菲林制作流程
UCAM菲林制作基本程序简介

小技巧:
可以直接使用UCAM的解压功能来进行解压,SMARTSART窗口中 的UNZIP命令可以将*.ZIP文件解压缩出来。一般不建议使用这个方 法,应采取先解压再装载比较好。
3.原稿文件的装载与整理
3.1 打开UCAM软件,用SMARTSTART装入GERBER FILE及NC DATA。 3.2 更改层名,修改层属性。
UCAM菲林制作基本程序简介
仅供参考
制作 何文锋 2006年6月
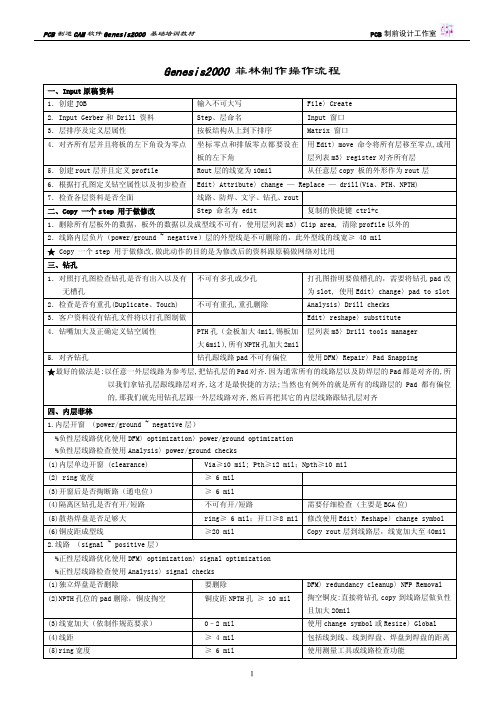
一、菲林CAD制作基本作业框图
从网络备份盘 COPY客户原稿 资料 将原稿菲林保 存到MAS目录 下。 读入生产钻带, 与原稿钻带对照, 检查是否正确。 解压文件到本机 目录,一般以板 号作为目录名。 整理出单稿,另 存一目录EDIT作 为编辑目录。 正确装入原稿文件, 并进行命名及排层, 修改层属性等。
6. 零点的设置
将原稿图形移动与钻带对齐,并保持零位一致。 设置零位与钻带一致的好处: 有利于检查图形位置及拼版位置是否有误。
7.生产菲林的单稿修改
根据MI要求进行一系列的修改,在修改前必须进行转PAD的工作,以便于后面的 自动化工作。 7.1 图形补偿:根据MI的补偿数据要求进行图形补偿。
补偿图形时需要注意一般图元与CONTOURS的区别。
使用DRC (Design Rules Check)命令检查开窗和盖线是否足够 不足够,可以使用Error Handing:DRC的Repair命令来修复。 遇不能自动修复的时候,可以手动修改。
曝光窗大小绿油盖线的数据7.7 单稿修改的其它项目
7.7.1 图形离NPTH孔距离:放大NPTH孔与线路对照,检查距离是否足够。 7.7.2 图形离OUTLINE的距离:放大OUTLINE线与线路对照,检查距离是否足够。 7.7.3 根据MI要求增加标记等项目。 7.7.4 检查字符线宽、字符离开窗PAD、字符离孔等距离是否足够,字符是否清晰等。
菲林制作手把手教程

16.分别群组一二三色的做好的单片菲林,就可以开始偏移产品啦! 按Shift选择做好的单片产品菲林,按之前的定位线43.08mm来横向偏移
17.分别群组三色菲林的横向偏移好的菲林来按55.05m m竖 向偏移
• 因镜片外围需要做出血用于 CNC段成型切割,在这里我们 单边给0.7mm,把外转线宽加 粗1.4mm就好
14.第二色菲林的作用是来盖住字符的,所以需要作扩大处理,在这里, 我们作加粗双边线条0.7mm
• 底色与边框线条需要填全黑
15.第三色是覆盖色,去掉字符,视窗线条加粗到0.7mm
• 取消LOGO字符,视窗与视窗线 框填全白,底色与边框线条需 要填全黑
7.需要分别群组放定位孔一方的一排对位线和定位孔,选中群组好的对 位线不松手,按住Shift选群组好的定位孔,手放开,点BCE,中心对称字
位孔与对位线
8.选定位孔往下偏移5mm
9.调整镜片尺寸同2D图,用中心对称定位孔和对位线的方式使镜片中心 对称到四个对位线中间
• 镜片尺寸需要和客户结构图 一比一,LOGO字符要和客 户效果图一致
3.画对位线,主镜片的对位线10*10mm
4.Alt+F8可以调出来偏移工具,偏移需要用到
5. 镜片厚度为0.8MM,我们可以给产品间距为2.0mm,镜片是 41.08*53.05mm,对位线就按43.08*55.05mm偏移,得到如右图所示的
框架图
6.导入定位孔,更改定位孔上面需要用到的信息
菲林制作教程
2012-8-20
先确定客户是否把打样需要用到的图纸给全
• 1.效果图 • 2.结构图
制作工艺要求-菲林、制版、印刷、后制

一、工艺流程客来档案→档案、资料检查OK 档案制作排版→电分输出OK 冲片OK 检查OK 制版二、工艺要求1、字体1.1Windows系统字体易出现空心字等现象,请勿使用。
1.2PageMaker6.0/6.5文件,用方正文字易出现字体跑位,掉字情况。
