钢管超快冷过程数学模型的研究与开发
钢筋轧后控制冷却的数学模型
2 数学模型的设计思想
建立数学模型的目的就是找出各个工艺参数与自 回火温度的关系 ,按照自回火温度的要求 ,通过数学模 型来设定各工艺参数 。 轧后控制冷却的数学模型有两种 , 一种是理论数 学模型 ,另一种是实用数学模型 。理论数学模型一般 包括 3 个模型 : 始冷温度预报模型 ,预报钢筋进入冷却 管前的温度 ; 水量设定模型 , 设定水量 , 对钢筋进行合 理冷却 ; 自回火温度模型 ,确定钢筋经过水冷后得到的 自回火温度 。
M = A 1 T2 + A 2 TH + h
∑Байду номын сангаас
在式 ( 10) 中 : J 1 (μn ) , J 0 (μn
r ) 分别是第一类的一阶 R
级和零阶贝塞尔函数 ; μn 由下式确定 : ) J 0 (μ μ hR = ( B i = ;μ = λ R) ) J 1 (μ Bi k 由于初始和边界条件的复杂性 , 理论数学模型求 解过程很复杂 , 虽然得出的是温度场的精确解 , 但精确 解的表达式非常复杂 , 包含有级数形式 , 很难得到实际 的数值 。 因此必须对该理论解做进一步的数学假设和 简化 。 令
《2024年热轧钢板超快速冷却工艺的研究》范文

《热轧钢板超快速冷却工艺的研究》篇一一、引言随着现代工业的快速发展,对钢材的需求与日俱增,特别是在机械制造、建筑桥梁、船舶制造等重要领域中,对热轧钢板的质量与性能提出了更高的要求。
为了满足市场对高强度、高韧性、高耐腐蚀性等特性的需求,热轧钢板的加工工艺成为了研究的热点。
其中,超快速冷却工艺作为一种新型的加工技术,对于提高热轧钢板的综合性能具有显著的效果。
本文旨在研究热轧钢板超快速冷却工艺,探讨其工艺特点、影响因素及优化措施。
二、热轧钢板超快速冷却工艺概述热轧钢板超快速冷却工艺是一种通过快速降低钢板温度,以改善其组织和性能的加工技术。
该工艺主要利用高压水或冷却气体等介质,在极短的时间内将钢板从高温状态冷却至室温,从而达到优化钢板组织和性能的目的。
超快速冷却工艺具有冷却速度快、组织细化、性能提升等优点,在提高钢材的强度、韧性、耐磨性等方面具有显著效果。
三、热轧钢板超快速冷却工艺的特点及影响因素1. 工艺特点:(1)冷却速度快:超快速冷却工艺的冷却速度可达每秒数百至数千摄氏度,远高于传统冷却工艺。
(2)组织细化:快速冷却使得钢板的组织得到细化,提高了材料的力学性能。
(3)性能提升:通过优化组织和性能,提高了钢板的强度、韧性、耐磨性等。
2. 影响因素:(1)冷却介质:不同的冷却介质对钢板的冷却效果和组织性能有显著影响。
(2)冷却速度:冷却速度是影响钢板组织和性能的关键因素。
(3)钢板成分与初始状态:钢板的化学成分及初始组织状态对超快速冷却工艺的效果也有重要影响。
四、热轧钢板超快速冷却工艺的优化措施为了进一步提高热轧钢板超快速冷却工艺的效果,可以采取以下优化措施:1. 优化冷却介质:选择合适的冷却介质,以提高钢板的冷却效果和组织性能。
2. 控制冷却速度:根据钢板的特点和性能要求,合理控制冷却速度。
3. 调整钢板成分与初始状态:通过调整钢板的化学成分和初始组织状态,以提高超快速冷却工艺的效果。
4. 引入智能控制技术:利用计算机技术和自动化控制技术,实现超快速冷却工艺的智能化控制,提高生产效率和产品质量。
控轧控冷技术的发展及在钢管轧制中应用的设想

写 T P技 术是 随着钢铁 材料性 能的提 高 和新 钢 种 MC )
开发 的需要 而产 生 的 ,并 随之 得到 了持 续 的发 展 与
应 用 ,其 可在不 降低 韧性 的前 提下 获得更 高 的强度
王 国栋 ( 9 2 ) 14 一 ,男 ,教 授 ,博 士 生 导 师 ,中 国工 程 院 院士 ,中 国金 属 学 会 常 务理 事 ,中 国金 属 学 会 轧 钢 学
在 T P技 术 的发 展 历 程 中 ,人 们 首 先 认 识 MC 到 的是控 制轧 制 。控 制轧制 是 一种用 预定 的程序 来
控 制热 轧 钢 的变形 温度 、压 下量 、变 形道 次 、变 形
会副理事长 、轧制理论学术委 员会 主任 。长期从事钢铁 材料轧制理论 、工艺 、自动化等领域的应用基础和工程 技术研究。先后 主持 和完成多项 国家重点基础研究发展 计划 ( 7 ) 目、高技术 研究 发展计划 (6 ) 目、国 9 3项 8 3项
时间
( 例如 N ) b 是为了提高奥氏体 的再结晶温度 ,使奥 氏体在 比较 高 的温度下 还 处于未 再结 晶区 ,从 而增 大奥 氏体在 未再 结 晶区 的变形量 ,实现奥 氏体 的硬 化。 仅 通过控 制 轧制对 钢材 性能 的提 高有一 定 的局 限性 。比如 “ 温大 压 下 ” 长 久 以来 形成 的 “ 低 与 趁热 打铁” 的传统观念背道而驰 ,它必然受到设备能力 等 条件 的 限制 。操 作方 面 的 问题 也不 容 回避 。为 了 突破控 N ̄N 的限制 ,同时也是 为 了进一 步强 化钢 F L 材 的性 能 ,在控 制轧制 的基 础上 ,又 开发 了利用 轧 材余 热 进行 热处 理 的控 制冷 却技 术 。控制冷 却 的核
