MINI USB 8P SMT 表面残胶改善报告
SMT改善报告

9
指导书 手。
人员对品质的意识缺乏容易对质量的管控误判。 10 检验标准
工艺及程式的不完善导致生产困难,已发生错误
11
工艺及程 。 式
12
车间管理 制度
有没有明确的车间管理制度,管理层管理起来困 难,员工们也无法遵守。
13
设备的保 设备没有明确的保养条例和保养记录。 养
现场非常的混乱容易丢失物品同时也使人的情绪
在各生产工位嘴明显处悬挂各设备的作业指导书。
方便工作人员生产。
在各生产工位嘴明显处悬挂各工序的检验标准。
加强检验人员的品质 意识,减少误判等现 象使品质得到提升。
建议,工艺及程式需安排专人负责这样就有足够的精力 使生产变得更顺畅。 将其完善。
将车间管理制度完善,并让管理员宣导给每一位员工并 遵守。
序号
1
类别
目前存在的问题
没有计划安排每日总是盲目的生产工作没规律、 计划 没有条理性、无法做生产前的准备工作等因素。
1)库房混乱查找物料非常困难。
2)SMT物料存放混乱容易丢失。
3)散料存放不明确不方便后续查找使用。
2
物料
SMT建议及改善
3
网板的存 目前网板存放混乱不方便查找。 放
由于计划的并不明确没有提前准备好相应的网
程式请及时向相关人员索取。
率。从而提升生产效
2)操机员每天应按照计划的排列提前备料,要求在当前 率和品质。
产品没生产完之前把下一种的物料备好。注:在备料前
需检查此单产品的所有物料是否齐全,如有欠缺需及时
与计划人员沟通或延后生产。
1)检验员检验其品质如有问题须及时向前工序或班长反 1)减少不良率。
馈,减少不良品并做好各项记录。
smt不良改善报告
SMT不良改善报告1. 引言随着工业制造的发展,表面贴装技术(Surface Mount Technology,简称SMT)在电子产品制造中得到广泛应用。
然而,由于各种因素的影响,SMT过程中可能会出现不良情况。
本文将介绍如何通过逐步思考的方式改善SMT过程中的不良问题。
2. 分析问题要解决SMT过程中的不良问题,首先需要对问题进行深入分析。
通常,SMT过程中的不良可以分为以下几类:2.1. 芯片偏移芯片偏移是指元器件在焊接过程中偏移出位,无法正确粘贴到PCB板上。
这可能是由于贴装机械故障、工作台不稳定或人为操作不当等原因造成的。
2.2. 焊接虚焊焊接虚焊是指焊点未能完全粘贴在元器件和PCB板之间的现象。
常见的原因包括焊锡量不足、温度不稳定、焊接时间过短等。
2.3. 焊接短路焊接短路是指焊点之间出现电气连接,导致不同电路之间短路。
这可能由于焊锡量过多、焊点质量不良或元器件安装不准确等原因引起。
3. 解决方案3.1. 芯片偏移针对芯片偏移问题,可以采取以下措施:•检查贴装机械部分,确保其正常工作,如轨道、真空吸嘴等;•检查工作台的稳定性,确保其不会因为共振或震动而导致芯片偏移;•培训操作人员,提高其对操作规范的理解和遵守程度。
3.2. 焊接虚焊为了解决焊接虚焊问题,可以考虑以下方法:•根据焊接工艺要求,调整焊接温度、焊接时间和焊锡量;•定期检查焊接设备,确保其温度控制和焊锡供应正常;•对操作人员进行培训,提高其焊接技能和操作规范的遵守程度。
3.3. 焊接短路解决焊接短路问题的方法如下:•通过控制焊锡量和焊接温度,减少焊锡流动过多的可能性;•检查焊点质量,确保焊盘和元器件之间的连接质量良好;•定期检查焊接设备,确保其工作正常,如焊锡供应均匀等。
4. 结论通过逐步思考的方式,我们可以有效改善SMT过程中的不良问题。
针对芯片偏移、焊接虚焊和焊接短路等问题,分析原因并采取相应的解决方案,可以提高SMT过程的品质和效率。
MINI USB 8P 成品短路不良分析报告
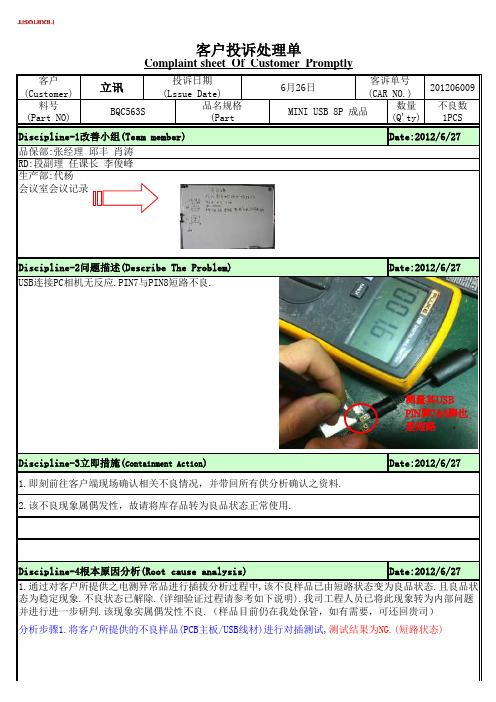
数量(Q'ty)Date:2012/6/27品保部:张经理 邱丰 肖涛RD:段副理 任课长 李俊峰生产部:代杨会议室会议记录不良数1PCS 料号(Part NO)品名规格(PartMINI USB 8P 成品Date:2012/6/27Discipline-4根本原因分析(Root cause analysis)客户(Customer)客诉单号(CAR NO.)Discipline-1改善小组(Team member)Discipline-2问题描述(Describe The Problem)Date:2012/6/27Date:2012/6/27Discipline-3立即措施(Containment Action )BQC563SComplaint sheet Of Customer PromptlyUSB连接PC相机无反应.PIN7与PIN8短路不良.客户投诉处理单投诉日期(Lssue Date)立讯6月26日2012060091.即刻前往客户端现场确认相关不良情况,并带回所有供分析确认之资料.2.该不良现象属偶发性,故请将库存品转为良品状态正常使用.1.通过对客户所提供之电测异常品进行插拔分析过程中,该不良样品已由短路状态变为良品状态.且良品状态为稳定现象.不良状态已解除.(详细验证过程请参考如下说明).我司工程人员已将此现象转为内部问题并进行进一步研判.该现象实属偶发性不良.(样品目前仍在我处保管,如有需要,可还回贵司)分析步骤1.将客户所提供的不良样品(PCB主板/USB线材)进行对插测试,测试结果为NG.(短路状态)测量其USB PIN 脚7&8脚也是短路分析步骤2.更换未焊线USB公头,对插入PCB板上之USB母座进行测试,检测结果为OK.(无短路状态)分析步骤3.将客户所提供之Cable线材与未焊板之USB母座对插测试,检测结果为OK。
