1000MW凝汽器工地安装说明
凝汽器安装施工

凝汽器安装1.凝汽器概况凝汽器的功用主要有两个,一是建立和维持一定的负压,增加汽轮机中蒸汽的可用焓降以提高汽轮机的热效率,二是回收宝贵的工质——凝结水,以便重复使用。
国电泰州发电有限公司一期2×1000MW机组工程凝汽器型号为:N-49160-1型,由哈尔滨汽轮机厂生产的双壳体、单流程、双背压、表面式凝汽器,分为高压侧和低压侧。
其主要部件有凝汽器上部、凝汽器下部、前水室、后水室、凝结水聚集器、死点座、背包式疏水扩容器、水室连通管。
汽轮机排汽缸与凝汽器采用不锈钢波形膨胀节连接,用以补偿壳体与冷凝管纵向热膨胀的差值,同时也可以改善冷却管的振动。
凝汽器下部有四只小支撑座和四只大支撑座,呈对称布置,在每个支撑座下面布置有调整垫铁,正中央布置凝汽器的死点座。
凝汽器主凝结区安装31864根Ф31.75×0.508,L=13691的TP304的不锈钢管,空冷区安装4376根Ф31.75×0.711,L=13691的TP304的不锈钢管。
冷却水管由前水室侧向后水室侧呈抬高形式布置,以减少运行中的振动,停机时冷却水因冷却管的倾斜而流出。
凝汽器的冷却管排列为AT型,汽流阻力小。
高低压凝汽器分别带有背包式疏水扩容器,汇集汽机热力系统中不同压力、不同温度、不同数量的疏水,这些疏水在进入疏水扩容器后将闪蒸出的蒸汽排往凝汽器的喉部,其余为闪蒸的疏水经水封有疏水扩容器底部排往凝汽器。
2.凝汽器安装特点凝汽器体积庞大,重量重,运输困难大部分采用散件出厂,现场组合工作量大,受工期、机具、组合场地的影响又比较大。
散件发货顺序不能满足现场安装实际需求,清点散件费时费工。
我公司首次安装百万机组的凝汽器,对设备的情况有足够的了解,掌握厂家发货的第一手资料,结合现场的实际情况制定合理的完善的施工方案尤其重要。
本工程凝汽器总重量为1180t,壳体长宽高尺寸为12900×9080×8300mm,喉部上部尺寸为12900×9080mnm,喉部下部尺寸9540×9090mnm。
凝汽器组合安装措施
凝汽器组合安装措施一、概述:XXXX工程1×12MW机组配用的N-1000型凝汽器,由青岛捷能汽轮机股份有限公司制造。
该凝汽器为单壳体、对分双流程、表面式结构,冷却面积1000m2。
主要由管板、凝汽器外壳、热井、水室、水室隔板、隔板各部位构成,该凝汽器沿汽轮发电机中心线纵向布置。
凝结水汇集到集水箱后流向凝结水泵入口。
凝汽器冷却管材质为TP316L不锈钢管,总计3540根,冷却管规格为φ20×0.7 mm×mm,管子单根总长4.562m管子单根有效长度4.432m。
连接型式凝汽器总重 24306kg凝汽器外型尺寸长×宽×高 6128 mm×2700 mm×4025 mm凝汽器热井容积 0.4 m3凝汽器外壳与汽轮机排汽口连接型式刚性二、施工依据:1.《电力建设施工及验收技术规范》(汽轮机机组篇)2.《火电施工质量检验及评定标准》(汽机篇)3.《电力建设安全工作规程》火力发电厂部分4.《汽机本体辅机安装图》(设计院图纸)5.制造厂家供的图纸及说明书三、主要工机具及量具:1.工机具:32t行车;25t汽车吊;25t龙门吊;25t拖车;4只10t千斤顶;10t、5t、2t、1t倒链若干。
2.量具:水平仪;游标卡尺;20m盘尺;5m、3m卷尺;磁性线坠等。
四、施工组织:(一)、施工方案1.安装顺序:壳体运至厂房→集水箱放于凝汽器基础下方0m处→进汽室吊挂在凝汽器基础上方汽轮机基础上→壳体吊装到位→进汽室组合→整体顶起就位→集水箱组合→内部清理及搭设隔离层→穿胀冷却管→注水试验→附件安装2. 吊装就位方案:(1)将集水箱吊放于凝汽器基础下方(2)将进汽室吊挂在汽轮机基础上(3)使用32T行车将组合好的壳体吊装就位(二)、计划安装工期:2007年10月5日-2007年11月9日(三)、劳动力组织:安装工:5人;电气焊工:3人;起重工:2人;电工:1人五、工艺流程:六、安装注意事项:1.壳体、进汽室、集水箱要根据厂家标记组合,施焊前复查外形尺寸偏差在规定范围内。
1000MW汽轮机本体安装作业指导书.