《2024年热轧钢板超快速冷却工艺的研究》范文
《热轧钢板超快速冷却工艺的研究》篇一一、引言随着现代工业的快速发展,热轧钢板作为一种重要的金属材料,在汽车、建筑、机械制造等领域得到了广泛应用。
为了提高热轧钢板的性能,研究人员不断探索各种工艺方法。
其中,超快速冷却工艺作为一种新型的工艺技术,能够有效改善钢板的组织结构和性能。
因此,对热轧钢板超快速冷却工艺进行研究具有重要的理论价值和实际意义。
二、热轧钢板超快速冷却工艺概述热轧钢板超快速冷却工艺是一种通过高速冷却技术,使钢板在极短时间内完成冷却过程,从而达到改善钢板性能的目的。
该工艺具有冷却速度快、组织结构均匀、性能优异等特点,能够有效提高钢板的强度、韧性、耐磨性等性能。
三、热轧钢板超快速冷却工艺的研究方法1. 实验方法:通过设计不同的实验方案,研究超快速冷却工艺对热轧钢板组织结构和性能的影响。
实验中,可以采取金相显微镜、扫描电镜、硬度计等手段对钢板的组织结构和性能进行观察和测试。
2. 数值模拟方法:利用有限元分析软件,建立热轧钢板超快速冷却过程的数学模型,通过模拟不同工艺参数下的冷却过程,研究冷却速度、温度场、组织结构等方面的变化规律。
3. 理论分析方法:结合金属学、材料科学等相关理论,分析超快速冷却工艺对热轧钢板组织结构和性能的影响机制,为优化工艺参数提供理论依据。
四、热轧钢板超快速冷却工艺的实验研究通过实验研究,我们发现超快速冷却工艺能够有效改善热轧钢板的组织结构和性能。
在实验中,我们采用了不同的冷却速度和温度制度,观察了钢板组织结构的变化规律。
结果表明,适当的超快速冷却工艺能够使钢板获得均匀细小的组织结构,提高钢板的强度和韧性。
此外,我们还研究了超快速冷却工艺对钢板耐磨性的影响,发现经过超快速冷却处理的钢板具有更好的耐磨性能。
五、热轧钢板超快速冷却工艺的优化与展望针对热轧钢板超快速冷却工艺,我们还需要进一步优化工艺参数,提高工艺的稳定性和可靠性。
未来,我们可以从以下几个方面进行研究和探索:1. 深入研究超快速冷却工艺对热轧钢板组织结构和性能的影响机制,为优化工艺参数提供更加准确的依据。
SWRH82B盘条控冷过程有限元模拟与参数优化

SWRH82B盘条控冷过程有限元模拟与参数优化SWRH82B盘条控冷过程是钢铁生产过程中非常重要的一环,因此在控制过程中需要进行有限元模拟与参数优化,以保证产品质量和生产效率,以下是具体内容介绍。
SWRH82B盘条是一种高强度钢材,其控冷过程是将高温钢坯通过水冷方式快速降温,以获得良好的机械性能和耐磨性能。
在控冷过程中,需要控制温度、冷却速度、冷却水量等多个参数,以确保产品符合制定的标准。
针对SWRH82B盘条的控冷过程,可以采用有限元模拟技术进行参数优化。
首先,需要建立数值模型,包括盘条的几何形状和材料性质等信息。
然后,通过计算流体力学和热学方程,模拟温度分布和冷却过程。
最后,通过对模拟结果的分析和优化,确定最佳的控冷参数。
在模拟过程中,需要注意计算的准确性和稳定性,尤其是温度场和应力场的计算。
同时,还需要考虑到盘条的冷却方式和冷却介质的特性等因素。
通过有限元模拟与参数优化,可以实现SWRH82B盘条控冷过程的最优化,以提高产品质量和生产效率。
另外,模拟结果还可以为制定合理的生产工艺和生产计划提供参考和支持,为钢铁企业的可持续发展做出贡献。
在进行SWRH82B盘条控冷过程的有限元模拟与参数优化时,需要利用相关数据进行分析和优化,以下是一个样例。
1. 盘条的几何形状和材料性质盘条的几何形状和材料性质对于模拟和优化有重要影响。
一般需要测量盘条的直径、长度、厚度等尺寸和硬度、强度、延展性等材料性质。
在优化过程中,可以调整盘条的形状和选择合适的冷却介质,以达到最佳控冷效果。
2. 温度场和应力场模拟结果中最重要的参数是温度场和应力场。
温度场反映了盘条的冷却效果,应力场反映了盘条的机械性能。
可以通过分析温度场和应力场的变化趋势和分布情况,确定控冷参数的优化方向。
3. 冷却介质参数冷却介质的参数也是影响控冷效果的重要因素。
一般需要测量冷却介质的流量、温度、压力和水尺等参数。
在优化过程中,可以调整冷却介质的流量和温度等参数,以达到最佳控冷效果。
钢管下料数学建模

钢管下料数学建模
钢管下料数学建模需要考虑以下几个方面:
1.确定下料长度:根据实际需要,确定每段钢管的下料长度。
这需
要考虑管道的使用场合、管径、壁厚等因素。
2.计算下料余量:在实际下料过程中,需要留有一定的余量,以防
止切割误差或加工误差导致下料长度不足。
一般建议留出
0.5-1mm的余量。
3.建立数学模型:根据实际需要,可以建立数学模型来优化下料过
程。
例如,可以通过优化算法来寻找最短的下料长度组合,或者通过建立数学方程来计算下料长度等。
4.考虑切割角度:在某些情况下,需要对钢管进行切割角度的调整,
以适应实际安装或加工需要。
这时需要在数学模型中考虑切割角度的影响。
5.确定加工误差:需要考虑加工误差对下料长度的影响。