1.3建议将所有的文字转换为曲线(Out Line),并检查是否有空心、掉字、跑位的情况。
2、图片2.1图片格式尽量使用TIFF、EPS、BMP、PSD、EPS、不要存成JPG压缩,否则出菲林4色会变为单色;如果一个文档有文字和图片要把连接的图片和文字存过来,否则会少字体或图片2.2.Word和Execl只能出单色不能出4色2.3.档案最好不要存PDF档,因PDF档案不能修改,除非档案做得很标准不用修改,如已排好版,做好出血位等。
2.4.图片应保持原来的尺寸,分辨率不能低于300像素/英寸,切记不要将小图片放大,否则会降低图片分辨率,影响印刷的质量。
2.5.图片模式应采用CMYK、灰度、位图模式,使用了RGB模式及色彩填充易出现偏色,请慎用。
EMA C(苹果)上使用FreeHand3.1、QuarkXpress软件,因其无法转换路径,需导成图片及其它格式方能使用。
EMAC中FreeHand8.0中使用EPS格式,请存分色模式,否则易出现掉图。
Corel 9.0中使用效果,请转换成点阵图,否则难以达到理想效果。
2.6.浅网填色最好不要低于10%。
2.7.Corel中PSD图片及旋转图像易出现破图,请在输出前转换为点阵图。
2.8.Corel中段落文字易出现掉字,跑位现象。
上接。
3、发排时彩色图片请使用CMYK颜色模式,RGB不能用3.1. CorelDraw6.0/8.0/9.0中RGB模式的文字,外框填色须转换CMYK颜色模式3.2. CorelDraw8.0/9.0中,如对PSD格式的图片进行了旋转,TIF图有多余通道,易出现图片破损,请将图片在Corel Draw中转换为位图,发排时请尽量使用TIFF格式3.3.CorelDraw8.0/9.0中使用效果,请转换为位图。
菲林制作及管理

4.3所有自检或检查合格后都在《菲林收发记录表》签名确认。
5.菲林的复制
5.1生产部复制生产部菲林时必须先做曝光尺,21格曝光尺,3格为准,由IPQC确认曝光尺OK后方能复制。
5.2复制数量
序号
产品数量(PNL)
2.2.3日期编号清楚正确。
2.3字符菲林:
2.3.1根据线路菲林检查字符菲林对位是否正确。
2.3.2检查UL标记、字符是否正确;是否清晰。
2.3.3日期编号清楚正确。
4.菲林的确认:
4.1对于菲林,由工程部进行自检,自检合格后签名确认;再由菲林检查员检查,检查合格后签名确认(详见样品菲林流程图)。
1.工程部根据图纸或样品进行产品排版,绘制产品单体图,然后根据排版图制作菲林。
2.工程部按《CAD/CAM制作》制作菲林。菲林编号详见《工程资料编号管理》。
2.1线路菲林:
2.1.1根据客户图检查线宽线距是否正确。
2.1.2线路、焊盘有无缺损、突出、合线等问题。
2.1.3焊盘位置是否正确,线路是否圆滑。
复制数量(套)
1
50以内(含50)
2
2
51~100(含100)
3
3
101~200(含200)
4
4
200以上
6
5.3复制的黄菲林经菲林员自检后交IPQC确认。
管理标准
编号
版次
A.0
页
3/4
生效日
名称
菲林制作及管理
5.4 IPQC确认过程中发现菲林有问题退回菲林员处理,若不能修补的菲林员必须重新复制菲林,不能修补的报废菲林,菲林员应做详细记录。
菲林制作基础知识介绍

对于一些重复性的制作任务,可以采用批量 处理和自动化的方式来提高效率。
制作过程中的注意事项
注意安全
在制作过程中,要注意安全,避免 因操作不当等原因造成意外伤害。
遵循规范和标准
在制作过程中,要遵循行业规范和 标准,确保制作的菲林质量和效果 符合要求。
细致入微
在制作过程中,要注重细节,尽可 能做到每一步都细致入微,避免因 细节问题影响整个制作效果。
制作要点
保证封面的色彩、文字和图像的准确性,确保最终呈现效果符合杂志风格和主题。
案例三:某产品说明书制作
客户需求
该产品需要制作一份说明书,以详细 介绍产品的特点、功能和使用方法。
制作流程
设计师根据客户需求,进行说明书 设计、排版和校对,最终输出菲林
片。
设计风格
说明书设计风格要求简洁、明了, 方便读者快速了解产品信息。
