武钢轧辊有限公司轧辊磨床安装生产进度表(A3)
钢铁厂建设工程施工进度计划表
钢铁厂建设工程施工进度计划表2019年度钢铁厂建设工程施工进度计划表项目名称:钢铁厂建设工程工程编号:2019GTC001编制单位:XXX建设工程公司计划起止时间:2019年1月1日至2019年12月31日序号工程名称施工内容计划开始时间计划完成时间实际完成时间1. 土地平整清理建筑垃圾,进行挖土填方 2019.01.10 2019.01.15 2019.01.142. 厂房基础施工地基开挖、浇筑基础混凝土 2019.01.16 2019.02.05 2019.02.073. 厂房主体结构施工主体结构施工,包括柱、梁、板2019.02.08 2019.03.15 2019.03.134. 设备安装安装厂房内所需设备,包括冶炼炉、轧钢机等2019.03.16 2019.06.30 2019.06.295. 电气配套工程完成电气设备的安装与调试 2019.07.01 2019.08.31 2019.08.296. 污水处理系统建设完成污水处理设备的安装、管道铺设等工作 2019.09.01 2019.10.31 2019.10.307. 环境保护工程安装废气处理设备,建设厂区绿化等2019.11.01 2019.11.30 2019.11.288. 厂区道路建设完成厂区道路硬化、排水、标线等工作2019.12.01 2019.12.20 2019.12.189. 竣工验收接受监督部门验收,办理竣工手续 2019.12.21 2019.12.31 -注:本进度计划表仅为预测性计划,具体工期可能因各种因素而发生变动。
实际完成时间将在工程进展中及时更新。
以上为2019年度钢铁厂建设工程施工进度计划表,每一项工程都按照时间顺序进行排列。
该计划表可以使项目相关人员清晰了解钢铁厂建设工程的施工进度安排,确保项目按时进行。
编制单位将根据实际情况及时更新该计划表,并与监督部门进行沟通,以确保工程进展顺利。
同时,鉴于项目建设过程中可能会遇到一些不可预测的情况,例如自然灾害、人力资源问题等,实际完成时间可能会有所延迟或提前。
国产轧辊磨床技术规格书
第七章货物需求一览表及技术规格货物需求一览表1.总体说明1.1本项目属1580mm热连轧项目。
1.2该项目计划于xxxx年xx月投产。
为满足生产需要,磨辊间拟配置万能轧辊磨床设备1台,精轧工作辊磨床设备2台。
1.3本次招标的轧辊磨床主要包括机械设备、电控系统、探伤系统及润滑系统等的设计、制造和供货,以及相应的服务部分。
投标人所投标设备的功能、精度、质量和效率必须满足本技术规格书的有关要求,投标设备应采用国际上成熟可靠的先进工艺和设备,其产品质量、生产成本、各项消耗指标和劳动生产率等均应达到国际先进水平,具有可靠,工艺完善和生产成熟等特点。
投标人应具有设计、制造本技术规格书所规定设备的资格和能力,对设备的设计、加工能力、质量、使用性能、供货的完整性、安装指导及调试负责。
1.4投标人应以技术附件的形式编写投标文件中的技术规格书部分。
技术附件的组成及名称见第6节。
1.5投标人在参加本项目投标时,投标人将为总负责单位,需负责招标设备的设计与供货,同时对其供货设备和服务的正确性、完整性、先进性负责。