加工误差
包括切割误差、打磨误差、钻孔误差等。
总体来说,钢管下料数学建模需要考虑实际应用场景、管材特性、加工设备等因素,以建立符合实际需求的数学模型。
超快速冷却棒材组织转变的元胞自动机模拟的开题报告

超快速冷却棒材组织转变的元胞自动机模拟的开题报告一、课题研究背景随着现代科技的不断发展,材料工程领域的研究成为了社会各方关注的焦点。
材料的性能和结构与其组织类型密切相关。
因此,利用计算机科学手段来研究材料的结构和性能是非常必要的。
超快速冷却(quenching)是实验室中常用的方法之一,通过快速降温来改变材料的性质和结构,这种方法在生产和制造中广泛应用。
超快速冷却棒材是目前一种热处理材料厂商广泛采用的产品,能实现对金属材料的高效处理。
超快速冷却棒的组织结构对材料的性能具有显著影响,而对组织结构的理解和研究主要依赖于实验研究。
然而,由于实验成本高昂、制约时间长等原因,需要寻找其他方法来研究组织转变的过程。
元胞自动机是一种基于离散时间和空间、局部交互和同步更新的计算模型,广泛应用于物理和生物系统、社会科学和工程技术等多个领域。
通过构建元胞自动机模型,可以模拟材料的结构和性能,从而研究材料的组织结构与性能之间的关系。
二、研究内容和目标本研究旨在基于元胞自动机模型,模拟超快速冷却棒材料的组织转变过程,并探究不同冷却速率、材料成分等因素对组织结构的影响。
具体来说,我们将从以下几个方面展开研究:1. 构建超快速冷却棒材料的元胞自动机模型。
2. 考虑材料的成分、结构和温度等因素,分析不同参数下元胞自动机模型的演化和组织结构的变化。
3. 比较不同冷却速率、材料成分等因素对超快速冷却棒材料的组织结构和性能的影响。
三、研究方法和步骤本研究采用元胞自动机模拟的方法,通过建立超快速冷却棒材料的元胞自动机模型,研究材料组织结构与性能之间的关系。
具体步骤如下:1. 收集超快速冷却棒材料的相关数据和实验结果,确定模型的基础参数,如材料的成分、结构和温度等因素。
2. 构建元胞自动机模型,确定元胞状态以及元胞间的交互规则。
根据元胞自动机模型的特点和实际情况,设计合适的模型结构。
3. 针对模型中的每个元胞,考虑其周围相邻元胞的状态和材料属性,根据设定的交互规则对其状态进行更新。
挤出成型塑料管材冷却过程的建模与温度场数值模拟

挤出成型塑料管材冷却过程的建模与温度场数值模拟挤出成型是一种常用的塑料制造工艺,可以生产出各种塑料管材。
在挤出成型过程中,冷却过程是非常重要的,直接影响着最终产品的质量。
为了优化生产过程,我们可以通过建模和数值模拟来研究挤出成型塑料管材的冷却过程和温度场。
首先,为了进行建模和数值模拟,我们需要考虑一些基本的假设和约定。
假设挤出机的出料速度和温度是稳定的并且均匀分布的。
同时,我们可以假设流动是层流的,材料的物理性质是均匀的,如热传导系数和比热容。
此外,我们还可以假设管材的表面是绝热的。
基于这些假设,我们可以建立挤出成型塑料管材冷却过程的数学模型。
首先,我们可以使用Navier-Stokes方程描述流体力学行为,其中包括质量守恒、动量守恒和能量守恒。
对于非稳态问题,我们还需要考虑非稳态热传导方程。
对于冷却过程的建模,我们可以将挤出出口处的塑料管材视为一维的体积,忽略径向的变化。
然后,我们可以应用热传导方程来描述塑料管材的温度分布,其中热传导系数和比热容在模型中是常数。
数值模拟是研究挤出成型塑料管材冷却过程的常用方法之一。
在进行数值模拟前,我们需要将建模的方程进行离散化处理,转换成有限差分或有限元方程。
然后,我们可以使用计算软件来解决这些离散方程,得到温度场的数值解。
在进行数值模拟时,我们需要设置合适的边界条件和初始条件。
对于边界条件,我们可以将挤出出口处的温度设置为初始温度,同时可以模拟常见的冷却方式,如空气冷却或水冷却。
对于初始条件,我们可以假设挤出机出料时的塑料管材温度均匀分布。
通过进行数值模拟,我们可以得到挤出成型塑料管材冷却过程的温度场分布。
通过分析温度场的变化,我们可以优化冷却过程,提高挤出成型的效果。
例如,我们可以调整冷却介质的流速和温度,改变冷却时间或冷却方式,以实现更好的冷却效果。
总之,建模和数值模拟是研究挤出成型塑料管材冷却过程的有效工具。
通过建立适当的数学模型,并进行数值模拟,我们可以了解冷却过程的温度分布,优化生产工艺,提高产品质量。
钢管下料数学建模
钢管下料数学建模(实用版)目录一、引言二、钢管下料问题的背景和意义三、数学建模方法和技术的选择四、具体建模方法和解决方案五、结论正文一、引言随着我国经济的快速发展,钢铁工业作为基础产业之一,其生产效率和质量的提升成为了行业面临的重要问题。
其中,钢管下料问题作为钢铁生产过程中的关键环节,如何提高下料效率和减少材料浪费,对于提高整体生产效益具有重要意义。
为此,我们需要对钢管下料问题进行数学建模,以期找到最优解决方案。
二、钢管下料问题的背景和意义钢管下料是指将一根钢管按照一定的切割模式进行切割,得到一定长度的钢管。
这个问题在钢铁、建筑等行业具有普遍性。
钢管下料问题的关键在于如何在满足生产需求的同时,最大限度地减少材料浪费,提高生产效率。
