邯钢二炼钢厂板坯中心偏析的研究
改进连铸中间包工艺技术减少异常铸坯产生
一、引言面对严峻的钢铁形势,邯钢把产品转型升级作为重大战略来抓,品种钢上量、产品结构升级和生产成本的压减是提升钢铁行业竞争力必不可少的一步。
邯宝公司炼钢厂肩负着公司80%品种钢的生产任务,尤其是汽车钢的增多,呈现异常铸坯封锁控制较多,成为压减成本、产品提档升级的限制环节。
为了减少连铸异常封锁铸坯,保证合同及时兑现,压减带出品量迫在眉睫。
而邯宝炼钢厂要想压减带出品量,除了提升成分命中率外,减少连铸异常坯控制是压减带出品量最为关键一环。
二、改进措施项目(一)通过改进中间包吹氩技术,减少连铸异常坯产生中间包吹氩主要包括板间吹氩、上水口吹氩和塞棒吹氩。
SEN 滑板间氩气流形成的环形密封,隔绝了钢流与空气中氧的接触;上水口吹氩使上水口内壁形成的氩气膜,防止钢水中的Al 2O 3夹杂在上水口附着;塞棒吹氩使氩气泡进入SEN 内部钢流,可调整水口内钢水的流动状态和流速,减少了Al 2O 3在水口内壁的聚集,避免水口堵塞造成塞棒上涨,减少了大型夹杂物的生成。
发明了中间包氩气调节直观控制技术,确保了中间包动态吹氩效果。
中间包塞棒和上水口吹氩的好坏直接影响到结晶器液面波动量的大小。
中包吹氩调节的影响因素较多,如钢水过热度、钢水纯净度、拉速变化、断面等。
原来仅给操作工提供一个氩气量调节范围,实践证明该方法可操作性差,液面波动控制仍不理想。
经现场多次实践跟踪,现发明了一种根据观察结晶器液面最佳的活动状态来调节氩气量。
最佳结晶器液面活动状态为:在SEN 水口两侧200~300mm 位置及结晶器窄边部位,对称地出现“鱼吐泡”似的氩气泡为好;参考塞棒氩气量控制在4.5~10L/min ,上水口氩气量控制在3~8L/min 。
通过开发中间包离线上水口透气性检测技术及吹氩技术的优化,不仅使得SEN 水口堵塞率显著下降,由原来的16.7%降低至8%,而且结晶器液面波动量不大于5mm 比例由93%提升至97%,大大减少了异常坯产生。
铸坯凝固结构对中心偏析影响的研究
m c川s oc 阁 c bn g g o icnn uc 1g a h b i s e e i fe 扮 m m a S ean no tus ai b n a e n t d r e t O r i i o s n l k S n vi e g . t a T e fc o P c p 印 er s ba c t s e,u r 成 掀 朋d c lg h e贻t r s a 的l ,u s al p d s h l f o e r e s c sn e g 沐 e 叮 oi n
cnas g o h b n ea e.u aC ss t f r I ne ge etl g an a e a r1 Sc sI e i e , l 抓 h r re t S eS tn e r i C d h ’ O co w Pi n e u n g i , h 五ei re 巧ea t pr r g s re 幻卜 h nrwrcl l c sl ℃z g a 丘t n e ea e r g t,胃 p搜 aoe o u l r t n l r d m t U 胡 ar , ma y a r s ug w e f 斤 z t d g 以 y 】 o认r s n m的 s c r比货 “d Pr hr a e i e e 邝 “b o o ,t l g n nn c wp 吧 t ad i l te 四 e e t u rU , w cr u ec b t c t oc就 g lLs e crt ne f c tg i i Ps h e l 时 n e e f出i bl l mt c sl戏 ot ai bl h d o h nr e nie o d y a e h sn l t e f hi U ln 5思C L s os j 山 gr & 抚I o ti 声衅呱 w c i oet e 代 . i出 a o n . d 2 5 加 h l r 胡r 月 s w h 咖 Te li an 胜c 传oi t a e sd n h 曰 田 mt g o c o s”t fb eh b nt i a t h戒廿 ” ln m e 七s ft o d i i 叨 U s e oe d d e i d h be s.b 胡a a s w t t l re 此  ̄ s ae n Te l sh sl 州 i a i t e y o l n t i a g s i d吟 吨 几 优 比 dge 以 ,eee r f u ht n e Oo ℃Z e dg eo u r a o s r a i u c n 6en l , e e f sp h 吟 创 d勿 1℃, e p e fn l i s r g e e t 姆 0 e h t e e a e ti 。 gp i r b ℃ lu . r e t n 沁 t. l t pru osa 忱 i s t c a d s ,qic l g e a uomWar m t f rg n o n e y r h e s i do n h i e l . 比 1 韶 b o t e t t pr r sa t n S t r 犯 b a us 峋 d 解茂 目 y .i s e e a e ti eg I ie d b t℃月 山 . l , m l o r g 苗 幻n 山 y o m h e 理 f h c cr s rn . .u吨 r nr e 0 nm氏t l p a e s i t n O ht o m Pl a c e d勿 . 公 i h ee t o t g e g e oe l l l 比i a s I e m ru f r hn r a i s t  ̄ d 2℃ l 记c l g e a uom on pi c y b 0 ,q 一 e t n ot 6 i o n h b .. u r e C b n h c acni n f a o t u i a s le dc t au10di o t ft , P l re hu b 二 ue m 苗 e t o i g tS h c r h l 雌 t o d 0 e ye d 1%2%O l m x5n刀 a n bl fml mmn 1耐mn t e ee e 0 . f 5 m l u c t i r . it 4 iA h x rn 5 0 0 sg l o i t e g / o . e Pl t c