(无短路状态)分析步骤4.将客户所提供之不良样品置於显微镜下观察,未发现有异常现象.分析步骤5.当再次将Cable线材与PCB板母座对插确认时,无意中发现短路现象已消失。
SMT改善报告_20100714
SMT生產改善報告Prepared by : ken改善項目1. 5S 方面 5. 設備管理2. ESD 方面 6. 品質管理3. 人員管理7. 生產效率4. 物料管理改善前改善後1.生產現無狀態標識及其它標示不清楚. 1.制定生產狀態標示卡並实施監控.VS產線無生產看板,無法目視到每小時生2.22.增加生產看板於生產線.產效率及品質.改善前改善後3.區域劃分標示不清晰 3.重新規劃車間分布及增加區域標示.VS4.電源箱無警示標示. 4.粘貼相應標示.改善前改善後5.車間環境溫濕度未進行管控. 5.增加溫濕度計對車間環境溫濕度進行監控並做好記錄.VS6.線別之間過道太窄,不符合消防通道6.已開單重新整改,使通道達到1.0米以上要求,存在安全隱患.改善前改善後7.出貨區產品未區分有鉛無鉛分區放置.7.有鉛無鉛分區放置並標示清楚.VS無鉛區有鉛區改善前改善後1.生產線作業區無ESD靜電線. 1.在生產線作業區已安裝好靜電線.VS2.工作臺無靜電防護措施. 2.申請購買ESD靜電皮並已鋪好在工作臺.,改善前改善後3.員工作業未執行ESD 防護要求(未穿靜電衣/冒/鞋,未戴靜電帶/手套).3.增加ESD 防護用品如:靜電衣/冒/鞋/帶/手套等.VS444.生產線工作椅非靜電椅. 4.更換ESD 靜電椅.3.人員管理改善前改善後1.夜班/周六日輪班設備無技術人員支援,而影響到設備的使用率1.增聘相關技術人員,制定相關夜班/輪班,制度, 以維持生產設備正常運作VS2.員工對工作崗位注意事項要求不清楚,重要崗位未有上崗證.2.對每個員工進行崗位培訓和技能考核.4. 物料管理改善前改善後1.所有物料未有出入記錄賬( Bin Card) .使物料出入帳無法追朔,易導致物料遺失,1.增加“物料管制記錄卡"做好物料出入記錄賬, 安排專人負責物料管理.不符合基本物料管理要求.VS2.所有物料卷盤上未貼有Defond P/N&GRN標識,易2.經於SCML,SQA,QD協商,已依據”識別SMD 導致生產線用錯物料品質隱患和無法追溯零件Label位置要求”文件開始執行,現生產時可以核對P/N及追蹤GRN批次.加強生產品質保證和追朔性.改善前改善後3.錫膏使用未有管控記錄,有鉛與無鉛錫膏在同一個冰箱內存貯,並且無FIFO 的 3.將有鉛與無鉛分開冰箱存貯,所有錫膏入倉時編序列號,根據管制記錄表使用時先進先出,每管控.日由指定人員盤點結存數並由主管確認.VS44.機器拋料未作統計及改善跟蹤記錄.4.制定每四小時記錄一次,如物料拋料超過0.3%的,工程師需提供改善行動記錄.改善前改善後5.XF-SMT 物料於MRP 系統未有專用倉位,造成已上工場之SMT 物料系統中未有明 5 . a.已知會Viola 于MRP 系統建立XF-SMT 倉位.細WIP 數,不便SMT 物料管理,且無法體現各生產單生產狀況及完單狀況.b.統計XF-SMT 所生產型號的SMT SA 組合,通知PPC 阿娟更新于系統Engineering Approval 內的Production scheduler VSscheduler.c.根據MRP 系統跟進物料及半成品WIP 狀況.改善前改善後1.無日/周/月維護計劃/執行與監督. 1.制定設備維護計劃並嚴格執行實施.VS2. 2.機器使用未記錄開動率,維修時未有維修記錄.使用時需記錄開動率,維修時需作好維修記錄.改善前改善後3. Feeder 未作維護保養,影響拋料率及Feeder 的使用壽命,3.已開始文件要求執行維護保養工作.VS4.待報廢Feeder 有33個,無人維修4.經工程師維修後,有15個Feeder 可維修好投入生產.節省金額:15*3900=58,500HKD .8*4F d 3900HKD/注:8mm*4 Feeder 約:3900HKD/個改善前改善後6. SMT車間經常有跳閘現象. 6. 已開單給GE部把裝配拉和SMT機器總閘分開(預計7月份完成).7.設備長時間沒做CPK及年度保養.7.已通知WKK供應商Jul.15來保養及校正.VS8.