因此,对钢管下料问题进行数学建模,有助于优化资源配置,提高整体生产效益。
三、数学建模方法和技术的选择针对钢管下料问题,我们可以采用数学建模方法进行求解。
数学建模主要包括线性规划、非线性规划、整数规划等。
其中,线性规划适用于求解目标函数线性、约束条件线性的问题;非线性规划适用于求解目标函数非线性、约束条件非线性的问题;整数规划则适用于求解整数解的问题。
针对钢管下料问题,我们可以根据具体情况选择合适的数学建模方法。
四、具体建模方法和解决方案在对钢管下料问题进行数学建模时,我们可以根据实际生产需求和切割模式,建立目标函数和约束条件。
具体来说,可以根据钢管的总长度、不同长度的钢管数量以及切割模式等,建立目标函数和约束条件。
然后,采用相应的数学建模方法,求解最优解,从而得到最佳的切割方案。
五、结论通过对钢管下料问题进行数学建模,我们可以找到最优的切割方案,从而在满足生产需求的同时,最大限度地减少材料浪费,提高生产效率。
钢管塔有限元模型快速建模及覆冰动力特性分析
ki u Zedo n Zhaoc ong
( 1 . El e c t r i c Po we r Ec o n o mi c Re s e a r c h I n s t i t u t e o f Sh a n d o n g Za o z hu a n g Po we r S u p pl y Co mp a ny ,Z a o z h ua n g 2 7 71 01。Ch i na
d y n a mi c c h a r a c t e r i s t i c s o f t o we r we r e a n a l y z e d a n d d i s c u s s e d,a n d t h e i n l f u e n c e s o f d i f f e r e n t f i n i t e e l e me n t mo d e l s o n t h e r e s u l t s o f mo d e 1 we r e a l s o s t u d i e d i n t h i s p a p e r .C h a r a c t e r i s t i c s a n d a p p l i c a t i o n s c o p e o f v a r i o u s mo d e l s we r e
中的 特 点 和 适 用 范 围 。在 模 型 分 析 的基 础 上 , 对 不 同覆 冰 厚 度 下 的 钢 管塔 动 力 特 性 进 行 分 析 , 为 进 一 步研 究钢 管 输 电塔 在 覆 冰 条 件 下 的地 震 及 脉 动 风 动 力分 析 提 供 基 础 。研 究表 明 : 塔 架整 体 覆 冰 对 钢 管 塔 架 的 动 力 特 性 影 响 明 显, 钢 管塔 截 止 频 率 随覆 冰厚 度 的 增 加 而 减 小 ; 塔 架 自振 频 率 的 减 小 幅度 随覆 冰 厚 度 的增 加 而 逐 渐 增 大 , 因此 在 进
轴承钢棒材超快冷却的运用研究

轴承钢棒材超快冷却的运用研究针对生产轴承钢棒材产品出现的网状碳化物问题,以国内某厂棒材连轧生产线为依据,对GCr15轴承钢轧后进行快速控制冷却的温度场进行模拟研究,并运用于实际生产中,取得了较好的效果。
结合现场条件所能采用的各种冷却工艺,利用计算机模拟方法,对冷却工艺进行了优化分析,使得GCr15轴承钢φ20~60的产品的网状级别≤2.0级,解决了中小规格棒材轴承钢网状碳化物达不到标准要求的问题。
轴承钢在冷却过程中抑制网状碳化物的析出,是改善和提高GCr15轴承钢性能的必要条件。
网状碳化物的级别高会降低轴承的疲劳寿命,导致在轴承加工的研磨过程中产生磨裂(龟裂);网状碳化物严重,不但球化退火不能消除,甚至在以后的淬火过程中仍有保留,并易产生淬火裂纹或成为疲劳裂纹的发源地之一,作为轴承钢棒材生产线,对轴承钢网状的控制显得极其重要。
1 轧制设备与工艺某轧制棒材车间共有22架轧机,粗、中、预精轧各6架(共18架),精轧4架,其主要生产规格为φ20~90;在线水箱有4套,每个水箱有3条不同内径的管道,根据不同的生产规格可分别运用或组合运用。
水箱采用高压喷嘴水冷却方式,1#、2#、水箱各长7m,有9个喷嘴组成(其中6个正吹,2个反吹,一个气吹);3A、3B水箱各长5m(其中4个正吹,2个反吹,一个气吹)。
水压1.5~1.8MPa,每小时最大耗水量1180L。
2 轴承钢轧后超快速冷却分析和建模2.1 轧后快速冷却分析轧后控冷工艺的传热过程大体包括以下两个阶段:第一阶段为急冷段,钢材离开精轧机组在终轧温度下,尽快进入快速冷却装置,进行快速冷却。
这个阶段的传热按受迫对流沸腾鱼湍流受迫对流传热两种方式进行。
钢进入冷却器后,由于钢表面温度大大高于水的饱和温度,水温剧增至沸点并气化,在钢壁上形成动态蒸汽膜。
此时射流水以≥1.0MPa压力冲击钢表面,全面打碎蒸汽膜,钢外壁的移动又促进了沸腾过程的进行,这种传热过程具有很高的热流量,使传热系数激增。