*1.6投标人应具备与本招标设备相当或类似的同类型产品的设计及制造业绩,并在国内钢铁行业热连轧生产线有五家以上已使用的业绩,投标人在投标书中(以附录形式单列)提供供货实绩或相关介绍。
2.设备的技术要求总体要求2.1投标人需提供1台万能轧辊磨床和2台工作辊磨床,用于1580mm热连轧轧机的工作辊、支承辊,卷取机的夹送辊和助卷辊的磨削加工,并预留平整机的工作辊和支承辊的磨削加工。
*2.2轧辊的辊身辊形加工内容:圆柱、正弦、制表曲线、CVC、抛物线、组合曲线。
2.3投标人所提供轧辊磨床的功能、精度、质量和效率应满足1580mm热连轧轧机生产的要求。
2.4 投标设备所采用的标准机电零部件和液压元器件应选用国际先进水平产品。
2.5 投标设备所采用的表面油漆色彩按招标人的色标要求。
2.6 投标设备为每天24小时连续工作制。
轧辊装配工作业指导书

文件编号: 版本/更改号:A /0唐山市德龙钢铁有限公司轧辊装配岗位作业指导书更改状态一览表1目的为了确保轧线所使用的轧辊装配质量满足生产需要,使每个环节处于受控状态,以保证最终生产的线材产品质量受控。
2适用范围本作业指导书适用于线材厂生产准备工段轧辊装配工对于线材生产中所需轧辊的拆装过程。
3职责3.1负责线上轧机的润滑、检查及维护。
3.2负责轧辊的组装及拆卸,上下线轧辊的吊运。
3.3负责记录轧辊装配记录、轴承跟踪记录和交接班情况。
3.4严格执行公司、部门的各项规章制度。
3.5负责本区域的现场管理。
4过程流程图6相关程序、支持文件《轧辊装配工安全技术操作规程》《定置管理细则》8附件附件1 安全操作规程1必须按规定穿戴好劳防用品,才能进入岗位操作。
2必须遵守钳工的通用安全技术操作规则。
3安装轧机轴承时,必须遵守轧机使用维护工艺规程。
3使用轴承加热器时,必须预先检查加热器的安全性,以防漏电造成事故,如遇电器故障,必须请电工解决,严禁私自动手排除故障。
4启动行车进行轧机换辊时,必须有专人负责指挥,指挥人员应站在安全位置,严密注意作业人员的安全。
5吊装轧辊时必须用专用钢索,同时两根钢索必须长短一致。
6开动液压换辊装置必须注意周围无人方可启动。
7吊装轧辊时,钢索必须套住在轧辊的两头,以确保轧辊在吊装时的平衡。
8发现行车吊装困难,严禁强行吊装,必须寻找原因,待故障排除后,才能吊装;在轧辊下降时,装辊人员必须离开轧辊下降位置,防止造成压伤。
9工作时禁止吸烟、卫生区域内不准有烟头。
附件2 突发火灾应急预案:1.火灾发生时,要及时组织救援人员实施有效的救援工作避免事态扩大。
2.积极组织被困人员从安全通道有序的撤离现场。
3.根据火灾情况和不同性质、采用不同的灭火器材和灭火方式。
4.煤气发生火灾时、应在技术人员指挥下按安全规程关闭煤气阀门切断气源。
5.煤气火灾抢险过程中、应设专人看管和操作煤气阀门及压力容器等。
6.严密注意火灾情况和救援人员的安全情况、绝不能因救援不当导致不必要的人员伤亡,给公司财产造成重大损失。
轧辊作业指导书

轧辊生产作业指导书轧辊生产流程图:一、生产工艺准备1.根据顾客图纸由技术部设计工艺,建立轧辊生产工艺卡片注明轧辊的轧制对象、适用机架、铸造方法、化学成分、硬度、出铁水温度液相温度、浇铸温度、孕育量、球化剂用量要求。
2.技术部设计的工艺卡片传向生产部、铸造车间指导生产并存档备用。
