UG6.0-8.5模架库参数表大全
第6章 模架库
6.3 课内练习本节通过添加模架的示例详细介绍标准模架及其编辑的方法,使我们能够掌握UGNX模具设计中模架设置的基本过程和技巧。
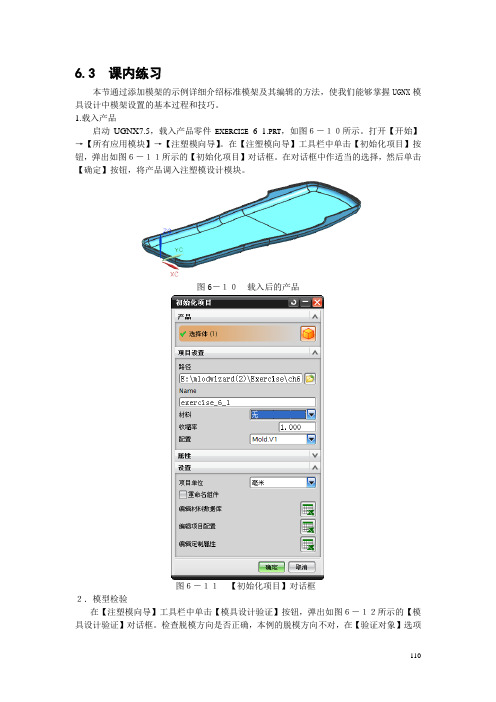
1.载入产品启动UGNX7.5,载入产品零件EXERCI SE_6_1.PR T,如图6-10所示。
打开【开始】→【所有应用模块】→【注塑模向导】。
在【注塑模向导】工具栏中单击【初始化项目】按钮,弹出如图6-11所示的【初始化项目】对话框。
在对话框中作适当的选择,然后单击【确定】按钮,将产品调入注塑模设计模块。
图6-10载入后的产品图6-11【初始化项目】对话框2.模型检验在【注塑模向导】工具栏中单击【模具设计验证】按钮,弹出如图6-12所示的【模具设计验证】对话框。
检查脱模方向是否正确,本例的脱模方向不对,在【验证对象】选项110组中单击【反向】按钮,设置脱模方向正确。
然后在对话框中勾选【底切检查器】和【拔模角检查器】二个复选框显示检查符,单击【确定】按钮,系统进行计算,在图形区显示有问题部分,如图6-13所示;并在资源条上以HD3D工具显示检查结果,如图6-14所示。
从图形区和HD3D工具显示上可以看到,底切检查已顺得通过,拔模角检查到有二个面为竖直面,这二个面的成型高度很小,对拔模影响不大,可以不用理会,检查通过。
图6-12【模具设计验证】对话框图6-13拔模角有问题处111图6-14HD3D显示检查结果3.调整及固定模具坐标系模具坐标系的方位要求ZC轴正向指向脱模方向,原点在分型面上,本产品的模具坐标系不符合要求,需要调整。
单击菜单【格式】→【WCS】→【旋转】,弹出如图6-15所示的【旋转WCS】对话框。
设置旋转角度为180°,单击【确定】按钮,将ZC轴正向指向脱模方向。
图6-15【旋转WCS】对话框单击菜单【格式】→【WCS】→【原点】,弹出如图6-16所示的【点】对话框。
在图形上找到分型面上的某一个点,单击【确定】按钮,将坐标系原点放置在分型面上如图6-17所示。
UG4.0.模架参数 Excel 工作表
lndexAP_hBCP_hBP_hC_WCP_hCS_dcs_hhcs_xcs_yDP_ddp_ldp_xdp_yEF_WEG_Guideeg_xeg_yegb_1EGP_degp_1EJA_hEJB_hEJB_openES_des_hhes_nes_xes_yes_y1ETYPEfactory_id tix_openGP_dgp_spn_yogp_xGTYPEHhp_guide_off hp_guide_x hp_guide_y HPA_hHPB_hHPS_dHPS_nhps_xhps_yhps_y1Imold_1Mold_typemold_Wmould_nomove_openPS_dps_hhps_nps_xps_y1ps_y2ps_yRP_drp_Xrp_YS_hshift_ej_screwshorten_ejSPN_TYPEsupp_hotsupp-np1,supp_n.n2_supp-nn3 supp_pocketTTCP- hTYPEU_hX_OFFSETY_OFFSETZ_TYPESPN_TYPEI_extW_extSUPP_ dpEFsupp-hotNUMBER_scTOTALLENGTH龙记模架参数表LKM--SGLKM模架系列号A板厚度底板板厚度B板厚度方铁宽度方铁高度T4螺钉规格T4螺钉胚头高度T4螺钉X方向距离T4螺钉y方向距离销钉直径销钉长度销钉在x方向的距离销钉在y方向的距离面针板宽度是否有推板导柱(O无,1有)推板导柱在X方向的距离推板导柱在Y方向的距离推板导套长度推板导柱直径推板导柱长度面针板厚度底针板厚度底针板与底板之间的距离,即垃圾钉厚度T2螺钉直径T2螺钉胚头高度T2螺钉单列个数T2螺钉X方向距离T2螺钉Y方向距离T2单列个数=4时中间两个螺钉的距离;=1时EJA向上偏离4MM;=0时EJA和EJB板之间没有间隙集团内事业部代码,用于模具刻字定模向上移动的距离导柱直径导柱在Y方向上的距离导柱在X方向的距离导柱位于A板或B板H型号模架顶板和底板宽度热流道模具前模导向柱在顶板抬起的距离热流道模具前模导向柱在X方向的距离热流道模具前模导向柱在Y方向的距离热流道模具中热流道板厚度热流道模具中垫板厚度热流道模具中顶板与热流道固定螺钉T5的直径热流道模具中顶板与热流道固定螺钉T5的数量热流道模具中顶板与热流道固定螺钉T5在X方向的距离热流道模具中顶板与热流道固定螺钉T5在Y方向的距离热流道模具中顶板与热流道固定螺钉T5数量为4时,在Y向上内侧两螺钉的距离I型号模架顶板和底板宽度模架长度模架型号H,I,TA,B板宽度模具编号(4位),用于刻字动模向下移动的距离T1或T3螺钉规格T1或T3螺钉胚头高度T1或T3每列螺钉数量T1或T3螺钉X方向的距离当ps_n=4时,为中间两个螺钉的间距;=5时为第二,四间的距离;=6时为第二,五间的距离当ps_n=4时,为中间两个螺钉的间距;T1或T3螺钉Y方向最大距离回程杆直径回程杆在X方向距离回程杆在Y方向距离B型模架中S板厚度T2在长度方向上向内收缩尺寸面针板和底板在长度方向上缩短的尺寸控制参数(暂不理会)模具不是热流道O;是用1控制名牌型号,1为大型控制参数(暂不理会)T型号模架顶板和底板宽度顶板厚度模架类型垫板厚度模具偏心时,用于控制格林柱的X向偏心值模具偏心时,用于控制格林柱的Y向偏心值注塑机拉杆在内或在外长度扩展宽度扩展模具中有没有销钉针板宽度热流道加减切换表示螺钉多少个选择表示斜导柱的长度。
UG模架资料库详解
PS_d=14 上下模固定螺丝的直径 ps_hh=15.4 上下模固定螺丝沉头孔深度 ps_h=2 上下模固定螺丝Y向数量
Ps_x=200 上下模固定螺丝X向距离 ps_y=180 上下模固定螺丝Y向距离 Mold_type=I 模架型号
H=250 I=300 dp_x=cs_x CS_d=10
模架图3 顶针板 螺线形 数量为 2个, 直径为 M8。