钢板超快速冷却过程温度均匀性控制
钢 板 超 快 速 冷 却 过 程 温 度 均 匀 性控 制
龚 彩 军 田 鹏 高 雷 何 凌 云
( 1 . 北京 首钢 自动 化信 息技 术有 限公 司 ,北京 1 0 0 0 4 1 ; 2 .首钢秦 皇 岛金 属材 料有 限公 司 , 河北 秦 皇岛 0 6 6 3 2 6 )
关 键 词 :中厚板 ; 超快速冷却 ; 温度均匀性 ; 有 限元法
中图 分 类 号 : T F 7 0 3 . 7
文献 标 志 码 : A
d o i : 1 0 . 3 9 6 9 / j . i s s n . 1 0 0 5 - 7 8 5 4 . 2 0 1 3 . z 1 . 0 5 0
方式 的确 定 、 阀门 开 闭 的数 量 和分 布 以及 冷 却 过程
温度 均匀性 的控 制 。 图 1是超 快速 冷却过 程控 制 系
统 的结 构 图 。
1 超 快 速 冷 却 设 备 布 置 及 控 制 系统
针对 首 秦 4 3 0 0 m m 中厚 板 原 层 流 冷 却 系 统 能
度均 匀性 控制 方法 进行 详细 介绍 。
超 快 速冷却 控 制系统 包括 一级 基础 自动 化和二
级过 程设 定系统 。基 础 自动化 系统 接受 二级 过程设
定 系统和 操作员 的设 定 信号 , 实 现各 集 管 精 确 定 时 开闭 、 各集 管水 流量 的闭 环 自动控 制 以及 辊 道 速度 和加 速度 调整控 制 等 。二 级 系统 的主要 功能 是冷却
新一 代 以超快 速冷 却 ( U F C) 为核 心 的 T M C P工
艺技 术是 当前 轧 钢 领域 正 在 大 力 推 广 的新 技 术 ¨ 。
CLAM钢异径管冷成形数值模拟及试验研究
收 稿 日期 :0 00 —0 修 回 日期 :0 10—6 2 1-52 ; 2 1 -51 基 金 项 目 : 苏 省 博 士 生 创 新 基 金 ( X 9 _ 7 Z ;江 苏 省 重 大 成 果 转 化 专 项 基 金 ( A2 0 0 7 江 C 0 B0 7) B 066) 作 者 简 介 : 训 忠 ( 9 1 ) 男 , 苏 人 , 士 研 究 生 , 从 事 材 料 成 形 数 值 模 拟 与 加 工 研 究 工 作 郭 1 8一 , 江 博 现 1 11
预热 情 况下 的瞬 态 温度 场 , 量 分 析 了焊 件 不 定 同位置 的 温度分 布 并对 比分 析 了不 同的焊接 速
为 : | .8g c 3弹性模量 E 2 8G a泊 密度 0 7 /m , —7 - 1 P ,
松 比 y . 3屈服强度 一54MP 。 =0 3 , 1 a
i i o tn o h a rc t n o ie l e s se i u la u in p oe t Th o d s mp ra tfr t e f b iai fp p i y t m n n ce r f so r jc. o n e c l
f r ng p oc s O ma o mi r e st nuf c ur a t e CLAM h pe t e wa va u t d v a nu e ia i u a s a ub s e l a e i m rc lsm l — to n t s wo k. The v ra i fv l c t c o n t ol o mi oc s s s ud i n i hi r a i ton o e o iy ve t ri he c d f r ng pr e s wa t —
无缝钢管冷轧成型过程的数值模拟
Ab s t r a c t :I n t h i s p a p e r ,t h e n u me r i c a l s i mu l a t i o n o f t h e f o r mi n g p r o c e s s o f s e a ml e s s s t e e l t u b e f o r me d wi t h c o l d r o l l i n g p r o c e s s w a s c o n d u c t e d b y n o n l i n e a r i f n i t e e l e me n t me t h o d . T h e d i s t i r b u t i o n s o f t h e d i s p l a c e me n t ,s t r e s s a n d s t r a i n o f t h e wh o l e f o r mi n g p r o c e s s o f t h e s t e e l t u b e w e r e o b t a i n e d .A c c o r d i n g t o t h e n u me ic r a l c a l c u l a t i o n r e s u l t s , t h e d i s t i r b u t i o n s o f t h e