目录1 编制依据 (2)2 编制目的 (2)3 施工内容 (2)4 施工条件 (3)5 施工程序和方法 (4)6 工艺和质量要求 (48)7 安全预防措施 (51)8 环境控制措施 (53)9 主要机械和工器具 (54)10 人员资质的要求 (55)11 附表 (56)1.编制依据1.1哈尔滨汽轮机厂提供的安装图纸、说明书及相关技术协议;1.2 河南省电力勘测设计研究院图纸;1.3《电力建设施工及验收技术规范》(汽轮机机组篇)DL 5011-92;1.4《电力建设施工质量验收及评价规程》(第3部分:汽轮发电机组)DL/T 5210.3-2009 ;1.5《电力建设安全工作规程(第1部分:火力发电厂)》DL 5009.1-2002;1.6国家电力公司《电力建设安全健康与环境管理工作规定》国电电源[2002]49号;1.7《工程建设标准强制性条文-电力工程部分》(2006版);1.8《电力建设工程施工技术管理导则》国电电源[2002]896号;1.9 中电投《重大施工方案和措施评审规定》CPIPEC 30307003-2007;1.10河南第一火电建设公司企业标准《施工作业指导书编审程序》Q/HNHY 0202.018-2005;1.11 中电投电力工程有限公司《平顶山第二发电厂一期2×1000MW机组工程施工组织总设计》。
2 编制目的通过编制本方案,作为#2机汽轮机本体安装的工作依据,明确施工内容、施工条件、施工程序、施工方法,使得吊装能够高效有序的进行;提出在工艺和质量上的要求;并把施工过程中需要做的安全预防措施和环境控制措施细化。
使整个施工过程始终处于受控状态,达到优质高效的组织实施施工的目的。
3 施工内容3.1 概述平顶山第二发电厂一期2×1000MW工程的机组为纵向顺列布置,汽轮机机头朝向固定端,汽机房运转层采用大平台布置,两台机组之间为检修起吊孔(宽11m)。
汽机房分三层:底层(0.0m),中间层(7.5m),运转层(15.5m)。
凝汽器施工方案
凝汽器施工方案一、凝汽器施工前的准备工作在进行凝汽器施工之前,需要做好以下准备工作:1.确定施工现场:选择平整、安全、便于操作的施工现场,保证施工过程中的安全性和效率。
2.准备施工材料和设备:根据凝汽器的设计要求准备必要的材料和设备,包括管道、阀门、支架等。
3.制定施工计划:制定详细的施工计划,明确施工的步骤、时间节点和质量要求,确保施工顺利进行。
二、凝汽器施工步骤1.测量定位:根据设计图纸,对施工现场进行测量定位,确定凝汽器的安装位置。
2.安装支架:根据设计要求在安装位置安装支架,确保支架稳固可靠。
3.安装管道:按照设计要求,将凝汽器的进出口管道连接到相应的系统中,注意管道的安装角度和连接密封性。
4.安装阀门:安装凝汽器进出口处的阀门,确保阀门操作灵活,密封性好。
5.安装附件:根据需要安装凝汽器所需的附件,如温度传感器、压力表等。
6.检查调试:完成安装后进行检查调试,检查管道连接是否完好,阀门是否正常运转等,确保凝汽器安装质量符合要求。
三、凝汽器施工质量控制1.材料质量控制:对使用的材料进行严格把控,确保材料符合相关标准,保证施工质量可靠。
2.工艺控制:按照施工规范和标准操作,严格按照施工图纸要求进行施工,避免施工中出现瑕疵。
3.现场质量控制:在施工过程中进行现场质量检查,确保每个步骤的质量符合标准。
4.验收控制:完成施工后进行全面验收,确保凝汽器施工质量达到设计要求,符合相关标准。
四、凝汽器施工安全注意事项1.施工现场安全:在施工过程中注意人员安全,遵守施工现场安全规定,佩戴安全防护装备,防止意外发生。
2.材料安全:对施工材料的搬运、存放等过程进行安全控制,防止材料损坏或人员受伤。
3.设备安全:确保施工设备的安全运行,定期检查设备状态,及时修理维护,避免设备故障引发事故。
4.操作安全:严格按照操作规程进行操作,避免操作失误导致安全事故发生。
五、凝汽器施工完工后的收尾工作1.对施工现场进行清理工作,清除工地的杂物和垃圾,保持现场整洁。
凝汽器组合安装的施工工艺要点 岳帅

凝汽器组合安装的施工工艺要点岳帅摘要:热力发电厂热能动力系统主要辅机之一的“凝汽器”(俗称复水器)因设备重量大、体积大、安装精度要求高这一显著的“两大一高”的特点,在热力发电厂工程施工中,一直作为重要的施工技术受到建设单位、监理单位和施工单位的高度重视,为了深入探讨该项施工技术,本人结合从事凝汽器安装的经验,以在建盛鲁电厂机组的1000MW凝汽器为例,就该设备的组合安装流程和施工方法进行简要介绍,希望能够得到同行的响应并予以探讨。
关键字:凝汽器;安装;施工流程;施工方法1、前言在建盛鲁电厂机组的1000MW凝汽器燃煤超超临界汽轮发电机组,每台机组设计安装一套(两台)凝汽器。
凝汽器由喉部、壳体、热井、排汽接管、进出口水室及返回水室组成。
下面就施工工序及方法进行简要介绍。
2、组合安装施工流程凝汽器部件已到货并清点完毕,部件无误、尺寸正确。
有关作业指导文件已经审批生效并已向有关人员进行交底。
施工所需的图纸资料已到,并已经过有关人员会审。
所使用的运输及起重机械能够正常投用。
所使用的工器具及计量器具经校验合格,并在有效期内。
凝汽器两侧疏水扩容器安装完毕。
施工平台已搭设完,并具备开工条件,现场场地平整,便于运输及起重机械作业。
施工现场照明充足,安全设施齐全,并符合要求。
施工用电焊机到位,经调试保证性能优良,运转正常,满足现场焊接施工要求(电焊机使用逆变焊机和无填料钨极自动氩弧焊机)。
焊接工艺评定满足现场焊接需要。
使用的2种焊接材料齐全,具有相应的合格证。
现场焊接搭设好防风设施,焊接区域无风。
坡口按照图纸的要求制作完毕。
焊件在组装前应将焊缝及附近母材内、外壁的油、漆、垢、锈等清理干净,直至漏出金属光泽,清理范围如下:焊角高度K+10mm或坡口附近10—15mm。
管板焊接满足相关规定要求组合场地要求平整。
对口要求:搭接接头对口间隙0-1mm,对接接头对口间隙1-3mm,T型接头对口间隙0-2mm。
焊条、焊丝存放于干燥、通风良好、温度大于5℃,且相对空气湿度小于60%的库房内,焊条按规定进行烘培。
汽轮机凝汽器的安装流程