回焊爐抽風量不夠,導致爐子煙氣流漏8.GE部已按照我們要求的抽風量進行改造到車間.9.貼片機過濾器里發現有大量積水及乾燥9.GE部已維修好乾燥機和增加過濾器.機故障停用, 對設備造成影響.改善前改善後1.產品開拉生產,品質部未作首件品質確.1.QD 部已實施生產品質制程監控.認工作及生產制程無品質制程監控VS2.作業區未有相關生產文件(如:WI,MI 等).2.製作相關文件,機器MI 已完成,產品MI 根據生產型號逐步完成.改善前改善後3.PCB’A 擺放不合理(重疊,未防靜電).3.增加ESD 膠盆和插板.VS444.爐溫未有及時測試,做爐溫曲線圖,過程中的品質未有監控.4.安排技術人員及時測試爐溫並做好測試曲線及記錄.改善前改善後5.PCB'A過爐後沒有及時冷卻導致品質不良. 5.增加爐後冷卻式接駁薹防止回流焊後因溫區太短沒有冷卻導致PCB過熱,容易燙傷作業員存在安全隱患及無法保障PCB'A品質等不良.VS6.PCB'A過爐後堆集在一齊,易導致元件損傷. 6.增加PVC自動流水線工作臺.改善前改善後1.各型號未制定UPH,生產編排及生產組長無法監控每小時生產產能.1.要求技術人員及時對每次生產的型號制定UPH 並及時做好相關記錄.VS2.生產未做品質DPMO 記錄報表.2.已安排相關人員做好品質DPMO 記錄報表及每月DPPM 總結.改善前改善後3.無傳送臺印刷錫膏後PCB需人手放板到貼片機,影響效率.3.增加傳送臺,防止因操作員不正確操作導致機器異常停機影響生產效率等. VS4. 機器5月份平均效率65%. 4. 機器6月份平均效率提昇到75%.(尚有可提升的空間)6月效率%5月效率%7. 生產效率改善前改善後5.XF 設備使用率提高,故障次數及停機時間減少後,有剩餘能力協助HM-SMT 生產5.之前XF-SMT 未有剩餘能力協助HM-SMT 生產個別型號.生產下列型號:•CGQ-SA3074100k pcs CGJ SA195330k pcs VS•CGJ-SA1953 30k pcs •CGJ-SA1952 20k pcs •BGA-SA4455 20k pcs •BGA-SA3924 20k pcs 節省外發費用共: 52,480 RMB。
Mini USB 插拔后锡裂改善计划

最终不良率: 0.5‰
五.测量分析
>.对现有端子相关性能测量,收集整理数据。
1.针对每批次电镀端子膜厚测试并数据 2.寻找可对端子焊锡性能分析之厂家,对电镀端子吃锡性能分
析 3.厂内对电镀端子镀层各项性能确认
六.原因分析>.来自.改善对策及验证>.
八.标准化控制
>.
九、恭贺小组
浏览小组的工作,了解其对解决问题的集体力量,及对解决问题作出的 贡献。
二.问题描述
1、客 户:立讯 2、客户料号: VG0382231000050/VG0382231000020
3、我司料号: MINI USB CON 10P-0000-CN1(SM8-08022-112/ SM8-
08022-172 )
4、不良率(数):5‰ 5、不良发生日期: 6、问题描述:插拔后有锡裂现象。 7、不良波及数量: 8、不良图片
二.改善目的
MINI USB客户近期反馈产品虚焊,导致客户插拔后出现锡裂现 象 且此不良给客户处制程和品质带来很大的困扰与隐患,同时 也降低了客户的满意度. 为配合客户改善,降低客户品质风险,提高客户满意度,特作 以下改善。
三.项目计划时间表
一.针对厂内成立改善小组
阶段 定义 测量 分析 改善 控制
11/2
11/09
11/17
11/2 1
11/26 11/30
需完成事项
定义项目制定目标预估效 果制定日程
测量系统分析找出问题根 因收集相关数据
分析问题根因暂未决定分 析方法
针对问题根因的分析结果 进行必要的改善
对改善阶段的成果予以控 制
四.目标设定
>.制定改善目标,
目前不良率: 5‰
USB胶芯不良改善报告
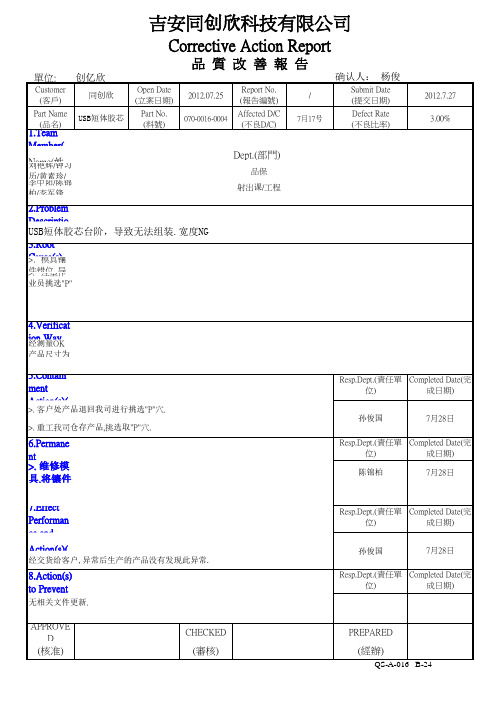
品質改善報告
2012.07.25 070-0016-0004
Report No. (報告編號)
Affected D/C (不良D/C)
/ 7月17号
Dept.(部門)
品保 射出课/工程
确认人: 杨俊
Submit Date (提交日期)
Defect Rate (不良比率)
2.Problem
Descriptio USB短体胶芯台阶,导致无法组装.宽度NG 3.Root
吉安同创欣科技有限公司
Corrective Action Report
單位:
Customer (客戶)
Part Name (品名)
1.Team Member(
创亿欣
同创欣
USB短体胶芯
刘Na艳m辉e(/姓钟习
李历中/黄阳素/陈珍锦/ 柏/李军锋
Open Date (立案日期)
Part No. (料號)
7.Effect Performan ce and
Action(s)(
经交货给客户,异常后生产的产品没有发现此异常.
