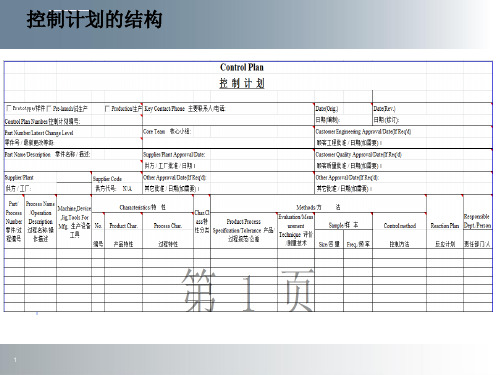
FUJICP训练教材
FuJi CP643操作

3) Lifter at Upper Limit&Lifter Timeout UP/DN Lifter 上升和 XY-table 無法接板。 將 Lifter 上下做動(使用手動開起氣壓缸)。
有無零件等檢查。 第10站:執行最終置件角度旋轉F。 第11站:真空破壞,置件。 第12站:執行最終置件角度還原FR。 第13站:執行置件角度預轉還原PR。 第14站:工作頭A檢知。 第15站:執行吸嘴頭原點角度確認。 第16站:拋料。 第17站:執行吸嘴切換前,吸嘴所在位置檢知。 第18站:使用伺服馬達,執行6支吸嘴位置切換。 見下圖第: 19站:確認是否完成切換。
十.HOLDER及NOZZLE認識
shaft
nozzle
holder 目前CP6的吸嘴編制如下表:
編號 1 2 3 4 5 6 直徑(mm) 1.0 1.3 M1.3 2.5 3.7 0.7
每個holder上可以此安裝 1到6號吸嘴.
十一. 故障排除
1). Servo Amp Alarm: X, D1, D2 先按RESET,無法消除後POWER CYCLE,仍無法消除檢查 servo box 1 內部 之 X-, D1- or D2-axis servo amplifier是否正常。
七.調整軌道寬度:
路徑 loader/loader.pos/WIDTH CH ADJ
步驟:
a.拆除support pin;
b.確定軌道中無PCB;
c.按下loader,選擇load POS.再選WIDTH CH ADJ, 待
START亮後按下START; d.卷動handle把軌道調到你所需要生產的PCB寬度;
CP培训教材课件ppt
✓为 了 规 范 事 业单位 聘用关 系,建 立和完 善适应 社会主 义市场 经济体 制的事 业单位 工作人 员聘用 制度, 保障用 人单位 和职工 的合法 权益
强调
4
逻辑 ✓为了规范事业单位聘用关系,建立和完善适应社会主义市场经济体制的事业单位工作人员聘用制度,保障用人单位和职工的合法权益
5
10
CP的输入 ✓为了规范事业单位聘用关系,建立和完善适应社会主义市场经济体制的事业单位工作人员聘用制度,保障用人单位和职工的合法权益
➢ 控制计划必须通过小组利用所有可用的信息来制定,信 息包括:
• 过程流程图 • PFMEA • 从相似零件得到的经验 • 小组对过程的了解 • 设计评审 • 最优化方法,如:DoE
➢ 交流
• 作为一份动态文件和通用语言,确定并传达了产品/过程特性、控制方法和 特性测量方面的更改
12
表格 ✓为了规范事业单位聘用关系,建立和完善适应社会主义市场经济体制的事业单位工作人员聘用制度,保障用人单位和职工的合法权益
1 2
3 4
5
6
7 8
9
1 0
1 1
1 2
1 3
1 4
1
1
1
1
1
2
2
2
2
✓一致更新!
27
✓为 了 规 范 事 业单位 聘用关 系,建 立和完 善适应 社会主 义市场 经济体 制的事 业单位 工作人 员聘用 制度, 保障用 人单位 和职工 的合法 权益
CP与其它文件的联系
✓PFMEA与控制计划的联系 ➢流程控制计划内“产品特性”可以来源于PFMEA内的“流程功能与要求”
2
2
2
5
6
Fuji设备操作说明
SV
Fuji设备操作 Fuji设备操作
AMD 钟佰强 2010.03.24
FUJI 线SMD2⁄SMD3操作书 操作书
一. GL5⁄GL541点胶机
(一).开机
DESAY
SV
把电源拔到“ON”状态下,按下“POWER ON”按钮(解开紧急制动按钮“EMERGENCY STOP”, 按下“RESET”后消除所有故障后显示屏显示“Machine not Eere Set”(机器没有设置零点),按下 开始键“Press Start,”此时按下在闪烁的“START”按钮进行零点设置,完成以上的动作显示屏会显 示机器的初始状态为: AUTO STEP LOADER 送板(F3) PROGRAM 程序(F4) SET 设置(F5) RETURN 返回(F6) 自动(F1) 单步(F2) (二).关机 生产完成后,按下紧急制动“EMERGENCY STOP”,再按下“POWER OFF”后将电源拔到 “OFF”状态,此时关机完成. (三).自动生产 在初始状态下按AUTO(F1)显示屏显示为: × F1 × F2 × F3 SEQ. NO 步骤(F4) MODE 模式(F5) RETURN 返回(F6)
DESAY
三. FUJI IP1多功能贴机 多功能贴机 (一).开机
SV
把电源拔到“ON”状态下,按下“POWER ON”按钮(解开紧急制动按钮“EMERGENCY STOP”, 按下“RESET”后消除所有故障后显示屏显示“Machine not Eere Set”(机器没有设置零点),按下 开始键“Press Start,”此时按下在闪烁的“START”按钮进行零点设置,完成以上的动作显示屏会显 示机器的初始状态为: AUTO STEP LOADER 送板(F3) PROGRAM 程序(F4) SET 设置(F5) RETURN 返回(F6) 自动(F1) 单步(F2)
FUJI CP8系列操作与维护保养指引
東
文件名稱 FUJI CP8系列操作与 維護保養指引
莞
文 版 日
新
號 本 期 4
勁
電
0
子
有Leabharlann 限公 司管制印章
SDP-IN-B0021 23 / JUN / 2004 共 11 頁
第