排版设计
页面设置
确定菲林的页面布局和尺寸,选择合适的纸张和印刷参数,以满 足后续的曝光和显影需求。
文字排版
对文本进行排版设计,确定字体、字号、行距等文本属性,使文 本在菲林上呈现清晰、美观的效果。
图像排版
将处理好的图像按照页面布局进行排版设计,确保图像的位置、 大小和角度等与整体设计风格相协调。
曝光与显影
03
菲林制作过程
图像处理
01
02
03
图像输入
将原始图像通过扫描、导 入等方式获取,并进行初 步的图像处理,如去噪、 色彩校正等。
图像编辑
对图像进行进一步的编辑 和调整,如裁剪、缩放、 旋转等,以满足排版设计 的需求。
色彩管理
确保图像的色彩准确性和 一致性,通过色彩校正和 分色处理,使图像的色彩 与预期相符。
菲林制作手把手教程
ppt课件
15
14.第二色菲林的作用是来盖住字符的,所以需要作扩大处理,在这里, 我们作加粗双边线条0.7mm
• 底色与边框线条需要填全黑
ppt课件
16
15.第三色是覆盖色,去掉字符,视窗线条加粗到0.7mm
ppt课件
20
• 完毕
ppt课件
21
此课件下载可自行编辑修改,供参考! 感谢您的支持,我们努力做得好!
7
6.导入定位孔,更改定位孔上面需要用到的信息
ppt课件
8
7.需要分别群组放定位孔一方的一排对位线和定位孔,选中群组好的对 位线不松手,按住Shift选群组好的定位孔,手放开,点BCE,中心对称字
位孔与对位线
ppt课件
9
8.选定位孔往下偏移5mm
ppt课件
10
9.调整镜片尺寸同2D图,用中心对称定位孔和对位线的方式使镜片中心 对称到四个对位线中间
ppt课件
18
17.分别群组三色菲林的横向偏移好的菲林来按55.05m m竖 向偏移
ppt课件
19
• 就大功告成啦!
• 记住,发出的菲林一定要转曲,因为不同 的电脑里面的字库不一样,如果别人的电 脑里面没有你菲林里面的字体,软件就会 找其它的字体来替代,这样,字体就发生 了改变,同理,若客户发过来的菲林图里 面有字符没有转曲,你也可以要求他重新 发给你转曲的菲林图。
的
ppt课件
13
12.复制两个菲林框架用于后面的第二色与第三色,需要调整第二色与第 三色的定位孔色次信息和去掉第二色和第三色的实体黑色定位孔
菲林基础

一、基础部分(一)制作菲林文件的基本要求1、角线:为极细线,拼版标示色。
盒、箱、手袋等大物件一般角线长5mm,标贴等小物件一般长2mm。
2、啤线:为极细线,单色。
啤纸板时,保留的部分宽度不能小于5mm;啤纸张时,保留部分最小宽度不能小于3mm。
拐角处尽量做圆弧状,方便做刀模。
3、出血:盒、箱、手袋等大物件一般纸张≥200克时,出血色位15mm;<200克时,出血色位10mm。
标贴等小物件,拼单刀时,四周出血3mm;拼双刀时四周出血3mm外,中间也要间隔3mm,即左右各出1.5mm。
纸板贴牌的面纸因要包边,依所包纸板厚薄而定。
一般色位不小于15mm。
4、常用颜色:正常四色、专色5、国标对文字、标志等的常见要求:(1)酒盒:正面:a、“酒精度:42%vol 净含量:500ml”字样,且所有字符必须大于等于4mm。
一般汉字14号,数字字母18号字即可。
(数值依具体要求定),有“”标志的,一定要在“净含量”前加“”标志,大小为≥4mm。
客户中牛栏山的此项要求为≥6mm,且字母同数字一样大。
其余不变。
b、“浓香型白酒”、“清香型白酒”等对香型的描述字样。
字符≥4mmc、生产厂家的公司名称侧面:a、必须要有“过量饮酒有害健康”字样b、QS标:标准色C100 M45 K15。
专色一般用PT 7462 C且要求为白底。
大小成比例缩放。
一般盒上最小宽度不小于16 mm,高度成比例。
箱上则根据排版情况定,但不能小于盒上的大小。
C、原料、执行标准等八大标准或说明文字。
盒箱一般正面有放“酒精度、净含量、香型”等要求的,侧面可不放。
但客户要求要放的必须放上。
(2)大箱:正面同盒。
侧面同盒,但不用放说明文字。
必须要放堆码标志(如下):此标志要求为白底黑字。
