SPC Training
SPC培训

建立有效的反馈机制
定期进行培训效 果评估
PRT 3
SPC培训的方法
理论教学
讲解SPC的基本概念和原理
介绍SPC的应用范围和优势
讲解SPC的数据收集和分析方 法
介绍SPC的实施步骤和生产过程中出现质量问题 问题分析:通过SPC工具分析质量问题的原因 解决方案:制定改进措施提高产品质量 效果评估:通过SPC工具评估改进措施的效果
SPC培训与虚拟现实的结合
虚拟现实技术 在SPC培训中
的应用
虚拟现实技术 可以提高SPC
培训的效果
虚拟现实技术 可以降低SPC
培训的成本
虚拟现实技术 可以提供更真 实的SPC培训
环境
THNK YOU
汇报人:
汇报时间:20XX/01/01
YOUR LOGO
SPC培训
,
汇报人:
时间:20XX-XX-XX
目录
01
02
03
04
05
06
什么是
SPC培训
SPC培训 的流程
SPC培训 的方法
SPC培训 的效果评 估
如何提高 SPC培训 的效果
未来SPC 培训的发 展趋势
PRT 1
什么是SPC培训
SPC培训的定义
SPC培训是一种质量管理方法旨在提高生产过程的稳定性和效率。 SPC培训的目标是减少生产过程中的变异提高产品质量和生产效率。 SPC培训的内容包括统计过程控制、质量控制、生产管理、数据分析等。 SPC培训的对象包括生产管理人员、质量管理人员、技术人员等。
SPC基本认识培训教材英文

SPC Basic Training ManualIntroductionWelcome to the SPC (Statistical Process Control) Basic Training Manual. This manual is designed to provide you with a fundamental understanding of SPC and how it can be applied to improve process and product quality.Chapter 1: What is SPC?SPC is a methodology for controlling and improving the quality of processes and products. It involves the collection and analysis of data to identify and reduce variation in a process. By understanding and controlling variation, organizations can increase efficiency, reduce defects, and ultimately improve customer satisfaction.Chapter 2: Key SPC ConceptsIn this chapter, we will introduce you to the key concepts of SPC. These concepts include: - Variation: Understanding the different types of variation in a process. - Control charts: Learning how to create and interpret control charts to monitor process performance. - Process capability: Assessing the capability of a process to meet customer requirements. - Sampling: Understanding the importance of sampling techniques in data collection.Chapter 3: Tools and TechniquesIn this chapter, we will explore the various tools and techniques used in SPC. These include: - Pareto analysis: Identifying and prioritizing the most significant contributors to process variation. - Cause and effect diagrams: Investigating and understanding the root causes of process problems. - Histograms and scatter plots: Analyzingdata distributions and relationships. - Six Sigma: Applying the principles and methods of Six Sigma to improve process performance.Chapter 4: Implementing SPCIn this chapter, we will discuss the steps involved in implementing SPC in an organization. These steps include: 1. Define the process: Clearly define the process to be monitored and improved. 