3.工艺卡规定的操作方法、化学成分、轧辊材质、硬度要求,未经专门会议商讨许可,任何人不得擅自修改。
4.客户有特殊要求需调整内容的,经专门会议商讨确定修改的,应在修改处签名,并标明修改日期(原则上制新,旧版保留盖章,收回保存)。
二、造型1.型砂和涂料的配制选择良好的造型材料和涂料是获得优良轧辊的重要条件之一,轧辊的气孔、夹灰、夹砂、起瘤等缺陷与造型材料的成分,物理和机械性能有密不可分的直接关系。
因此,要求型砂和型砂具有良好的可塑性,湿强度,干强度,气性,耐高温,抗粘结等性能。
如耐火性差,型砂易烧枯,如强度差,型砂易脱落,如透气性差,型砂不易烘干,浇铸高温铁水时,易出现气体放炮现象,上述因素,将直接影响到轧辊生产的质量。
配制造型和造芯型砂时,应严格按规定配比,加入碾砂机内制备,配比要合理,碾磨混合要均匀。
2.底箱型砂配比4#石英砂10-15%,旧砂35-40%,5#砂30-40%,耐火泥10-15%,陶土3-5%,加水适量7-9%,砂处理设备搅拌30分钟,手感抓而不粘,检测湿强度≥0.06MPa,透气性≥300。
3.长浇口型砂:旧砂80-85%,陶土5-7%,耐火泥5-7%,水分: 7-9%。
4.冒口型砂:旧砂80-85%,黄砂5-7%,陶土5-79%,耐火泥5-7%。
5.冒口、底箱、长浇口用涂料:黑铅粉95%,水5%;白铅粉95%,水5%。
稀释搅拌30分钟。
6.冷型挂砂:4#石英砂79%,白泥13%,陶土7%,糖浆2%,碾20-30分钟。
三、造型和造芯1.冒口半硬模:造型一次可用3/5次,达到使用次数后或未达到次数但损坏严重需更新。
轧钢厂生产科轧辊车间三班装配钳工岗位职位说明书

培训
厂规厂纪、安全、技术。
其他
要求
遵纪守法
职位说明书
基本情况
职位名称
三班装配钳工
职位编号
所属单位
生产科
所属车间
轧辊车间
所属班组
装配班
直接上级职位
班长
职位设置目的
负责拆、装轧辊
工作职责和工作内容
1.负责正确指挥天车,拆辊、装辊。
2.对轴承进行清洗,保养与维护。
3.及时送出工作辊,并收回下机辊。
4.服从班长及领导的安排,进行工作。
5.积极参加各种培训及劳动竞赛。
6.保持所装配辊表面及轴承座清洁。
7.负责工作场地周围环境清洁。
8.及时完成各级领导交给的任务。
9.
10.
工作工具
个人专用
劳保用品
班组共用
各种扳手,手提砂轮。
车间共用
天车
分厂共用
汽车
基本
任职资格
学历
中专
专业
不限
年龄
不限
性别
男
身体ห้องสมุดไป่ตู้
素质
健康
工作
经验
一定同类工作经验
工作
技能
能够完成装配任务,及各种电报焊技能。
MK84160数控轧辊磨床产品概况
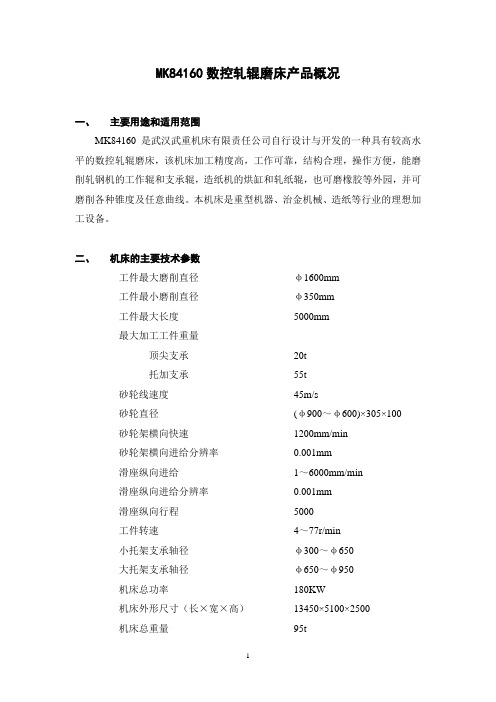
MK84160数控轧辊磨床产品概况一、主要用途和适用范围MK84160是武汉武重机床有限责任公司自行设计与开发的一种具有较高水平的数控轧辊磨床,该机床加工精度高,工作可靠,结构合理,操作方便,能磨削轧钢机的工作辊和支承辊,造纸机的烘缸和轧纸辊,也可磨橡胶等外园,并可磨削各种锥度及任意曲线。
本机床是重型机器、治金机械、造纸等行业的理想加工设备。