EJA_h=15 上顶针板的厚度 EJB_h=20 下顶针板的厚度 AP_h=60 A板的厚度 BP_h=70 B板的厚度 U_h=35 承板的厚度 es_n=2 Y向顶针板固定螺丝的数量 ES_d=8 上下顶针板的固定螺丝直径
回针 所测数 据为半 径值。 中托司
直身模顶板宽度 工边模顶板宽度 销钉X向距离等于 C板固定螺丝的距离 C板固定螺丝的直径
dp_d=10 销钉的直径 dp_l=50 销钉的长度 dp_y=(ps_y-cs_y)/2+cs_y 销钉Y向的坐标。含义是销钉孔处 在下固定板螺丝与 C板固定螺丝的中间
cs_hh=11.4 C板螺丝沉头避空深度 cs_x=200 C板固定螺丝X向距离 cs_y=60 C板固定螺丝Y向距离 GTYPE=1:On A 导柱在的位置 1:on A 导柱在A板上 0: on B 导柱在B板上 Shorten_ej=10 上下顶针板缩进量 shift_ej_screw=4 上下顶针板螺丝缩进量 supp_pocket=0 1各模架板生成各种穿透件 (如螺钉,导柱)的通孔, 0各模板不生成通孔
所调出来的 模架为模架 图1
上下顶针板固定螺 丝Y向距离缩减量。
0:ON B为导柱在 B板,导套在A板。 1:ON A为导柱在 A板,导套在B板。
模架类型,I为工字 模,H为无上固定 板直身模,T为有 上固定板直身模
UG 模架库参数表
有无推板导套:=1有导套;=0无导套
supp_gbb_r=1
有无水口板导套:=1有导套;=0无导套
supp_gpa=1
有无导柱:=1有导柱;=0无导柱
supp_r=1
有无水口板:=1有水口板,=0无水口板
supp_s=1
有无推板:=1有推板,=0无推板
supp_spn=1
有无拉杆:=1有拉杆,=0无拉杆
拉杆导套(安装空)直径
spn_bush_hd=35+1.4
拉杆导套沉头孔直径
spn_bush_hh=8+0.2
拉杆导套沉头孔深度
spn_hd=25+1.4
拉杆沉头孔直径
spn_hh=10+0.2
拉杆沉头孔深度
spn_l=CP_off+CP_h/2+TCP_off+TCP_h 拉杆长度=C板偏离+半C板高度+顶板偏离+顶 板厚度
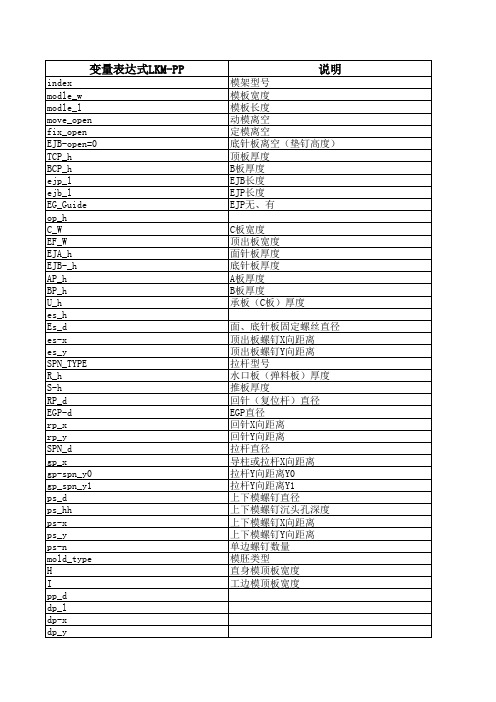
说明
模架型号 模板宽度 模板长度 动模离空 定模离空 底针板离空(垫钉高度) 顶板厚度 B板厚度 EJB长度 EJP长度 EJP无、有
C板宽度 顶出板宽度 面针板厚度 底针板厚度 A板厚度 B板厚度 承板(C板)厚度
面、底针板固定螺丝直径 顶出板螺钉X向距离 顶出板螺钉Y向距离 拉杆型号 水口板(弹料板)厚度 推板厚度 回针(复位杆)直径 EGP直径 回针X向距离 回针Y向距离 拉杆直径 导柱或拉杆X向距离 拉杆Y向距离Y0 拉杆Y向距离Y1 上下模螺钉直径 上下模螺钉沉头孔深度 上下模螺钉X向距离 上下模螺钉Y向距离 单边螺钉数量 模胚类型 直身模顶板宽度 工边模顶板宽度
顶出板螺钉长度=底针板厚+ 面针板厚-沉头孔 深度
es_n
模座参数表

67 dp1_l
68 dp_l
69 dp_x=cs_x
70
dp_y=ps_yPS_d-DP_d-20
71 eg_x
72 eg_y
73 egp_l
7 es_off
78 es_x
79 es_y
80 es_y1
81 fix_open
82 gba2_l
83 gba_l
GP在X方向上距离 GP在Y方向上距离 模具的型号索引 模具上的C角大小
模具的长度 模具的宽度 S-1总长度和有效长度差值 S-1的长度 S-1的数量以及中间螺丝的抑制 S-6(S-1)在X方向上距离
97 ps_y
98 ps_y1
99 ps_y2
100 rp_l
101 rp_x
102 rp_y
103
大拉杆的长度 大拉杆的类型 大拉杆的直径 大拉杆的端部到模具中心的距离
S板的厚度 S板的实际厚度 S板的上表面到模具中心的距离
直身模宽度 简易三板模 上下固定板的宽度 上固定板的实际厚度 U板的厚度 U板的厚度 U板上表面到模具中心的距离 S-2总长度和有效长度差值
64 cs_l
65 cs_x
66 cs_y
EGP的长度 S-3总长度和有效长度差值
S-3的长度 S-3的数量(单边)控制中间一颗是否显示
S-3的端面距模具中心的距离 S-3在X方向的距离 S-3在Y方向的距离
S-3中间一颗距模具中心的距离 母模板上表面到模具中心的距离
公模板导套的长度 母模板导套的长度
S板导套的长度 大拉杆在Y方向上距离 大拉杆在Y方向上距离
EGB和下顶出板的上表面贴合 EGP的端面与模具中心的距离
顶出板宽度 抑制顶出板导柱和导套
ugnx8.5的基础知识

UG NX 8.5 的应用领域
01
02
03
汽车和机械制造
UG NX 8.5广泛应用于汽 车和机械制造领域,支持 从产品设计、分析、仿真 到制造的全过程。
航空航天
UG NX 8.5在航空航天领 域也得到了广泛应用,支 持复杂产品的设计和制造, 如飞机、发动机等。
电子和消费品
UG NX 8.5还广泛应用于 电子和消费品领域,支持 产品的设计和制造,如家 电、电子产品等。
投影视图和剖视图
投影视图
通过将三维模型投影到二维平面上,用户可以创建各种投 影视图,以展示产品在不同视角下的外观和结构。
剖视图
在某些情况下,为了展示产品内部结构,用户需要创建剖 视图。在UG NX 8.5中,用户可以根据需要创建各种类型 的剖视图,如全剖、半剖、局部剖等。
视图编辑
对于已经创建的投影视图和剖视图,用户可以根据需要对 其进行编辑和修改,以满足特定的制图要求。
06
UG NX 8.5 装配建模
装配概述和流程
装配概述
装配是将多个零件组合在一起的过程 ,以形成一个完整的机械系统。在 UG NX中,装配建模是指使用软件 工具进行零件的组装、配置和管理。
装配流程
在UG NX中,装配建模通常遵循以下 步骤:创建装配文件、添加组件、调 整组件位置和约束、进行装配分析、 更新和修改装配结构等。
改特征。
特征可以包括孔、螺纹、凸台等,它们具有特定的功能和属性,
03
可以方便地修改和重复使用。
自由形状建模
自由形状建模是UG NX 8.5中创 建自由曲面和复杂几何形状的工