牛栏山的堆码要用专用标志(3)瓶标:同盒正面,有背标的,要在背标上放上“过量饮酒有害健康”或QS、条码。
具体依客户要求。
(二)、制作流程:菲林制作主要分以下几个步骤,此流程仅说明先做什么,后做什么,其它注意事项详见“菲林制作注意事项”及“检查菲林打稿的步骤”。
万合印刷 关于菲林制作规定

⑥查内容:图片、文字是否完整、残缺、变形、变样;图片、文字位置;页码;旋转后文字块、图文是否丢失、变形,特别是渐变网处;三证、条码、QS标志、LG标志、成分、净含量、地址、电话等。
⑦签名确认。
3.2.5验收OK后拼版、晒版,以备计划印刷;如果不良菲林及时通知菲林厂拿回去改或重新做。
3.1.8新菲林制作发出时间规定:每天上午8:30左右与下午17:00左右发出制作菲林,其他时间不接收发出菲林制作命令。如果要发出制作菲林,必须写联络单,并说明原因,相关领导签字,方可发出制作菲林。
3.1.9新菲林制作根据客户提供文件与样稿制作,并在发出文件上注明相关数据。
3.1.10重出新菲林,一定要有异常单方可出新菲林。
3.1.4新菲林的产品,是磨光、压纹、死血位产品、大面积烫金、大面积击凸、手工拼版等,一定要拿印张做啤板。
3.1.5新菲林输出是共用旧文件,一定找旧文件来拼版输出菲林,以防网点变化,印刷跟不到颜色。
3.1.6新菲林发出文件一起把输出菲林的图案与啤线,发给菲林制作公司制作菲林。
3.1.7新菲林在24个小时内,及时追回公司,并直接交接给客服跟单员,签字接收,同时签送货单,在当天及时配好相关证据上交财务做账。
⑤检查:检查内容;检查工艺处理;检查尺寸与结构(成品与纸张尺寸);检查分色;检查出血、角线、针位线、成品线、糊边标识;拼版方式。
⑥发出菲林命令:以何种文件传输出公司;制成CTP出版;各色网角数据、网线数据(标识)。3.1.3新菲林依据设计制作单拼版图制作;如果新菲林是单个成品尺寸,就根据设计制作单上的编号保存刀模图、标明编号,下次好跟此刀模号共啤板输出菲林;如果新菲林是多个成品尺寸,就不用保存刀模图、标明编号。
菲林的制作方法

菲林的制作方法简介菲林(Film)是一种用于摄影的感光胶片,它通过记录光线在其表面的反射和折射来实现对影像的捕捉。
与数字摄影不同,使用菲林进行拍摄需要经过一系列的工艺过程,包括制作、曝光、显影和定影等。
本文将介绍菲林制作的基本方法。
材料准备制作菲林所需的材料有:透明薄膜基片、感光涂层、胶黏剂、增感剂、防护剂等。
在制作菲林之前,需要确保这些材料的质量和准备工作的规范性。
透明薄膜基片透明薄膜基片是菲林的基础部分,通常使用聚酯薄膜(PET)材料制作,具有高强度和耐候性。
感光涂层感光涂层是菲林的关键部分,它包含感光剂和增感剂。
感光剂具有吸收光子并转化为电子的能力,其中增感剂可以增强感光剂的感光性能。
胶黏剂和防护剂胶黏剂用于固定感光涂层在基片上,防护剂用于保护菲林表面免受损坏。
制作步骤以下是菲林的制作步骤:1. 准备基片将透明薄膜基片切割成适当大小的片段,确保其平整和干净。
2. 涂敷底层胶黏剂使用胶黏剂将基片涂敷一层薄膜,使其能够牢固地粘附在基片表面上。
3. 涂敷感光涂层将感光涂层均匀地涂抹在胶黏剂层上,确保涂层的厚度和均匀性。
同时,保持制作环境的光线和湿度恒定,以防止感光涂层的污染和损坏。
4. 干燥将涂有感光涂层的基片在恒定温度下进行干燥,以确保涂层的稳定性和质量。
5. 涂敷防护剂涂敷一层防护剂在感光涂层上,以保护菲林的表面不受污染和刮伤。
6. 切割将大片的菲林切割成适当大小的条形片段,方便后续的使用和加工。
结语通过以上步骤,菲林的制作就完成了。
在实际的摄影过程中,菲林的质量和制作工艺对影像的成像质量有着重要影响。
因此,在制作菲林时,需要严格按照规范操作,并确保所使用的材料和设备符合要求。
希望本文能对菲林制作方法有所帮助,并提高您对菲林摄影的理解。
genesis2000菲林制作操作流程
Genesis2000 菲林制作操作流程12下面的是2016年经典励志语录,需要的朋友可以欣赏,不需要的朋友下载后可以编辑删除!!谢谢!!31、有来路,没退路;留退路,是绝路。