5.5.5.3. 從所顯示的數字鍵盤上輸入預定的生產數量; (如果預定的生產數量設定為零,則所預定的生產數量為無限) 5.5.5.4. 按下確認畫面上的[OK](認可)鍵; 5.5.5.5. 數字鍵盤消失后,所輸入的預定生產數量變為有效; 5.5.5.6. 按下[CLOSE](返回)鍵回[Main](主)畫面. 5.5.6. 供料平台的設置(選擇和生產相適合的供料平台的使用) 5.5.6.1. 在[Main](主)畫面上,選擇并按下[ Operation](生產模式)鍵; 5.5.6.2. 在[Joint](連接),[Joint Resupply](連接2),[Device change](料站更換) 在[Changeover](換線)中選擇并按下所需要使用的供料平台模式鍵. 5.5.6.3. 按下[CLOSE](返回)鍵回[Main](主)畫面. 5.5.7. 初始供料平台的選擇 在模式為料站更換模式和換線模式時,需要選擇一個供料平台作為初始供料平台 5.5.7.1. 在[Main](主)畫面上,選擇并按下[ Operation](生產模式)鍵; 5.5.7.2. 在[Original Table](初始供料平台)欄內的[Stage 1](供料平台1)或者 [Stage 2](供料平台2)中選擇并按下一個作為在生產中首先被使用的供料平 台鍵. 5.5.7.3. 按下[CLOSE](返回)鍵回[Main](主)畫面. 5.5.8. 搬運軌道寬度調整 在進行搬運軌道寬度調整時,請先確認置件平台上真空支撐銷的位置,以免在調整中 和軌道相碰. 5.5.8.1. 使用操作指令,將置件平台上的主搬運軌道載入,與送出則的搬運軌道連接起來 在[Main](主)畫面上,順序選擇并按下[Conveyor](軌道寬度),[Conveyor width] (搬運軌道寬度),[Change width](更改寬度)鍵后,按下[Start](開始)按鈕; 5.5.8.2. 施轉位于送出則搬運軌道處的調整手柄,調整搬運軌道的寬度,使基板能夠在軌 上滑順移動.調整時注意不要使基板兩則和搬運軌道之間的間隙過超過0.5mm; 5.5.8.3. 降下置件平台; 5.5.8.4. 使用指令操作,確認基板在搬運軌道中的移動和固定動作是否順暢. 5.6. 生產的開始 5.6.1. 生產前的測定和檢查 5.6.1.1. 吸嘴彎曲度,吸嘴中心度的測定
富士 PLC培训教材

IP address configuration.
31 23 15 7 3 0 IP address setting switch Parameter setting for initialization ﹢ Low-order 4 bits (0 to f) ﹢
High-order 4 bits (0 to f)
指示灯含义
No. POW ALM RUN Color Green Red Green Display Power Error In operation On condition On when system power is on (internal baseboard power(+5)) On when hardware error or watchdog timer error has occurred On during normal operation
This lamp goes on during normal operation after the module has been initialized (not initialization of the communication lines).It is not on during a loop-back test. 3) Ready for communication (RDY)
8.
在主板上模块的通道固定为0通道,如有T-LINK通道设置为0它的起始地址应扣除
主板上使用的地址。
9.
每根总线上只能接32个单元。
特殊规格的模块
一 ETHERNET 模块 二 RS232 模块
ETHERNET模块
1.
2.
型号 NC1-ET1
cp贴片机操作

生产
两种模式;1. pass模式做搬运轨道使用不生产. 2. Product模式为生产模式贴装元件在基板上. 在生产模式主画面下;按 “AUTO(F1)‖按 ”START―键执行自动生产. 按 ”STEP(F2)‖ 按 “START‖键执行单步生产.
CP6系列基础培训
贴片速率: 贴片精度: 贴片可靠性: 元件尺寸: 包装类型: 最多可装 Feeder 数: PCB 尺寸:
六.执行规 格 0.09sec./part
+-0.1 mm in XY-direction 99.99% (Including auto recovery) (0603)1005----19x20 mm 8, 12, 16, 24, 32 mm tape 140 feeders (using 8 mm tape feeders) Maximum: Minimum: Thickness: 356mm(W) x 457mm(L) 50mm(W) x 80mm(L) 0.5 mm---4.0 mm Max. 6.0 mm
• AIR PRESSURE 报警处理方法
1..机器气压是否为0.5mpa 2.后面的气压表是否显示正确 3.都不是找技术人员处理
• UNKNOWN NOZZLE STN.17 / STN.19
1.HOLDER的CLUTCH 脏.(保养) 2.HOLDER没有转到位须手动恢复到位
CP6系列基础培训
CP6系列基础培训
九.基本故障 排除
FUJI CP-743ME贴片机操作规范

3.6首件生产:由生产人员负责对于已经正常量产过的产品,放入一块已经印好红胶或锡浆PCB板,进行首件生产;
—对于还未正常量产过的产品,要用胶纸板,进行首件生产;
3.7首件确认:由IPQC检查人员负责按照PCBA样板、产品物料清单BOM和PCB位号图制作的检查图纸及《IPQC首件检查工作流程》对第一片板子进行首件确认,并作好首件记录;
3.3技术准备:由技术人员负责根据生产需要,及时调试好机器:
—检查机器导轨各部是否符合生产需要;
—检查生产程序是否正确;
3.4生产准备:由生产人员负责根据生产需要,及时准备生产:
—检查板底是否为所生产的型号,放置是否正确;
—按照技术人员提供的排料表,领取生产物料,选择正确的供料器将需物料装好;
— 将装好物料的供料器正确排放在机器的上料台上;
—打开导气阀门,检查气压是否正常,标准气压为90psi.