板坯氢含量控制和中心碳偏析改善研究

第41卷 第10期 2006年10月钢铁Iron and Steel Vol.41,No.10October 2006板坯氢含量控制和中心碳偏析改善研究朱志远1, 宁林新1, 王国连2(1.首钢集团技术研究院,北京100041; 2.首钢集团第二炼钢厂,北京100041)摘 要:调查了首钢炼钢生产流程中的氢含量变化规律和铸坯碳偏析情况,研究表明L F 处理工序是钢水增氢的主要位置。
在板坯中碳的偏析同时存在负偏析区和中心正偏析。
利用简化的一维非稳态扩散菲克第二定律传质方程,建立了12块板坯堆垛中各板坯内部的元素扩散模型,实际测量了不同时间下板坯堆垛内各板坯的温度变化规律,并将得到的温度测定结果应用于模型中,从而计算得到元素扩散的变化规律。
根据氢和碳的元素扩散规律,可知板坯堆冷工艺可以促使氢的扩散,但对中心碳偏析影响不大。
通过提高加热炉的加热温度和时间,板坯中心偏析将得到很大程度的改善。
关键词:连铸;板坯;氢扩散中图分类号:TF777.1 文献标识码:A 文章编号:04492749X (2006)1020032204H ydrogen Content Control and Improvement ofCentral C arbon Segregation of SlabZHU Zhi 2yuan 1, N IN G Lin 2xin 1, WAN G Guo 2lian 2(1.Research Institute of Technology ,Shougang Group ,Beijing 100041,China ;2.No.2Steelmaking Plant ,Shougang Group ,Beijing 100041,China )Abstract :The change of hydrogen content during steelmaking process was investigated firstly.It was found that hy 2drogen content in liquid steel is rapidly increased in L F process.In the slab ,the negative carbon segregation region and positive segregation in the center are observed simultaneously.By using simplified diff usion equation ,the ele 2ment diff usion model was built for 122slab stack cooling process.The surface temperature of each slab was measured at different stack cooling time.Applying the measured temperature to the model ,carbon and hydrogen diff usion re 2sults were ing these results ,it can be concluded that slab stack cooling can promote the diff usion of hydrogen ,but weakly affect central carbon segregation.Increasing the temperature and holding time of reheating ,central carbon segregation can be improved a great deal.K ey w ords :continuous casting ;slab ;hydrogen diffusion作者简介:朱志远(19732),男,博士,高级工程师; E 2m ail :zhiyuanzhu @ ; 修订日期:2006201204 在钢板生产过程中,铸坯中的元素扩散问题一直是关注的热点。
中等厚度连铸板坯中心宏观偏析特性研究
中等厚度连铸板坯中心宏观偏析特性研究
中等厚度连铸板坯中心宏观偏析特性研究
精确了解连铸板坯偏析分布的特征,对连铸的工艺控制以及提高连铸坯检测效率有很好的指导价值.本文采用金属原位分析仪对中等厚度连铸板坯的宏观偏析特征进行了系统地研究.结果表明:铸坯中心偏析成岛状出现在中心线附近,且彼此孤立,中心成分起伏波动大;最大偏析的出现位置有一定的偶然性,有时偏离中心线;正偏析元素在整个中心等轴状晶区域内平均含量比较高,波动剧烈,但偏析程度变化在该区域没有明显的趋势;柱状晶组织向等轴状晶的过渡区为严重偏析的高发区域,不同枝晶的生长方式使该区域出现重偏析带.
作者:徐红伟张立方园陈其伟 XU Hong-wei ZHANG Li FANG Yuan CHEN Qi-wei 作者单位:徐红伟,陈其伟,XU Hong-wei,CHEN Qi-wei(安徽工业大学材料科学与工程学院,安徽马鞍山,243000) 张立,方园,ZHANG Li,FANG Yuan(宝钢研究院,上海,201900)
刊名:冶金分析ISTIC PKU英文刊名:METALLURGICAL ANALYSIS 年,卷(期):2007 27(10) 分类号:O657.31 关键词:连铸板坯宏观偏析等轴枝晶原位分析。
管线钢连铸坯中心偏析分析与探讨

管线钢连铸坯中心偏析分析与探讨连铸坯在冶金工业中的作用越来越重要,由于它的性能更为优越,它的市场需求也越来越大。
在连铸坯加工上,特别是在钢管行业,钢管连铸坯的中心偏析变形(CCD)问题成为影响钢管质量的主要原因,因此,对管线钢连铸坯中心偏析的分析和探讨研究,对于改善钢管质量、提高生产效率具有重大意义。