8.Action(s) to Prevent
无相关文件更新.
APPROVE D
(核准)
CHECKED (審核)
Resp.Dept.(責任單 Completed Date(完
位)
成日期)
孙俊国
7月28日
Resp.Dept.(責任單 Completed Date(完
位)
成日期)
陈锦柏
7月28日
Resp.Dept.(責任單 Completed Date(完
位)
成日期)
孙俊国
7月28日
Resp.Dept.(責任單 Completed Date(完
SMT制程常见缺陷分析与改善
5)此类元件网板开口时通常要采用将其向外平移0.3~0.6mm的方法,使其锡量大部分印刷在 元件树脂以外的铜箔上。
6)更换过期锡膏,按锡膏的有效期使用,严格要求按先入先出的原则适用。
7)适当调整回流炉的保温区与回流区的温度,使温度上升速度缓慢上升,一般保温区控制在
0.3~0.5℃/S,回流区控制在2~5精选℃2/0S21.版课件
3)回流炉预热阶段的保温区温度设置低,时间短,元件两端不同时熔化的概率大, 也容易形成。
4)铜箔外形尺寸设计不当,两边大小不一样,两铜箔间距大或偏小,主要指1005 型chip元件。
5)网板张力不够松动,印刷时由于刮刀有压力,刮动时网板钢片发生变形,印刷 的锡量也高低不平,回流后元件竖立
6)基板表面沾基板屑或其他异物,元件装上后一端浮起而致竖立
精选2021版课件
10
SMT制程常见缺陷分析与改善
不良项目 不良概述 发生原因
改善方法
漏装
指元件根本就没有贴装在基板上的铜箔上,或铜箔上的锡膏红胶也没有被元件装过 的痕迹。
1)吸嘴沾脏未及时清洗或吸嘴真空气管破裂使吸嘴真空太小,头部在旋转过程中将 原件甩落,未装在基板上。
2)NC程序错,无此元件的贴装坐标。 3)基板铜箔上漏印刷锡膏或红胶,元件贴上后由于未被固定而致漏装。 4)设备故障死机,关机时没有记忆,重新开机时未找点生产而致漏装。 5)NC程序中元件贴装数据项被SKIP, 6)网板制作时,漏开口,元件贴装时被打飞。 7)元件库数据中元件厚度设置不当。
精选2021版课件
2
SMT制程控制
SMT制程常见缺陷有:锡少,胶少,沾锡粒,生 半田(冷焊),移位,短路,竖立,未焊锡(假 焊),浮起,脱落,漏装,损伤,装错,印字不 清,方向反,相挨,交叉,
MINIUSB 8P SMT残胶不良分析报告旧

一.团队处理人员
品保:吴志兵 何海浪 品管:刘艳辉,黄素珍, ,邬志敬 生产:陈谢,周卫华 工程:林英成/唐喜 研发:无 生技:任迎春 制技:邢广超 企划:无 资材: 李环宇
二.问题描述
1、客 户:立讯 2、客户料号: VG0382231000020 3、我司料号: SM8-08022-112 3、不良率(数): 0.85% 4、不良发生日期: 27/11-2012 5、问题描述:USB Mylar表面有胶导,SMT时USB被打飞 6、不良波及数量:4个 7、不良图片
制技:邢广超 13.01.11.
八、恭贺小组
浏览小组的工作,了解其对解决问题的集体力量,及对解决问题作出的 贡献。
Thank You!