2. Collect data: Identify the appropriate data points and collect data over a period of time. 3. Analyze the data: Use statistical analysis techniques to identify patterns and trends in the data. 4. Implement control charts: Create control charts to monitor the process and identify out-of-control conditions. 5. Take corrective actions: When an out-of-control condition is detected, take appropriate corrective actions to bring the process back into control. 6. Continuously improve: Use the information gathered from SPC to make continuous improvements to the process.Chapter 5: SPC Case StudiesIn this final chapter, we will present real-life case studies that demonstrate the successful implementation of SPC in various industries. These case studies will highlight the benefits and the practical applications of SPC.ConclusionIn conclusion, SPC is a powerful methodology for improving process and product quality. By implementing SPC techniques, organizations can reduce defects, increase efficiency, and enhance customer satisfaction. This training manual serves as a foundation for your understanding of SPC and its applications. We encourage you to apply the knowledge gained from this manual to your own processes and make continuous improvements. Good luck on your SPC journey!。
spc培训
spc培训SPC培训SPC,即统计过程控制(Statistical Process Control),是一种用于监控和管理过程稳定性和质量稳定性的方法。
SPC培训则是为了让员工掌握SPC的基本原理和应用技巧,帮助企业提高产品质量和生产效率。
SPC培训的目的是通过数据的采集、分析和应用,帮助企业实现以下目标:1. 发现和消除过程中的特殊原因变异,即致命性缺陷。
2. 确保过程在正常运行范围内,避免常见原因变异,即正常偶然原因的干扰。
3. 提高过程的稳定性和可靠性,最大程度地降低产品缺陷率。
4. 优化生产过程,提高生产效率,降低生产成本。
SPC培训内容可以包括以下几个方面:1. SPC的基本概念和原理:介绍SPC的基本概念,包括过程、常见原因变异和特殊原因变异等,以及SPC的主要原理,如控制图、过程能力分析等。
2. 数据采集和分析:介绍如何采集数据,并通过统计方法对数据进行分析,查找过程中的问题和改进方向。
3. 控制图的绘制和应用:讲解如何制作各种控制图,如均值图、范围图、方差图等,并解释控制图的应用方法。
4. 过程能力分析:介绍如何通过过程能力指标(如Cp、Cpk 等)对过程的稳定性和能力进行评估,并帮助企业确定改进措施。