管线钢连铸坯中心偏析是由内部及外部条件引起的,它是由连铸坯粘结性、坯料物理特性和温度分布不均等因素综合影响形成的。
这些具体原因包括连铸参数调节,坯料材质及配比,冶炼温度,熔铁质量及流动性,连铸机的结构及水箱的形状等。
首先,在连铸坯制备过程中,冶炼参数调整是控制连铸坯中心偏析的主要因素。
一些研究表明,当转炉的钢液温度值增加时,铸坯中心偏析值会相应的增大,而当转炉温度降低时,中心偏析值会相应减小。
其次,连铸坯材料及配比是影响连铸坯中心偏析的重要因素。
一些研究表明,当坯料材料浓度增加时,钢管连铸坯的中心偏析值会随之增大;同时,当坯料的含氧量降低时,钢管连铸坯的中心偏析值也会相应减小。
再者,连铸机结构形式及水箱形状是控制连铸坯中心偏析的重要因素。
一些研究报道称,当连铸机结构变形时,钢管连铸坯的中心偏析值会随之增大,而当水箱形状正常时,钢管连铸坯的中心偏析值会相应减小。
最后,熔铁质量及流动性也是影响连铸坯中心偏析的重要因素。
一些研究报道称,当熔铁质量及流动性减少时,钢管连铸坯的中心偏析值会随之增大,而当熔铁质量及流动性增加时,钢管连铸坯的中心偏析值会相应减小。
根据以上分析,就管线钢连铸坯中心偏析的控制原因而言,可以总结出以下措施:1.强对连铸钢液温度的控制,有效控制钢管连铸坯的中心偏析;2.意连铸坯材料及其配比,控制合理的氧化比和粘结性;3. 严格控制连铸机生产,使其结构尽可能接近正常状态;4.善熔铁质量和流动性,保证熔铁质量的稳定性。
以上就是分析和探讨管线钢连铸坯中心偏析的结论,有了上述措施,可以起到改善管线钢连铸坯质量、提高生产效率的作用,也能够帮助企业提高市场竞争力。
连铸板坯中心偏析的成因及预防措施调研
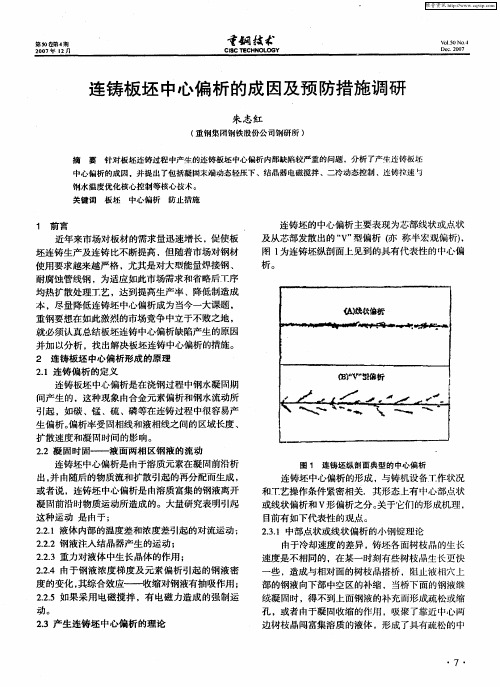
图 l 为连铸坯纵剖面上见到的具有代表性的中心偏 析。
本 ,尽量降低连铸坯中心偏析成为当今一大课题 , 重钢要想在如此激烈的市场竞争中立于不败之地 , 就必须认真总结板坯连铸中心偏析缺陷产生的原因 并加 以分析 ,找出解决板坯连铸中心偏析的措施。
2 连 铸板 坯 中心偏 析 形成 的原 理
关键 词 板坯 中心偏析 防止措 施
1 前 言
连铸 坯 的 中心偏 析 主要表 现 为芯 部线 状 或点 状 及从 芯部 发散 出的 “ ” V 型偏 析 ( 称 半宏 观偏 析) 亦 ,
近年来市场对板材的需求量迅速增长 , 促使板 坯连铸生产及连铸 比不断提高 .但随着市场对钢材 使用要求越来越严格 ,尤其是对大型能量焊接钢 、 耐腐蚀管线钢 ,为适应如此市场需求和省略后T序 均热扩散处理_艺 ,达到提高生产率 、降低制造成 丁
l蛙 鼍 蚜 ≈盘 砖 跫
焉
r ・
…。
l 兼筮 柱 状 岛 蜓 毙盎 § I
。 ‘
鬻
u 噬 l + 《 簧 强 蹴 “ 。
; . ‘
母 l 产 生埭
.;
:. 学 幻 - 憩 } . F : 土 钉
图 2 “ 钢 锭 ” 结构 形 成 过 程 示 意 图 小
图 1 连 铸 坯 纵 剖 面 典 型 的 中 心 偏 析
连铸坯中心偏析的形成 , 与铸机设备_作状况 T 和_艺操作条件紧密相关.其形态上有 中心部点状 T 或线状 偏 析 和 V形 偏析 之分 。 于它 们 的形 成机 理 , 关 目前有如下代表性的观点。 231中部 点状 或线 状 偏析 的小钢 锭理 论 .. 南于冷却速度 的差异 。 铸坯各面树枝品的生长 速度是 不相 同的 ,在某 一时 刻有 些树 枝 品生 长更 快 些 ,造成与相对面的树枝品搭桥 ,阻止液相穴上 部 的钢液 向下 部 中空 区的补 缩 ,当桥下 面 的钢液 继 续凝同时 ,得不到上面钢液的补充而形成疏松或缩 孔 ,或者 南于 凝 固收缩 的作 用 ,吸 聚 了靠近 中心 两 边{ 品闯富集 溶 质 的液体 。形成 了具 有疏 松 的 中 对枝
邯宝炼钢厂板坯连铸机结晶器振动导向研究
dn l n o z na elc in o e s b CC mo l s i a in T e s e i gd vc a — o n o e rl u i i a d h r o tl f t f h l M u d o c l t . h t rn e iewe rd w ft ol nt a i d e o t a l o e h i a a y e y d t ci gt e h r n s f h ol u f c t a d e stse . A r l rma e o en w tr S n l z d b e e t h a d e so er l s r ewi ah r n s tr n t a h e ol d f h e mae i e t . a a d p e n t a ft e o ii a mp ae ol r T e l b i ain r ue wa d f d T e s i l s e a lw s a o t d i se d o r n li o d r l . h u rc t o t smo i e . h t n e sh x — h g e o i a g n s c e ce ut be f rh g e e au e a d h g u d t r s d A e rr ssig ln — f ol r o o k ts r wss i l o i h tmp r t r n ih h mi i we e u e . a y w a —e it o g l e r l n i e u i wa e in d a d fb iae c o d n o t e me s r s me t n d a o e T e n w olr u i h s b e n t sd s e n a r td a c r i g t h a u e n i e b v . h e r l n t a e n g c o e
高强船板中心偏析产生的原因分析及预防措施

[ 1 ] 陆盛意. 连铸坯质量. 冶金工业出版社, 2000. [ 2 ] 蔡开科. 连续铸钢原理与工艺. 冶金工业出版社, 1994.