具。
用户可以使用各种工具来创建和 编辑自由曲面,如曲线拟合、曲
面片构造等。
模架标准配件公差表
模架标准配件公差表二、回针检验公差表:热处理硬度HRC60°±2直径公差直径公差直径公差φ12φ12-0.015φ12+0.015φ17φ8φ8φ134φ16φ16-0.027φ16+0.015φ21φ10φ10φ155φ20φ20φ20φ25φ12φ12φ17φ25φ25φ25φ30φ15φ15φ20φ30φ30φ30φ35φ16φ16φ20φ35φ35φ35φ40φ20φ20φ25φ40φ40φ40φ4510φ25φ25-0.020φ30φ50φ50φ50φ5612φ30φ30-0.033φ35φ60φ60-0.040φ60+0.030φ66φ35φ35φ40φ70φ70-0.055φ70+0.015φ76三、水口边、简化边检验公差表:热处理硬度HRC60°±2四、托司检验公差表:热处理硬度HRC60°±2000D H 直径公差直径公差 D -0.2直径公差直径公差-0.2-0.2φ12φ12+0.0170.016φ16φ16+0.0060.027φ20φ20φ30φ35φ20φ20φ20φ2510φ25φ25φ35φ40φ25φ25φ25φ30φ30φ30φ42φ47φ30φ30φ30φ35φ35φ35φ48φ53φ35φ35φ35φ40φ40φ40φ55φ60φ40φ40φ40φ4510φ50φ50φ70φ7612φ50φ50φ50φ5612φ60φ60+0.018φ80φ86φ60φ600.040φ60φ66φ70φ70+0.0 41φ90φ96φ70φ700.055φ70φ76六、中托司检验公差表厚度公差外径公差内径公差直径公差直径公差φ126φ16φ6.2M5*16φ12φ12+0.02φ20+0.01φ25φ1610φ20φ8.2 M8*25φ16φ16+0.03φ25+0.02φ30φ2012φ26φ10.2M10*30φ20φ200.025φ30φ35φ2514φ31φ12.2M12*35φ25φ25φ35φ40φ3016+0.200φ38+0.200φ16.2+0.200φ30φ30φ42φ47φ35160.200φ430.200φ16.20.000φ35φ35φ48φ53φ4016φ48φ16.2φ40φ4 0φ55φ60φ4516φ53φ16.2φ45φ45φ60φ66φ5020φ58φ20.2φ50φ50φ70φ7612φ6020φ68φ20.2φ60φ60φ80φ8615φ7020φ78φ20.2弯曲度0.0020.003d 松位d 1紧位151015φ2066810圆度0.0020.003H6810+0.015+0.025+0.02+0.03φ30D+0.031+0.011d 1紧位H+0.025+0.035+0.03+0.04Dφ25H68+0.021-0.010+0.021+0.008公称直径公称直径公称直径-0.016-0.027-0.020-0.007-0.025-0.009 d 松位d 内孔M16*35M20*45+0.021+0.008+0.030+0.015+0.018+0.007H6815公称直径φ16五、水口边配套介子尺寸规格表:T D d 配套螺丝φ16-0.025-0.040-0.020-0.0330.0250.041+0.021+0.008+0.030+0.015φ16d 1外径公称直径公称直径D模架配件标准公差表一、直边检验公差表:热处理硬度HRC60°±2d 松位d 1紧位d -0.020-0.033。
ug模架教程分析
3.1 浇注系统设计:
1.分流道设计:
打开shangji803文件中的ty_top_009文件,该模具为一模两腔布局,
且一个产品仅有一个侧浇口,因此,分流道将采用S型来进行平衡设计。 分流道的设计由4个设计步骤来完成:模架部件隐藏、定义引导线串、
在分型面上投影和生成流道通道。
产品模型
(1)模架部件隐藏操作:
EJA_h
EJB_h
推件固定板厚度
推件板厚度
EF_w
R_h
推件板厚度
卸料板厚度
应根据产品的尺寸、形状、型腔的布局、型腔型芯模型的大小,以及浇注冷却 系统的布置等因素,来选择一合适的标准模架,对于这个实例,根据其布局信 息:宽W = 170、长L = 110、型腔厚 Z_up = 55 、型芯厚Z_down = 25选用 模架FUTABA_DE,因单分型面结构,有支撑板但无卸料板,选EA类型,模架 规格采用2025,并设置模架部件列表框中的如下参数“Fix_open=0.5, move_open=0.5,EJB_open=5, AP_h=55,BP_h=25” 其它参数默认,点击“确定”,系统生成模架结果如下:
标准件厂商目录 标准件类别: 浇注系统、 顶出系统等等
,弹出下图对话框:
标准件列表区
TURE显示标准件实体, 不显示放置标准件用的 腔体;FALSE只显示标 准件建腔后的腔体; “两者皆是”都显示
标准件显示区
标准件尺寸区
加载定位环:
在“标准件管理”对话框的目录里,选择厂商DME_MM,在部件列表框中 选择带螺纹的定位环Locating Ring(With Screws),选择“两者皆是”,其 它参数默认,如左下图,点击确定后结果如右下图。 定位环
UG压铸模具设计说明书
基于UG的闭门器压铸模具设计学校:重庆工商大学专业:机械制造及其自动化班级:06模具姓名:***学号:**********指导教师:**目录1 UG压铸模具设计基础 (1)1.1 压铸模具设计基础 (1)1.1.1 压铸模具结构及其组成 (1)1.1.2 压铸模具设计原则 (2)1.1.3 压铸机的选用 (3)第2章UG压铸件建模 (5)2.1压铸件建模 (5)第3章UG压铸模具分型面设计与零部件的创建 (6)3.1 压铸模具及其零部件的设计过程 (6)3.1.1 压铸模具设计过程 (6)3.1.2 压铸模具零部件及其设计过程 (6)3.1.3 压铸模具零件功能分析 (9)3.1.4 压铸模具零件分类................................................................ 错误!未定义书签。