五.永久对策
>.产生原因之对策:
• 1.自动机作业员对切mylar冲头刀口清洗1H/次,增加切mylar刀口面 及内腔清洗动作 、。
责任人:任迎春 12.12.15
• 2.制技重新评估自动机生产完成后周转方式,原来为周转盒修改为 包装管进行周转,避免产品产生堆叠有粘连现象。
•
责任人:邢广超 13.01.10
USB MYLAR 残胶
三.紧急对策
>. 立即清查我司在库品数量: 成品:351.6Kpcs 用放大镜重工后
>. 在制品数量及在途品数量:无。 >. 客户处的成品D/C2012/10/23,退回我司全检重工
四.原因分析及验证
>.产生原因: 一.不良现象确认。 1. 客户11/30带回产品4PCS确认,与客户反馈现象一致。
VG0382231000020 (MINIUSB 8P SMT)残胶不 良8D报告
承 办:王亚航 审 核: 何海浪 核 准: 吴志兵 日 期: 2012.12.10 报告编号:--
MINI 8P 插拔塑胶破损分析报告

MINI 8P USB插拔不良分析报告一、异常描述:USB Connector 與USB 線插拔時會出面Connector 內部邊角斷掉/Pin 上翹等問題。
以下为客户提供的4PCS不良样品二、我司厂内进行手动及自动插拔验证,结果如下:1. MINI8P BF CONN手动插拔500次(使用贵司提供测试公头测试)SAMPLE: 2PCS Operator: 曲海涛/田涛Lab. Temperature: 22.4℃Relative Humidity: 60﹪Equipment: CT-8687FA Date: 2012年09月26日测试要求/测试结果:1.确认贵司提供公头与我司母座我的完好性。
2.用贵司提供公头与我司USB母座进行人工手动插拔500次3.500次手工插拔后确认母座有无异常。
测试前样品确认图片:测试样品焊接PCB板上图片用客户端提供公头手工插拔500次图片插拔500次后拆开铁壳图片测试结果: 依实验结果可以判定我司产品手工插拔500次后USB母座不会造成塑胶缺角破损、端子上翘不良。
2. MINI8P BF CONN自动2000次插拔测试(我司实验室使用公头)测试报告摘要表产品名称Mini 8PinConnector型号规格MINI 8P USB 产品类别连接器样品来源方式委托人送样收样时间2012-9-19 委托人田涛联系电话生产部门创亿欣电子有限公司制造课委托部门创亿欣电子有限公司品保课QE 样品编号A1、A2规定抽样数 2 实际抽样数 2测试项目及技术要求产品测试记录1、测试项目:耐久力测试测试地点:创亿欣检测中心测试设备:1220S插拔试验机测试条件:以25mm/每分钟速度插拔2000次技术要求:2000次后插入力2.04kg Max,2000次后拔出力0.306kg Min 。
测试环境:温度:24℃,相对湿度:60%。
测试结果:测试 2 pcs,合格 2 pcs,不合格0 pcs。
SMT生产不良改善报告

Two-proportions P-Value = 0.03 <0.05 Two-proportions P-Value = 0.038 <0.05 Two-proportions P-Value = 0.04 <0.05 Two-proportions P-Value = 0.021 <0.05 Two-proportions P-Value = 0.031 <0.05 Two-proportions P-Value = 0.043 <0.05
主要改善对象
KPI
Stretch Goal 现 况 竞争社
Combo 1,123
TDR Target
4,00
Break Through IDEA • MD生产供应商问题点追踪
COMBO 作业不良降 (Main) 作业不良 低 为什么要做(背景)? 内/外部环境 外部 •客户要求逐渐提高,品质保证 成为市场重点。
2006.05.10
Great Company Great People
Background Output
D
M
A
I
C
通过4月份工程不良数据分析发现作业不良占比率高,特选定作业不良为活动主题.
4月不良细部分析( PPM )
作业不良改善
TDR改善中
生产规模的迅速扩大,品质控制的
力度相对不足.
1236
P r o p o r t io n
0 .0 0 1 5
_ P = 0.001243
0 .0 0 1 0
0 .0 0 0 5
L C L = 0.000056
0 .0 0 0 0 1 2 3 4 5 6 7 样 本 T e s ts p e r fo r m e d w ith u n e q u a l s a m p le s iz e s 8 9 10 11 12 13
客诉异常改善对策效果确认表

/
塑模 课
A
1、 客户处
36.4KP厂内库存 提报客户,方便客
人收货作业-------
----2011.3.22完
成;
(Insertmoding)尺寸大
0.01~0.02MM,导致模具作
业过程定位时产生干涉,
3/22 9:00
而把端子下压,形成端子 PIN下弯和胶跑到端子表面 的现象;