5. SPC与质量管理体系的整合:将SPC与企业质量管理体系有机结合,实现全面质量管理。
SPC培训的形式可以根据企业的实际情况而定,包括理论讲解、案例分析、实地演练等。
培训内容应具体、实用,让员工能够理解和应用,从而为企业的生产和质量管理提供有力支持。
通过SPC培训,企业可以提高员工对过程稳定性和质量控制的认识和理解,激发员工的质量意识,改变工作态度,提高工作效率。
同时,SPC培训也为企业提供了一种全面有效的质量管理工具,帮助企业实现质量目标,提高市场竞争力。
总结起来,SPC培训是提高员工对过程稳定性和质量控制的认识和理解的培训,通过数据采集、分析和应用帮助企业提高产品质量和生产效率。
SPC Training_SimpleENG

Process Capability of Solder Paste Thickness
LSL Mean StDev N AD P-Value 6.227 0.3019 150 0.701 0.066
P rocess D ata LS L 5.50000 Target * USL 7.50000 S ample M ean 6.22693 S ample?N 150 S tDev (Within) 0.30240 S tDev (O v erall) 0.30240
USL Within Ov erall
P otential (Within) C apability Cp 1.10 C PL 0.80 C PU 1.40 C pk 0.80 C C pk 1.10 O v erall C apability Pp PPL PPU P pk C pm 1.10 0.80 1.40 0.80 *
s
–
i 1
(Xi X ) n 1
–
σ is a measure of the spread of the distribution, and μ is a measure of the central tendency.
Central point Inflection points
σ
μ
σ
Statistic Process Control
Prepared by Leo on May 27th 2007
Content
1. 2. 3. 4. 5. 6. SPC Definition and Purpose From distribution chart to SPC Overview of SPC Chart Procedure to set up SPC Z-Score Reference Documents
SPC统计过程控制培训课件PPT(48张)

因 污染程度等等。
素
7
过程能力
SQE Training
过程能力(process capability)以往称为工序能力
过程能力是指工序处于控制状态下的实际加工能 力。---素充分标准化,处于稳定状态 下,工序所表现出来的保证工序质量的能力。
14
指数分类
SQE Training
1、Cp:分布中心无偏离规格中心时衡量 过程能力的指数;
2、Cpk: 分布中心偏离规格中心时衡量 过程能力的指数;
3、Cpm:目标值与规格中心不一致时衡量 过程能力的指数;
4、Cpu:上单侧过程能力指数; 5、Cpl: 下单侧过程能力指数。
15
SQE Training
过程能力决定于质量因素:人、机、料、法、环, 而与公差无关。过程能力是过程的固有属性。
8
SQE Training
进行过程能力分析的意义
一、保证产品质量的基础工作; 二、提高过程能力的有效手段; 三、找出产品质量改进的方向; 四、向客户证明加工过程的能力。
9
指数分类
SQE Training
Cp,Cpk,Cpm Pp,Ppk,Ppm
Ppk修正的过程性能指数 Ppk:“我们实际真正做到多好”
13
SQE Training
Cp,Cpk与Pp,Ppk的应用时机
短期过程能力指数
长期过程能力指数
Cp,Cpk,Cpm
Pp,Ppk,Ppm
新产品试作阶段; 初期生产阶段; 工程变更或设备变更时; 用于初始过程能力研究;
• 量产阶段; • 用于过程能力研究;
SQE Training
Statistical
《SPC培训讲义》课件

的 • 品質是品管部門的責任 • 只重視品質檢驗,檢驗人員需負責解決瑕
疵品 • SPC只是在現場掛管制圖
對品質的正確觀念
• 85%的品質問題是管理人員所要擔負的,管理者 態度的偏差,更勝過作業人員的懶散
• 第一次就把事情做好,並且將後工程視為顧客, 才能真正做到零缺點品質
• SPC 興起是宣告『品質公共認證時代』的來臨
─ 1980年以前,客戶大都以自己的資源與方法,來認定某些合格的 供應商,造成買賣雙方的浪費。 ─ 1980年以後,『GMP』及『ISO 9000』的興起,因為重視產品生 產的『制程』與『系統』,故更須有賴 SPC 來監控『制程』與『系 統』的一致性。