3.2 压铸件脱模阻力计算与动、定模的划分......................................... 错误!未定义书签。
3.2.1 压铸件的脱模工作过程........................................................ 错误!未定义书签。
3.2.2 压铸件冷却收缩所引起的脱模阻力.................................... 错误!未定义书签。
3.2.3 抽芯机构所引起的压铸件动、定模脱模阻力.................... 错误!未定义书签。
3.2.4 压铸件形状特征在模具动、定模的分布............................ 错误!未定义书签。
3.3 压铸模具成型零件设计..................................................................... 错误!未定义书签。
3.3.1 压铸模具成型零件的结构.................................................... 错误!未定义书签。
ug6.0钣金模块
Ug6.0钣金命令目录:1.钣金设计环境的预设臵;2.全局参数设臵3.参考线条颜色4.部件材料和默认材料5.替换标准6.成形方法7.支架边缘8.钣金弯边命令9.内嵌弯边命令10.通用弯边11.对接接头12.弯边斜接13.“弯边”实例讲解——解释弯边命令中的弯边宽度、相切长度、折弯角度、内半径、简单斜接之斜接角度、完全斜接之斜接角度、轮廓长度、夹角、轮廓线含义?14.内嵌弯边实例讲解15.通用弯边命令16.钣金“成形/展开命令”窗口如图:17.钣金折弯命令18.取消折弯/重新折弯19.钣金冲压20.实体冲压21.钣金槽实例22.钣金除料23.钣金除料实例24.钣金孔25.钣金槽26.钣金修边27.钣金切边(钣金切边用由实体抽壳得来的实体模型,通过在其棱角处创建钣金切边,可以进行下一步折弯成形/展开等操作,他提供了一种将实体壳体转变为钣金零件的方法)28.钣金止裂口29.钣金角实例30.钣金切边实例31.钣金止裂口实例32.钣金筋33.钣金筋实例34.钣金桥接35.1.钣金设计环境的预设臵;钣金设计的环境预设臵主要包括全局参数设臵、零件材料和默认材料设臵、参考直线颜色设臵和替换标准设臵。
2.全局参数设臵全局参数是指在钣金设计过程中对如材料厚度、折弯半径、折弯角度和折弯展开计算公式等的设臵,从而减少在建立半径特征的过程中用户所需输入的参数数量,当用户设臵了这些参数后,在创建钣金特征中用到的相关参数都会调用全局参数,在创建特征的对话框中将不再显示这些参数的设臵对话框。
单击首选项如图:选中其中的“钣金”选项,弹出窗口如图:单击其中的“全局参数”按钮,弹出窗口如图:全局参数设臵之一:使用全局厚度勾选其中的“使用全局厚度”按钮后“自动判断厚度和用表达式”选项将会被激活。
这两个就是“使用全局厚度”选项的设臵内容,其中“自动判断厚度”是指系统根据钣金造型的厚度自动判断出钣金弯边等设计特征的厚度值。
全局参数设臵之二:使用全局半径勾选“使用全局的折弯半径”选项后,在钣金设计过程中将可以使用全局折弯半径作为设计参数值。
各种模具设计标准数据查询
各种模具设计标准数据查询
表1 金属材料冲裁间隙分类
表2 金属材料冲裁间隙值
表3 冲裁模初始双面间隙Z
表4 扩大间隙对冲裁模寿命影响
表5 凸模和凹模间隙
表6 推、顶件力系数和卸料力系数
表7 规则形状(圆形、方形)冲裁凸模、凹模极限偏差
表8 模具精度及冲裁件精度(标准公差等级)关系
表9 材料抗剪强度τb
表10 适于精冲主要钢种
表11 精冲件尺寸公差等级和几何形状公差
表12 铜和铜合金、铝和铝合金精冲适应性
表13 整修双边余量△D
表14 常用材料最小弯曲半径
表15 应变中性层位移系数x值
表16 卷圆时应变中性层位移系数X1值
表17 90度单角自由弯曲时回弹角
表18 U形件弯曲凸、凹模间隙系数X值
表19 弯曲U形件凹模m值
表20 弯曲U形件凹模深度L。
表21 拉深系数K
表22 其它金属材料拉深系数
表23 圆筒形件不用压边圈拉深时拉深系数
表24 圆筒形件用压边圈拉深时拉深系数
表25 无凸缘圆筒形拉深件修边余量
表26 有凸缘筒形拉深件修边余量
表27 带凸缘筒形件第一次拉深时极限拉深系数
表28 带凸缘筒形件第一次拉深最大相对高度
表29 拉深凹模圆角半径数值
表30 用压边圈拉深时单边间隙值
表31 圆形拉深模凸、凹模制造公差
表32 低碳钢极限圆孔翻边系数K1
表33 其它金属材料极限翻边系数K1
表34 外缘翻边允许极限变形程度
表35 平均缩口系数Ksp
表36 材料厚度及缩口系数关系
表37 极限胀形系数和切向许用伸长率。
UG模具设计基础教程NX6版课件第五章
5.2 模架库管理
4、表达式列表 在“模板管理“对话框中,当在模架编号列表中选中某个模架编号时,表达式列表中会列出当
前编号模架的所有相关尺寸和参数。可以在表达式列表窗口中选择某表达式,该表达式会高亮显示, 表达式列表下面的编辑表达式文本框可以修改当前高亮显示的表达式的参数 。
5-12
汇报结束
谢谢大家! 请各位批评指正
5.2 模架库管理
在注塑模向导工具栏中,单击“模架”图标,弹出 “模架管理”对话框。
位图信息 模架编号 表达式列表
编辑注册文件 编辑数据库 旋转模架 布局信息
3-1 5-1
5.2 模架库管理
1、目录 在“模架管理”对话框的“目录”下拉列表中选择所需的标准模架,并且在 “类型”下拉列表中
选取相应的项目,就可以完成模架的选取设置。这时,位图区域显示该目录和类型的模架结构图片。
(型腔的长度)、Z_up(上模高度)、Z_down(下模高度)。
5.2 模架库管理
7、编辑注册文件 在 “模架管理”对话框中,单击“编辑注册文件”图标,该图标选项将弹出编辑器,并打开
Mold Wizard记录模架的电子表格,可以在该编辑器中编辑列出的模架“目录”下拉列表和“类型” 下拉列表中选中的类型,以及编辑修改实现调用的图示文件、模型文件的路径等 。