2、为目标,晚卧夜半,梦别星辰,脚踏实地,凌云舍我其谁!3、做一题会一题,一题决定命运。
4、静下来,铸我实力;拼上去,亮我风采。
5、拼一载春秋,搏一生无悔。
6、狠抓基础是成功的基础,持之以恒是胜利的保证。
7、把汗水变成珍珠,把梦想变成现实!8、拧成一股绳,搏尽一份力,狠下一条心,共圆一个梦。
9、每天都是一个起点,每天都有一点进步,每天都有一点收获!10、22.对命运承诺,对承诺负责11、我自信,故我成功,我行,我一定能行。
12、不敢高声语,恐惊读书人。
13、高三高考高目标,苦学善学上好学。
14、争分夺秒巧复习,勤学苦练创佳绩、攀蟾折桂,舍我其谁。
15、眼泪不是我们的答案,拼搏才是我们的选择。
16、站在新起点,迎接新挑战,创造新成绩。
17、遇难心不慌,遇易心更细。
18、乐学实学,挑战高考;勤勉向上,成就自我。
19、努力造就实力,态度决定高度420、忘时,忘物,忘我。
诚实,朴实,踏实。
21、精神成人,知识成才,态度成全。
22、作业考试化,考试高考化,将平时考试当高考,高考考试当平时。
23、我高考我自信我成功!24、23.再苦再累不掉队,再难再险不放弃25、拼搏高考,今生无悔;越过高三,追求卓越!26、挑战人生是我无悔的选择,决胜高考是我不懈的追求。
27、山高不厌攀,水深不厌潜,学精不厌苦:追求!28、学练并举,成竹在胸,敢问逐鹿群雄今何在?师生同志,协力攻关,笑看燕赵魁首谁人得。
29、快马加鞭君为先,自古英雄出少年。
30、太阳每天都是新的,你是否每天都在努力。
31、把握现在、就是创造未来。
32、25.我因X班而自豪,X班因我而骄傲33、我心飞翔,路在脚下。
34、人活着要呼吸。
呼者,出一口气;吸者,争一口气35、辛苦三年,幸福一生。
菲林制作工艺及原理

菲林制作工艺及原理菲林制作是一种常用的印刷工艺,用于制作印刷品中的图像和文字。
它是通过将设计好的图案或文字镀覆在透明的薄膜上,然后将其转移到印刷版上,最终在纸张或其他材料上产生图案或文字的印刷效果。
菲林制作工艺的原理主要包括光学原理、化学原理和机械原理。
首先,设计师通过计算机软件创建或处理图像和文字,并将其输出到透明薄膜上。
这个过程中,计算机将图像和文字转化为像素,每个像素点包含颜色和位置信息。
在光学原理方面,透明的菲林薄膜被放置在一个特殊的曝光机中。
曝光机通过紫外线灯管发出的光线,照射在菲林薄膜上。
图像和文字在曝光机中变得可见,这是因为紫外线能够使菲林薄膜上的感光材料发生化学反应。
这涉及到菲林上的感光层中的银盐颗粒。
当光线照射到感光层上时,银盐颗粒会发生光化学反应,产生暗化或变亮的效果。
这个过程中,曝光的时间和强度会影响图像和文字在菲林上的曝光效果,从而决定了最终印刷品的质量。
当菲林经过曝光后,它需要进行显影和固定的处理。
在显影过程中,菲林被放入一种特殊的化学溶液中,使得暴露在光线下的感光层暗化,形成图像和文字的轮廓。
然后,菲林被放入另一种化学溶液中进行固定,以去除未暴露的感光层,使图像和文字变得清晰可见。
完成显影和固定后,菲林就可以用于制作印刷版了。
印刷版上的图像和文字是通过将菲林与光敏树脂层结合,然后进行热处理或紫外线照射来实现的。
在这个过程中,树脂层固化并与菲林融合,形成一个具有图案和文字的印刷版。
印刷版被安装在印刷机上,通过印刷机的压力和墨水的传递,将图案和文字转移到纸张或其他材料上。
这样就完成了菲林制作的整个过程,产生了印刷品上的图案和文字。
菲林制作工艺具有很高的精度和稳定性,可以实现复杂的图案和文字的转移。
它在印刷行业中应用广泛,尤其是在高质量印刷品的制作中。
通过掌握菲林制作工艺及其原理,可以确保印刷品的质量和效果,满足客户的需求和期望。
菲林基础
一、基础部分(一)制作菲林文件的基本要求1、角线:为极细线,拼版标示色。
盒、箱、手袋等大物件一般角线长5mm,标贴等小物件一般长2mm。
2、啤线:为极细线,单色。
啤纸板时,保留的部分宽度不能小于5mm;啤纸张时,保留部分最小宽度不能小于3mm。