汽轮机凝汽器的安装流程英文回答:Installing a condenser for a steam turbine involves several steps to ensure proper functioning and efficiency. Here is a detailed explanation of the installation process:1. Site Preparation: Before installing the condenser, the site needs to be prepared. This includes clearing the area, leveling the ground, and ensuring proper drainage. Any obstacles or obstructions should be removed to create a suitable space for the condenser.2. Foundation Construction: A solid foundation is crucial for the condenser's stability and longevity. The foundation should be designed and constructed according to the manufacturer's specifications. It should be able to support the weight of the condenser and withstand any vibrations or movements.3. Condenser Placement: Once the foundation is ready, the condenser can be placed on top. This requires careful positioning and alignment to ensure proper connection with the steam turbine. The condenser should be securely fastened to the foundation to prevent any movement or displacement.4. Piping and Connections: The next step involves connecting the condenser to the steam turbine and other necessary components. This includes installing the inlet and outlet piping, as well as any necessary valves, fittings, and instruments. The piping should be properly sized and insulated to minimize heat loss and ensure efficient operation.5. Cooling Water System: The condenser requires a cooling water system to remove heat from the steam and condense it back into liquid form. This system includes water pumps, cooling towers, and associated piping. The cooling water should be properly treated to prevent corrosion and fouling.6. Electrical and Instrumentation: The condenser installation also involves electrical and instrumentation work. This includes connecting power supply, control panels, and instrumentation devices such as temperature andpressure sensors. Proper wiring and grounding should be ensured for safe and reliable operation.7. Testing and Commissioning: Once the installation is complete, thorough testing and commissioning should be carried out. This includes checking for any leaks,verifying proper functioning of all components, and conducting performance tests. Any issues or discrepancies should be addressed and rectified before the condenser is put into operation.中文回答:汽轮机凝汽器的安装流程涉及多个步骤,以确保其正常运行和高效性。
凝汽器安装作业指导书

目录1.编制目的 (2)2.编制依据及验收标准 (2)3.设备概况及工程量 (2)4.资源配置 (3)5.施工进度安排 (4)6.施工程序及方法 (4)7.施工记录 (10)8. 质量标准及控制 (10)9.安全注意事项 (11)1.编制目的为了提高凝汽器的安装工艺和质量,加强施工工序过程控制。
特编制凝汽器安装作业指导书。
该作业指导书规定凝汽器组合,安装及不锈钢管灌水试验的工艺和质量要求,并说明了完成该项目所需的资源配置、工期目标、必配的机工具及应注意的安全事项,适用于襄樊电厂凝汽器的安装工作。
2.编制依据及验收标准本凝汽器由上海动力设备有限公司制造,型号为N-38000型,其型式为双背压、双壳体、单流程、表面式、横向布置,它由低压侧的凝汽器A与高压侧的凝汽器B组成。
凝汽器主要由接颈、壳体、水室、排汽接管和汽轮机旁路的第三级减温减压装置等组成,每个凝汽器壳体底部有五个大支墩,整台凝汽器着落在这五个支墩上,并通过排汽接管与低压缸排汽接口连接。
循环冷却水分两路由低压侧进出口水室进口进入凝汽器,再由返回水室至高压侧壳体内,在两个壳体内和蒸汽进行热交换后,然后从高压侧进出口水室流出。