并测量MYLAR的厚度、宽 度。附改善前、改善后 对比图片,如附件PI胶带 对比测试报告(胶厚、 初粘力、剥离力)。 2 、 改善后的MYALR在制 程中上线使用时没有进 行擦拭MYLAR的动作,第 一次验证2400PCS经过 100%目视没有溢胶不良 (6月6日已送1200PCS给 客人确认没有溢胶), 第二次验证时间为6月6 日全检2400PCS产品存放 恒温恒湿仓6天再重新 200%目视全检没有发现 溢胶不良,故6月13日起
象,导致打
MINI USB 8P
2011.07.1 3
件抛料; 2、检验时
发现产品表
位置未作重点防控,引
张美群
发盖带压载带齿孔不良 。3、 残胶及粘在载带
上吸不出来,经分析原
/
面有残胶及
因是,裁切冲压MYLAR的
粘在载带上
治具刀口经长时间的裁
吸不出来。
切作业粘有胶,导致有
残胶粘在产品表面及边
S
制造 品保 采购
1、 要求供应商减少背
胶量,此部分已在5月16
日改后MYLAR样品,裁切
后MYLAR无溢胶的现象如
改善前后对比图5-1a。
从即日起,供应商交货
时每批附送PI胶带测试
报告,IQC检验时依供应
SMT改善报告
SMT改善报告
针对目前SMT问题制订以下改善计划
一.5S的改善计划
1.划分专用物料区域,办公区域,生产区域
2.不同的区域用专用的标示牌区分
3.文件的管理与存放
4.操作员工作台面设有专用的物料盒并标示所用物料名称
二.防静电设备改善计划
1.静电带的统一发放与回收管理
2.静电带每天使用前的测试与放电管理
三.电子物料与成品进出的管理
1.采用按产品套料签收的放法管理,增加专用的出机和进料本,进出电子物料
和成品机时需双方在场当面点清后在专用出机和进料本上签名确认
2.成品与电子物料采用封闭保存,以防止成品与物料丢失
四.提高贴片机生产效力的改善计划
1.在生产新机型时需工程部提供工程资料(如:白油图,元件坐标,线路板图)
2.为防止PCB板变形影响生产,要求PCB板来料更改包装方法
3.贴片机每次转线前准备工作的实施
五.转线首件确认的工作
1.转线首件确认时应严格按照工程提供的工程资料和样板确认核对
2.IPQC有新增的首件确认报告
六.SMT专业知识的培训
1.每周增设SMT专业知识培训课程
2增设SMT培训专栏和不良品对照表。
smt有什么好的改善方案
smt有什么好的改善方案SMT 有什么好的改善方案SMT(Surface Mount Technology)表面贴装技术在电子制造行业中占据着重要地位。
然而,在实际的生产过程中,常常会面临各种问题,需要不断寻找和实施有效的改善方案,以提高生产效率、产品质量和降低成本。
以下是一些针对 SMT 生产的改善方案。
一、优化贴片程序贴片程序是 SMT 生产的核心环节之一。
通过对贴片程序的优化,可以显著提高生产效率。
首先,需要对 PCB 设计进行详细分析,合理安排元件的贴装顺序,减少贴片机的移动距离和贴片头的转换次数。
同时,根据元件的大小、形状和数量,合理分配供料器的位置,确保贴片过程中的供料顺畅,减少等待时间。
此外,利用先进的贴片软件进行离线编程和优化。
这些软件可以模拟贴片过程,提前发现可能的碰撞和干涉问题,并进行相应的调整。
还可以根据生产实际情况,对贴片速度、加速度等参数进行优化,以在保证贴片精度的前提下,提高贴片效率。
二、提高设备的维护和保养水平SMT 设备的正常运行对于生产的稳定性和产品质量至关重要。
建立完善的设备维护和保养制度,定期对设备进行清洁、润滑、校准和检查。
特别是贴片机、印刷机、回流炉等关键设备,要严格按照设备厂商的要求进行维护。
对于容易磨损的部件,如贴片头、刮刀、导轨等,要定期更换,以确保设备的精度和性能。
同时,加强设备操作人员的培训,让他们了解设备的基本原理和操作规范,能够及时发现设备的异常情况,并进行简单的故障排除。
另外,建立设备的故障预警系统,通过对设备运行数据的监测和分析,提前预测可能出现的故障,及时进行维修和保养,避免因设备故障导致的生产中断。
三、加强物料管理物料的质量和供应及时性直接影响到 SMT 生产的效率和质量。
首先,要建立严格的物料采购标准,选择质量可靠、性能稳定的供应商。
对来料进行严格的检验,确保物料符合生产要求。
优化物料的存储和管理方式,采用分类存放、标识清晰的原则,方便快速查找和取用。
SMT板子不良改善报告
新产品导入按 《钢网制作规范 》执行。
改善项目 A798T钢网验证
镙丝和夹边更换验证。 BGA贴片识别影像技术验证 印刷治具申请 MPM夹边申请 镙丝更换 A800新钢网导入 MPM夹边更换 S880I新钢网导入 钢网开孔数据列入《钢网制作规范》
联合松下厂商改善BGA全球识别影像
责任部门 SMT工艺
max min 差异
连续识别结果
X
Y
-0.006
0.031
-0.009
0.03
0.003
0.001
角度 -180.984 -180.99
0.006
识别影像分析(三)
三。改善对策
改善对策---印刷钢网优化改善
改拼板方式
钢网优化
A798T
1.针对印刷不下锡拉尖比例最高的前三项进行优化钢网开口,同时将钢网厚度由之前 的0.1mm改为0.08mm. 2.优化后的新钢网在11月8日试用。3.将本次验证成果横向展开推行到手机产品,并 将优化数据列入钢网开口规范。
、
U603
印刷良好
备注:印刷拉尖 常会导致过炉短路,少锡造成空焊.
四。真因分析(3)
U1001 制程确认(印刷/贴装/回焊) ➢贴装----炉前确认无异常(未打屏蔽盖前确认)
贴装坐标无偏差.
➢回焊---- 依照锡膏供应商规格,炉温无异常.