拐角处尽量做圆弧状,方便做刀模。
3、出血:盒、箱、手袋等大物件一般纸张≥200克时,出血色位15mm;<200克时,出血色位10mm。
标贴等小物件,拼单刀时,四周出血3mm;拼双刀时四周出血3mm外,中间也要间隔3mm,即左右各出1.5mm。
纸板贴牌的面纸因要包边,依所包纸板厚薄而定。
一般色位不小于15mm。
4、常用颜色:正常四色、专色5、国标对文字、标志等的常见要求:(1)酒盒:正面:a、“酒精度:42%vol 净含量:500ml”字样,且所有字符必须大于等于4mm。
一般汉字14号,数字字母18号字即可。
(数值依具体要求定),有“”标志的,一定要在“净含量”前加“”标志,大小为≥4mm。
客户中牛栏山的此项要求为≥6mm,且字母同数字一样大。
其余不变。
b、“浓香型白酒”、“清香型白酒”等对香型的描述字样。
字符≥4mmc、生产厂家的公司名称侧面:a、必须要有“过量饮酒有害健康”字样b、QS标:标准色C100 M45 K15。
专色一般用PT 7462 C且要求为白底。
大小成比例缩放。
一般盒上最小宽度不小于16 mm,高度成比例。
箱上则根据排版情况定,但不能小于盒上的大小。
C、原料、执行标准等八大标准或说明文字。
盒箱一般正面有放“酒精度、净含量、香型”等要求的,侧面可不放。
但客户要求要放的必须放上。
(2)大箱:正面同盒。
侧面同盒,但不用放说明文字。
必须要放堆码标志(如下):此标志要求为白底黑字。
牛栏山的堆码要用专用标志(3)瓶标:同盒正面,有背标的,要在背标上放上“过量饮酒有害健康”或QS、条码。
具体依客户要求。
(二)、制作流程:菲林制作主要分以下几个步骤,此流程仅说明先做什么,后做什么,其它注意事项详见“菲林制作注意事项”及“检查菲林打稿的步骤”。
菲林制作及管理
版次
修订说明
修改日期
修改人
批准人
备注A初版B增加菲林回收、发放规定
2006.12.26
李才元
审
批
撰写
生产部
品质部
工程部
总经办
日期
一、目的:
确保制作的菲林符合客户及生产要求。
二、适应范围:
适用于公司制作、使用、管理菲林的部门。
三、职责:
1.工程部:负责菲林的制作、审核、发放、报废等处理。
4.2由工程文员登记后,交IQC检验,检验合格后,交曝光房制作重氮片。
5.菲林的确认:
5.1对于样品菲林,由工程部进行自检;自检合格后送至品质部用“投影仪”测量其拼板尺寸,合格后,送品质部进行检查。
5.2对于试量产菲林,由工程部进行自检,合格后送品质部进行检查。
6.菲林保管及领取:
6.1菲林合格后装入菲林袋内,根据产品号按次序作放入柜子中保存。
次、油墨菲林再使用400次后送工程部报废。
7.6入生产的菲林,由生产部专人进行菲林检查及维护。每天将使用的菲林检验一次,并做好《菲林使用记录》,每周交工程部一次。
8.菲林的回收
8.1菲林在使用过程中,由于刮花等一些其它原因,导致菲林无法修复时,由曝光房开具菲林回收单,并注明其原因,交IQC,由IQC交还工程部。
2.品质部:负责菲林的确认。
3.生产部:负责菲林使用,维护、报废申请及保管。
四、流程:
1.工程部根据图纸或样品进行产品排版,绘制产品单体图,然后根据排版图制作菲林。
2.工程部按《CAD/CAM设计规范》制作菲林。菲林编号详见《工程技术资料编号规定》。
2.1线路菲林:
2.1.1根据客户图检查线宽线距是否正确。
制作工艺要求-菲林、制版、印刷、后制

一、 工艺流程客来档案→档案、资料检查OK 档案制作排版→电分输出OK 冲片OK 检查OK 制版二、工艺要求1、字体1.1Windows系统字体易出现空心字等现象,请勿使用。
1.2PageMaker6.0/6.5文件,用方正文字易出现字体跑位,掉字情况。
1.3建议将所有的文字转换为曲线(Out Line),并检查是否有空心、掉字、跑位的情况。