不锈钢管材料数量:迎汽区φ25×0.7/TP304 360 只(1台量)主凝结区φ25×0.5/TP304 19688 只(1台量)空冷区φ25×0.7/TP304 900 只(1台量)凝汽器外形尺寸:长×宽×高(mm)11316×7618×13510重量:进出口水室(每只) 12240 kg返回水室(每只) 8990 kg单台凝汽器净重 470000 kg单台凝汽器运行重 880000 kg单台凝汽器灌水重 1500000 kg冷却面积 38000㎡冷却水量 18.43m3/h设备图见凝汽器厂家图纸。
4.资源配置4.1.作业人员的职责、分工及资格要求:4.1.1工程技术人员负责编制作业指导书,对职工进行技术安全交底。
凝汽器安装使用说明书
凝汽器安装使用说明书凝汽器安装使用说明书一、凝汽器概述凝汽器是一种用于蒸汽压缩循环系统的重要设备,主要用于将蒸汽中的热能转化为液态,以确保系统的高效运行。
本说明书旨在提供凝汽器的安装和使用指南,以帮助用户正确安装和操作凝汽器。
二、凝汽器安装2.1 安装位置选择:选择凝汽器的安装位置时,应考虑以下因素:- 环境条件:确保安装位置不受潮湿、高温等环境影响;- 相关设备:与其他设备的距离要符合相关安全要求和操作规程;- 排水要求:考虑到凝汽器可能产生冷凝水,应有相应的排水系统。
2.2 安装步骤:1、在选定位置上进行标记,并确保安装面平整。
2、按照设备尺寸和安装要求,使用适当的工具进行钻孔,以便安装支架。
3、安装凝汽器的支架,确保支架牢固。
4、将凝汽器放置在支架上,并使用螺栓固定。
确保凝汽器与支架接触紧密。
5、根据设备连接要求,连接进出口管道,确保连接牢固,无泄漏。
三、凝汽器使用3.1 凝汽器启动1、检查凝汽器及相关设备的电源和连接是否正常。
2、打开主电源开关,启动凝汽器。
3、监测凝汽器的运行情况,确保蒸汽和冷却水流量正常。
4、检查凝汽器的压力和温度,确保在正常范围内。
3.2 凝汽器日常操作1、定期检查凝汽器的工作状态,如压力、温度、流量等参数是否正常。
2、观察凝汽器的外观,如有泄漏、磨损等情况应及时处理。
3、清理凝汽器的冷凝器,以确保其热交换效果。
4、定期检查凝汽器的阀门、流量计等部件的工作状态,如有异常应及时修理或更换。
四、附件本文档涉及的附件包括:1、凝汽器安装图纸:详细描述凝汽器的安装尺寸、连接要求等。
2、凝汽器使用记录表:用于记录凝汽器的日常操作、维护情况等。
五、法律名词及注释1、法律名词:根据需要,列出本文档涉及的法律名词,如《工业安全法》、《设备安全管理规定》等。
2、注释:对于法律名词或其他专业术语,在文档中进行注释说明其含义和适用范围。
海门电厂1000MW凝汽器现场组装方案
海门电厂1000MW凝汽器现场组装方案该机组的凝汽器是东方汽轮机有限公司为海门电厂设计、生产的1000MW超超临界汽轮机最主要的配套辅机之一。
该凝汽器额定冷却面积为51670米2,蒸汽压力(绝对)5.7KPa,冷却水温23.5°C。
冷却水管为Ti管。
该凝汽器装配完后总长度约18000mm,宽19930mm,高15249mm。
装配好后(包括7、8号低加)无水凝汽器总重约1200t,其中壳体重约770t。
该凝汽器按组成结构分为电机侧和汽机侧,每侧的结构相同。
它主要由膨胀节、喉部、壳体和基础连接部分组成,其中壳体部分有水室、管板、隔板、冷却水管等主要部件;喉部包括各级抽、送、回汽管道、支撑管等部件;基础连接部分有滑动支座、固定支座等部件。
海门1000MW凝汽器,是在东方汽轮机有限公司制造成零件和分部件,在电厂现场组装。
现场组装工艺受多方面因素影响,其中最主要的影响因素就是厂房空间、施工周期、人员配备情况及辅助设施(也就是诸如起重设备、工位器具等),因此,不同的现场情况会采用不太相同的组合方案。
根据我们的经验,一般有以下几种安装方案:一、搭设两处(一处在机窝内或外)装焊平台,在机窝外一处平台上进行凝汽器壳体的组装和焊接,而另一处平台同时进行凝汽器喉部的组装和焊接,然后将已组装完工或绝大部分完工的喉部悬挂于机窝漏斗顶部,再将凝汽器壳体拖拉到机窝内的工艺方案;二、搭设一处装焊平台,将整个凝汽器组装完成后整体拖拉到机窝内。
三、在机窝内汽轮机排汽缸位臵下方搭设装焊平台,组装壳体,另一处搭设平台组装喉部,将已组装完工或绝大部分完工的喉部用起重工具将喉部吊装就位。
每个工程要根据工地的自身特点,综合考虑工期要求、组装习惯等多种因素来制订具体的施工方案。
下面,重点介绍一下本凝汽器的现场组合工艺。
一、平台准备良好的装配平台是凝汽器顺利装配的基础,也是确保凝汽器装配最终质量的关键。
用槽钢或工字钢在有牢固地基的平整空地上制作成井字形框架,使平台强度和刚性足以承受凝汽器自身重量,平台上平面度不大于3mm,平台的外形尺寸略大于凝汽器壳体底板外形尺寸。
1000MW凝汽器教学教材

凝汽器水室设计
采用多曲面结构的优点: --避免涡流区的产生 --减小水室流动阻力 --减少胶球回收死角 运用ANSYS软件进行屈曲(应力)
分析,以提高水室强度和刚度
壳体模块
壳体
凝汽器管束布置
蒸汽通道
隔板
传热效果好
管束
热负荷分配均匀
最小阻力损失
总传热系数比HEI标准计
算的至少可以提高
凝汽器运行中的注意事项
凝汽器最高工作温度不超过80℃。 凝汽器传热端差≥2.8℃。 凝汽器正常水位为1662mm,高、低报警水位之间不小
于300mm。 凝结水溶解氧或硬度、导电度增大时,应及时切换凝
泵运行并查漏。
凝汽器半边运行
当凝汽器冷却管脏污或损漏,需进行半边清洗和堵管时, 本凝汽器系统允许半边运行,此时汽轮机的负荷最大允许 带 至 额 定 负 荷 的 75% , 此 时 应 保 证 凝 汽 器 压 力 不 大 于 15kPa(真空不低于650mmHg),排汽温度不超过54℃。
当凝汽器短期停用时,为了避免下次启动设备 时形成空气囊,凝汽器水侧仍应充满水。
当凝汽器长期停用时,冷却水应从水室中排空, 并打开水室人孔盖检查,清除水室内部的杂物。
谢谢各位领导和专家!
结束语
谢谢大家聆听!!!
28
1000MW凝汽器
目录
1)凝汽器的原理 2)凝汽器的结构 3)凝汽器安装运行中的常见问题 4)凝汽器的调试
1)凝汽器的原理
• 凝汽器的作用是将汽轮机 的排汽凝结成水,去除不 饱和气体,并在汽轮机排 汽口建立与维持一定的真 空度。
• 排汽被凝结成水以维持系 统的循环。凝汽器将在接 近绝对真空的最低可能压 力下进行冷凝,因而可提 高汽轮机中可用的热梯度。
东方1000MW汽轮机安装说明书