管理當局參與及製 程人員合作去改善
系統改善對策
必須改善造成變異的機遇原因 經常需要管理階層的努力與對策 大約可以解決85%之制程上的問題
顯示散佈原因
組內變異(Within)
Time 1 Time 2 Time 3 Time 4
• 称为 短期 (st) • 我们的潜在能力 - 能做得
最好的情况
• 所有6 sigma公司用 报告
SPC 的迷思
• 迷思一:有管制圖就是在推動 SPC ?
─ 這是產品品質 ( Q ),還是制程參數 ( P ) 管制圖? ─ 這張管制圖是否有意義? ─ 它所管制的參數,真的對產品品質有舉足輕重的影響 嗎? ─ 管制界限訂的有意義嗎? ─ 這張管制圖,是否受到應有的重視?是否已遵照規定, 實施追蹤與研判?
30
40
50
能力: 只有随机的或 短期的散布
(Cp & Cpk)
过程实绩: 全部散布包括 Shifts 和 Short Term
SPC教育训练计划
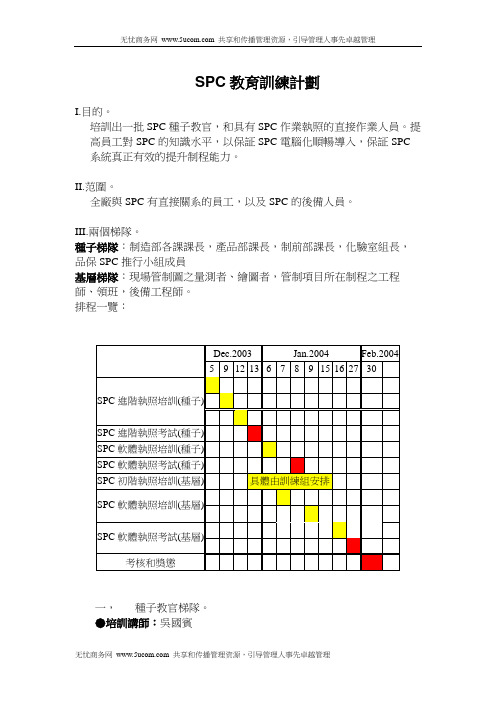
SPC教育訓練計劃I.目的。
培訓出一批SPC種子教官,和具有SPC作業執照的直接作業人員。
提高員工對SPC的知識水平,以保証SPC電腦化順暢導入,保証SPC 系統真正有效的提升制程能力。
II.范圍。
全廠與SPC有直接關系的員工,以及SPC的後備人員。
III.兩個梯隊。
種子梯隊:制造部各課課長,產品部課長,制前部課長,化驗室組長,品保SPC推行小組成員基層梯隊:現場管制圖之量測者、繪圖者,管制項目所在制程之工程師、領班,後備工程師。
排程一覽:一,種子教官梯隊。
●培訓講師:吳國賓●名單如下(共24人):賀鵬劉浩元潘兵周雲馬發邱金榮田金波潘勇呂鵬杜雪鬆劉剛陳書淼劉劍傑李晉峰劉丁睿楊勇彭錦振柯麗琴柳超雷紅慧李志強彭衛力陳斌聶霞●課程安排:二、基層梯隊。
●培訓講師:各課種子教官。
●名單如下:工程師/領班:(共59人)Q C課:餘卓敏李燕雷媛黃燕劉望軍何清清吳生霞朱行丹加工課:袁唐光覃思晗肖軍兵劉小网程增波防焊課:蔡繼虎齊秋生白云飛金手指:王紀念殷曉明終檢課:龍慶彬吳志瓊微影課:鄒亮晏浩強王遠鵬王飛電鍍課:袁超李義波鑽孔課:王六一陸建明壓合課:孫懷遠劉云平產品部: 張思泮謝龍德趙春明董曉理熊剛劉小強歐明遠任俊成鄭朝屹黃軼劉凱劉慶姜俊翟瑤邢海松劉來雨李超梅保森涂夕張瑜楊艷品保部:陳錦峰查鵬亮李琴韓崢李曼林俐黃波劉鋒作業員:(共64人)Q C課:王春珍張小利洪艷儲秀秀劉巧菊張寅盈孫艷玲嚴先桃衛永欣張靜呂丹丹孫朝霞朱月紅謝芳潘彩勤王言言加工課:徐小林辛燕姚書陳旭波徐毅防焊課:周友維鐘平根胡譽金手指:王雙虎王濤終檢課:陳青青陳萬峰張永華陸聖奇孫智宜陳世金閻先鋒雷美良桂耀林何四紅蔡俊劉備微影課:鄒艾榮陳富章郭翠劉光明王會雲蘭英劉光明電鍍課:劉正孫威張世龍朱建波潘勝紅周峰彭岳華陶小妹鑽孔課:付露華常敏言王世威壓合課:項學銘閆磊施璐萍周金彪張勇範偉童育雄姜建林李厚歡●教育訓練安排:1.SPC初階執照:由行政部教育訓練組安排要求在2004年1月15日前完成兩次執照考核2.SPC軟體使用執照:時間:1/7(周三) 下午4:30~6:00講師:SPC推行小組地點:大教育訓練室參與人員:全體基層梯隊成員第一次執照考核:1/16 (周五) 下午4:30~6:00第二次執照考核:1/27 (周二)IV.三種SPC執照:1,SPC進階執照:適用於“種子教官”和“工程師/領班”2,SPC初階執照:適用於作業員。
SPC培训资料
3σ 2σ 1σ Zone A Zone B Zone C 1σ 2σ Zone C Zone B
UCL
UWL
CL
LWL
3σ
Zone A
LCL
[
UCL(LCL) = CL + 3σ
CL : CENTRAL LINE UCL(LCL) : UPPER(LOWER) CONTROL LIMIT
(4) u chart - Number of defects per unit
15
Variable Data control chart
1. X-MR Chart: n = 1 X Chart control limit MR Chart(CL) Sigma
UCL = X E2 * MR UCL = D4 * MR CL X
CL = p LCL = p 3 * p 1 p n
p 1 p n
4. np Chart - No. of defective items
U C L=np 3 * np 1 p C L=p LC L=p 3 * np 1 p
np 1 p
17
Interpreting control charts
2
II. SPC
What is "SPC" ? - Statistical Process Control Structured Prediction Confirmation Prevention Capability - Utilize statistical methodology to analyze process data, to identify problem sources, to prevent re-occurrence of mistake and to improve process capability
