修率低。
我们的服务适用于机加工厂,汽车零部件厂等大隈OKUMA数控系统使用者,一站式解决大隈OKUMA数控系统的各种问题,节省您的时间和精力,提升您的工作效率。
服务流程:1、在线提交维护和修理订单,我们会尽快响应。
2、技术人员上门检测,精准取得问题类型。
3、供给合理的维护和修理方案,给出优的价格。
4、维护和修理工作进行,确保工作质量。
5、核对维护和修理结果,确保达到客户期望。
大隈OKUMA维护和修理专业为您解决大隈OKUMA数控系统的问题,以优质的服务和廉价的价格充足您的需求,让您的工作更加高效,更加轻松。
1.什么是大隈驱动器维护和修理项目?答:大隈驱动器是一种工业机械,可用于运输和移动重型货物。
大隈驱动器维护和修理项目是指对这种设备进行修理和维护的服务。
2.如何确保大隈驱动器的性能和寿命?答:为了确保大隈驱动器的性能和寿命,需要定期对其进行检查和维护。
使用时需要遵从正确的操作规程,保持设备清洁,避开过度负载和过度使用。
3.我需要供给什么信息能反馈大隈驱动器故障并维护和修理?答:判定大隈驱动器故障需要供给设备的型号、序列号和故障描述,故障报警代码,并供给报价。
您可以通过网站电话或微信联系我们的客服团队。
4.大隈驱动器维护和修理需要多长时间?答:维护和修理时间取决于设备的故障和维护和修理的多而杂性。
我们的技术团队将依据实际情况进行评估,并尽快完成维护和修理任务。
5.大隈驱动器的维护和修理质量保证?答:为了确保设备的安全和维护和修理的质量,我公司供给三个月质量保证。
大隈五轴加工中心能够实现任意角度下的加工

大隈五轴加工中心能够实现任意角度下的加工大隈五轴加工中心是一种用于加工各种复杂形状零件的高精密加工设备。
与普通的三轴加工中心相比,它可以在任意角度下进行加工,因此可以实现更多样化和复杂化的加工。
本文将详细介绍该加工中心的工作原理和特点。
一、工作原理:大隈五轴加工中心是基于数控机床的工作原理,但是它在数控系统与机床结构上有很大的不同。
该加工中心的数控系统采用了五维空间坐标系,即可以实现六个自由度的加工(X、Y、Z、A、B、C),其中A轴、B轴、C轴是机台上的旋转轴,主轴头可以在这些轴上进行旋转。
这样,加工中心就可以实现在各种角度下进行加工。
该加工中心的数控系统采用了高速数据通讯技术和高分辨率传感器技术,可以实现高速的精密加工,同时可以通过灵活的编程方式,实现多种加工方案和工艺的调整。
该加工中心的结构主要由底座、立柱、横梁、工作台、主轴箱等组成,通过这些部件的组合与配合,实现零件的高精度加工。
二、特点:1.能够实现任意角度下的加工。
大隈五轴加工中心具有更高的自由度,可以在各种角度下进行加工,大大提高了生产效率和加工质量。
2.加工精度高。
设备采用数字化控制技术和高分辨率传感器技术,可以实现高精度的加工,有效地保证了零件的加工质量和精度。
3.加工范围广。
设备可以加工复杂的三维表面和曲面零件,如航空航天零件、医疗设备零件、汽车零件等。
4.加工速度快。
设备采用高速主轴和高速进给系统,可以实现高速加工,大大缩短了加工周期。
5.易于编程和调整。
设备的数控系统具有高度的灵活性和可调性,可以通过编程方式实现不同的加工模式和工艺调整。
同时,它还可以实现对零件加工过程的实时监控和调整。
总之,大隈五轴加工中心是一种高精密的加工设备,具有广泛的应用前景。
它不仅可以提高生产效率和加工质量,还可以实现更加复杂、多样化的加工需求。
大隈OKUMA伺服放大器(驱动器)故障的维修案例