汽轮机安装说明书编 号版本号<**编制签字日期**>东方汽轮机有限公司DONGFANG TURBINE Co., Ltd.编号D1000H-000105ASM编制<**编制签字**> <**编制签字日期**>校对<**校对签字日期**>审核<**审核签字日期**>会签<**会一签字日期**><**会二签字日期**><**会三签字日期**><**会四签字日期**><**会五签字日期**><**会六签字日期**><**会七签字日期**><**会八签字日期**><**会九签字日期**>审定<**审定签字日期**>批准<**批准签字日期**>目录序号章-节名称页次备注1 I 概述 12 II 汽轮机现场安装流程图 43 III 安装程序84 III-1 地脚螺栓与基架的安装95 III-2 安装低压缸126 III-3 安装轴承箱167 III-4 安装高中压缸部件198 III-5 汽缸找中(合缸找中)229 III-6 汽缸找中(半空缸)2410 III-7 转子找中2611 III-8 隔板找中3112 III-9 隔板找中调整3313 III-10 通流间隙检查3414 III-11 灌浆3815 III-12 最终装配4016 III-13 最终找中(HIP/ALP/BLP)4417 III-14 BLP-GEN最终找中4718 III-15 BLP/GEN联轴器的铰孔及珩磨4919 III-16 全部联轴器螺栓的拧紧5220 III-17 附件安装5321 III-18 油冲洗的准备工作5722 III-19 第一次油冲洗6123 III-20 第二次油冲洗6424 III-21 轴承复位6625 III-22 最终(第三次)油冲洗6826 III-23 蒸汽吹管6927 III-24 蒸汽吹洗后复位72序号章-节名称页次备注28 附录1 T-G基础预埋件安装手册7529 附录2 T-G基础样板安装手册9030 附录3 连接低压缸下半与凝汽器的气体保护焊规程9231 附录4 联合再热阀联接规程96I 概述1 适用范围本说明书仅适用于高中压分缸、四缸四排汽1000MW汽轮机的安装工作。
1000MW汽轮机凝汽器施工方案(完)
4.3现场环境
4.3.1凝汽器土建基础经验收签证交付使用。由土建提供基础验收单, 并对基础中心线、标高及底部支撑位置等重要尺寸进行复测, 确认基础符合设计要求。
4.3.2 汽机房行车可以使用。
4.3.3 #6机吊物孔可以使用。
5.7.4.2 先将第一块和最后一块隔板就位, 找平找正, 待隔板就位后安装挡汽板和中间的加强件, 然后将隔板与侧板上的加强杆点焊。
5.7.4.3 分别将炉侧端管板和A排侧端管板吊起就位, 前后管板的距离在安装时要分区多点测量检查, 偏差应在(-30, 0)之内, 这主要是为了保证钛管的安装长度能足够;前后管板保持垂直度一致, 前后高差可采用注水透明橡皮管来测量, 应符合厂家规定;管板平面度通过拉细线、角尺测量, 要求不大于3mm/m, 全长度不大于6mm, 管板平面度可通过前后拉圆钢来调整, 拉紧圆钢只有在钛管穿管前才能拆除。注意在施工过程中要做好对管板的保护措施。
5.6.4 用汽机房行车将接颈拉起, 并使接颈上部进入排汽口基础300mm左右时, 将其临抛在17米层平台低压缸排汽口边顶缸用的工字钢上。注意钢丝绳打滑, 防止坠落。
5.7 凝汽器壳体拼装
5.7.1 壳体侧板安装: 将侧板吊起就位, 并用槽钢或钢管斜向支撑临时固定, 然后将侧板与底板点焊, 在侧板拼接时所用的加固措施也不得拆除, 待管板、隔板安装后, 再最终焊接侧板与壳体底板的焊缝。在侧板的就位焊接过程中, 一定要加强焊接的变形控制, 连接处要加设较多的骑马铁和槽钢固定, 在其顶部必须保证侧板的开档距离。
4.3.4 #6汽机房+17米运转层固定端土建基础交付使用, 满足凝汽器壳体拼装条件。
凝汽器施工程序(3篇)

第1篇一、工程准备1. 技术准备:熟悉设计图纸,了解凝汽器结构、性能参数,掌握施工工艺和质量要求。
2. 材料准备:确保凝汽器及其附件、管材、阀门、密封件等材料符合设计要求,数量充足。
3. 工具准备:准备焊接设备、切割设备、起重设备、测量工具、紧固工具等。
4. 人员准备:组织施工队伍,明确各工种人员职责,进行安全教育培训。
二、施工步骤1. 基础施工(1)清理基础,确保平整、坚实。
(2)根据设计图纸进行基础放样,确定凝汽器安装位置。
(3)浇筑基础混凝土,确保强度符合要求。
2. 凝汽器本体安装(1)检查凝汽器本体及附件,确保无损坏、变形。
(2)将凝汽器本体放置于基础上,调整水平度和垂直度。
(3)安装凝汽器本体上的管道、阀门、支架等附件。
3. 凝汽器密封装置安装(1)检查密封装置,确保完好。
(2)安装密封装置,调整间隙,确保密封性能。
4. 凝汽器管道安装(1)检查管道及附件,确保质量合格。
(2)安装凝汽器管道,确保管道连接牢固、密封。
(3)进行管道压力试验,确保无泄漏。
5. 凝汽器附件安装(1)安装凝汽器本体上的疏水器、排污阀、排气阀等附件。
(2)调整附件位置,确保运行稳定。
6. 凝汽器整体调试(1)检查凝汽器各部件安装质量,确保无遗漏。
(2)进行凝汽器试运行,检查各部件运行状态,调整参数。
(3)进行凝汽器性能测试,确保符合设计要求。
三、施工注意事项1. 严格遵循施工规范和操作规程,确保施工质量。
2. 加强施工现场安全管理,预防安全事故。
3. 严格控制施工进度,确保工程按时完成。
4. 做好施工记录,为后续维护提供依据。
5. 做好环境保护工作,减少施工对环境的影响。
四、工程验收1. 按照设计图纸和施工规范进行工程验收。
2. 验收内容包括:凝汽器本体、附件、管道、阀门等安装质量,凝汽器运行参数,凝汽器性能等。
3. 验收合格后,办理工程移交手续。
通过以上施工程序,确保凝汽器安装质量,提高凝汽器运行效率,为电厂稳定运行提供有力保障。
潮州1000MW安装说明书(最终版)
2、11、1点火器、油枪及油枪伸缩机构。
2、11、2循环泵、各类阀门、电动装置。
2、11、3弹簧吊架、吊杆及高强螺栓等经过机械加工的零件。
2、11、4所有控制设备及电器仪表元件。
2、11、5吹灰器、取样器、水位表。
2、11、6较贵重的金属件、不锈钢板、不锈钢管、铝制或镀锌外护板等。
2、7 未交验设备不得使用,如若用户未经厂方同意而使用,所有问题由用户负责。
2、8 同时有两台锅炉或两台以上设备到现场时,应按令号分别保管存放,未经制造厂代表同意不得挪用.