a x i a l s t r e s s . c i r c l e s t r e s s a n d r a d i a l s t r e s s a n d t h r e e—d i me n s i o n a l s t r e s s s t a t e s o f t h e s t e e l t u b e a t d i f f e r e n t a r e a s w e r e d r a w n . T h e me c h a n i s m t h a t t h e r e d u c t i o n o f t u b e d i a me t e r i n l f u e n c e s t h e p r e c i s i o n o f b o t h t h e d i a me t e r a n d wa l l t h i c k n e s s o f t h e t u b e
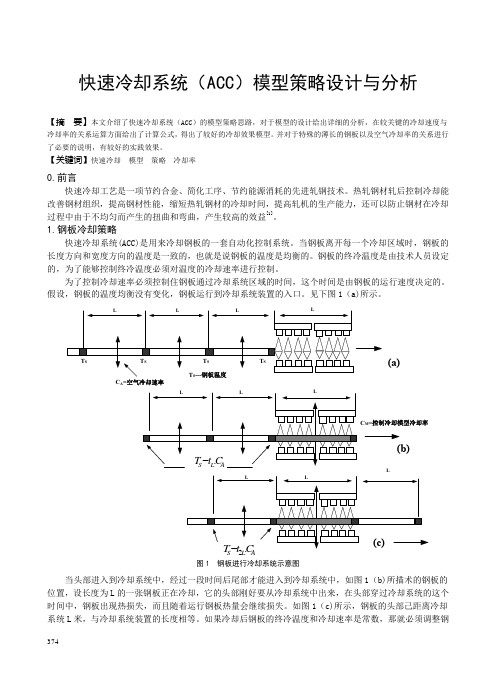
快速冷却系统(ACC)模型策略设计与分析
374 快速冷却系统(ACC )模型策略设计与分析【摘 要】本文介绍了快速冷却系统(ACC )的模型策略思路,对于模型的设计给出详细的分析,在较关键的冷却速度与冷却率的关系运算方面给出了计算公式,得出了较好的冷却效果模型。
并对于特殊的薄长的钢板以及空气冷却率的关系进行了必要的说明,有较好的实践效果。
【关键词】快速冷却 模型 策略 冷却率0.前言快速冷却工艺是一项节约合金、简化工序、节约能源消耗的先进轧钢技术。
热轧钢材轧后控制冷却能改善钢材组织,提高钢材性能,缩短热轧钢材的冷却时间,提高轧机的生产能力,还可以防止钢材在冷却过程中由于不均匀而产生的扭曲和弯曲,产生较高的效益[1]。
1.钢板冷却策略快速冷却系统(ACC)是用来冷却钢板的一套自动化控制系统。
当钢板离开每一个冷却区域时,钢板的长度方向和宽度方向的温度是一致的,也就是说钢板的温度是均衡的。
钢板的终冷温度是由技术人员设定的,为了能够控制终冷温度必须对温度的冷却速率进行控制。
为了控制冷却速率必须控制住钢板通过冷却系统区域的时间,这个时间是由钢板的运行速度决定的。
假设,钢板的温度均衡没有变化,钢板运行到冷却系统装置的入口。
见下图1(a)所示。
T S T ST ST SC A =空气冷却速率T S ---钢板温度C M =控制冷却模型冷却率LLLLLLL.L S AT t C -2.S L AT t C -LLL(a)(b)(c)图1 钢板进行冷却系统示意图当头部进入到冷却系统中,经过一段时间后尾部才能进入到冷却系统中,如图1(b)所描术的钢板的位置,设长度为L 的一张钢板正在冷却,它的头部刚好要从冷却系统中出来,在头部穿过冷却系统的这个时间中,钢板出现热损失,而且随着运行钢板热量会继续损失。
如图1(c)所示,钢板的头部己距离冷却系统L 米,与冷却系统装置的长度相等。
如果冷却后钢板的终冷温度和冷却速率是常数,那就必须调整钢375板通过冷却系统装置的运行速度[2]。
钢的冷变形行为模拟与优化
钢的冷变形行为模拟与优化钢材是一种常见的重要材料,在工业生产和建筑领域中广泛应用。
钢材的冷变形行为是指在常温下对钢材进行塑性成形时所表现出的变形特征。
了解钢材的冷变形行为对于设计和优化钢材成形工艺具有重要意义。
本文将着重讨论钢材冷变形行为的模拟与优化方法。
一、钢材冷变形行为的模拟钢材冷变形行为模拟是通过数学模型和计算方法来预测钢材在冷变形过程中的力学行为和变形过程。
常用的钢材冷变形模拟方法有有限元法、离散元法和计算流体力学方法等。
1. 有限元法有限元法是一种常用的数值计算方法,可以将连续体划分为许多小单元,然后通过对每个小单元进行力学行为和变形过程的模拟来得到整体的力学行为和变形特征。
针对钢材的冷变形行为,有限元法可以用来模拟材料的变形应力、变形速率以及应变等参数。
2. 离散元法离散元法是另一种常用的数值模拟方法,它将连续体划分为许多离散的元素,通过对每个元素进行力学行为和变形过程的模拟,来得到整体的力学行为和变形特征。
离散元法在钢材冷变形行为模拟中可以用来研究材料的晶体变形、晶粒的取向演化等问题。
3. 计算流体力学方法计算流体力学方法是一种数学模拟方法,主要应用于流体的力学行为和变形过程的研究,但也可以扩展到固体材料的力学行为模拟中。
通过计算流体力学方法,可以模拟钢材冷变形过程中的流变特性、形变特性等。
二、钢材冷变形行为的优化钢材的冷变形行为优化是指通过调整变形工艺参数,以达到最佳的力学性能和变形效果的目的。
冷变形行为优化可以提高钢材的强度、硬度、塑性等性能,同时减少可能出现的缺陷和失效情况。
1. 工艺参数优化工艺参数的优化是冷变形行为优化的关键。
工艺参数包括材料的初始状态、变形速率、变形温度等。
通过调整这些工艺参数,可以控制钢材的冷变形过程,并使其达到最佳的力学性能。
2. 材料性能优化除了调整工艺参数,还可以通过优化钢材的化学成分和热处理工艺,来改变材料的微观结构和性能。