3.2启动机器:由技术人员负责
—开启该机的主闸开关
—检查机器各部是否处于正常状态,有问题要及时处理,并报告示上司;
—释放所有急停制,然后按下“POWER ON”按钮;
—待显示屏显示“Logon”画面时,再按下“REAOY ON”按钮;
—入操作者名和密码进入主画;
1.目的
本操作指引用来指导技术人员和生产人员正确操作FUJI CO-743ME贴片机。
2.适用范围
适用于富尔美科技SMT车间所有的FUJI CO-743ME贴片机
3.工作内容及职责
3.1开机准备:由技术人员负责
—开机前用碎布清洁设备表面,并检查机器可活动范围是否存放有其它异物。
SMT贴片机FUJI CP7 高级培训教材
___________________________________________________________
___________________________________________________________
第 2 站: 大零件吸件成败 检知:
" 笔 记 : _________________________________________________
___________________________________________________________ ___________________________________________________________ _________________________________________ 预转:为减小由于惯性所
4. 动手操作机器时,身体不要接触机器的可动部分。
5. 机器外罩、安全门处于敞开的状态下,请勿运转机器。
6. 在运转和操作机器之前请记住紧急停止开关的位置。
7. 在运转和操作机器之前请确认安全功能是否有效。
8. 不可以拆除机器上任何安全保护装置。
9. 即使在停止状态,也要确认安全后再接触机器。
10. 在通电的情况下,严禁直接将插头拔下或是插上。
第 10 站: 初始角度还原 :RQ 马达将置件工作头还原至初始位置,为吸嘴切换做准 备。当到达初始位置时,可被吸嘴离合器初始位置感应器(Nozzle origin) 感 知。 吸嘴原点位置检测:初始角度还原确认 离合器啮合检查:啮合检查传感 器(Meshing check)检查离合器是否正 常啮合
(FUJI CP-6系列)操作说明及注意事项

5.本操作说明适用于FUJI FCP6 CO642E CP643E CP643ME等机种.
6.设备保养:
1.根据CP系列高速贴片机保养記录表的保养项目进行设备的日、周、月、年保养,并填写CP系列高速贴片机保养記录表。
7.应用附件
1.QMI-108 (FUJI CP-6系列)操作说明及注意事项
1.2确认配电箱电源开关已开启.
2.设备开机
2.1打开主机电源开关.
2.2按{POWEຫໍສະໝຸດ ON}键2.3按START键启动机器执行归零.
2.4使用FCP6{PROGRAM}指令选择工作程序.
2.4.1按{LOAD }指令再按{LOAD PSTN}启动{START}键﹐使XY ,
TABLE回归至原点再选择{LIFTER},使XY-TABLE升起与输送
带连接﹐调整输送带宽度﹐使PC板流动顺畅为原则.
2.5使用{PROGRAM},{QTY SET}键﹐设定工作数量.
2.6输入{AUTO}OR{START}后选择{MODE}指令并放定在{PRODUCT}.
2.7按{AUTO}后﹐启动{START}键后机器开始生产.
3.设备开机﹕
3.1按压{EMERGENCY STOP}键.
修订履历记录
版本
文件编号
制/修内容简述
生效日期
制/修订部门
制/修订人
1.目的:
为使操作员能正确操作﹐确保设备发挥最大效能﹐减少设备故障频率.
2.范围:
3.应用文件:
Fuji CP6 series operation Manual
4.程序:
1.开机的确认
1.1确认Fuji Flexa计算机已开机.
(FUJI CP-7系列)操作说明及注意事项
版次
A.0
操作说明及注意事项
页次
5/6
(1) LOAD PANEL:将 PCB 板由 CONVEYER 输送到 XY TABLE 上。 (2) UNLOAD:将 PCB 板由 XY TABLE 输送到下一台机器。 (3) FLUSH OUT:将机器内部所有的 PCB 板全部送出来。
◎ MAIN CONVEYER:控制 XY TABLE 的动作。 (1) MOVE TO LOADING/UNLOADING POSITION:将 XY TABLE 移至 IN/OUT CARRIER 送/收板的位置下方 。 (2) LIFTER UP/DOWN:XY TABLE 作 Z 轴的上升/下降动作。 (3) CLAMP/UNCLAMP:控制 XY TABLE 的夹板放板动作。
五、 一般操作程序:
Procedure 「1」 完成开机步骤 「2」 选择生产程序 「3」 确认 NOZZLE 是否正确,并执行 NOZZLE CHECK 检查 NOZZLE 状态。 「4」 安装 DEVICE TABLE 及零件确认。 「5」 检查生产相关设定。 「6」 PRODUCTION。 「7」 一般错误状况排除及零件补充。
2. PROGRAM: ◎ 变更生产程序:进入画面之后,上方会显示目前带执的程序名称。另外
可以设定预定生产的片数与清除已生产的纪录。 ◎ 欲变更程序可直接按下程序名称确认。 ◎ 上方设定键可设定预定生产片数。
3. DEVICE CHECK: ◎ 此画面为确认所上之料件是否正确无误。若显示为绿色则为确认正确,