㈢、设备的保管及存放
2、9设备到现场后,按《电力基本建设火电设备维护保管规程》(SDJ68-84)和本文要求保管存放。
2、10对于发货部件的包装,其主要用于发货、运输,而不是现场防风避雨,防腐的主要手段,不能一律放置在露天不顾,一定在核实箱内部件后,按以下规定来确定保管方式。
2、2 基建单位除严格遵守中华人民共和国《电力基本建设火电设备维护保管规程》(SDJ68-84)外,还应遵守、执行本说明书,如有冲突处,应以本说明书为准。
㈡、设备到货与验收
2、3 设备运到现场后,用户应对到货件数与装车单进行核对,及时将到货及包装损坏情况连同回执按期寄回哈锅物流公司。
2、4对所发现的包装损坏应明确责任,现场修复后方可入库,对设备的缺损应做好记录。如属于铁路损坏丢失应立即向当地铁路部门提出并索取相关证明,及时通知我公司以办理铁路索赔,否则丢失及损坏设备应由用户自行解决。
制粉系统选用中速磨煤机冷一次风机正压直吹式系统,每炉配6台中速磨煤机,BMCR工况下5台运行,一台备用,并配备6台与之相适的给煤机。
锅炉除渣采用刮板捞渣机机械除渣装置。
凝汽器安装作业指导书
事务文书:________ 凝汽器安装作业指导书单位:______________________部门:______________________日期:______年_____月_____日第1 页共17 页凝汽器安装作业指导书1.1工程范围邹平三电技改二期工程6号汽轮机组安装1台N-214型,单背压、单壳体、对分双流程、表面式、不锈钢管凝汽器,它由低压侧与高压侧的组成,总冷却面积214m,冷却水温(设计/最高)20/33℃,冷却水压力0.5MPa,冷却水量44777t/h,蒸汽压力4.9Kpa,蒸汽流量7t/h。
凝汽器供货形式是散件到货,装配好后无水凝汽器(不包括低压加热器、减温减压器、疏水扩容器、磁翻板液位计)总重319t。
本方案将凝汽器在厂房内凝汽器安装基础上完成整体组装。
1.2编制依据1.2.1东方汽轮机有限公司凝汽器安装图1.2.2《汽机专业施工组织设计》1.2.3黑龙江省火电第三工程公司:《质量手册》、《职业健康安全与环境管理手册》文件 1.2.4《电力建设施工质量验收及评价规程》第3部分:汽轮发电机组(DL/T5210.3-29)1.2.5《电力建设施工技术规范》第3部分:汽轮发电机组(DL5190.3-xx)1.2.6《电力建设安全工作规程》火力发电厂部分(DL59.1-22)2、作业进度、劳动力安排2.1作业进度:xx年9月25日至xx年12月30日2.2劳动力安排:安全员、质检员、班长、技术员各1名;钳工10人;起重工2人;力工8人,管工4人;吊车司机2人。
2.3依据现场实际工作情况,及时增补协调施工人员。
3、作业准备工作及条件3.1作业人员的职责3.1.1 技术员全面负责凝汽器组合安装的技术工作,参加相关图纸会审,处理设计变更,第 2 页共 17 页编制施工作业指导书、施工预算、技术、安全措施,并进行技术交底工作。
深入现场指导施工,及时发现和解决施工中的技术、质量隐患,按照指导书的要求指导施工。
1000mw超超临界汽轮机现场安装介绍1
1000MW超超临界汽轮机现场安装介绍一、汽轮机安装概述安装人员应当对涉及的工作步骤以及检查、检测等活动有一个总体的概念。
安装一台汽轮机需要专业的知识,这些专业知识不可能全部用书面文件写下来,因此,当工程师要进行一项安装工作而所有的安装人员中又没有人具备这方面的基本专业知识时,应当叫供货方的专家到场。
为保证汽轮机可靠地运行,首先必须建立并保持转子与汽缸之间精确同心的状态。
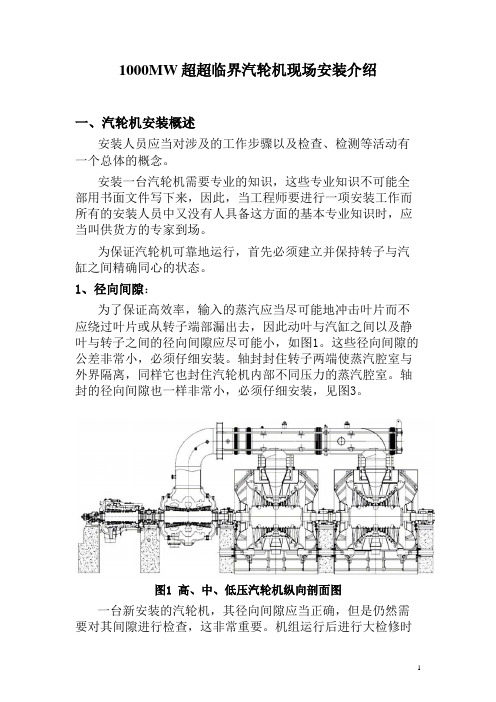
1、径向间隙:为了保证高效率,输入的蒸汽应当尽可能地冲击叶片而不应绕过叶片或从转子端部漏出去,因此动叶与汽缸之间以及静叶与转子之间的径向间隙应尽可能小,如图1。
这些径向间隙的公差非常小,必须仔细安装。
轴封封住转子两端使蒸汽腔室与外界隔离,同样它也封住汽轮机内部不同压力的蒸汽腔室。
轴封的径向间隙也一样非常小,必须仔细安装,见图3。
图1 高、中、低压汽轮机纵向剖面图一台新安装的汽轮机,其径向间隙应当正确,但是仍然需要对其间隙进行检查,这非常重要。
机组运行后进行大检修时也要进行类似的间隙检查。
图2 径向及轴向叶片间隙图3 轴封图2(1.内缸 2.静叶3.动叶4.转子5.填隙条)图3(1. 汽封片2. 填隙条)2、轴向间隙:输入蒸汽的热量会使得所用的材料发生一定的变化,在高温运行状态下,转子会变长,直径变大,汽缸也发生同样的变化,但是转子与静子部件膨胀程度不同,这是因为温度对它们产生的作用不完全相同,有时也因为膨胀系数不相同。
因此在装配汽轮机时,应仔细进行,保证动叶与静叶间以及汽轮机内轴封间的轴向间隙,确保运行时动静部件不相碰。
在大型汽轮机中,离推力轴承最远的点可能会发生20mm的轴向相对移动,热力膨胀时,必须确保汽缸在径向及轴向能够自由移动。
在运行时,管路或者其他的定位点不能阻碍汽缸的膨胀移动,汽缸可能会移动30mm之多。
3、轴承及死点:转子由轴承座中的径向轴承支撑,在大多数情况下,汽缸也搁于轴承座上,应当采取措施以确保汽缸能从中间沿垂直面和水平面上自由膨胀同时又不影响转子与汽缸的对中状态。
1000MW凝汽器、低加、轴加说明书修改版