( 上接第 17页 ) 4. 7 炮泥有优异的耐渣铁侵蚀性, 实现长时间出铁
具有优异的耐渣铁侵蚀能力是对铁口炮泥的最 基础要求。好的抗渣铁侵蚀能力可以有效地保持良 好的铁口形状, 使铁溜浑圆不散, 铁口扩口缓慢, 从 而显著地延长出铁时间。这主要是通过改进炮泥的 质量而实现的。需要指出的是, 对于抗铁水侵蚀能 力和抗熔渣侵蚀的能力是需要分别考虑的。铁水的 侵蚀主要是物理性的磨损, 而渣的侵蚀则以化学侵 蚀为主。所以当生产中出现铁口扩口太快, 出铁时 间过短的现象时, 需要分析导致该现象出现的原因。 这时对于 见 渣系数 的 分析会 提供有 益的信 息。 尤其是在 见渣系数 不高的情况下, 通常如果开始 出铁后马上铁口就扩得很快显然是炮泥的抗铁水侵
邯郸 056015)
摘要: 从工艺及设备两个方面分析中心偏析产生的原 因, 结合 生产现 场存在 的主要 问题, 采取控 制钢水
过热度、恒定拉速、优化二冷配水、加大凝固末端辊缝收 缩量等 措施, 改善铸 坯内部 质量, 取得了 良好效
果, 高强船板断口分层改判率由原来的 3. 09% 下降为 1. 09% 。
HEBE I Y EJIN
图 7 二冷配水趋势图
另外现场实际为每段各个喷嘴的喷水情况极为 不理想, 尤其是八区 6、7、8段凝固末端内弧水分配 极为不均。具体现象是: 作为一路水, 6段只能保证 2 / 7的喷嘴有 水, 7 段只能保 证 3 /7 的喷嘴有 水, 8 段可以保证 4 / 7的喷嘴有水; 尤其是本应得到相对 较强冷却的 6段, 共 21个喷嘴, 其中有 6个喷嘴处 于正常喷水工作状态, 5 个处于时断 时续的工作状 态, 有 10个喷嘴处于完全不喷水状态。为改变各段 冷却水量分配不均的状态, 保证凝固末端冷却均匀, 更改冷却回路, 将原先 6、7、8 段冷却水由一个回路 控制更改为 3 个冷却水回路, 6、7、8 段分段单独供 水。
管线钢连铸坯中心偏析分析与探讨

管线钢连铸坯中心偏析分析与探讨近年来,随着石油、天然气等脆弱资源的不断消耗,地球环境的持续恶化以及人类活动的日益增加,越来越多的人开始重视环境保护,而管线钢的应用正是维护环境的必要手段之一。
它的承载能力大、耐腐蚀性强,且可以连铸出大小规格、各种不同形状的钢材,成为各行各业的首选材料。
然而,连铸的生产过程也会产生偏析现象,造成连铸外形和钢料物性的偏离,严重地影响着生产效率和质量。
因此,深入研究管线钢连铸坯中心偏析现象对于管线钢的生产有着重要意义。
管线钢连铸坯中心偏析是指在管线钢连铸过程中,将钢水放入带有内部凹槽的连铸坯后,出现不均匀的坯料径向流动和分布现象。
这一现象会使得管线钢的外形及其材料物性受到影响,甚至可能影响管线钢的安全运行。
所以,对管线钢连铸坯中心偏析现象的深入分析及探讨,有助于合理改善管线钢的生产工艺,减少生产成本,同时提高整体的质量控制。
在管线钢连铸坯中心偏析研究方面,研究者采用了实验测试、模拟计算和数据分析等方法。
例如,通过仿真分析和实验室研究,对坯料偏析现象的影响因素进行了研究,如:连铸坯的凹腔几何参数、加料位置、充型状态等。
以及坯料偏析现象发生的条件、规律和动力学过程。
进一步,模拟计算和数据分析技术还被用于分析不同熔炼技术、温度等因素与坯料偏析现象之间的关系,并且提出更好的熔炼技术进行优化,以减少或消除管线钢连铸坯中心偏析现象。
此外,在实际生产中,操作工艺参数也可以改善坯料偏析现象。
例如,在放料时减少管口宽度,可以减少坯料运动速度,而减小注入水量,可以降低坯料表面温度。
此外,可以采用椭圆形或弯折形注入管,以改变坯料运动趋势,减少坯料偏离中心线;还可以通过减少蒙皮厚度、改变放料管管口角度等方式减少偏析。
另外,增加护函的厚度,也可以改善坯料的流动和偏析现象。
根据研究结果,运用椭圆形或弯折形注入管、减少管口宽度、改变放料管管口角度等操作参数,可以改善管线钢连铸坯中心偏析现象。
而采用仿真分析和实验室研究,对坯料偏析现象的影响因素进行研究的数据分析,也可以解决偏析现象,进而提高管线钢的生产效率。
控制连铸板坯中心偏析的实践_黄成红
控制连铸板坯中心偏析的实践黄成红,陈国威,刘光明(武汉钢铁股份有限责任公司炼钢总厂二分厂,湖北武汉430083)摘 要:中心偏析是连铸板坯常见的内部缺陷之一。
近几年来,武汉钢铁股份有限公司炼钢总厂二分厂通过坚持日常的铸坯低倍组织分析,采用轻压下技术和电磁搅拌工艺,控制好铸机辊缝精度,完善二冷配水制度,维护好二冷设备等措施,消除了铸坯A类偏析,并将B类偏析发生率控制在5%以下。
关键词:板坯;中心偏析;实践中图分类号:T F777.1 文献标识码:B 文章编号:1002-1043(2009)03-0025-04Practice in controlling center segregation of continuons casting slabH UANG Cheng-ho ng,CH EN Guo-w ei,LIU Guang-ming(No.2Steel-m aking Plant of WISCO,Wuhan430083,China)Abstract:Center seg reg ation is the com mon inner defect of slab.By insisting on day to day macrog raphic analy sis o n the structures o f the co ntinuons casting slab,adopting the soft reduction techno logy and the EM S pro cess,prope rly contro lling the ro ller gap,im-proving the secondary co oling schedule and maintaining w ell the secondary co oling e-quipments in the recent y ears the g rade A seg regatio n has been eliminated and the rate of g rade B seg reg atio n co ntro lled within the limit of5%below in the No.2Steel-making Plant o f WISCO.Key words:slab;center seg reg atio n;practice 连铸板坯中心偏析是指位于铸坯中心部位的C、P、S等元素含量明显高于其它部位的宏观偏析现象。