width,再按下”Chang Width”,此时”Star”灯将会开始闪烁。按下”Star” 数秒后 X-Y Table 会移动到 Unload Position 并上升,即可以用 PCB 板调整轨道。
FUJI高级贴片机培训(下册)

实用技术培训系列教材
長十字起子
MARK筆
短十字起子
磁鐵筆
短一字起子
(二)、工具使用之注意事項﹔ 1. 拆卸放鬆或組裝鎖緊時,禁止使用圓頭六角板手。 2. 圓頭六角板手可使用於不同角度上,但使用時要小心圓頭易斷裂。 3. 工具之正確使用方法及使用場合皆須注意。 4. 工具之多寡視個人需要與實用性添購。 5. 工作完畢時,應注意個人工具是否收拾齊全,勿遺忘於機器上而 造成危險。 6. 工作完成時,應注意機器之零件是否全數裝上,有無多餘零件。
拆
实用技术培训系列教材
装
(圖一) (圖二)
註:CLUTCH與SHAFT結合 組裝時,CLUTCH須先以 手鎖到緊,避免與其他 機構發生碰撞。
(三)、置件工作頭/吸嘴頭保養方式
UNIVERSAL JOINT 注意拆裝施力方向 裝回時:1.使用#242螺絲固定膠。 2.使用45kgf/cm扭力板手制定鎖固力量,滑 座及滾子由後方加油孔 注入AFC GREASE 直 到油滿為止。
实用技术培训系列教材
電源 AIR
200-480V
5kg
CP-642E CP-643ME CP-643E CP-65E
3-4/sec
0.3-4mm 0.3-4mm 0.3-4mm 0.8-4mm
140 100 140 140
200-480V 200-480V 200-480V 200-480V
5kg 5kg 5kg 5kg
二、10st~13st搖臂/連桿組保養方式 1.將堡型墊片固定片扳正,拆除堡型螺帽。 2.將軸芯固定機螺釘拆鬆,將軸芯抽出。 3.清潔擦拭搖臂,並以氣槍將二處滾針軸承內之髒油清出。 4.將氣缸側肘節固定螺絲拆除,更換新肘節後重新鎖回。 ※1.肘節上之油嘴方向須與原來同側,否則日後無法加油。 2.肘節螺絲/螺帽方向須與原來同側,否則會有干涉問題。 5.使用卡簧鉗(C型扣環鉗),將C型扣環拆除,更換新滾子後重新扣回,確認C型 扣環有卡入溝槽內,檢查滾子活動是否順暢後,在儲油槽內塗滿AFCGREASE。 6.在軸芯滾針軸承上塗上AFC GREASE。 7.利用注射器在調整連桿側肘節滾針軸承,注入AFC GREASE,直到油滲出。 8.11ST調整連桿轉輒接頭,將外蓋拆除後取出接頭部份,更換肘節塗上AFC GREASE後裝回備用。
FUJI 贴片机编程培训教材

2
3 在嵌板工具栏内选择歩进和反复选 项(PCB单板数据复制) 4
1.反复(拼板):电 路板连板数(例如: 4×4) 2.间隔(间距X/Y): 参照YAMAHA基板位移 信息坐标进行设定 3.展开方法:选择机 器贴片路径顺序。 4.设置完成,点击确 定。
19 of
53
6.1 拼板设定
拼板数据自动生成(在窗口内可以看 到每块拼板的数据),点击关闭,完 成拼板制作。 *当拼板数据有偏差时,需使用复制 子电路板方式对其依次输入(参照 YAMAHA拼板位移坐标进行设定)
2
3 4 5
5
3.1导入CAD
1
在菜单栏中鼠标点击 文件---选择导入--2 3 4
到job---然后选择 “Centroid数据”
6
3.1导入CAD
1
2
鼠标点击CAD文件名右侧参照链接口
在电脑桌面找到YAMAHA离线编程 导出的csv文件,点击打开即可自动 进入链接状态。
7
3.2 CAD导入设定名
15 of
53
4.4 CAD数据导入执行
状态显示: CAD导入 正常结束
开始导入CAD坐标,鼠标点击确 定,调整元件原点自动执行。
CAD导入正常结束,点击关闭即 可跳入下个编程界面。
16 of
53
5.1 基板长宽厚设定
PCB板长/宽/厚度
编 辑 功 能 区
在编辑功能区选择 Generar(PCB板尺寸)--Panel Information(PCB 板相关数据设定
22 of
53
7.3 基板标记设定
1
进入MARK设置画面后, 点击定位点类型 “Fiduciai Mark”---在 定位点名栏内输入基准点 名称(如:mark1)---鼠 标点击创建,完成MARK 点新建。
fujiflexa_程式制培训手册

Fujiflexa 培训手册2003.7.29一.程序的制作(从文本文件转入*.txt)二.先打开fuijflexa director菜单,进入到director窗口,再进入job building窗口,新建一个程序名字和版本号。
三.在job building窗口中从tool菜单里找到options菜单,单击该选项进入窗口,选择 origin菜单,然后根据所给数据的原点来定义程序的坐标原点,定义好后单击OK退出。
四.在job building 窗口中从file菜单选择import菜单再进入下一级菜单,选择菜单job菜单再进入下一级菜单,选择centroid CAD data菜单,然后单击该菜单项(会询问delete the current job?回答yes.),进入到centroid CAD导入窗口,选择需要导入的文本文件,然后在单击edit按钮,进入CAD import setting wizard窗口,1. 单击options按钮,进入CAD data format窗口(如果同时导入top和bottom,在specify side前的方框里打钩,然后分别在top和bottom的后面填上区分的字符),选择好后单击Ok按钮退出。