CCLN1000-25/600/600型汽轮机辅机部分说明书CCH02.000.4SM-4第全册中华人民共和国哈尔滨汽轮机厂有限责任公司2010CCLN1000-25/600/600型汽轮机辅机部分说明书CCH02.000.4SM-4第全册编制王铁2010.2.12校对王琨2010.2.12审核张俊芬2010.2.12标准检查张俊芬2010.2.12审定武君2010.2.122010年2月CCH02.000.4SM-4 共1页第1页目录1凝汽器说明书( N477.00SM)------------------------------------------ -----------1R579.00SM-12 低压加热器说明书(R580.00SM-1)--------------------------------12R581.00SM-13 减温减压器说明书(WY73.00SM) ---------------------------------------------21 4汽封冷却器说明书(QL52.00SM)--------------------------------------------25 5压差形成器说明书(Y09.00SM)--------------------------------------------------28 6气动式止逆阀及控制装置说明书(FK267.00SM)------- -------- ------------30 7阴极保护装置说明书(YJ03.00SM)---------------------------------------------33 更改页----------------------------------------------------------------------------------361凝汽器说明书凝汽器的作用是将汽轮机排汽凝结成水,并保证在汽轮机排汽口建立起一定真空度的重要辅助设备。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
1000MW凝汽器工地安装工艺说明(一)前言凝汽器是电厂中的重要设备,1000MW凝汽器的外形尺寸很大,受运输条件的限制,凝汽器一般散件出厂;本文主要是对凝汽器厂内制造、组装情况以及工地安装要求作一介绍,仅作参考。
由于各安装公司、电厂情况不同,具体安装方案由安装公司自定。
凝汽器安装、焊接必须按合同中规定的制造标准、技术要求和图纸上的技术条件进行。
(二)凝汽器各组件介绍1000MW凝汽器一般由壳体、接颈、水室、室体(已与管板装、焊)、热井、减温减压装置等组件组成。
1. 壳体凝汽器壳体一般散件出厂,散件出厂的零件均标有图号、件号。
1.1壳体工地总装方案工地用30#~40#工字钢(间隔为1.5~2m)搭设工作平台,并校调平台水平,建议平面度为 2mm以内。
a. 拼装及吊装底、侧板、端板:底、侧板及端板拼装时用槽钢加固后再进行焊接,焊接时必须多翻身,焊接从中间向两边进行,防底、侧板变形,零件焊后校平。
在平台上划底、侧板上支撑板(管)位置线,装焊妥支撑板(管)。
底、侧板组件及端板吊装成一体,点焊牢。
c. 吊装隔板:先查看隔板编号(详见图纸),编号位于隔板上、下端面;隔板装配时注意正反面,隔板装配时按编号及正、反面顺序进行,隔板相对底板倾斜一定角度(详见图纸),临时固定牢。
d. 吊装室体(已与管板装、焊):装室体要注意室体上的编号,前、后室体上的编号与前、后水室上编号匹配。
室体相对底板倾斜一定角度(详见图纸),并临时固定牢。
室体组装时以管板为基准拉钢丝保证管孔的同心度,钢丝直径详见合同中规定的制造标准、技术要求,一般为0.5~0.7mm;或用水平仪、激光找准仪保证管孔的同心度,管孔的同心度的建议值为1.5mm以下。
e. 管、隔板组装、点焊后要进行试穿管,保证穿管顺利。
f. 吊装空冷区包壳拆下前室体,装妥空冷区包壳,包壳可分段装、焊、校直后穿入隔板,也可整段装、焊、校直后穿入,装包壳要用定距工装,保证包壳板到隔板管孔的尺寸,并在包壳内试穿管,g.壳体上的所有密封焊缝应按图纸上的技术要求进行检查1.3 管子与管板的胀接、焊接(对钛管及不锈钢管)A 铜管与碳钢管板的胀接a 隔板用工业洗洁净清洗,管板用丙酮清洗。
并对整个管束用压缩空气吹一遍。
b 胀管前必须在试板上试胀,并确定胀接参数后,才能在产品上胀接。
胀管前检查员要测量部分管板孔,作好标记,做好记录胀管后要对这些孔测量,检查胀管质量。
建议按1/300或客户确认的数量进行检测。
c. 胀管时前、后管板分几个区域胀后定位,然后先胀前管板,再胀后管板。
d. 胀管器的辘子采用3珠。
e. 胀管前对辘子、辘杆、辘壳进行清洗,并对其磨损情况进行检查。
仔细检查辘杆、辘壳有无翻边毛刺以保正胀管质量。
f. 胀管器在胀管达到一定数量后要进行清洗、冷却、润滑。
g. 胀管前先将胀管机、控制仪开启5分钟,使设备先预热。
h. 胀管前及胀管过程中都要测量前、后管板平面度,以确定、调节胀接顺序。
B. 钛管与钛管板及不锈钢管与不锈钢管板的胀接、焊接a. 隔板用工业洗洁净清理,管板用丙酮清理。
并对整个管束用压缩空气吹一遍。
b. 胀管前检查员要测量部分管板孔,作好标记,做好记录,胀管后要对这些孔测量,检查胀管质量。
建议按1/300或客户确认的数量进行检测。