SPC课程培训目标

SPC课程培训目标1. 引言SPC(Statistical Process Control,统计过程控制)是用来监控和控制工业过程的一种技术。
它通过收集和分析过程中产生的数据,判断过程是否处于控制状态,从而提供针对过程改进的方向。
SPC课程培训旨在帮助学员理解SPC的基本原理和应用方法,并掌握如何运用SPC工具来监控和改进过程,以提高产品质量和过程效率。
2. 课程目标SPC课程旨在使学员能够达到以下目标:2.1 理解SPC的原理和背景学员将了解SPC的概念、起源和发展,并掌握SPC方法的基本原理。
通过掌握SPC的背景知识,学员能够明确SPC在过程监控和改进中的作用,为后续学习和应用奠定基础。
2.2 掌握SPC的基本工具和技术学员将学习使用SPC的基本工具和技术,包括控制图、过程能力分析和数据收集分析等。
通过实际案例分析和练习,学员将学会如何使用这些工具和技术来监控过程状态、识别异常情况,并进行过程改进。
2.3 学习统计分析方法和软件工具学员将学习统计分析方法的基本原理和应用技巧,包括均值和方差控制、正态分布和样本容量计算等。
同时,学员还将学习SPC软件工具的使用,掌握如何利用软件来进行数据分析和结果呈现。
2.4 培养SPC思维和质量意识学员将通过课程培训培养SPC思维和质量意识。
他们将了解到质量管理的重要性,认识到质量控制是一个持续改进的过程。
通过学习SPC,学员将能够更加注重过程中的细节,从而提高产品质量和过程效率。
2.5 实践SPC方法并解决实际问题学员将在课程中通过案例研究和实践活动来应用SPC方法解决实际问题。
他们将学习如何选择适当的SPC工具和技术,并将其应用于实际生产过程中。
通过实践,学员将提升自己的问题解决能力和创新思维。
3. 培训内容SPC课程培训将包括以下内容:3.1 SPC概述和原理•SPC的起源和发展•SPC的基本概念和定义•SPC方法的基本原理3.2 SPC基本工具和技术•控制图的类型和应用•过程能力分析和指标计算•数据收集和分析方法3.3 统计分析方法和软件工具•均值和方差控制的统计方法•正态分布和样本容量计算•SPC软件工具的使用3.4 SPC思维和质量意识的培养•质量管理的原则和方法•SPC思维和质量意识的培养3.5 实践案例和问题解决•实践活动和案例研究•SPC方法在实际问题中的应用4. 培训方式和评估方法SPC课程培训将采用多种方式进行教学和评估,包括讲座、案例分析、实践活动和小组讨论等。
SPC basic concept training
异常点 !!
18
Guideline for SPC rule
WE2(2 of 3 beyond 2 sigma) Advantage: Can detect medium shifts and fast moving trends. Disadvantage: May not be appropriate for data that demonstrate shifts due to batch differences of process material etc. WE3(4 of 5 beyond 1 sigma) Advantage: Can detect small shifts and slow moving trends. Disadvantage: May not be appropriate for data that demonstrate shifts due to batch differences of process material etc. WE4(8 consecutive points above or below CL) Advantage: Can detect shifts and trends. Disadvantage: May not be appropriate for data that demonstrate shifts due to batch differences of process material etc. WE2(7 consecutive points either all increasing or all decreasing) Advantage: Can detect obvious process shift although the slope can be small. Disadvantage: May not be appropriate for data that demonstrate shifts due to batch differences of process material etc.