重点和难点
1、掌握模架简介。 2、掌握模架库的设置方法。 3、了解模架的添加过程 。
5.1 模架简介
模架也称为模胚,是由模板、导柱和导套等零件组成,但其型腔未加工的组合体。它主要用于型 芯和型腔的装夹、顶出和分离机构,能够提高生产效率,便于机械化操作。
根据模架尺寸和配置的要求,模架类型包括标准模架、可互换模架、通用模架、自定义模架。每 一种模架类型都有不同的特性,以适应不同的情况 。 1、标准模架 2、可互换模架 3、通用模架 4、自定义模架
UG NX 6.0数控加工模块介绍
UG NX 6.0数控加工模块介绍1.UG/CAM基础(UG/CAM Base)该模块提供了连接UG所有加工模块的基础。
用户可以在图形方式下通过观察刀具运动,用图形编辑刀具的运动轨迹,具有延伸、缩短和修改刀具轨迹等编辑功能。
针对如钻孔、攻丝和镗孔等加工任务,它还提供了通用的点位加工程序。
用户化对话特征允许用户修改对话和建立适于它们的专用菜单,这就减少了培训时间和流水线加工作业工步。
通过使用操作模版可进一步提高用户化水平,如允许用户建立粗加工、半精加工等专门的样板子程序,常用的加工方法和工艺参数都已标准化。
2.UG平面铣削(UG/Face Milling)UG平面铣削模块功能,包括多次走刀轮廓铣、仿形内腔铣、Z字形走刀铣削,规定避开数控夹具和进行内部移动的安全余量,提供型腔分切削功能、凹腔底面小岛加工功能,对边界和毛料几何形状的定义,显示未切削区域的边界,提供一些操作机床辅助运动的指令,如冷却、刀具补偿和夹紧等。
3.UG型腔铣削(UG/Cavlty Milling)该模块提供粗切单个或多个型腔、沿任意形状切去大量毛坯材料以及可加工出型芯的全部功能,最突出的功能是对非常复杂的形状产生刀具运动轨迹,确定走刀方式。
容差型腔铣削可用于加工不精确的、设计形状的曲面之间有间隙和重叠的场合。
有时可被分析的型腔面数目多达几百个,该模块提供了型芯和型腔加工过程的全自动化。
4.等高加工(UG/Cavlty Milling)(Contour Processing)等高加工通过切削多个切削层来加工零件实体轮廓,用来半精加工、精加工“陡峭”模型。
对于模芯/模腔类零件,无论其几何形状多么复杂,等高加工都可以直接对其进行粗加工或精加工,还提供了多钟刀路方式。
在精加工中,用户可以强制使用顺铣或逆铣,或采用顺逆铣复合方式以缩短加工时间。
5.UG/固定轴铣削(UG/Fixed-Axis Milling)该模块提供了完全和综合的工具,用于产生3轴运动的刀具路径。
UG数控加工编程参数
– 控制几何
• 预钻孔点 • 区域开始切削点
– 切削参数
• 与切削方法相对应的参数 • 切削精度 • 切削余量
穴型加工
– 概述 – 操作步骤 – 几何体
• 加工几何
• 毛坯几何
– 毛坯几何的应用
• 检查几何
– 切削层
• 概述 • 深度切削范围的修改、增加
区域加工
Zig
Zig with Contour Follow Periphery Follow Part Profile
多用于型芯加工 多用于复杂模型加工
轮廓加工
Mixed
不同的切削方法,在Cutting有相应的参数选项
• 切削步距 —— 两平行刀路之间的垂直距离称为步距
仅当使用切削方法为Profile时,才被激活。
圆弧以驱动刀具移动。
• Slowdowns——在指定角度范围内的凹角 减速,使刀具移动平稳 。
• voidance
用来指定、激活刀具路径中的非切削移动参数。但Fix & Variable Contour操作中的非切削移动参数由Non _cutting设置, 而不使用Avoidance的选项。
• Feed Rates
• 操作步骤
• 创建或选择刀具 • 选择几何边界 • 选择切削方法 • 选择步距 • 选择控制点 • 选择进刀/退刀方法及其参数 • 选择切削参数 • 确定分层加工方法及其参数 • 常用选项——避让选项、进给速率、机床控制命令 • 刀具路径的显示(可选) • 刀具路径的产生与模拟
• 切削方法
Zig-Zag
CAM Setup确定当选择Initial后何种 操作类型可用,也确定生成的程序、刀 具、几何、加工方法的类型,确定第一 次进入CAM时什么将自动产生。
ug模架设计
加载浇口套:
在“标准件管理”对话框的目录里,选择厂商DME_MM,在部件列表框中选 择浇口套Sprue Bushing,选择“两者皆是”,选择CATALOG_LENGTH (浇口套直身长度)为46,其它参数默认,如左下图,点击确定后结果如右下 图。 浇口套
3. 模具三大系统设计:
模架和主要的标准件加载完毕之后,还需要添加浇注系统、 冷却系统和顶出系统等,才能满足注塑模的基本结构要求。
隐藏后的结果
步骤:单击“浇口”按钮,弹出“浇口设计”对话框,设置参数如左图所示, 点击“浇口点表示”,在弹出的“浇口点”对话框中选择“点子功能”,弹出 点对话框,输入点的参数为(18,29,0),单击“确定”后又弹出点对话框, 以便我们对浇口点的位置重新确认并编辑,此时单击“取消”按钮回到“浇口 设计”对话框;修改L=10后单击“应用”,在弹出的“点”对话框中单击“确 定”,在弹出的矢量对话框中选择-Y轴,再单击确定按钮完成浇口设计。
隐藏后结果:
(2)定义引导线串:
步骤:在“注塑模向导”工具条上单击“流道”按钮,弹出“流道设计” 对话框,在“定义方法”中选择“曲线通过点”,在引导线串形状里选 择“S型”作为引导线串形状,在“A”文本框中输入2,然后单击“点子 功能”,输入第一个参考点的坐标为(18,29,0)和(-18,-29,0), 取消更改方向对话框后,创建出引导线轨迹。
点击“确定”,然后调整模型显示方 式为“静态线框”,在图中合适位置 放置顶杆。 为了演示方便,这里只加载了5根顶杆, 如下图中的红色方框所示:
顶杆加载完成后,需要对顶杆进行修剪,方法如下: 首先将“静态线框”调整为“带边着色”,然后隐藏动模、定模 以及型腔型芯,结果如左下图; 点击“修剪模具组件”,选择5根顶杆,重复点击“确定”即可, 此时系统默认将型芯面以上的顶杆部分修剪掉,结果如右下图。