炉温曲线:斜坡型: 管制参数 峰值温度, 回焊时间&恒温时间
符合锡膏供应商曲线要求
A798T BGA 连锡空焊不良改善专案
目录
改 善 背 景 真 因 分 析 改 善 对 策 效 果 确 认 改 善 推 广
一。改善背景
新量产机型 不良超高
A798T新量产机型,其中BGA连锡&空焊不良率高,需要进行改善
粘胶不良分析报告

MINI 8P USB粘胶不良分析报告一、异常描述:8pin USN CONN 表面残胶,导致SMT打件异常。
二、不良现象解析:1、查证厂内4月25日有使用过一批异常MYLAR,异常原因是边缘严重鼓胶不良影响正常生产,供应商分析原因是因储存环境太热,MYLAR的背胶成溶溶状易鼓到边缘,当时由于生产紧急,便采取放冰箱内冰冻4H后再使用的方式处理(确实有缓解效果);2、另从5月16日有要求供应商提供改善后的产品给我司使用,产线使用时没有发现如4月25日所发现的严重鼓胶不良;3、现客户端反映的产品表面残胶不良,状况没有厂内发现的严重,对此不良现象进行解析,产生原因是,供应商在MYLAR涂胶厚度较厚达到0.035MM,而MYLAR的厚才为0.025MM,如此在生产过程经治具裁切将MYLAR压着在铜壳表面上时,四周的裁切面便会在压力作用下鼓胶(因背胶有拉伸收缩性,鼓出边缘的胶一般呈一团状或长条丝状)(如下图左为冲压MYLAR的治具、下图右为不良图片)。
三、不良原因总结:1、MYLAR的背胶量过多造成压着后裁切面鼓胶;2、鼓胶不良在四周,制程中擦拭Mylar工站没有完全擦拭干净导致不良品流入客户端。
四、临时措施:1、厂内库存品185200PCS全数重工处理;2、客户处产品151200PCS退回我司重工处理;3、在制品使用的Mylar为供应商改善品,裁切后无残胶不良。
五、改善对策:1、要求供应商减少背胶量,依图纸做到总厚0.05MM,此部分已在5月16日交进20卷MYLAR上线生产裁切后无残胶不良。
2、生产线有专人对作好的产品用酒精进行擦拭(图片如下)核准:张述强审核:黄素珍制作:蒋发骏2012/05/23。
产品缺胶品质改善报告

产品缺胶品质改善报告1. 引言产品的质量是企业生存和发展的基础,而缺胶是指产品在生产过程中出现的不完全胶化或者无法胶化的现象。
缺胶不仅影响了产品的外观和使用寿命,还对企业形象和用户满意度带来了负面影响。
因此,为了提升产品质量和竞争力,本报告旨在分析产品缺胶的原因,提出相应的改善措施,并制定改善计划,以提升产品的缺胶品质。
2. 分析2.1 缺胶原因通过对产品缺胶问题的调研和分析,我们总结出以下可能的原因:- 原材料不合格:胶水的质量直接关系到产品的胶化效果,而不合格的原材料可能会导致产品出现胶化不完全的问题。
- 工艺控制不到位:生产过程中的温度、压力、时间等参数控制不准确,无法保证产品的胶化质量。
- 人为操作不当:操作人员的操作技术水平和经验不足,导致产品缺胶问题的发生。
- 设备故障:生产设备运行不稳定或者存在故障,给产品的胶化过程带来了不利影响。
2.2 影响及风险分析产品缺胶问题会直接影响产品的质量,从而导致以下风险:- 市场竞争力下降:缺胶产品在市场上的竞争力会降低,无法满足消费者对产品质量的要求,从而导致销量下滑。
- 企业形象受损:缺胶产品不仅给用户带来不好的使用体验,还会对企业的形象造成负面影响,降低用户对企业的信任度。
- 返工成本增加:缺胶产品需要进行返工处理,增加了企业的成本支出,同时也影响了生产进度和效率。
3. 改善措施为了解决产品缺胶问题,我们提出以下改善措施:3.1 优化原材料供应链与原材料供应商建立稳定的合作关系,确保原材料的质量可靠。
同时,加强对原材料的质检工作,以确保原材料的合格率。
3.2 加强工艺控制建立科学、合理的工艺参数标准,对生产过程中的温度、压力、时间等关键参数进行监控和控制。
确保操作人员严格按照工艺要求进行操作。
3.3 培训操作人员加强对操作人员的培训和技术指导,提升其操作技术水平和经验,提高产品的生产质量。
同时,建立完善的培训体系,对新员工进行系统培训。
3.4 定期设备维护确保生产设备良好的运行状态,定期进行设备维护和保养,及时处理设备故障,避免设备故障对产品质量的影响。
SMT外观缺陷对策

SMT外观缺陷对策1连锡(桥联)引线线之间出现搭接的常见原因是端接头(或焊盘或导线)之间的间隔不够大。
再流焊时,搭接可能由于焊膏厚度过大或合金含量过多引起的。
另一个原因是焊膏塌落或焊膏黏度太小。
波峰焊时,搭接可能与设计有关,如传送速度过慢、焊料波的形状不适当或焊料波中的油量不适当,或焊剂不够。
焊剂的比重和预热温度也会对搭接有影响。
桥联出现时应检测的项目与对策如表1所示。
表1 桥联出现时检测的项目与对策检测项目1、印刷网版与基板之间是否有间隙对策 1、检查基板是否存在挠曲,如有挠曲可在再流焊炉内装上防变形机构;2、检查印刷机的基板顶持结构,使基板的保持状态与原平面一致;3、调整网版与板工作面的平行度。