高强钢连铸板坯中心偏析的分析及改善措施

关键词 :连铸坯 ;中心偏析 ;带状组织
、
1 连铸坯 中心偏析 的成 因
导致 连铸 坯 出现 中 心偏 析 的原 因主 要 包 括 两 个 方 面 ,一 方 面是枝 晶搭 桥形 成 了小 钢 锭 ,另 一方 面是 发生 了铸 坯鼓 肚 的 问题 。在 连铸 坯 凝 固过 程 中 ,液芯末 端 会 存 在 一 个 固 液 两 相 混 合 组 成 的糊 状 区 。凝 固过 程 中 ,钢 液 会 收 缩 向坯 壳 和 拉 坯 方 向 ,最终形 成 小 孔 。位 于弯 月 面 的钢 液 受 到 地 心 引力 会注 入 到 收 缩 形 成 的孔 洞 当 中 ,通 过 这 种 方 式 可 以有效 防止疏 松 和偏 析 问题 的 出现 。上述 为 理 想 状态 ,但是 在 实际 铸 造过 程 中 ,由于 出现 了小 钢锭 ,钢液 难 以及 时形 成 收缩 孔 或 者 难 以注 入 收 缩 控 制红 ,最 终 导 致 偏 析 问题 出 现 在 铸 坯 中心 部 位 。通过偏 析 问题 出 现 的 过 程 分 析 可 知 ,拉 坯 方 向液 芯 中心线 附近 的钢 液 会 在钢 液 凝 固过程 中 出 现 一定 的变 化 ,前 沿 温 度 梯 度 不 同是 造 成凝 固波 动 的 主要 原 因。
第一 ,辊缝偏差会受到扇形段 上下框架 间连 杆 弹性 变形 的影 响 ,为 了消 除这 种 影 响 可 以 采 取 补偿校验连 铸机扇形 段拉杆 、连铸机参 数控制系 统 中输 入 扇形段 拉 杆 补偿 值 的方 式进 行 控 制 。第 二 ,连铸机扇形段夹紧缸位移传感器会存 在系统 误 差 ,为 了消 除这种 误 差 的影 响 ,可 以定期 表 动 连 铸机扇形段 实际辊缝 与 目标辊缝 的偏差 ,比如通 过 在线 辊缝 仪 、手持 辊 缝仪 的方 法 。第 三 ,连 铸 机 扇 形段 驱 动 辊 在 线 辊 缝 偏 大 会 影 响 整 体 辊 缝 偏 差 ,为了消除该 因素 的影响可 以标定并控 制连铸 机 扇形段 驱 动辊 辊缝 。
高质量铸坯的连铸夹杂物及偏析控制技术研究

管理及其他M anagement and other 高质量铸坯的连铸夹杂物及偏析控制技术研究李长华摘要:伴随钢铁冶炼技术的不断发展,对钢材质量的要求也逐步提升,尤其汽车板及建筑领域钢材更为严格。
为了提升最终钢材产品质量,炼钢精炼过程中应提升钢材的纯净度,降低钢材中夹杂物成分比例。
为进一步实现铸坯质量提升,改善铸坯心部质量及成分偏析问题,对铸坯夹杂物、铸坯偏析进行系统分析,对连铸工艺进行现场调研,查找影响铸坯质量的关键因素及控制环节,并根据分析结果研究确定电磁感应加热技术、中间包低氧浇铸复合控制技术、超大规格圆坯凝固偏析控制技术,从而实现工艺技术和产品质量升级的目的。
关键词:连铸;偏析;电磁感应;应用在现代化社会环境下,国内钢铁发展的智能化程度越来越高。
连铸区段是钢铁生产非常重要的一个环节,对于该区段的工序运行协调控制分析技术进行研究,能够对传统的工序进行优化,能够有更好的生产效果,比如说对于工序功能的结合解析以及对于流程工序的集合重构等。
所以我们应该加强对于连铸运行控制和过程热状态监测的研究,探索一条更加科学的对炼钢厂的多工序协同运行水平进行量化评价的方式方法,并为其设计与之相匹配的模式。
1 问题的提出当前钢材产品中的夹杂物主要以非金属化合物形式存在,其中占比较多的为硫化物,氧化物和氮化物。
这些杂质的存在让钢材的组织结构出现一定程度的不均匀现象,并且对整个钢材的物理性能及化学性能存在重要的影响。
在转炉精炼过程中,一定要做好对钢材夹杂物成分的控制,如果工艺控制不得当对后期冷热加工也会产生相应的负面影响。
电炉炼钢连铸生产线于2013年8月份投产,其产品断面主要有Φ500mm、Φ650mm、Φ700mm、Φ800mm,定尺长度4.0m~9.0m。
产品定位以汽车、石油化工、铁路、核电及风电等高端制造业用钢为主,其中主要包括优质碳素钢、合金结构钢、管坯钢、轴承钢等。
而铸坯夹杂物超标,铸坯偏析等实际生产问题制约着生产提效,客户满意度较低。
中心偏析原因_危害_评定及预防_上_
对后一个标准, 描述中心偏析的形貌特征 为: 铸坯硫印图的中心区域内有颜色深浅不一 的褐斑或集中的褐带, 褐带呈连续和不连续两 种。 原则依照该标准附录 A 提供的第一评级 图, 以偏析类型、偏析带厚度或偏析斑点大小评 定。评级图, 是 A、B、C3 类组成, A 类评级见表 1, B 类评级见表 2, C 类评级见表 3。 再在相应 产品标准的技术条件 (不少标准笼统称为偏析, 希望修订时给予明确, 以适应连铸坯的需要) 中, 查出规定的合格级别来判定产品是否合格。
若用有明显中心偏析的钢材做成钻头, 还 会形成对钻头极为不利的粗柱晶结构。 在使用 中裂纹沿晶界发展, 该结构导致崩牙。有资料说 明, 使用寿命可能缩短到正常的 1 20 至 1 7。 21212 使钢材出现各向异性
中心偏析在板坯的纵向和宽度方向上的分 布有很大变化, 中心偏析在宽度方向的分布与 冷状态下板厚有关, 这使钢中的化学成分出现 很不均匀状态, 导致力学性能各向异性, 特别是 由于M nS 在中心偏析带内聚集, 使成品钢板沿 厚度方向的力学性能变坏。 但是对于低硫钢来 说, 这种影响就不大了。 21213 降低钢材韧性
1 中心偏析原因 111 连铸坯自然凝固 11111 选分结晶
钢液是由碳、硅、锰、磷和硫等元素在铁中 溶解的熔体, 在结晶结束后得到的仍是化学成 分不很均匀的固相。一般来说, 最初生成的树枝 晶化较纯, 熔点较高, 其中含碳和其他杂质要少 一些, 最后生成的晶体含碳和其他杂质较高, 熔 点也低些。 11112 密度差异
铸坯中心偏析工艺影响因素分析及改进措施
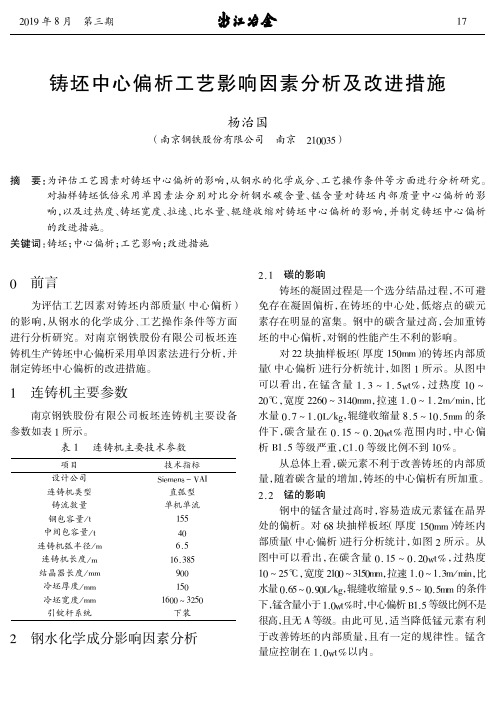
+!, - ".