UG-模架库参数表说明
支承板厚度(承板厚度) Y向推板固定螺钉的数量 (Y向顶针板固定螺丝的数量 ) 推板、推杆固定板固定螺钉直径(上下顶针板的固定螺丝直径) 推板固定螺钉X向距离(顶针板固定螺丝X方向距离) 推板固定螺钉Y向距离(顶针板固定螺丝Y方向距离) 拉杆位置形式(0:OUT拉杆位置在外;1:IN拉杆位置在内) 推料板厚度(水口板(弹料板)厚度) 推件板厚度 复位杆直径(回针直径) 推板导柱直径(中托边直径) 复位杆X向距离(回针X向距离) 复位杆Y向距离(回针Y向距离) 拉料杆直径(拉杆直径) 导柱X向距离 拉杆在外侧,则拉杆Y向距离为Y0 拉杆在内侧,则拉杆Y向距离为Y1 上下模固定螺钉的直径 上下模固定螺钉沉头孔深度 上下模固定螺钉X向距离 上下模固定螺钉Y向距离
变量表达式LKM-PP
index modle_w modle_l move_open fix_open EJB-open=0 TCP_h BCP_h egp_l egb_l EG_Guide
CP_h C_W EF_W EJA_h EJB-_h AP_h BP_h
以龙记模架三板模架为例
U_h es_n Es_d es-x es_y SPN_TYPE R_h S-h RP_d EGP-d rp_x rp_y SPN_d gp_x gp-spn_y0 gp_spn_y1 ps_d ps_hh ps-x ps_y
ps-n mold_type
H I dp_d dp_l dp-x dp_y cs_d cs_hh cs-x cs-y GTYPE shorten-ej shift_ej_screw supp_pocket=1
以龙记模架三板模架为例
说明(最后面括号中为香港、台湾地区术语叫法)
模架型号 模板宽度 模板长度 B板与绝对座标Z向距离(动模离空) A板与绝对座标Z向距离(定模离空) 限位钉高度(推板与动模固定板之间的距离)(底针板离空) 定模固定板厚度(顶板厚度) 动模固定板厚度(底板厚度) 推板导柱长度(中托边导柱长度) 推板导Байду номын сангаас长度(中托司导套长度) 推板导柱、导套有无(0:OFF为没有,1:ON为有)(中托司、中托边有无) 垫块高度(C板高度) 垫块宽度(C板宽度) 推板宽度(顶出板宽度) 推杆固定板厚度(面针板厚度) 推板厚度(底针板厚度) 定模板(A板厚度) 动模板(B板厚度)
UG6模具设计基础word资料28页
第1章模具设计基础本章介绍了注塑模具设计的基础知识,目的是使读者对注塑模具设计有一个概括性的了解,并且对UG NX6 MoldWizard的用户界面及基本功能进行了简要的介绍,从而使读者对该软件的功能有基本的了解。
为了使读者对使用UG NX6 MoldWizard进行注塑模具设计的过程有直观的了解,本章最后给出了一个使用UG NX6 MoldWizard进行注塑模具设计的实例。
本章要点塑料的类型及性能注塑成型工艺注塑模具的典型结构注塑模具设计的基本流程UG NX6 MoldWizard模具设计的基本过程本章案例连板注塑模设计1.1 注塑模设计基础模具按其所生产工件的工艺特点主要分为塑料模、冲压模、挤压模、压铸模、挤压模、锻造模和旋压模等,其中以塑料成型的塑料模在整个模具工业的发展和制品应用范围中来说无疑占主导地位。
塑料成型的方法有很多,包括注射成型、压缩成型、压注成型、挤出成型、吹塑成型和发泡成型等。
1.1.1 塑料介绍1.塑料的分类目前,塑料品种已达300多种,常用的约40余种。
有3种常规分类方法,一是按成型工艺性能分类,二是按使用特性分类,三是按加工方法分类。
1)按成型工艺性能分类根据成型工艺性能,塑料可分为热塑性塑料和热固性塑料。
(1)热塑性塑料热塑性塑料的合成树脂都是线型或支链型高聚物,所以受热会变软,甚至会成为可流动的稳定粘稠液体,在此状态时具有可塑性,可塑制成一定形状的塑件,冷却后保持既得的形状,如再加热又可变软成另一种形状,如此可以进行反复多次变形。
这一过程中只有物理变化,而无化学变化,其变化是可逆的。
热塑性材料包括聚氯乙烯(PVC)、聚苯乙烯(PS)、聚乙烯(PE)、聚炳烯(PP)、尼龙(PA)、聚甲醛(POM)、聚碳酸脂(PC)、ABS塑料、聚砚(PSU)、聚苯醚(PPO)、氟塑料、聚酯树脂和有机玻璃(PMMA)等。
(2)热固性塑料热固性塑料的合成树脂是体型高聚物,因而在加热之初,因分子呈线型结构,具有可熔性和可塑性,可塑制成一定形状的塑件,当继续加热时,分子呈现风状结构,当温度达到一定程度后,树脂变成不溶、不熔的体型结构,此时形状固定下来,不再变化。
UG6加工模板之模板设置
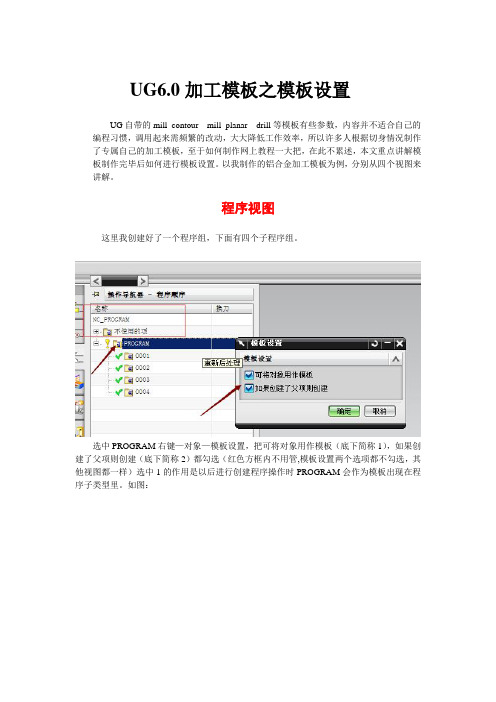
UG6.0加工模板之模板设置UG自带的mill_contour mill_planar drill等模板有些参数,内容并不适合自己的编程习惯,调用起来需频繁的改动,大大降低工作效率,所以许多人根据切身情况制作了专属自己的加工模板,至于如何制作网上教程一大把,在此不累述,本文重点讲解模板制作完毕后如何进行模板设置。
以我制作的铝合金加工模板为例,分别从四个视图来讲解。
程序视图这里我创建好了一个程序组,下面有四个子程序组。
选中PROGRAM右键—对象—模板设置,把可将对象用作模板(底下简称1),如果创建了父项则创建(底下简称2)都勾选(红色方框内不用管,模板设置两个选项都不勾选,其他视图都一样)选中1的作用是以后进行创建程序操作时PROGRAM会作为模板出现在程序子类型里。
如图:选择此模板创建程序时,模板里做好的子程序0001-0004会同时生成。