检测项目2、对应网版面的刮刀工作面是否存在倾斜(不平行)对策 1、调整刮刀的平行度检测项目3、刮刀的工作速度是否超速对策 1、重复调整刮刀速度(刮刀速度过快情况下的焊膏转移,会降低焊膏黏度而在焊膏恢复原有黏度前就执行脱版,将产生焊膏的塌边不良)检测项目4、焊膏是否回流到网版的反面一测对策 1、网版开口部设计是否比基板焊区要略小一些;2、网版与基板间不可有间隙;3、是否过分强调使用微间隙组装用的焊膏,微间隙组装常选择粒度小的焊膏,如没必要,可更换焊膏。
检测项目5、印刷压力是否过高,有否刮刀切入网板开口部现象对策 1、聚酯型刮刀的工作部硬度要适中,太软易产生对网版开口部的切入不良;2、重新调整印刷压力。
检测项目6、印刷机的印刷条件是否合适对策 1、检测刮刀的工作角度,尽可能采用60度角。
检测项目7、每次供给的焊膏量是否适当对策 1、可调整印刷机的焊膏供给量。
2 锡球锡球是由于焊膏因此的最普通的缺陷形式,其原因是焊料合金被氧化或者焊料合金过小,由焊膏中溶剂的沸腾而引起的焊料飞溅的场合也会出现焊料球缺陷,还有一种原因是存在有塌边缺陷,从而造成的焊料球。
焊料球出现时应检测的项目与对策如表2所示。
表2 焊料球出现时检测的项目与对策检测项目1、基板区是否有目测不到的焊料小球(焊料合金被氧化造成)对策 1、焊膏是否在再流焊过程中发生氧化。
残胶跟进报告

• 1:为了杜绝板面粘胶的现象,请各工序将 机台上及检验桌上的残胶进行清理。杜绝 各站使用胶带。 • 2:QA对生产线进行稽核,杜绝使用胶纸。 • 3:FQC跟踪改善后效果。
效果验证
钻孔工序推车清除胶纸后图片
钻孔工序
V-CUT工序
防焊工序
防焊检验台
外协加工规定
• 1:经过确认各工序都将桌面的胶纸清除干 净,禁止生产使用透明胶纸,QA每天进行 稽核,如发现生产线有用透明胶纸的现象, 对责任单位主管进行处罚。 • 2:IQC发文给供应商,冲床不允有使用胶 纸现象,对回来的模冲板进行抽检,如发 现有沾胶纸的现象,做退货处理,并对供 应商进行200元---500元一次处罚。 • 3:FQC做好统计,跟进改善后效果,改善 效果看 二月份FQC月报及厂验月报。
残胶跟进报告
跟进人:肖长春
跟进目的
• 09年客户厂验在抽检时发现有残胶的现象, 我司也为此进行了排查,但残胶的问题还 是一直没有得到解决,为了找到问题的根 源,对整个生产工序进行一次排查。
一:钻孔工序
钻孔转板车上有胶纸
钻孔工序
钻孔站有用胶纸
一:钻孔工序
钻孔机台上有沾胶纸
二:V-CUT工序
V-CUT机上沾有胶纸
三:防焊工序
防焊检验桌游胶纸
三:防焊工序
Hale Waihona Puke 防焊检验桌上胶垫上有沾胶纸
四:电测工序
电测机台上有沾胶纸
• 通过对生产进行稽核发现一下工序仍有在 使用胶纸: • 1:钻孔的机台上沾有胶纸,小推车上有残 流的胶纸。 • 2:V-CUT机台上有沾胶纸。 • 3:防焊的检验桌上有沾胶纸 • 4:电测机台上有沾皱纹胶。 • 5:经统计的沾胶纸的料号有部分为模冲板, 因近段时间我司模冲板有外发,初步分析 供应商处有使用胶纸的现象。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
2. 将治具外发电镀,将其表层电镀铬,增加光滑度, 减少粘胶。(已计划发出一套,效果待验证)
六.效果验证
要求已执行,擦拭机台后效果确认OK。
七.横向展开&预防再发
一.团队处理人员
品保:肖涛 黄素珍 邬致敬 魏威 品管:罗江平 生产:周卫华 张朋 工程:/ 研发:Βιβλιοθήκη 生技:/ 企划:唐灵慧 业务:徐卫
二.问题描述
1、客 户:立讯 2、客户料号:205-0608-001 3、不良率: 0.1% 4、不良发生日期:2012/8/10 5、不良生产日期: 2012/7月 6、问题描述:物料表面有残胶不良,会导致零件粘在吸嘴上以至于影响打键 .
三.紧急对策
1、对嫌疑批次进行清查:
地区
料号
厂内
sm8-08022-112
客户1 205-0608-001
客户 客户2
客户3
库存 98.8K /
VMI 发货日期
在途 PO/数量
嫌疑 到货日期 总数量
/
/
/
说明 特采
2、嫌疑批次的处理方案: 因产品已全部用CCD检测完平面度,且已用卷盘包装完整,如果全部拆出将对产品造成较 大的二次品质变化,故希望贵司能帮忙消化部分库存品。该库存产品我司也会交一部分至 其它家客户。
3、处理进度 及结果(需每天Update)
四.原因分析及验证
1.经取不良样品进行复判,证实产品确有如贵司描述之现象。其主要表现在嘜拉侧边。
2.经现场调查确认,其不良产生原因为切嘜拉治具由於长时间作业,其切刀,底模粘附有较多 嘜拉胶,在切刀连续作业中累积之粘胶残留於产品上造成贵司打键不良。
五五. 永.永久对久策 对策
1.将此要求更新入SOP,PQC人员巡检时严格确认执行情况。
八、恭贺小组
感谢各人员对改善工作所做出的努力与配合。 谢谢!!!
Thank You!
MINI USB 8P SMT 表面残胶改善报告 (Part No.205-0608-001)
承 办:肖涛 核 准:田明 日 期:2012.08.15 报告编号: CAR20120815001
表单编号:QR-Q-090
目录
一.团队处理人员 二.问题描述 三.紧急对策 四.原因分析&验证 五.永久对策 六.效果验证 七.横向展开&预防再发 八、恭贺小组