2. 单击set units按钮,进入CAD data units窗口,在coordinate data format 框里coordinate units选择单位mm,再在multipler选择1;在angle data format框里angle units 选择单位degrees,再在multipler选择1,然后单击Ok按钮退出。
3. 在CAD data format框里选择delimited fields,如果在坐标文件中包括mark点坐标,在include fiducial sequence data block前的方框中打钩,然后按next按钮,进入下一窗口。
FUJI CP642贴片机作业指导书
版 次 修 订 记 录
年 月
日内 容 摘 要源自审核制作 莫 国 伟东莞市前锋电子有限公司
FUJI CP642贴片机作业指导书 文件名称 制定日期 2013-7-1 页次 文件编号 制作单位 SMT 版本/次 一. 目的:为使机器按正确的程序作业,确保机器安全运行,减少事故发生; 二. 范围:适用于前锋电子有限公司CP642贴片机操作; 三. 职责:技术员负责转机.程序制作.机器维护;操作员负责机器的正常操作. 四. 作业程序: 4.1 开机: 4.1.1 打开电源:打开电源扳手,按下POWER ON并旋松紧急开关。此时荧幕上显示Vision system booting 且start 键闪烁。按下 start 键机器自动归零。 4.2 关机: 4.2.1 待机器内PCB生产完后,按下CYCLE STOP 键并将机器回到主书面,此时按下‘—’ 加上‘F6’待机器提示归零且start键闪烁,按下start键机器自动归零。归零完成后按下紧急 开关,再按下POWER OFF。把电源扳手合上后即可完成关机。 4.3 检查吸嘴: 4.3.1 于主书面下依次按下SET→MANUAL→NOZZLE→CENTER键后按start键开始吸嘴中心检 查。 4.4 设定Table mode: 4.4.1 于主书面下依次按下SET→MANUAL→STATUS→TABLE MODE后按change来选择 Table mode。 4.5 自动生产: 4.5.1 于主书面下按下一步AUTO后按START键自动生产。 4.6 设定PASS或PRODUCT模式: 4.6.1 于主书面下依次按下SET →STATUS→PASS/PRODUCT来切换PASS或PRODUCT模式。 4.7 设定RECOVERY模式: 4.7.1 于主书面下依次按下SET→STATUS→RECOVERY,可按CHANGE切换E stop或Epass,n times(1≤n≤9),按recov num 来选择recovery次数。 五. 注意事项: 5.1.0 开机前,务必确认FEEDER座上安装之料架无翘高,HEAD运行区域无异物,Table运行无障 碍,气压已达标准; 5.1.1 按下RESET前,必须确认各部处于静止状态; 5.1.2 机器在运行时,不可将身体部位和工具伸入机器内,以免发生意外; 5.1.3 机器在生产中,非紧急状况不可按下机器四周的非常停止按钮。 5.1.4 严禁两人或两人以上同时操作机器。 5.1.5 每日下班前都要清洁散料盒和机器,保持本岗位清洁. 1\1 A\01
富士施乐DocuPrintCP228w说明书下载
DocuPrint CP228 w ⻍凖ㆷ⋔㚞ợ䒌㚞◌ ↱濇孛∅⼩€敩孟㚐存㕲 Ɂợ䒌存㕲䪊⍬㝫K!HC0U!28651.2::9Apple、Bonjour、ColorSync、iPad、iPhone、iPod touch、Macintosh、Mac OS 和 OS X是Apple Inc.在美国和其他国家的注册商标。
AirPrint和AirPrint标识是Apple Inc.的商标。
App Store是Apple Inc.的服务商标。
Android、Google Chrome、Gmail、Google、Google Cloud Print、Google Drive和Google Play是Google Inc.的注册商标或商标。
Adobe、Photoshop和PostScript是Adobe Systems Incorporated在美国和/或其他国家的注册商标或商标。
PCL是Hewlett-Packard Corporation在美国和/或其他国家的商标。
Microsoft、Windows Vista、Windows、Windows Server、Visual C++、Visual Studio和Internet Explorer是Microsoft Corporation在美国和/或其他国家的注册商标或商标。
Linux是Linus Torvalds的注册商标。
Novell和SUSE是Novell, Inc.在美国和其他国家的注册商标。
Red Hat和Red Hat Enterprise Linux是Red Hat, Inc.在美国和其他国家的注册商标。
Ubuntu是Canonical Ltd.的注册商标。
Wi-Fi和Wi-Fi Direct是Wi-Fi Alliance的注册商标。
Wi-Fi Protected Setup、WPA和WPA2是Wi-Fi Alliance的商标。
所有产品/品牌是各公司的商标或注册商标。
FUJI CP643操作指导书
FUJI CP643操作指导书1 目的1.1规范贴片机操作员的作业程序和动作以确保机器的正常运行及生产产品的优良率2 适用机型及人员2.1 FUJI CP643贴片机操作员及设备维护人员3 参考文件3.1 FUJI CP643《操作手册》4 开机流程4.1 按一级保养例项对机器进行常规检查:供料器是否装平,压料盖是否扣好,如有错误应及时纠正。