如图:2选项勾选和不勾选时用此加工模板编程时程序视图效果如图,另外勾选后创建程序时位置在0001,需要手动更改位置,不勾选位置在NC_PROGRAM.,如图:Program下面的0001-0004勾选2,只要创建了其父象Program,他们都会被创建,如图如果勾选了1,创建程序时他们将作为模板出现在子类型里,如图机床视图这里红色方框里是我做好了公司常用的几把刀具(作为刀库用,编程时方便调用),黑色框里是作为模板刀具选中常用刀具勾选2选项,如图如果勾选了1,创建刀具时这些刀具将作为模板出现在子类型里作为模板,视觉非常杂乱,如图因为这些刀具创建之初都是从MILL ,BALL_MILL等模板下建立的,所以把其父项创建,这些子对象都会出现在机床视图里,也可以把这些常用刀具通过其他模板来创建,并把其父项不创建从而达到让其不显示在机床视图里,但为了随时可调用,建议显示。
模板刀具的设置,如图勾选1后,创建刀具时作为模板出现在子类型里,如图:,建议把常用刀型都创建,如立铣刀,球刀,端铣刀,钻头等。
ug渲染各种材质参考参数 (1)
各种材质参考参数各种金属的属性金属颜色RGB 色彩亮度光亮度慢射镜面光泽度反射BMP(分形噪声)单位:英寸凹凸%铝箔180 180 180 有0 32 90 中65 0002 .00002 0002 8 铝箔(钝)180 180 180 有0 50 45 低35 0002 00002 0002 15 铝220 223 227 有0 35 25 低40 0002 .00002 .0002 15磨亮的铝220 223 227 有0 35 65 中50000200002 .0002 12黄铜191 173 111 有0 40 40 中40 0002 .00002 0002 20 磨亮的黄铜191 173 111 有0 40 65 中50 0002 00002 .0002 10镀铬合金150 150 150 无0 40 40 低25 0002 00002 .0002 35镀铬合金2220 230 240 有0 25 30 低50 0002 00002 .0002 20镀铬铝220 230 240 有0 15 60 中65 .0002 00002 0002 15镀铬塑料220 230 240 有0 15 60 低50 0002 00002 0002 15镀铬钢220 230 240 有0 15 60 中70 0002 .00002 0002 5 纯铬220 230 240 有0 15 60 低85 0002 00002 0002 5 铜186 110 64 有0 45 50 中40 0002 00002 0002 10 18K金234 199 135 有0 45 50 中65 0002 00002 0002 1024K金218 178 115 有0 35 50 中65 0002 00002 0002 10未精练的金255 180 66 有0 35 50 中45 0002 00002 0002 25黄金242 192 86 有0 45 50 中65 0002 00002 0002 10 石墨87 33 77 无0 42 90 中15 0001 0001 0001 10 铁118 119 120 有0 35 50 低25 0002 00002 0002 20 铅锡锑合金250 250 250 有0 30 40 低15 0002 00002 0002 10 银233 233 216 有0 15 90 中45 0002 00002 0002 15钠250 250 250 有0 50 90 低25 0002 00002 0002 10229 223 206 有0 30 40 低45 0002 00002 0002 30 废白铁罐128 128 126 有0 40 50 中35 0002 00002 0002 20 不锈钢220 220 220 有0 35 50 低25 0002 00002 0002 35 磨亮的不锈钢锡220 223 227 有0 50 90 低35 0001 0001 0001 20, , , , , , , , , , , , ,透明材质的折射率材质折射率真空10000空气10003液态二氧化碳12000冰13090水13333丙酮13600乙醇13600糖溶液(30%)13800酒精13900萤石14340融化的石英14600Calspar2 14860糖溶液(80%)14900玻璃15000玻璃,锌冠15170玻璃,冠15200氯化钠15300氯化钠(食盐)1 15440聚苯乙烯15500石英2 15530绿宝石15700轻火石玻璃15750青金石,杂青金石16100黄玉16100二硫化碳16300石英1 16440氯化钠(食盐)2 16440重火石玻璃16500Calspar2 16600二碘甲烷17400红宝石17700蓝宝石17700超重火石玻璃18900水晶20000钻石24170氧化铬27050非晶质硒22920碘晶体33400以K为单位的光色度对照表光源K烛焰1500家用白灯2500-300060瓦的充气钨丝灯2800100瓦的钨丝灯29501000瓦的钨丝灯3000500瓦的投影灯2865500瓦钨丝灯31753200K的泛光灯3200琥珀闪光信号灯3200R32反射镜泛光灯3200锆制的浓弧光灯32001号,2号,4号泛光灯,反射镜泛光灯3400 暖色的白荧光灯3500切碎箔片,清晰闪光灯信号3800冷色的白荧光灯4500白昼的泛光灯4800白焰碳弧灯5000M2B闪光信号灯5100正午的日光5400高强度的太阳弧光灯5550夏季的直射太阳光5800早上10点到下午3点的直射太阳光6000蓝闪光信号灯6000白昼的荧光灯6500正午晴空的太阳光6500阴天的光线6800-7000高速电子闪光管7000来自灰蒙天空的光线7500-8400来自晴空蓝天的光线10000-20000在水域上空的晴朗蓝天20000-27000。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
ES_d
面、底针板固定螺钉直径
ETYPE=0
顶针固定形式:=0沉孔固定;=1面、底针板 离空固定
GP_d
导柱直径
GTYPE=1
导柱位置:=1在A板;=0在B板
PS_d
定模、动模螺钉直径=M1
RP_d
回针(复位杆)直径
R_height=supp_r*R_h
弹料板高度=有无弹料板*弹料板厚度
R_off=AP_off+AP_h
模板倒角
ps_bd=13.4
上、下模螺钉通过孔直径
ps_hd=19.