spc培训计划什么意思

spc培训计划什么意思一、培训概述统计过程控制(SPC)是一种管理方法,适用于各种行业和领域。
它旨在帮助组织实现持续改进,减少变异和提高质量。
SPC培训计划旨在为员工提供必要的统计知识和技能,以便他们能够有效地使用SPC工具和技术来监控和改善过程。
本培训计划将覆盖SPC的基本概念、工具和技术,以及如何应用它们来改善组织的生产和服务过程。
二、培训目标1. 了解SPC的基本原理和概念;2. 掌握使用SPC工具和技术的技能;3. 能够解释和分析过程数据,以检测和识别问题;4. 能够应用SPC方法来改善过程和提高质量;5. 能够与团队合作,应用SPC进行持续改进。
三、培训内容1. SPC的基本原理和概念- SPC的定义和历史- 变异的类型和原因- SPC对质量管控的重要性2. SPC的工具和技术- 控制图的类型和应用- 测量系统分析- 过程能力分析- 抽样技术和样本大小的确定3. 数据收集和分析- 如何收集和整理过程数据- 如何分析过程数据- 如何识别和解决问题4. SPC的应用- 如何应用SPC进行过程改进- 如何监控和维护改进结果- 如何与团队合作,推动持续改进五、培训方法本培训将采用多种方法,包括讲座、案例分析、小组讨论和实际操作等。
讲座将用于介绍SPC的基本概念和原理,案例分析将用于展示SPC在不同行业和领域的应用,小组讨论将用于分享经验和交流意见,实际操作将用于练习和应用所学知识。
六、培训时间和地点本培训将在公司内部举办,共计3天。
具体时间和地点将根据公司的安排和员工的生产计划予以确定。
七、培训评估为了确保培训效果,我们将采用多种方法对培训进行评估。
包括培训前的调查问卷,培训后的知识测试,以及培训后的反馈问卷等。
通过对培训效果进行评估,我们将及时调整和改进培训内容和方法,以确保培训效果。
八、培训人员本培训将由公司内部的SPC专家和培训师共同组织和讲授。
他们将在各自的领域内拥有丰富的经验和知识,并能够为员工提供有针对性的培训和指导。
SPCTrainingforDVC培训课件

晚会时间
13
➢ 案例分析
---“一个来自工程的真实故事”
经理想收回奖励
14
➢ 案例分析
---“一个来自工程的真实故事”
不再“温和的管理”
15
➢ 案例分析
---“一个来自工程的真实故事”
经理断定: “粗暴的爱产生奇迹”
16
➢ 案例分析
---“一个来自工程的真实故事”
什么是统计制程控制-1
某位面包烘焙爱好者小王, 制作 了蛋形面包 。
将面包一一称重后, 发现面包的 重量从80 到120克不等, 其中以 100克的居多。
以重量为等级划分的话,可以画 出如右图→ → → → → → → →
中间多,两边少的分布图
左 70g
中 100g
右 130g
什么是统计制程控制-2
分析: · 过程改变(均值、极差变小或变大) · 测量系统改变
33
判异准则 准则 4:连续14相邻点交替上下
分析: ·分层不够,可能混入了两个总体的 数据 ·数据被编辑。
34
判异准则 准则 4:连续14相邻点交替上下
分析: ·分层不够,可能混入了两个总体的 数据 ·数据被编辑。
35
判异准则 准则 5:连续3点中有2点落在中心线的同一侧的B区 以外
日子一天天的过去,有一天老公6点半到家,正常吗?
启示:不要等到老 公夜不归宿再控制 ,晚了……
另一个故事
妈妈:宝贝你要好好学习呀。 女儿:放心吧,我会的。 妈妈:也不用那么用功啦,考到80分到90分就OK啦。 女儿:亲亲好妈妈~~
日子一天天的过去,有一天女儿考了95分,正常吗?