检查机器上有无杂物,确保无障碍物阻碍设备运行并关好所有安全门。
4.2 打开电源控制盒总开关,将机器电源开关置于“ON”位置,再将圆形红色的“紧急停止”键顺时针方向转动释放,按“POWER ON”,机器进入启动状态。
4.3 机器启动完毕,显示屏上有“PRESS START”闪动,按“START”键,机器开始复位。
待显示屏上出现“Ready”,机器复位完毕。
4.4检查气压是否在4.5—5.5kg/m*m范围内,真空是否在60cm hg以上。
如有异常,应及时报告给工程技术人员,以便检修,确保机器正常运转。
4.5当气压和真空参数均无误,则可在主操作界面按F4(PROGRAM),找到所要生产机种的程序,按F1(CHANGE)后,输入程序相对应的序号,然后按右面的“CR”键确认。
再按F6(RETURN)回到主操作界面。
4.6用一片所要生产机种的PCB调整好运输轨道的宽度,确认机器过板顺畅。
然后在主操作界面按F1(AUTO),机器进入自动工作状态。
5生产作业5.1 由IPQC根据《SMT Feeder setup report》全面核对在机物料,确认无误后方可开机。
5.2 当机器处于自动工作状态时,检查传送轨道中的输送PCB方向是否与相应型号的程序规定方向一致。
5.3开机后打出的第一块板,应给IPQC确认无误后,方可进行批量生产。
5.4 在生产过程中,对要贴完的物料,操作员应根据《SMT Feeder setup report》进行备料,杜绝停机换料的现象。
5.5 换料过程,操作员自己先仔细核对物料,并检查供料器有无不良。
Fujiflexa软件使用培训手册

Fujiflexa 培訓手冊課程 對象 內容2天 SMT 软件工程师了解软件应用操作以及日常维护目录第一章:Fujiflexa 基本功能介绍第二章:程序制作流程第一章:Fujiflexa 基本功能介绍一. 图标介绍1. 导向器(Director) 是Fuji Flexa 的核心。
它是所有Fuji Flexa Job 数据的中心部分,并在访问Fuji Flexa 工具时被使用。
导向器用于数据管理,数据传输,以及管理生产线及机器。
导向器也为用户提供访问下列Fuji Flexa 工具的捷径:Job 编制器(Job Builder ),组件编辑器(Part Editor ),组件号码编辑器*(Part NumberEditor ),外形编辑器* (Shape Editor ),封装编辑器* (Package Editor ),组件模板编辑器(Part Template Editor ),定位点编辑器(Mark Editor ),生产线监视器(Line Monitor ),生产线报告器(Line Reporter ),进度表编制器(Schedule Builder ),进度 表汇编器(Schedule Assembler ),进度表查看器(Schedule Viewer ),规格保持器(Spec Keeper ),跟踪查看器(Trace Viewer ),宏(Macros ),Fuji Flexa 向导(Fuji Flexa Wizards )。
1. 标题栏 (Title bar ) 窗口的顶部是标题栏。
在标题栏中, 包含应用程序名以及最小化、调整大小和关闭应用程序的按钮。
2. 菜单栏 (Menu ba) 在标题栏下方是菜单栏。
单击菜单栏名可打开菜单。
3. 工具栏 (Toolbar )菜单栏下方是工具栏。
单击工具栏上的按钮可完成一些常用的指令。
4. 图标栏 (Icon bar)工具栏下方, 屏幕左侧是图标栏。
FUJI贴片机培训资料PPT课件

9.为了防止突然启动造成事故,维修之前请卸掉空气供给源的管子,排放出 内部的空气后再进行维修。
10.为了防止人身伤害,进行修理、调整、更换零件的作业后,请一定确认螺 丝、螺母是否拧紧。
11.拔掉电源时,请手拿插头,不要拿电线拔。
12.机器运转常、故障或停电时,请立即关掉电源。 2.机器抬起或移动时,请注意不要让机器翻倒或倒下。 3.为了避免机器在工作中移动发生事故,请把脚轮固定锁紧。 4.设备应水平放置。 5.为了防止触电、漏电、火灾事故,机器工作中请不要对电缆施加力量。 6.为了防止因不熟练造成的事故,请由熟悉机器的维修人员来修理、调整机器。 另外更换备件时,请使用本公司的标准零件。 7.为了防止因不熟练导致的事故或触电事故,有关电气方面的修理、保养(包 括接线)请由电气专门技术人员或委托本公司来修 理。 8.为了防止错误动作造成事故,请不要使用电源超过220V±10%的电压。 5 9.为了防止错误动作造成事故,请不要使用气源超过0.5±0.05MPa 的压缩空气。 10.为了防止电器零件的损坏造成的事故,从寒冷的地方移动到温暖的地方时, 容易发生结霜,请在水滴完全干燥后再打开电源。 11.为了防止电气零件的损坏造成的事故,打雷时请停止使用机器,并拔掉电 源插头。 12.为了防止触电事故,请不要在卸掉地线的情况下运转机器。 13.机器在运动中绝对禁止拆放供料器,否则会造成机器头部零件撞坏的危险。
一般,转塔上安装有十几到二十几个贴片头,每个贴片头上安装 2~4个真空吸嘴(较早机型)至5~6个真空吸嘴(现在机型)。由于转塔的 特点,将动作细微化,选换吸嘴、送料器移动到位、取元件、元件识 别、角度调整、工作台移动(包含位置调整)、贴放元件等动作都可以 在同一时间周期内完成,所以实现真正意义上的高速度。目前最快的 时间周期达到0.08~0.10秒钟一片元件。 这类机型的缺点在于:
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