(!) 量 $%!4 * $%"$&’( ,锰含量 !%$ * !%4&’( ,宽度 "4$$
/!0(.1 2 .3)
(") * #"$$66,拉 速 !%$ * !%#6 - 678,比 水 量 $%9 *
式中,+ 为液态金属凝固形核率;/ 为晶体生长 $%:1 - ;<,辊缝收缩量 =%4 * !$%466 的条件下,过热
大,己结晶形核的晶胞向前生长的速度越快,柱状 质量,过热度应控制在 ! * !$>范围内。
#’%6 年 2 月 第三期
铸坯中心偏析工艺影响因素分析及改进措施
%6
图 ! 过热度对中心偏析的影响
!"# 铸坯宽度的影响
缝收缩量 6"& ) %’"&((,从整体看,#%&’ ) #&&’((、
对 $$ 块抽样板坯(厚度 %&’(()铸坯内部质量 #&&’ ) #6&’((、!’’’ ) !!’’(( 期间,7%"’ 8 9%"& 级
从总体上看,碳元素不利于改善铸坯的内部质 量,随着碳含量的增加,铸坯的中心偏析有所加重。 !4! 锰的影响
钢中的锰含量过高时,容易造成元素锰在晶界 处的偏析。对 35 块抽样板坯(厚度 "%#)))铸坯内 部质量(中心偏析)进行分析统计,如图 ! 所示。从 图中可以看出,在碳含量 # 4 "% 7 # 4 !#819 ,过热度 "# 7 !%:,宽度 !"## 7 $"%#)),拉速 "4# 7 "4$)0 )’*,比 水量 #43% 7 #46#<0 =>,辊缝收缩量 64% 7 "#4%)) 的条件 下,锰含量小于 "4#819时,中心偏析 ?"4% 等级比例不是 很高,且无 . 等级。由此可见,适当降低锰元素有利 于改善铸坯的内部质量,且有一定的规律性。锰含 量应控制在 " 4 #819 以内。
宽厚板连铸坯中心偏析的产生原因及控制
第36卷第1期2010年2月包 钢 科 技Science and Technol ogy of Baot ou SteelVol.36,No.1February,2010宽厚板连铸坯中心偏析的产生原因及控制3贾生建,贾国栋,关 胜(内蒙古包钢钢联股份有限公司薄板坯连铸连轧厂,内蒙古包头 014010)摘 要:通过考察包钢薄板坯连铸连轧厂生产的宽厚板铸坯低倍检验结果,结合连铸的工艺、钢水质量及设备状况等因素分析了板坯内部中心偏析的产生原因,提出在生产实际中改善铸坯内部缺陷的措施,并在生产中应用,取得了比较明显的效果。
关键词:低碳微合金钢;板坯;内部缺陷中图分类号:TF77711 文献标识码:B 文章编号:1009-5438(2010)01-0015-03Causes and Con trol on Cen ter Segrega ti on for Con ti n uousCa sti n g B illets of W i de and Th i ck Pl a tesJ I A S heng-jian,J I A Guo-dong,G UAN S heng(CSP P lan t of S teel U nion Co.L td.of B aotou S teel(Group)Corp.,B aotou014010,N ei M onggol,Ch ina) Abstract:I n the paper,it is analyzed the l ow power test results of the casting blanks which are p r oduced in the p r oduc2 ti on line of wide and thick p late in CSP Plant of Baot ou Steel.Moreover,the causes of internal defects such as center segre2 gati on of slabs are analysed combined with technol ogy,quality of liquid steel,and equi pment in continuous casting.A t last, the measures t o i m p r ove internal defects of casting blanks in actual p r oducti on are put f or ward and app lied,which have ob2 tained obvi ous effects. Key words:l ow-carbon m icr o all oyed steel;slab;internal defects 包钢宽厚板连铸机于2007年10月投产以来,成功开发出了低碳微合金高强度系列钢种,主要包括Q345系列钢种、Q460C、Q550D等高强度钢。
高强船板中心偏析产生的原因分析及预防措施

过 热度 、 恒定拉速 、 优化二冷配水 、 加大凝 固末端辊缝 收缩 量等措施 , 改善铸坯 内部 质量 , 取得 了 良好 效
果 , 强 船 板 断 口分 层 改 判 率 由原 来 的 3 0 % 下 降为 10 % 。 高 .9 .9 关键 词 : 中心 偏 析 ; 口分 层 ; 注 速 度 ; 次 冷 却 ; 缝 断 浇 二 辊
图 1 断 口分 层 图