上、下模螺钉沉头孔直径
ps_l=BCP_off+BCP_h-U_off-
螺钉长度=底板偏离+底板厚度-螺钉沉头孔深
ps_hh+PS_d*1.5
模螺钉)螺纹底孔直径
ps_y1
上、下模螺钉Y向距离
AP_off=fix_open
无孔 A板偏离=定模离空
BP_off=S_off+supp_s*S_h
B板偏离=推板偏离+有无推板*推板厚度
CP_h
C板高度
CP_off=U_off+supp_u*U_h
C板偏离=托板偏离+有无托板*托板厚度
CS_d
C板螺钉直径
Cl_off_x=-(mold_w/2)+C_w/2
弹料板偏离=A板偏离+A板厚度
SG=0
模架形式:SG=0为大水口,SG=1为小水口模 架
SPN_TYPE=0
拉杆位置形式:=0拉杆位置在外;=1拉杆位 置在内
SPN_d
拉杆直径=20
S_height=if(supp_s!=0)(supp_s*S_h)else(S_ 推板高度=如(无推板)(有无推板*推板厚
cs_d
C板螺丝钉直径
cs_hh
C板螺丝钉沉头孔深度
cs-x
C板螺钉X向距离
cs-y
C板螺钉Y向距离
GTYPE
shorten-ej
面、底针板长度缩减量
shift_ej_screw
面、底针板固定螺钉Y向距离缩减量 模架各模板是否生成各种穿透件(螺钉、导
supp_pocket=1
柱、拉杆、导套……)的通孔;=1生成,=0
拉杆导套(安装空)直径
spn_bush_hd=35+1.4
拉杆导套沉头孔直径
spn_bush_hh=8+0.2
拉杆导套沉头孔深度
spn_hd=25+1.4
拉杆沉头孔直径
spn_hh=10+0.2
拉杆沉头孔深度
spn_l=CP_off+CP_h/2+TCP_off+TCP_h 拉杆长度=C板偏离+半C板高度+顶板偏离+顶 板厚度
ps_y2
上、下模螺钉Y向距离
rp_bd=RP_d+0.2
回针(复位杆)孔直径=回针直径+0.2
rp_hd=20+1.4
回针沉头孔直径
rp_hh=4+0.2
回针沉头孔深度
rp_l=EJB_off-BP_off
回针长度=底针板偏离-B板偏离
spn_bd=SPN_d+2
拉杆避空孔直径=拉杆直径+2
spn_bush_bd
顶板宽度=模身类型
T_height=supp_t_plate*TCP_h
顶板高=有无顶板*顶板厚度
U_height=supp_u*U_h
托板高度=有无托板*托板厚度
U_off=BP_off+BP_h
托板偏离=B板偏离+B板厚度
cs_bd
C板螺钉通过孔(在底板上)直径
cs_h=2*CS_d
C板螺钉旋入长度=2倍螺钉直径
有无推板导套:=1有导套;=0无导套
supp_gbb_r=1
有无水口板导套:=1有导套;=0无导套
supp_gpa=1
有无导柱:=1有导柱;=0无导柱
supp_r=1
有无水口板:=1有水口板,=0无水口板
supp_s=1
有无推板:=1有推板,=0无推板
supp_spn=1
有无拉杆:=1有拉杆,=0无拉杆
spn_x=if(GTYPE==3)(spn_x_tp)else(gp_x) (拉杆X向距离=如( )()其余 (导柱X向
距离)
spn_x_tp
spn_y=if(GTYPE==3)(spn_y_tp)elseif(SPN
_TYPE==0&>YPE!=3)
(gp_spn_y1)elseif(SPN_TYPE==1&>Y
PE!=3)
(gp_spn_y0)elseif(SPN_TYPE==2&>Y
PE!=3)
(gp_spn_y0)elseif(SPN_TYPE==3&>Y
PE!=3) (gp_spn_y1)else(gp_spn_y0)
spn_y_tp
supp_gba=1
有无导套:=1有导套;=0无导套
supp_gbb=1
if(SPN_TYPE==1)(gp_spn_y1)else(gp_spn 距离yo)其余( 如(拉杆在内侧)(拉杆Y
_y0)
向距离y1)其余(拉杆Y向距离yo))
gpa_bd=GP_d
导柱孔直径=导柱直径
gpa_hd=25+1.4
导柱沉头孔直径
gpa_hh=6+0.2
导柱沉头孔深度
mold_chamfer=1
h)
度)其余(推板厚度)
S_off=move_open
推板偏离= 动模离空
TCP_off=R_off+supp_r*R_h
顶板偏离=弹料板偏离+有无弹料板*弹料板厚 度
TCP_off_z=TCP_off
顶板偏离Z值=顶板偏离
TCP_top=TCP_off+TCP_h
顶板顶面=顶板偏离+顶板厚度
TW=Mold_type
supp_u=1
有无托板:=1有托板,=0无托板
supp_t_plate=if(Mold_type==H&&SG==1)( 有无顶板=如(直身模&&大水口)(无顶板)
0)else(1)
其余(有顶板)) 板)
( =1 有 顶 板 ; =0 无 顶
supp_t_screw=if(Mold_type==H&&SG==1) 有无顶板螺钉
(0)else if(SG==0)(0)else(1)
左边C板X向偏离=-半模板宽+半C板宽度
Cr_off_x=mold_w/2-C_w/2
右边C板X向偏离=半模板宽-半C板宽度
EJA_off=EJB_off-EJA_h-4*ETYP E
面针板偏离=底针板偏离-面针板厚度4*ETYPE
EJB_off=BCP_off-EJB_h-EJB_open
底针板偏离=底板偏离-底针板厚度-底针板离 空(垫钉高)
说明
模架型号 模板宽度 模板长度 动模离空 定模离空 底针板离空(垫钉高度) 顶板厚度 B板厚度 EJB长度 EJP长度 EJP无、有
C板宽度 顶出板宽度 面针板厚度 底针板厚度 A板厚度 B板厚度 承板(C板)厚度
面、底针板固定螺丝直径 顶出板螺钉X向距离 顶出板螺钉Y向距离 拉杆型号 水口板(弹料板)厚度 推板厚度 回针(复位杆)直径 EGP直径 回针X向距离 回针Y向距离 拉杆直径 导柱或拉杆X向距离 拉杆Y向距离Y0 拉杆Y向距离Y1 上下模螺钉直径 上下模螺钉沉头孔深度 上下模螺钉X向距离 上下模螺钉Y向距离 单边螺钉数量 模胚类型 直身模顶板宽度 工边模顶板宽度
gbb_l=S_h-1
推板导套长=推板厚度-1
gp1_l=AP_h+AP_off+BP_h+BP_off
导柱长度=A板厚度+A板偏离+ B板厚度+B板
偏离
gp_l=U_off+R_off-
导柱长度=托板偏离+ 水口板偏离-(3+动模离
(3+move_open+fix_open)
空+定模离空)
gp_y=if(SPN_TYPE==0)(gp_spn_y0)else 导柱Y向距离= 如(拉杆在外侧)(拉杆Y向
cs_hd
螺钉沉头孔直径
cs_l=BCP_h+CS_d*1.5-cs_hh
C板螺钉长度=底板厚+1.5倍螺钉直径-沉头孔 深度
cs_tap_d
C板螺纹底孔直径
es_bd
顶出板螺钉通过孔(在底针板上)直径
es_hd
顶出板螺钉沉头孔(在底针板上)直径
es_hh
顶出板螺钉沉头孔深度
es_l=EJB_h+EJA_h-es_hh
顶出板螺钉长度=底针板厚+ 面针板厚-沉头孔 深度
es_n
顶出板螺钉数量(单边)
es_tap_d
面针板螺纹底孔直径
gba2_l=BP_h
B板导套长度(简化型小水口模架)=B板厚度
gba_bd
导套安装孔直径
gba_hd=35+1.4
导套头部沉孔直径
gba_hh
导套头部沉孔深度
gba_l=AP_h
A板导套长度=A板厚度
变量表达式LKM-PP
index modle_w modle_l move_open fix_open EJB-open=0 TCP_h BCP_h ejp_l ejb_l EG_Guide op_h C_W EF_W EJA_h EJB-_h AP_h BP_h U_h es_h Es_d es-x es_y SPN_TYPE R_h S-h RP_d EGP-d rp_x rp_y SPN_d gp_x gp-spn_y0 gp_spn_y1 ps_d ps_hh ps-x ps_y ps-n mold_type H I pp_d dp_l dp-x dp_y