第一章各机构之名称1.机器正面各机构名称机器前侧机器后侧各伺服控制轴各工作站置件头PCU( Pallet change unit)2.机器各机构功能说明置件相关机构凸轮箱主驱动装置置件工作头 1~16工作头影像处理系统供料系统料枪CP7 切刀机构供料台PCU基板传输系统 XY基台电气控制系统控制面板控制箱气路控制系统机器本体置件相关机构凸轮箱凸轮箱是由凸轮轴马达,主驱动装置,凸轮轴,驱动连杆,气压缸等机构组成。
主驱动装置凸轮箱中主驱动装置是由2部分组成,一个带动置件工作头上的角度驱动离合器,用来驱动齿轮盘动作,一个是带动吸嘴头动作的装置。
置件工作头旋转主轴上有16组工作头,每一组置件工作头是由吸嘴,吸嘴头及吸嘴头支座组成。
每一工作头上均可配有6种不同的吸嘴。
可依零件之大小做不同的选择。
置件工作头从料枪上吸取零件,通过影像处理系统,而后将零件置在生产基板上。
1~16工作站16个置件工作头所在位置称为工作站,各工作站所执行工作均不同,以下将针对各工作站逐一进行说明。
第一站执行供料器送料,吸取零件及零件用尽检知等。
第二站进行大零件取件成败检知,及角度预转。
角度预转为减少第八站将零件转到最终角度时间,同时减少旋转惯性引起的角度误差,进行±90度预转。
第三站执行置件工作头误差角度修正。
第五站使用大,小视野两相机进行零件位置、角度偏差、零件外行,有无零件等检知。
第六站测量吸嘴头所吸零件厚度(可选)第八站执行最终置件角度旋转。
根据第五站影像处理结果在第八站用伺服马达进行最终角度旋转。
第九站执行将零件置放在生产基板上,但在第五站影像处理不良零件将不做置件。
第十站执行角度旋转还原,同时进行吸嘴原始位置检知第十一站确认置件头下降后是否升起,及为了计算生产情报执行置件工作头A检知。
第十三站执行将第五站影像处理不良之零件从吸嘴头上清除。
同时执行吸嘴头切换前,吸嘴头上6个吸嘴所在位置检知。
第十四站使用伺服马达,执行吸嘴位置切换。
第十五站执行吸嘴位置切换后,是否正确切换之确认。
供料系统料枪将料带上的零件供应到第一站零件吸取位置之装置。
在CP7系列上用CP6系列之料枪。
废料带切刀装置位于第一站置件工作头下方,利用上下切刀将从料枪上送出之废料带予以切除。
切下之废料带由管道收集到废料带搜集箱中。
供料平台装置位于机器后面,有供料平台2个,供料平台装置有伺服马达、螺杆等装置,使料枪移动到吸料位置进行供料。
PCU(供料平台更换装置)操作人员可更换整个PCU装置,节省上料时间。
影像系统影像系统是由CCD相机、光源机构及相机固定座等组成。
使用CCD相机读取生产基板上之基准定位点,在机器内计算出坐标修正量,作为自动置件时之补偿依据。
基板搬运相关机构基板搬运相关机构包括输入侧轨道,输入送板机构、置件平台、输出送板机构、输出侧轨道。
电气控制相关机构操作面板操作面板是由触摸式屏幕组成,可通过一个开关进行前后操作切换。
控制箱控制箱包括电路板用来控制机器,还配有光驱用来安装软件。
(主控制部分是由PC控制的)伺服箱伺服控制箱包括伺服放大器、基板组成,用来控制各伺服马达动作。
(用户请不要更换其相关参数)不间断电源供应装置(UPS)UPS位于机器后侧,当正常关机时UPS自动切断,不正常切断电原时UPS将不被切断,继续供电,保证PC能正常关机。
第二章基本操作1.更换轨道宽度注意:在调整轨道宽度前确认Back-up Pin是否和轨道活动侧有干涉(Back-up Pin不能在轨道活动侧下面)1.在更换轨道宽度前,用以下命令使X-Y Table和Outcarrier连接在一起:[Conveyor]-[Conveyor Width]-[Change Width] 然后按[START]键2.转动在out-conveyor处的手柄,调整轨道,使基板能顺利地在轨道上移动。
轨道宽度调整到使基板和轨道两侧各有的间隙。
如图所示:3.降低X-Y table4.用pass模式送板,确认是否正常。
2.更换基板Back-up Pin位置根据基板的形状、大小及基板反面已打零件的位置调整back-up pin及像皮块的位置及数量。
1.移动X-Y table到loading位置。
2.按下紧急开关3.安装Pin当用到像皮块时,用双面胶固定在Back-up Plate上3.架设料枪料枪必须正确架设在料架台上,以使吸嘴吸上正确的料贴装在基板上。
注意:架设料枪时按下紧急开关。
1.架设料枪时,确认料台及料枪上是否有杂物(如废料带、零件等)。
清除料台表面及料枪下的杂物。
2.确认料盖是否翘起3.不同的料带装在不同的料枪上,如果装错,料盖会翘起或吸件状态不好。
4.更换供料台供料台可整组更换。
PCU(Pallet Change Unit)卸下供料台1.使PC叉子和机器之叉口一样高,高度可在±10mm 内调整。
如图所示2.推PCU使叉子推进机器子叉口,用[Stage1 Clamp]命令夹紧PCU。
3.关上后门,用[Stage1 Start]命令,按下START 键,使D-table移到更换位置,放松供料台。
4.打开后门,拉供料台到PCU上。
5.用[Stage1 Unclamp] 命令,放下PCU。
安装供料台1.推PCU到机器上,用[Stage Clamp]命令夹紧PCU。
2.推供料台到机器D-axis上。
3.关上后门,[Stage Set],夹紧D-axis上的供料台。
4.用[Stage Unclamp]命令放下PCU,完成操作。
第三章保养1.清洁清洁吸嘴(根据需要)因为真空通过吸嘴作用在零件上,当吸嘴内有杂物时,会堵塞吸嘴,减弱真空,导致吸件状态不好或吸不上料,所以要定时清洁吸嘴。
用一个合适尺寸的针清洁吸嘴。