例如,通过调整钢材的合金元素含量和热处理工艺,可以改善其强度、韧性等性能,从而达到冷变形行为的优化目的。
钢管空冷模拟计算及软件开发
钢管空冷模拟计算及软件开发顾顺杰;窦志超;姚勇【摘要】借助建立钢管的传热方程、边界条件和求解方法, 得出了钢管空冷数值计算模型, 通过试验室内钢管空冷过程中温度的实际测量对计算模型进行了校验.运用Borland Delphi 7.0编程开发出相应的应用软件, 以辅助技术人员和研发人员进行工艺分析和产品研发.%Simulation mathematical model for pipe in air cooling is obtained through establishing heat transfer equation, boundary conditions and solution method.And the mathematical model is calibrated based on actual temperature measurement of a pipe in laboratory.Also the corresponding application software is developed by Borland Delphi 7.0to help research and development personnel with process analysis and product development.【期刊名称】《四川冶金》【年(卷),期】2018(040)006【总页数】4页(P38-41)【关键词】空冷;模拟计算;程序开发【作者】顾顺杰;窦志超;姚勇【作者单位】天津钢管集团股份有限公司, 天津 300301;天津钢管集团股份有限公司, 天津 300301;天津钢管集团股份有限公司, 天津 300301【正文语种】中文【中图分类】TP319;TG335.7为了进一步提高工艺分析和产品开发的效率和质量,在产品设计时,需要提前预知其工艺特性及产品性能,热处理过程对于调质类和正火类钢管的性能尤为关键,为了对热处理的过程及结果进行提前预测,需要对热处理过程进行数值模拟,利用计算机仿真热处理过程,这一技术在国内外已有了相当的发展[1-5]。
钢管超快冷过程数学模型的研究与开发
钢管超快冷过程数学模型的研究与开发冯莹莹;骆宗安;王立鹏;回楠木【摘要】A bstract:In order to improve the temperature control precision , cooling uniformity and the control accuracy of mi-crostructure and performance during ultra-fast cooling process of a steel pipe , the heat transfer mechanism of cooling process was analyzed for determining that jet impingement was the main heat transfer way of steel pipe ultra-fast cooling process.The heat transfer coefficient of the pipe surface was measured using the inverse heat conduction method.The jet impingement heat transfer mathematical model of ultra-fast cooling process was built using heat con-duction equation, and it is solved by the third boundary condition and finite difference method.Utilizing this mathe-matical model, the average cooling rate and the spent time within a specific temperature range can be calculated;the temperature drop and the average cooling rate within a certain time can also be calculated.After field tests, the temperature drop curve calculated by this mathematical model is basically the same as the actual temperature drop curve, verifying that the mathematical model has high accuracy, and its practical.%为了提高钢管超快冷过程的温度控制精度、冷却均匀性以及组织性能控制的精准度,分析了钢管超快冷过程的换热机理,确定射流冲击为钢管超快冷过程的主要换热方式。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