2 0 年 邯 钢 公 司 三 炼 钢 厂 生 产 高 强 船 板 09 197 2t因质 量缺 陷改 判 69 7t其 中断 口分层 改 2 0 , 8 , 判 39 2t分 层改 判率 为 3 0 % 。 轧后 质 量 缺 陷分 6 , .5
中 图分 类 号 : G 3 . T 35 5 文 献 标 识 码 : B 文 章 编 号 :06— 0 8 2 1 )4—0 2 10 5 0 (0 1 0 0 4—0 4
REA S ON ANALYS S AND RECAUTI I P ONS FOR CENTRAL EGREGATI S ON OF GH — S HI TRENGTH HI S S P TEEL
05 01 6 5;2. Con iuo s tn u Ca tn a li il Ha a r n n S e lCo pa si g nd Ro l ng M l , nd n Io a d t e m ny, He e Io a e l b i r n nd Ste
( 、 北 钢铁 集 团 邯 钢 公 司 三 炼 钢 厂 , 北 邯 郸 0 6 1 ; 、 北 钢 铁 集 团 邯 钢 公 司 连 铸 连 轧 厂 , 北 1河 河 505 2河 河
邯郸 061 ) 50 5 摘 要 : 工 艺 及 设 备 两 个 方 面 分 析 中 心 偏 析 产 生 的 原 因 , 合 生 产 现 场 存 在 的 主 要 问 题 , 取 控 制 钢 水 从 结 采
高强钢连铸板坯中心偏析的分析及改善措施
高强钢连铸板坯中心偏析的分析及改善措施摘要:高强度钢一般含有高碳含量和锰质量分数。
连铸坯在凝固过程中容易形成碳、锰等元素的枝晶偏析,导致中厚板中心出现严重的带状组织缺陷。
带钢结构对钢板的力学性能、成形性和断裂性能有着重要的影响。
对于冷轧钢板,带钢结构的存在会使材料表现出很强的各向异性能,导致材料在深加工过程中发生不均匀变形,即沿板宽方向的纵向纤维拉伸不一致,导致二次变形。
即使是在应力集中时裂纹的萌生也会影响最终产品的性能。
如何减少和消除连铸坯在凝固过程中产生的偏析,是连铸生产亟待解决的问题。
基于此,本文对高强钢连铸板坯中心偏析的分析及改善措施进行分析。
关键词:连铸坯;中心偏析;改善措施1连铸坯中心偏析的成因导致连铸坯出现中心偏析的原因主要包括两个方面,一方面是枝晶搭桥形成了小钢锭,另一方面是发生了铸坯鼓肚的问题。
在连铸坯凝固过程中,液芯末端会存在一个固液两相混合组成的糊状区。
凝固过程中,钢液会收缩向坯壳和拉坯方向,最终形成小孔。
位于弯月面的钢液受到地心引力会注入到收缩形成的孔洞当中,通过这种方式可以有效防止疏松和偏析问题的出现。
上述为理想状态,但是在实际铸造过程中,由于出现了小钢锭,钢液难以及时形成収缩孔或者难以注入收缩控制红,最终导致偏析问题出现在铸坯中心部位。
通过偏析问题出现的过程分析可知,拉坯方向液芯中心线附近的钢液会在钢液凝固过程中出现一定的变化,前沿温度梯度不同是造成凝固波动的主要原因。
2板坯中心偏析的形成机制及控制措施对板坯偏析的形成机理进行了大量的研究。
可以看出,板坯的中心偏析是由凝固过程中溶质元素的分离和结晶和凝固结束附近富集的偏析元素的液流引起的。
凝固结束时的钢液流动是由壳体的鼓包和凝固过程中钢液的体积收缩引起的。
板坯的中心偏析与钢成分、热性能、几何形状、工艺参数和设备条件密切相关。
不同冷却条件下坯料枝晶间的应力对坯料的中心偏析也有重要影响。
因此,根据不同的情况,我们需要分析中心偏析的原因。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
1刀 5
1 . 1 . 1 . 1 . 60 70 80 90
图 9 复合夹杂物化学成分能谱分析图
ys g h a e a mp i n o e dn ua F . h ee y c n nlid wn o t ce il otn h nx -cs t i 9 e r se m aas r i 1 hmc i si it ue i li s g T n g p t 43 夹杂物分析 .
图5 铸坯中心部位硫化物群
图6 铸坯中心线呈线状分布的夹杂群
F . h spi g u isb t i 5 e h e p l c r g T u d r n e e l o a n
瑰 6 h l , i oi ta g u isb e Te dps i d i rp l c t i i a f s i n e m s a n o a n r
纽
图4 是位于内弧侧2m 4 m处的夹杂物群照片, 图5 是板坯中心部位的硫化物群照片。 34 电镜检验 . 用K K - 0 20 型扫描电镜观察中心偏析及夹 YY 8 杂物, 并对其进行定性、 定量检测。图6 为铸坯中 心 呈线状分布的 夹杂物群, 对夹杂物聚集处做能谱分 析, 结果见图7 及表 7 分析结果可知, 。由 中心偏析 线上, 硫和锰的含量都很高, 所以硫化物夹杂主要以 硫化锰形式存在, 且有些复合硫化物。能谱分析也 显 示出, 铸坯中 心部位还有氧化物夹杂和硅酸盐夹
32 硫印检验 .
杂, 如图8 所示。其夹杂物为复合硫化物夹杂, 硫化 物以氧化物为核心附着其上聚集而成。对其进行能
谱分析, 分析结果见图9 及表 t o
3 5x1 0 3 0x1 0
罗 /( 网旦 0 喻八
2 几止
哎 户
X
.. .