启示:不要等到孩 子不及格了再量 没有一个完全一样的
统计过程控制SPC--培训

最常用,判断工序是否异常的效 适用于产品批量较大而
量
制图
果好,但计算工作量大
且稳定正常的工序。
值 中位数—极差
计算简便,但效果较差些,便于
控 制
控制图 两极控制图
L—S
现场使用
一张图可同时控制均值和方差, 计算简单,使用方便
图 单值—移动极 X—Rs 简便省事,并能及时判断工序是 因各种原因每次只能得
C (Control)控制: 事物的发展和变化保持 稳定
统计过程控制(SPC)定义:
是一种使用诸如控制图等统计技术来分析制造 过程,以便采取适当的措施,为达到并保持统计控 制状态从而提高制造过程能力的质量统控计过制程控制方SPC法--培训。
一、统计过程控制简介
起源与发展
休哈特博士在 贝尔实验室发 明了控制图
差控制图
否处于稳定状态。缺点是不易发 到一个数据或希望尽快
现工序分布中心的变化。
发现并消除异常原因
计 不合格品数控
pn
数
制图
值 不合格品率控
p
控
制图
制 缺陷数控制图
C
图 单位缺陷数控
U
制图
较常用,计算简单,操作工人易 于理解
计算量大,管理界限凹凸不平
样本容量相等 样本容量可以不等
较常用,计算简单,操作工人易 于理解,使用简便
——《6 Sigma管理法 追求卓越的阶梯》
统计过程控制SPC--培训
一、统计过程控制简介
统计过程控制(SPC):
Statistical Process Control 的英文简称
S (Statistical)统计: 以统计学的方法分 析数据
P (Process)过程: 有输入-输出的一系列的 活动
SPC统计制程管制 training info
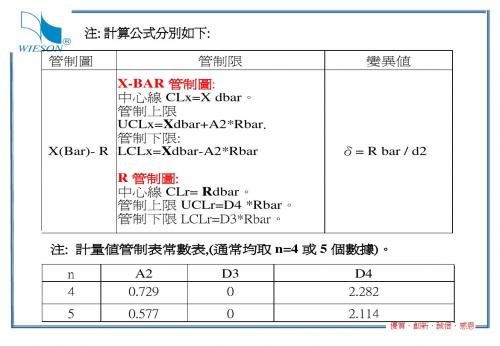
管制圖 管制限 變異值
X-BAR 管制圖: 中心線 CLx=X dbar。 管制上限 UCLx=Xdbar+A2*Rbar. 管制下限: X(Bar)- R LCLx=Xdbar-A2*Rbar R 管制圖: 中心線 CLr= Rdbar。 管制上限 UCLr=D4 *Rbar。 管制下限 LCLr=D3*Rbar。
UCL
A區 B區 C區 C區 B區 A區
(6).連續15點在中心線上下兩側之C區者.
CL
LCL
A區 B區 C區 C區 B區 A區
UCL
CL
LCL
優質〃創新〃誠信〃感恩
3. 不正常型態特性: A.在中心線附近無點子--稱為『混合型』因樣本中可能包含兩種群體,其中一種 偏大;另一種偏小,故有此結果。 B.在管制界限附近無點子--稱之為『層別型』,因原群體可能已經加以檢剔過, 故有此現象。 C.有點子逸出管制界限之現象--稱之為『不穩定型』。
(雙邊能力指數)
σ: 標準差 ( R / d2)
LSL:特性值之規格下限
B級 : 1.00 ≦ Cp < 1.33
C級 : 0.83 ≦ Cp < 1.00
D級 :
Cp < 0.83
3.CPK制程能力指數 (綜合指數) :CPK是綜合Ca 和Cp二值之指數. CPK = ( 1 - | Ca | ) × Cp
管制圖 管
1 . U C L
P
制
= P + 3
限
P ( 1 - P ) n P ( 1 - P ) n
優質〃創新〃誠信〃感恩
P 管制圖 (不良率)
2 . L C L
P
= P - 3
实用SPC培训资料

超出上控制限 ·控制限计算错误或描点时描错; ·零件间的变化性或分布的宽度已经增大(即变坏),这种增 大可以发生在某个时间点上,也可能是整个趋势的一部分; ·测量系统变化(例如,不同的检验员或量具); ·测量系统没有适当的分辨力。
有一点为于控制限之下 ·控制限或描点错误; ·分布的宽度变小(即变好); ·测量系统已改变(包括数据编辑或变换)。
的基础是数据是成正态分布的 。 因此,在运用控制图前必须确定数据本
身是否成正态分布,可以使用直方图或正态 概率纸来分析数据分布状况。
2019/12/3
SPC Training
均值和极差图使用
2019/12/3
SPC Training
A. 收集数据 A.1 选择子组大小、频度和数据
a.子组大小 在过程初始研究时,子组一般由4到5件连续生产的产品组合, 仅代表单一刀具、冲头、模腔等生产出的零件(即一个单一 的过程流)
SPC Training
过程控制和过程能力
说明: 汽车行业规定“一个过程被证明处于统计控制
状态后才计算起过程能力。”
短期能力——验证首批产品、机器能力研究 长期能力——验证过程的性能
2019/12/3
SPC Training
变差的10基本原理
1.任何事物都是变化的。 2.任何变差都是有原因的。有的明显,有的模糊。 3.不是所有变差的原因都同等重要,原因遵循Pareto原理(80/20规
Limit
Electrical Component Length
Quite some Variation Scrap -Ending up as Scrap
一定程度的偏差 -导致废品
No More Than
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
3
Why we need SPC?