大隈OKUMA伺服放大器(驱动器)故障的维护和修理案例在大隈数控机床修理过程中,有时会碰到一些比较特别的故障,例如:有的机床在刚开机时,系统和机床工作正常。
但是,当工作一段时间后,将消失某一故障。
这种故障有的通过关机后得以清除,有的必需经过关机较长的时间后,机床才能重新工作。
此类故障常常被人们称为“软故障”。
由于此类故障的不确定性和发生故障的随机性,使得机床时好时坏,这给检查、测量带来了相当的困难。
修理人员必需具备较高的业务水平和丰富的实践阅历,认真分析故障现象,才能判定故障原因,并加以解决。
下面是笔者在数控机床修理中一起比较典型的“软故障”修理事例,现将故障现象、修理过程及分析思路介绍如下,供同行参考。
无锡悦诚科技修理范围有哪些?我们是一家专业修理大隈OKUMA数控系统的服务型企业。
如OPS5000系统,OPS7000系统,OPSP700、OPSP200、OPSP300、OPSP700、OPSU系列、OPSE系列的各种故障报警都能精准明确推断后轻松解决。
大隈系统软件维护:系统参数丢失后恢复,参数调整。
大隈系统配件修理:伺服大隈驱动器修理,电源修理,电机修理,VAC驱动单修理,POS修理,大隈电路板修理。
修理师傅技术水平如何?有着十多年系统修理阅历,精通大隈系统,发那科系统,西门子系统电气结构和工作原理,修理阅历丰富,十多年下来修理过上万块系统电路板,各种疑难杂症都碰到过。
修理费用,修理周期是多少?我们都是先依据客户供应的故障信息,初步推断系统哪部分坏了,寄修或送修,上检测平台检测电路板哪些元器件损坏,依据实际情形报价给客户,如需要修理,也会在一至两天内修理好,供应测试视频给客户后发出。
修理后的设备有保障吗?修理的设备都贴有保修标签,好像一故障质保三个月。
该大隈机床发生的故障现象为:机床开机时全部动作正常,伺服进给系统高速运动平稳、低速无爬行,加工的零件精度全部达到要求。
当机床正常工作5—7h后,Z轴消失猛烈振荡,CNC报警,机床无法正常工作。
日本大隈开发出“兼顾高精度和低碳”的5轴控制加工中心

日本大隈开发出“兼顾高精度和低碳”的5轴控制加工中心佚名
【期刊名称】《世界制造技术与装备市场》
【年(卷),期】2022()5
【摘要】针对低碳/工序集约化需求较高的欧美市场,大隈株式会社开发出“兼顾高精度和节能”、紧凑且便于操作的5轴加工中心“GENOS M560V-5AX”,通过一次装夹即可实现多面高精度加工的工序集约化,有助于提高客户的生产率与收益性。
【总页数】2页(P10-11)
【正文语种】中文
【中图分类】F42
【相关文献】
1.森精机5轴控制高精度卧式加工中心NMH10000 DCG荣获第38届机械工业
设计奖之日本品牌奖2.力丰在DMP首次展出日本大隈Millac 44V电脑数控加工
中心3.日本大隈MB-V系列立式加工中心4.大隈机械(上海)有限公司MU-5000V
五轴立式加工中心5.大隈开发出可实现难切削材料高精度加工的卧式MC
因版权原因,仅展示原文概要,查看原文内容请购买。
大隈机床五大智能化技术的精髓——访大隈机械(上海)有限公司营业技术部部长山尾道朗先生

大隈机床五大智能化技术的精髓——访大隈机械(上海)有限公司营业技术部部长山尾道朗先生卢燕明;李朋【期刊名称】《金属加工:冷加工》【年(卷),期】2014(000)019【总页数】2页(P22-23)【作者】卢燕明;李朋【作者单位】;【正文语种】中文靠“only one”技术底蕴一路走来的百年大隈,一直坚持自行开发机床和数控系统(OSP CNC),并始终秉承一个理念,即市面上没有的、但是大隈所需要的,必须由大隈自己来做。