清洁吸嘴的荧光贴纸(每月)如果吸嘴的荧光贴纸脏掉或有其它杂物时,在过第五站影像处理时,会影响零件的影像,导致影像出错。
如果出现某个吸嘴影像处理有问题时,用柔软的刷子清洁吸嘴的荧光贴纸。
如果不能清洁干净,就要更换贴纸。
清洁废料带收集箱(每8小时)切刀切下的废料带通过真空吸到废料带收集箱内,废料带收集箱每8小时清洁一次。
清洁废料带收集箱时,确认上面的真空过滤棉。
如不干净,须用气枪清洁过滤棉。
清洁废料带输送管(每8小时)生产过程中,由切刀切下的废料带由真空通过输送管送到废料带收集箱中。
所以输送管一定要保持畅通,当管道口被堵塞,废料带堆积,影响料枪供料,导致吸件不良。
如果生产过程中发现由废料带堆积引起吸件不良,检查并清洁输送管道。
注意:用真空清洁,不要用气枪吹。
清洁废料盒(每8小时)生产过程中,机器把影像没有通过的零件丢到废料盒中,所以,生产时,每8小时清洁废料盒一次。
更换真空过滤棉(每3月)在生产过程中,过滤棉起过滤作用。
当过滤棉脏掉时,回影响真空,导致吸件不良,须每3月更换一次。
清洁相机玻璃镜片(每月)生产过程中,如果相机玻璃镜片脏掉,回影响相机的影像处理,甚至影像通不过。
相机玻璃镜片须每月清洁一次。
最好用镜片拭纸擦拭。
更换冷却油(每年)冷却油是用在凸轮箱的Index部分。
油箱在机器前方的右侧。
冷却油须每年更换一次。
1.打开油箱上面的盖子。
2.打开排油口活塞,把旧油排到准备好的容器内。
3.锁好排油口活塞,打开注油口活塞,慢慢加新油。
(BONNOC M150)。
4.加到油管的中间位置。
(从机器后面看)清洁空气过滤器(每周)由供气系统供应的气体必须经过过滤,空气过滤器通过过滤能提供干净的空气。
过滤棉2年更换一次。
清洁Nozzle Indexing Shaft的离合器经过一段时间的生产,油会粘附在Nozzle Indexing Shaft的离合器上,导致离合器打滑,使Shaft很难转到所要的角度,导致各种错误。
用机器附带的脱脂剂(ThreeBond 2706)清洁离合器部分。
一月清洁一次。
拉下Outer Shaft,用带有脱脂剂的抹布清洁离合器部位。
注意:不要直接向离合器部位喷脱脂剂。
2.加油注意: 加油量请勿过多,过多之润滑油会到处滴落或飞溅,加油量过多时,请以抹布擦拭干净。
加油时请特别注意勿污染光学组成部分,如果相机或三棱镜沾上润滑油将造成影像处理异常。
当光学组成部分沾到润滑油时,请以抹布擦拭干净。
加油说明:加油时请用DAPHNE EPONEX#2、Multemp SRL3及AFC 这三种润滑油。
黑色指示箭头?使用油枪加油白色指示箭头?涂抹黄油加油位置范例置件平台部分加油轨道部分加油加油位置加油类型保养周期Daphne Exponex#28滚珠螺杆O每月9导杆O每月10轴承O每月11导杆O每月基板搬运部分加油加油位置加油类型保养周期Daphne Exponex#212直线滑轨O每月13凸轮轨道O每月送料连杆部分加油加油位置加油类型保养周期DaphneExponex#2MultempSRL314轴承O×每月15直线导杆O×每周凸轮箱部分加油加油位置加油类型保养周期切刀部分加油加油位置加油类型保养周期Daphne Exponex#223活动侧切刀O每周连杆肘节部分加油加油位置加油类型保养周期Daphne Exponex#224连杆肘节O每3月供料台部分加油加油位置加油类型保养周期Daphne Exponex#225D轴直线滑块O每月26D轴直线滑轨O每月27D轴滚珠螺杆O每月28凸轮轨道O每月置件工作头部分加油各加油位置使用油品一览表加油位置加油类型保养周期DaphneExponex#2MultempSRL3AFCgrease1置件平台X轴直线滑块O××每月2X轴直线滑轨O××每周3X轴滚珠螺杆O××每月4Y轴直线滑块O××每月5Y轴直线滑轨O××每周6Y轴滚珠螺杆O××每月7Z轴滚珠螺杆×O ×每月8轨道滚珠螺杆O××每月9导杆O××每月10轴承O××每月11导杆O××每月3.更换消耗部品更换吸嘴生产过程中,当吸嘴弯曲,变形,阻塞时会引起吸件不良,须要更换。
当更换吸嘴时注意里面的弹簧。
更换吸嘴荧光贴纸吸嘴荧光贴纸脏掉时会导致影像处理出错,须更换荧光贴纸。
1.用片把旧的荧光贴纸取下2.用布把残余的胶清洁干净3.用治具把新的荧光贴纸贴上4.用布清洁吸嘴上可能粘上的胶吸嘴及荧光贴纸料号Nozzle Size Nozzle Assy Dwg.No.Disk OuterDia.FluorescentSeal Dwg. No.ΦADCPH9510Φ8 DCPH0661ΦADCPH9690Φ8DCPH0661ΦADCPH9520Φ8DCPH0671ΦADCPH9530Φ8DCPH0681ΦADCPH9540Φ8DCPH0691ΦADCPH9550Φ16DCPH0700ΦADCPH9560Φ16WPH8201ΦADCPH9570Φ16WPH8211ΦADCPH9580Φ16DCPH0710ΦADCPH959016X16DCPH0720ΦADCPH961016X16DCPH0730ΦADCPH963016X16DCPH0740ΦADCPH965016X16DCPH0750ΦADCPH967021X21DCPH0760ΦADCPH960016X16DCPH0810ΦADCPH962016X16DCPH0820ΦADCPH964016X16DCPH0830ΦADCPH966016X16DCPH0840ΦADCPH968021X21DCPH08503.3更换切刀生产过程中,如果切刀磨损,会导致废料带切不干净,产生料带堵塞或tape feeder错误,这时必须更换切刀。