O
观察硫印照片, 绝大部分铸坯中心偏析严重, 在 内 弧侧 1- 0 处, 5- 二 3 常有大块硫化物夹杂富 集区。
S AB I No 2 E L L S N . T E MAKI G LANT HI C S N P OF S O
Wag ag hn R n L Y y g n Zag i n Yf i u Wag o i n Sum g u i h un
Madn ad eG u Cm ay Hb I t tosecad nl y na In S l p p ) ee n i e cne t hog) o r n t r o n ( i t f e o su i n e o c
M
n
‘ 1
鑫 _ _
00 10 . . . 20
叫卜.由 毕‘ . ̄, . ‘“ 份一 ・ 一 冲 一 一 爷 一一 叫 叮  ̄,
「 行 分一丫 -
3 4 . 0 乃
50 60 . . . 7 0
80 9 . 乃
1. 0 1 1 . 1 . 1刀 0 1 . 20 30 4 0
叽v 2-0 5 1- 4
3,J 0 13 1 2,0 F 0 1'
l ox]) (
)
2X 0 - 14 0
1x 0 5 14
0 -下茹不萨哺 厂 面 1 1 1 1 0 1 0 0 2 4 6 8 0 0 0
图1 硫化物夹杂量 F . ' - e osl i i 丁 e t t u h e il h g n f d n p c o -
邢钢二炼钢厂板坯 中心偏析的研究
75 2
析的重要因素。 根据计算和经验, 0 m厚度左右 2m 0 的板坯鼓肚量为08 m时, . m 开始出现带状偏析。鼓 肚变 形 超过 I t wn时, 偏析 加 剧。当变 形超 过 1 。 时, 心偏析会变得非常严重。邯钢板坯平 . 5 中 均鼓肚量为 16m 造成的中心偏析就比较严重。 . m, 3
杂。
图4 内弧侧 2tn 处夹杂群 4t n
Fg4 h i l i gop i ei a 2mm i. e u o r i n r r 4 T n s n u n o r c t c
在铸坯中心偏析带处, 观察到了大块硫化物夹
・7 4 ・ 2
20 中国 0 1 钢铁年会论文集
A SR C T e soc tl e tn sb N . et k g n o l nag t sb ly BTA T h c e e r s r ao o l i o2 en i p t f gn ad l qat a f a e g i f n s la n l f u n g a t a a n h a u e i p b m u d c tl eao a aazd A t s e e sn m ams e t qatp b n m l c s b e r s r tn le. h a t , e s esvd uly l a e a e y a e g i r n y n g e t m i a e e m o h l e i m a r e
 ̄ + -一
.斗 卜
-一 卜, 一一 , ,
李 , 一 一 ,分
1 1 . 1 . 40 10 20
1. 1. 1. 6 30 4 50 刀 0 1
1 . 1 . 1. 70 80 90
图7 中心偏析区化学成分能谱分析图 F . h ee y c u aa s d wn o t ce l psi it c tl eao aa i 7 e r se r nli r i f h nac otn h e r s r tn g T n g p t n ys g h a e i o i n n a e g i m c m o e g 衰 1 能谱分析区域化学成分质f分救l %1
铸坯断面尺寸: 0 0 20 m 1 x -1 m 8 7 0 0
23 连铸工艺 .
大包至中间包敞开浇注, 中间包至结晶器采用 浸人式水口, 结晶器内 加保护渣, 包液面采用碳 中间 化稻壳保护。
24 主要参数 . 中 普通碳素结构钢2 土 9 包过热度: 55 C 低合金结构钢 2 士 ` 05 C 结晶器水量: t 30/ 0 h
夹杂物来源是很复杂的, 通过万能金相显微镜观 察, 钢样中外来夹杂物很少, 主要为内生夹杂物。 铸坯凝固过程中, 夹杂物行为除来源复杂外的
另一个特点是浸人结晶器的杂物上浮、 分离困难, 邯 钢超低头弧形结晶器板坯连铸机更为突出。如上述 硫印片、 显示距内弧侧 2二 左右处出现夹杂 图4 0
72 2
20 中国钢铁年会论文集 01
邯钢二炼钢厂板坯中心偏析的研究
王义芳 张 瑞
王硕明 卢玉英
( 河北理工学院)
( 邯钢集团有限责任公司)
摘 要 分析了邯钢二炼钢厂板坯中心偏析的成因及由其引起的铸坯质量问题, 提出了解决问题的措施。
关扭词 中心偏析 夹杂物 轻压下
R S AR H C N E L NE G G T ON E E C ON E T R I S RE A I OF E
42 凝固 . 结构的影响 铸坯的凝固结构对偏析可产生重要影响, 铸坯 中心部分的 凝固结构对中 心偏析的影响更为明显。 观察邯钢板坯低倍照片和硫印片, 除靠近铸坯表面 几毫米区为激冷等轴晶外, 整个铸坯内部几乎全部 为柱状晶, 这种结构最易形成铸坯中心沿轴线偏析
带, 造成铸坯中心分层。
图 8 铸坯中心区域复合硫化物 F . h c p x pi isb t i 8 e l sl d n c r g T o e u h e l e e m a n
铸机— 检验、 精整— 中板厂。 22 铸机概况 .
机型: 带有弧形结晶器的超低头多点矫直弧形 板坯连铸机 流数: 流 1
铸机半径: t 0 m, 70m R 50t R = 0 m, = 7 n 2 2
R =100 m, 200 m 3 10m R = 0m a 1 工作拉速:.5 . i 08 一1O mn m/
的夹杂物。测定结果如图 1图2图3 、 、 所示。
7x 0 13 0
6Hale Waihona Puke 0x1 0 S Ox1 0图2 大于5v 0 -夹杂物含量 F . h - t t nli  ̄ 5p i 2 丁 e e oi uo g n f sn c 0-
40 0 5 x 1
5 14 鉴 3x0
(日 。
0 14 二 3x0
)
0
X
1 . ‘
n J
I SX 1 们
33 金相检验 . 观察试样的低倍金相照片, 铸坯断面中心基本 都为柱状晶, 取向性强, 有明显的“ 穿晶” 现象, 只是 外弧侧靠近中心区域有部分沉积等轴晶。
选用金相法中的计点法测定了硫化物夹杂、 除
l oxl o 5xI n
L i -
硫 化物夹 杂外的大于5V 0m的夹杂物和小于5 t On p
, : : } :
0一 6 8 0 2 4一 8 ‘ 2 4 0 0 0 0 0 1 1 0 1 1 1 1 1 6 0 0
Ll -
Ll mm
图3 小于,娜 夹 物 量 杂 含
F . h = t t csn w r i 3 e e oili bl 5 m g T n f uo e 肠 n o
元 素
At 06 .9 05 .6 S 05 .2
5
4 中心偏析的成因
F e
Mn 13 .8
4 9 7. 3
中心偏析引 线, 中心复合硫化物
05 .9 3 .5 62
9 .2 68
1 2 5. 6
35 鼓肚f检测 .
对板坯厚度进行了大量测量, 平均鼓肚量为
1 6 ru . 3rn
铸坯凝固 过程中, 由于选分结晶, 溶质元素在凝 固前沿析出及富集溶质元素的钢液运动即会形成中 心偏析。这些运行一般包括: 钢液从浸人式水口注 人结晶器引起的强制对流; 钢液的自 然对流; 由于铸 坯的 鼓肚和冷却收缩对钢液的 抽吸作用。 41 鼓肚的影响 . 板坯鼓肚变形是形成内部裂纹和加剧中心偏