那么,备受瞩目的大隈机床“only one”技术的内涵和精髓到底是什么?请听大隈机械(上海)有限公司营业技术部部长山尾道朗先生娓娓道来。
大隈是比较少有的机电一体化机床制造企业,它利用自身的优势,创造了五大智能化技术,包括:热亲和技术、五轴调和功能、防碰撞系统、加工导航系统和伺服导航。
其中,前四项是“only one”技术,山尾先生坦言,这独一无二的四大技术就是大隈核心竞争力的体现。
热亲和技术“热亲和技术对于大隈来说并不是一项新技术。
”山尾先生追溯这项技术开发的背景,大隈是在机床行业里为数不多的机电一体化公司,数控系统和机械部分全部是大隈自制的。
大隈自行开发数控系统已有50年之久,时至今日,拥有众多不同客户的同时,其生产状态正在不断地发生变化。
这里有操作人员技术熟练程度的变化,也有工况温度的变化。
过去都靠老技师一代一代传承经验,靠刀具补偿等人为干预来保持不同温度下工件的加工精度。
“作为机床厂家,我们支持的一个方向是:尽量减轻用户的负担,为此推出‘热亲和’这个概念。
”山尾先生补充道:“还有一个典型是模具加工行业,让我们考虑研发热亲和技术。
因为模具加工,特别是大型模具,许多工件要分区域加工,而且每个区域加工的时间都会很长,就有可能导致两个区域之间产生段差。
”“大隈推出的热亲和概念并不是简简单单的电器补偿,而是基于设计这个层面,让热量产生的变形变得比较单纯,即在不同温度下,这个热变形是可以预见的。
okuma 倾斜误差

OKUMA 大隈是支撑全球生产现场的综合型机床制造商。
Okuma的中文名是大隈,大隈是日本的品牌。
始创于1918年日本,机床和控制装置一体化供应厂商,主要从事机床和数控系统的研发、生产、销售的综合性企业
日本大隈株式会社公司,日本较大数控机床厂之一,至今已有100多年历史,以生产通用数控车床和加工中心为主,并自行开发生产OSP 数控装置,产品以刚性好、效率高、精度稳定、寿命长、操作方便而著称。
OKUMA 的“智能化技术”直接提高客户生产效率。
在加工现场温度变化引起的机床热位移、多轴加工造成的轴心偏移等会发生各种各样不利于精度和生产效率的问题。
大家一直认为机床滑动单元发生干涉、撞机以及加工过程中的振刀等现象是不可避免的。
但是,解决这些难题才是机床制造商的使命。
OKUMA运用“机、电、情、知”一体化的智能化技术,提高客户的生产效率。
OKUMA 大隈能够实现对各种盘类、板类、壳类、模具等,适合用于汽车零部件、电气仪表、工具、五金等行业的另加工,也可用于中小批量零件的高效加工制造、对复杂、高精度的加工更显其特点。
仪器在正常工作时因位置倾斜而产生的指示值的变化称倾斜误差。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
美国DSS l W ok发布 oi d rs
设想在以云 计算下的三维C D试制功 能 A
美 国Daal Ss m s od rs 司 (以下称 D s u y e e Sl Wok s t t i 公 s
SlW ok ) o d r 在 “ od rs o d2 1” ( 00 1 i s Sh Wok W r 00 l 2 1年 月
减少工 时 。
性对角肋结构。为了降低该系列的价格 ,没有使用高速
旋转主轴 ,A C ( T 自动换刀装置 )的刀具收纳数量也限
定在 2把 ( O 可选 配3把 ) 2 。
件之 间的相互关系。另外 ,还强化了垫圈 、弹簧等伴随
变形的部件也随配装状态变形的功能。
制单元及交流 ( C) A 伺服驱动器。可用于半导体制造装