2、图片2.1图片格式尽量使用TIFF、EPS、BMP、PSD、EPS、不要存成JPG压缩,否则出菲林4色会变为单色;如果一个文档有文字和图片要把连接的图片和文字存过来,否则会少字体或图片2.2.Word和Execl只能出单色不能出4色2.3.档案最好不要存PDF档,因PDF档案不能修改,除非档案做得很标准不用修改,如已排好版,做好出血位等。
2.4.图片应保持原来的尺寸,分辨率不能低于300像素/英寸,切记不要将小图片放大,否则会降低图片分辨率,影响印刷的质量。
2.5.图片模式应采用CMYK、灰度、位图模式,使用了RGB模式及色彩填充易出现偏色,请慎用。
EMA C(苹果)上使用FreeHand3.1、QuarkXpress软件,因其无法转换路径,需导成图片及其它格式方能使用。
EMAC中FreeHand8.0中使用EPS格式,请存分色模式,否则易出现掉图。
Corel 9.0中使用效果,请转换成点阵图,否则难以达到理想效果。
2.6.浅网填色最好不要低于10%。
2.7.Corel中PSD图片及旋转图像易出现破图,请在输出前转换为点阵图。
2.8.Corel中段落文字易出现掉字,跑位现象。
上接。
3、发排时彩色图片请使用CMYK颜色模式,RGB不能用3.1. CorelDraw6.0/8.0/9.0中RGB模式的文字,外框填色须转换CMYK颜色模式3.2. CorelDraw8.0/9.0中,如对PSD格式的图片进行了旋转,TIF图有多余通道,易出现图片破损,请将图片在Corel Draw中转换为位图,发排时请尽量使用TIFF格式3.3.CorelDraw8.0/9.0中使用效果,请转换为位图。
光绘菲林的操作方法

光绘菲林的操作方法
光绘菲林是一种常用的制作电路图或者图形图像的方法之一。
下面是光绘菲林的操作方法:
1. 准备材料:光敏菲林、胶纸、印刷画片或者制作电路图的设计稿、UV光源等。
2. 设计图:使用计算机软件或者手工绘制电路图或者图形图像。
确保图案的线条清晰且完整。
3. 准备菲林:将设计好的图案打印在透明胶纸上,确保图案与透明胶纸完全贴合。
4. 准备光敏菲林:将透明胶纸贴在光敏菲林上,确保没有气泡和皱纹。
如果有气泡,可以使用画笔将其除去。
5. 暴光:将光敏菲林放置在光源下,暴光一段时间。
暴光时间根据光源的强度和光敏菲林的类型不同,一般为几分钟到几十分钟。
6. 显影:将暴光后的菲林放入显影剂中,使未暴光部分溶解掉。
根据菲林的类型和显影剂的不同,显影时间会有所变化。
一般需要几分钟到十几分钟。
7. 清洗:将显影后的菲林放入清水中冲洗,将剩余的显影剂和杂质冲洗掉。
8. 干燥:将洗净的菲林晾干。
9. 检查:使用放大镜或者显微镜检查菲林上的图案是否完整和清晰。
通过以上步骤,就可以得到制作好的光绘菲林。
制作好的菲林可以用于制作电路板或者传递图形图像。
PCB板菲林制作

经验之谈:PCB菲林工艺制作分析菲林胶片由保护膜,乳剂层,结合膜,片基和防光晕层组成,主要成分是银盐类感光物质、明胶和色素等。
在光的作用下银盐可以还原出银核中心,但又不溶解于水,因此可以使用明胶使之成悬浮状态,并涂布在片基上,乳剂中同时含有色素起增感作用。
而后通过光化作用得到曝光底片。
一>、菲林冲洗。
底片曝光后即可进行冲洗。
不同底片有不同冲洗条件,在使用前,应仔细阅读底片的使用说明,以确定正确的显影和定影液配方。
底片的冲洗过程如下:1>曝光成像:即底片曝光后,银盐还原出银中心,但这时在底片上还看不到图形,称为潜象。
2> 显影:即将经光照后的银盐还原成黑色银粒。
手工冲片显影时将经过曝光的银盐底片均匀浸入显影液中,由于用于印制板生产的银盐底片的感光速度较低,因此可以在安全灯下监视显影过程,但灯光不宜过亮,避免造成底片跑光。
当底片正反两面黑色影像的颜色深度一致时,就应当停止显影了。
将底片从显影液中取出,用水冲洗或用酸性停影液冲洗后即可放入定影液中定影了。
显影液的温度对显影速度的影响非常大,温度越高,显影速度越快。
较为合适的显影温度在18~25OC。
机器冲片显影过程则由自动冲片机自动完成,注意药水的浓度配合比。
通常机器冲片的显影药水的浓度比为1:4,即1量杯容积的显影药水用4量杯容积的清水勾兑均匀。