中图分类号 : T F 3 1 , T G 3 3 5 . 7 1 文 献标 志码 : A 文章编号 : 1 0 0 6 — 7 43 0 ( 2 0 1 5 ) 0 2 — 0 2 5 2 — 0 5
De v e l o p me n t o f ma t h e ma t i c a l mo de l f o r u l t r a - f a s t c o o l i n g p r o c e s s o f a s t e e l p i p e
Abs t r a c t : I n o r d e r t o i mp r r e c o n t r o l p r e c i s i o n.c o o l i n g u n i f o r mi t y a n d t he c o n t r o l a c c u r a c y o f mi .
c r o s t r uc t u r e a n d pe fo r r ma nc e d u r i n g u l t r a — f a s t c o o l i n g p r o c e s s o f a s t e e l pi p e,t he h e a t t r a n s f e r me c h a ni s m o f c o o l i n g p r o c e s s wa s a n a l y z e d f o r d e t e r mi n i n g t h a t i e t i mp i n g e me n t wa s t h e ma i n h e a t t r a n s f e r wa y o f s t e e l p i p e u l t r a . f a s t
换 热机理 , 确定射流冲击为钢管超快冷过程 的主要换热方式 。利用反传热法对钢管表 面换热 系数进行测定 ; 利用 导热方 程, 建立钢管超快冷过程射流冲击换热数学模型 , 采用 第三类边界条件和有限差分法求解该数学模型 。应用此数 据模型 可以计 算特定温度范围内的平 均冷却速度和所用时间 , 也可 以计算一定 时间范 围内的温降 和平 均冷却 速度 。经 现场测 试, 由该数学模型计算得到 的温降 曲线与实际温降 曲线基本相 同 , 模型计算精度很高 , 具有 可应用性 和执行 性。 关键词 : 钢管 ; 超 快冷 ; 射流 冲击换热 ; 数 学模 型
( 1 . 东北大学 轧制技术及连轧 自动化 国家重点 实验室, 辽宁 沈 阳 1 1 0 8 1 9 ; 2 . 东北大学 信 息科学与工程 学院 。 辽宁 沈阳 1 1 0 8 1 9 )
摘
要: 为 了提高钢管超快冷过程 的温度控制精度 、 冷却均匀性 以及 组织性能控 制的精准 度 , 分 析了钢管 超快冷 过程 的
第 3 6卷第 2 期
2 0 1 5年 2月
哈
尔
滨
工
程
大
学
学
报
Vo 1 . 3 6 N o. 2
J o u ma l o f Ha r b i n En z i n e e
F e b. 201 5
钢 管超 快 冷 过 程 数 学 模 型 的研 究 与 开 发
冯 莹 莹 , 骆 宗安 ,王 立 鹏 ,回楠 木
F ENG Yi n g y i n g , LUO Z o n g a n , W ANG Li p e n g , HUI Na n mu
( 1 . T h e S t a t e K e y L a b o r a t o r y o f R o l l i n g T e c h n o l o g y a n d A u t o ma t i o n , N o r t h e a s t e r n U n i v e r s i t y , S h e n y a n g 1 1 0 8 1 9 , C h i n a ; 2 . S c h o o l o f I n f o r ma t i o n S c i e n c e a n d E n g i n e e r i n g , N o r t h e a s t e n r U n i v e r s i t y , S h e n y a n g 1 1 0 8 1 9 , C h i n a )
d o i : 1 0 . 3 9 6 9 / j . i s s n . 1 0 0 6 — 7 0 4 3 . 2 0 1 3 1 0 0 6 5
网络出版地址 : h t t p : / / w w w. c n k i . n e t / k c ms / d o i / 1 0 . 3 9 6 9 / j . i s s n . 1 0 0 6 — 7 43 0 . 2 0 1 3 1 0 0 6 5 . h t m l