置及 食 品用 包装 机械 等产 业设 备 的运 动控 制 。采 用 Ehr A 之后 ,有望提高定位速度和精度并节省布线。 te T C Ehr A 是 由IE 0. Eh me 准扩展 而来 的 te T C E E82 te r 3  ̄
工业 用通信协议 ,业界公 认可实现高速响应和 同步控
大 隈 “ NOSM4 0 vE GE 6一 ”
制。作为制造装置运动控制用网络,Ehr A 网络的利 te T C
用率不断提 高。据称该公 司的P C L 与此次上 市的支持 Ehr A 的位置控制单元及伺服驱动器搭配使用时 ,可 te T C 实现0 5 s 04 的高速起动。 .m ~ . 1 ms
还配备有在装配树上弹出装配文件各部件及组件的设计 者姓名及头像照片的显示功能。
在建模功能方面,还具有数据再利用范围大幅扩大 的优点。可在客户端整合不同设计者登录数据 ,并可利 用多种手段进行检索。不仅可以部件为单位 ,甚至还可 对以二维草图的细部形状这种更小的单位轻松实现数据 共享,即使在不沿用已有数据而从头开始建模时 ,亦可
日本大隈将向市场投放 “ E OS G N ”系列机床 ,该系
列在沿袭该公司 畅销机 型特点的同时 ,仅设置基本功
能 ,以此降低了价格。作为首款产品 ,该公司开发出了
盘面尺寸为10m 00 m× 6m 40 m、主轴锥度为4 号的立式加 0 工 中心 “ E S 6- E G NO 0 V ”。单机价格为现有同等机 M4
新MP T P 通过短时间内检测I— 特性来确定MP , VV P
因此每次均可选择准确的MP 。 P
支持工业通信协议 “ teC E h r AT” 的
位置控制单元等产 品
欧姆 龙 上 市 了支 持工 业 用 通 信协 议 “ te A Ehr T C
( t me C nrl u mao eh o g )” 的 位 置 控 Eh t o t t t nT cnl y e oA o i o
3 日~2 日,美国阿纳海姆会议中心 ) ,公布了以 1 月3 上 云计算为前提试制的三维C D功能。该功能从3 A 年前开 始开发,推出产品的时间尚未确定 ,但 目前已综合成为 了可实际运行的C 程序。 D A 由于是云计算,因此 客户端计算机不必做任何安装 即可运行 。该公司进行 了客户端为Mai o S c ts O 的个人 n h 电脑 ( C)、配备触摸用户接 口的直板型P 及口袋大小 P C
很难调整。这种情况下 ,功率可能还不足原来的12 /。
该功能在开发时还考虑到 了响应性。在演示中,该 公司以大型设备的三维数据为题材 ,展示了移动视点的
动画显示情形 。另外 ,由于提高了可靠性 ,因此在 客户 端软件 因某种原因突然中断时 ,也可从 中断时模型 的状 态开始接着作业。 除此而外 ,建模的灵活性提高 ,配备了可对装配状 态的数据进行部分拉伸的直观变形功能 。这时可保持部
导航”等功能的 “ 高端产品”。热亲和概念是指在尽可 能减少机床产生的热量的同时,对于不可避免的热量 , 则通过预测以及补偿的方法来 消除热量带来的影 响。加 工导航是指可使加工 中心 自动找到并控制最佳加工条 件 ,或者经 由NC 装置向操作人员提供建议。 新系列除了配备这些高端功能之外 ,还采用了高刚
型 的2 3 右 。 /左
该公司的畅销机型 “ — ”系列是配备该公司开 MB 合操 作 多 名设 计者 制作 的 数据 ,而且
发的 “ 热亲和概念(hr oF ed ocp) T e r nl C net m i y ”及 “ 加工