Prevention versus Detection
Detection – Waste time & materials Prevention – Avoid waste, more effective
Change in process setting Out of calibrated equipment
Statistical Process Control Training Rev: 1, Dd:1/4/03
10
Local Action & Actions on the System
Local Actions Are usually required to eliminate special causes of variation. Can usually be taken by people close to the process. Can correct typically about 15% of process problems.
Statistical Process Control Training Rev: 1, Dd:1/4/03
12
Key Factors in Control Chart
Must update real time Must highlight when out of control Must take appropriate actions timely and records maintained Determine cause factors of process variation
NOTES:
AND/OR MEASUREMENT
spec limits
EVALUATION AND/OR COMPARISON
• Characterized by traditional quality control • Product control cycle is oriented with the observing, comparing, diagnosing and correcting actions in a feed-forward loop. The feed-forward product control cycle result in a filtered output
Statistical Process Control Training Rev: 1, Dd:1/4/03
8
Causes of Process Variation
Common Cause (Random)
Stable over time, predictable over time Process output “in control” Examples
Statistical Process Control TrainingRev: 1, Dd:1 Nhomakorabea4/03
4
What is SPC?
SPC = Statistical Process Control – Use of statistical techniques such as control charts to analyze a process or its outputs in order to take appropriate actions to achieve and maintain a state of statistical control and to improve process capability. To assist in determining trends and patterns for decision making. Example: Preventive Action. To capture and monitoring Voice of Process (VOP) Assist in the Continuous Improvement Process.
Measurement method, material, machine, environmental control Measurement system must remain unchanged during analyzing cause factors
Statistical Process Control Training Rev: 1, Dd:1/4/03
Slight change in ionic concentration in plating bath Slight voltage fluctuation from power supply
Statistical Process Control Training
Rev: 1, Dd:1/4/03
Statistical Process Control Training Rev: 1, Dd:1/4/03
5
Product Control
inputs PROCESS
FILTERED
outputs
OUTPUTS
OBSERVATION
MANIPULATION AND/OR CORRECTION DIAGNOSIS AND/OR DECISION
control
limits
EVALUATION AND/OR COMPARISON
NOTES: • Process control cycle is oriented with the observing, comparing, diagnosing and correcting actions in a feedback loop • Process control focuses on process improvement and nurtures a prevention philosophy
Statistical Process Control Training Rev: 1, Dd:1/4/03
7
Product Variation
No two things are exactly the same Must be within acceptable control limit Use control charts to determine whether a process is under statistical control Process Variation Factors :People (experience, skill) Machine (calibration, damaged parts) Materials (Change of material quality) Methods of Measurements Environment (temperature, humidity, lighting)
Statistical Process Control Training
Rev: 1, Dd:1/4/03
11
What is Control Chart ?
A fundamental tool to determine if a process is in control A graphic presentation of Quality Provide traceability to process history, plotted on a time axis Verify improvement or deterioration of a process Provide easily noticeable trend of machine or process performance Detect “special” cause variation and act upon it Quantify and Reduce “common” cause variation
Actions on the System Are usually required to reduce the variation due to common causes. Almost always require management action for correction. Are needed to correct typically about 85% of process problems.
Rev: 1, Dd:1/4/03
2
Before Implement SPC…
Few points to be discussed:discussed:1) Gathering data and using statistical method to interpret them are not ends in themselves. The overall aim should be increased understanding of the processes. 2) Statistic can be applied to any area, not only limited to shop floor. 3) SPC stands for Statistical Process Control. Application of SPC to control output (product) should be only the first step. Until the process which generate the output become the focus, the full power of SPC cannot be realized. 4) Measurement system are critical to proper data analysis. When such system lack statistical control or their variation accounts for a substantial portion of the total variation in process data, inappropriate decision may be made.