c. 胀管前将整个管束用罩子覆盖,要保护安装环境的清洁,用吸尘器清除拉圾,不许用扫帚扫地。
操作人员戴好清洁手套,穿好清洁外衣。
d. 穿管时管子的一端装上引导头,管子在穿管中用丙酮清洗。
e. 胀管器的辘子采用5珠。
辘杆用1 1/2或2 1/2度锥度。
f. 胀管前对辘子、辘杆、辘壳用丙酮进行清洗,并对其磨损情况进行检查。
仔细检查辘杆、辘壳有无翻边毛刺以保正胀管质量。
胀管达到一定数量后要进行,修磨辘杆、辘壳上的翻边毛刺。
g. 胀管器在胀钛管达到一定数量后要用酒精进行清洗、冷却、润滑。
h. 胀管可用电动或风动胀管机,胀管前先将电动胀管机、控制仪开启5分钟,使设备先预热。
并在试板上试胀2~3只。
i. 胀管前及胀管过程中都要测量前、后管板平面度,以确定、调节胀接顺序。
j. 胀前管板管子时用前进式胀管器与管板贴平,胀后管板管子时用相同胀管器但带有套筒,可使管子有一定的延伸。
k. 胀管前必须在试板上试胀,并确定胀接参数后,才能在产品上胀接。
l. 胀管完成后,管端应进行刮头,伸出量应按图纸上技术要求规定的尺寸,以保证焊接。
m. 胀接推荐公式:1、减薄率(%)=[1-(D-d) 2t]×100%式中:D──管板孔内径d──管子胀后内径t──胀前管子壁厚推荐减薄率数据:a. 管子外径─φ25~φ28 δ=1 ,材料─铜,减薄率─7 %b. 管子外径─φ25~φ28 δ=0.5,材料─钛,减薄率─7.5%c. 管子外径─φ25~φ28 δ=0.7,材料─钛,减薄率─8.5%d. 管子外径─φ25~φ28 δ=0.7,材料─不锈钢,减薄率─6 %2、HA胀管率(%)=[d-(D-2t)]/ t×100%式中:D──管板孔内径d──管子胀后内径t──胀前管子壁厚推荐胀管率数据:a. 管子δ=0.5,胀管率─17%+10%/ -0%b. 管子δ=0.7,胀管率─17%+ 5%/ -5%2. 室体室体在厂内制造(已与管板装、焊),前、后室体与壳体组装时要保证管板之间的距离。
2. 水室2.1 水室厂内已做水压试验。
2.2. 前.后水室上的编号与前、后管板匹配。
2.3. 如果水室法兰与前.后管板连接孔是光孔可采用四只定位销将水室法兰与前、后管板四只角先定位,水室法兰的长边再用两只定位销定位。
3. 热井热井在厂内制造,热井在工地与壳体组装成一体后,进行灌水捡漏,并修割接管余量。
4. 接颈接颈一般由侧板、加强板、连接板、支撑板、支撑管等零件组成;厂内散件出厂, 侧板上未经说明的开孔均在工厂划线并打上洋冲眼, 工地开孔。
4.1 接颈工地总装方案a. 工地用工字钢及钢板搭设工作平台。
b. 超大侧板工地拼焊(注意:防焊接变形),校平。
c. 装焊侧板、加强板、连接板、支撑板、支撑管(部分支撑管待低加及抽汽管装妥后在装)d. 低加待接颈与壳体、排汽接管组装后再穿入,弹性封板应最后装入。
4.2 接颈总装要求a. 保证上下接口的平面度。
b. 保证外形尺寸。
c. 保证上下接口的对角线尺寸。
d. 建议采用对称焊接,侧板间内、外角焊缝应轮换焊妥,减少焊接变形。
4.3 装膨胀节,应将它的螺母松开处于自由状态,装后拉杆不拆除,将支承板内侧螺母拧松, 使其与支承板之间有一定间隙。
4.4所有密封焊缝应按图纸上的技术要求进行检查。
4.5 如果制造厂组装拆开后分两组出厂,工地安装时必须按照制造厂的装配标记进行;并要按照4.2条要求进行检测。
5. 减温减压装置5.1. 减温减压装置整体组装出厂5.2. 按《压力容器安全技术监察规程》和GB150《钢制压力容器》制造》6. 安全措施,机具配备a. 施工前使每个施工人员熟悉凝汽器图纸和结构,并了解组合安装顺序和方法b. 有严格符合规范的安全措施,施工人员要按安全操作规程施工c. 大件起吊要捆扎牢固,以免伤害人员,损坏设备。
1000MW凝汽器工地安装工艺说明书SPECY3354-2005校对: 陈春雄编制: 龚英荣上海动力设备有限公司工艺处2005年9月产品主要项目的质量标准(参见《凝汽器产品质量分等》JB/DQ1643-90 《凝汽器加工装配技术条件》ZBK54015-88)1%的允许1.圆筒性外壳其纵向焊缝应相互错开,距离不小于100mm,最短一节长度不小于500mm。
2.矩形外壳其纵(横)向焊缝应相互错开,距离不小于100mm,加强筋的对接焊缝与壳体板的对接焊缝避开距离不小于100mm。
3.对圆壳体外径的极限尺寸偏差不得超过表1规定:4.管板间距离L的极限尺寸偏差不得超过表2规定:5.对铸造水室两个法兰面平行度不大于1mm/m,每个法兰密封面的平面度不得超过表3规定:6. 壳体外部任何1m 长的直线度不大于3mm 。
7.矩形壳体外表面平面度见表4:8.圆形壳体外部直线度见表5:9. 外壳体对接焊接错边量极限偏差不大于0.15mm 壁厚。
10. 挡板与相邻管孔中心线距离尺寸极限偏差不大于3mm 。
11.水室法兰上所有螺孔与水室盖板相应懂得螺栓孔的中心线应重合,其同轴度不大于φ2mm 。
12.水室与壳体采用法兰连接时,壳体法兰、水室法兰和管板法兰的螺栓孔中心线应重合,各螺栓孔中心线的同轴度不大于φ3mm 。
13.管板、中间隔板表面应平整,如有个别局部缺陷须将其清除,清除管板、中间隔板缺陷时,其最大减薄率不超过2mm ,且板厚不得小于名义尺寸的90%。
14.管板对凝汽器中心线的垂直度见表6:。