3> 定影:即是将底片上没有还原成银的银盐溶解掉,以防止这部分银盐再曝光后影响底片图像。
手工冲片定影时间以底片上没有感光部分透明以后,再加一倍的时间。
机器冲片定影过程也由自动冲片机自动完成,药水浓度配合比可略浓于显影药水,即1量杯容积的定影药水用3量杯半左右容积的清水勾兑均匀。
中国网印特印网4> 水洗:定影后的底片粘有硫代硫酸钠等化学药品,如果不冲洗干净,底片会变黄失效。
手工冲片通常用流水冲洗15~20分钟为宜。
机器冲片水洗烘干过程由自动冲片机自动完成。
5>风干:手工冲片后的底片还应置于阴凉干燥处风干后妥善保存。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
菲林制作流程
一CAD工程制图:
所用最多的画图工具
L:画直线;输入数字命令即可得所要线段长度。
M:移动命令;输入数字命令即可得所要移动到的位置。
CO:复制;输入数字命令即可得所要移动到的位置而原来线条依然存在。
C:画圆工具;输入数字命令代表所要的圆半径。
AR:阵列命令;等距排列胡复制图形,x轴位列(移动数据一般为负数),y为行(移动数据为正数)。
EX+两次空格键:延伸工具;可连接线到另一跟现的距离。
TR+两次空格键:修剪工具;可出去我们不想保留的线条,限制线条是三条线段截取一条。
E:删除命令;可删除一切线条。
DI:距离测量命令;吸测量两线段之间间距。
H:填充工具;可区域填充。
DAL:对齐标注;可标识线段的间距;D用来更改标注内容,(文字,箭头大小,等)ED:修改文字
F8:正交程序使所画线条是一条平行直线。
F2:是显示命令窗口。
CAD修改线路菲林:(3264产品为例)
1:找近似线路用CAD打开,删除线路全部内容,只留下一颗。
(线路宽度改变,防焊宽度一般不变)
2改好一颗线路图纸后,用阵列命令数据(所用数据为单颗产品尺寸行数据为负数)(行1;列3;X:-3.1;Y:6.3)
3上(6)颗产品下(5)颗产品复制上边第(6)颗用来改绝缘线。
4:绝缘线列缩0.025
5删除第(6)颗最有侧绝缘线,复制旁边绝缘线
6:阵列下来(行13;列1;X:-3.1;Y:6.3)(24-11) 上下=总-上下保留数+1
7:左右阵列(行1;列6;X:-3.1;Y:6.3)左右=总-左右保留数
8保存图纸。
CAM工程制图:
所用最多的画图工具
CAM快捷鍵
ALT+SU:单位修改(mm; 1/10000)ALT+ENJ:线连接W:框选
+放大-縮小ALT+EM:移动ALT+EC:复制
ALT+ED:刪除ALT+AP:填充ALT+ENB拆分
ALT+ST:改文字(aprit格式,2号字) ALT+EHTT:改文字內容
ALT+AX: 写入ALT+AL:画线命令(一般跟捕捉中点联系使用)O:正交ALT+IMO线与线的间距線距ALT+IMP放大线边捕捉中点线边与线边的间距線距F:視圖切換U:返回上一步
ALT+ER旋转Q线宽
CAM作图方法
第一部:1.用CAM导出CAD图纸 2.修改单位 3.框选线连接 4.填充
5.改文字
6.下偏移3.5 7导出保存(注意数据的修改)
第二部:1.打开CAM导出上步保存的CAM线路数据;边框图纸:文字图纸
2.移动边框,从把边框第二层复制至第一层线路
3.打开画线命令,修改上下边框。
4.填充下边框,删除用于对位的三点,留下上边框暂时不予填充
5.在第三层修改我们需要的文字(注意分清锰铜,康铜)
6.填充,删除不需要的。
7.导出保存。
(注意数据的修改)
菲林排版步骤,我的电脑C盘program flies east space light cmp 图标K空间排版(防焊菲林需要阴阳片)移动版图(+放大-缩小),,做好后文件输出生成RID光栅文件保存至桌面文栅预览P 打开文件光栅文件输出完成后全部关闭
冲片机使用:
1.看显影定影槽师傅干净,三个排水开关是否关闭
2.AMT120为显影液,AMT110为定影液
3.菲林出来黑色不够家显影液,白度不够加定影液
4.开机,解锁开关下键5下输入设定锁。