二、机床的主要技术参数工件最大磨削直径φ1600mm工件最小磨削直径φ350mm工件最大长度5000mm最大加工工件重量顶尖支承托加支承20t 55t砂轮线速度45m/s砂轮直径(φ900~φ600)×305×100 砂轮架横向快速1200mm/min砂轮架横向进给分辨率0.001mm滑座纵向进给1~6000mm/min滑座纵向进给分辨率0.001mm滑座纵向行程5000工件转速4~77r/min小托架支承轴径φ300~φ650大托架支承轴径φ650~φ950机床总功率180KW机床外形尺寸(长×宽×高)13450×5100×2500机床总重量95t三、结构特点本机床工件床身与砂轮架床身采用分体结构,减少因工件重量引起的加工精度的变化。
砂轮主轴采用高精度动静压轴承(径向和轴向),主轴精度高,刚度大;砂轮主轴部件装有平衡显示装置。
砂轮横向进给传动采用精密滚珠丝杆传动,纵向进给采用无间隙双齿轮齿条传动,均通过交流伺服电机驱动,可实现两轴联动;纵向及横向导轨采用恒流静压导轨,传动平稳,精度保持尾座上装有工件顶紧力显示装置;静压轴承油箱备有油温自动控制装置;冷却液备有两级自动过滤装置,即磁过滤及纸过滤。
数控系统采用法国原装进口的NUM 1040数控系统;砂轮及工件的直流控制装置采用全数字式可控硅直流调速装置。
操纵面板带有10"彩色显示屏,有多种功能显示。
四、主要部件结构特点1.砂轮主轴结构本机床砂轮主轴采用径向及轴向毛细管节流动现压轴承,具有很高的精度。
轧辊磨床

轧辊磨床一、轧辊磨床概述:磨床是钢材板材轧制生产线的重要配套设备,其磨削精度和磨削效率直接影响钢板的轧制质量与生产效率。
轧辊在钢板轧制过程中因高温氧化和机械磨损等原因会导致辊面几何精度损坏,需要周期性的对辊面进行磨削修复。
而为了满足对板形控制的工艺要求,轧辊辊面母线需按照不同的工艺要求,加工成所需的各种特殊高次方曲线。
同时工作辊与支承辊的辊面母线相互还要按一定的要求实现耦合匹配,因此加工的难度较高。
产品为金属切削机床,由床身、头架、尾架、托架、纵横拖板、磨头、测量架及电气数控系统组成,分为承载系统、驱动系统、磨削系统、测量系统和控制系统五个子系统。
工件由头架、尾架和托架支撑,并由头架驱动旋转。
数控系统根据轧辊表面母线的数学模型,控制机床作多轴复合运动,在运动过程中实现砂轮对辊面金属的磨削。
在线测量系统实时地将测量数据反馈给磨床控制系统,并由控制系统对机床出闭环控制,从而完成对工件的精密加工。
二、轧辊磨床型号:国内轧辊磨床主要型号有:MK8440、MK8463、MK8480、MK84100、MK84125、MK84160、MK84200、MK84250、MK84300。
三、轧辊磨床生产企业:国内生产轧辊磨床的企业主要有:昆山华辰机器制造有限公司、贵州险峰机床厂、上海机床厂。
国外生产轧辊磨床的企业并在国内用应较多的主要有:德国赫格里斯、德国瓦德里希.济根(已被赫格里斯收购)、意大利波米尼。
四、轧辊磨床结构介绍床身床身采用砂轮床身与工件床身分离的结构。
床身调整垫铁间距短,刚性强,床身精度不易变化。
砂轮床身为1200mm导轨间距的宽体床身,配备的伸缩式不锈钢防护罩保证永不生锈,安装在砂轮床身内的精密滚珠丝杆,用于驱动大拖板(Z轴)。
头架采用三级三角皮带传动保证了传动的平稳和精度;使用交流主轴电机驱动能使头架实现正向和反向旋转;头架的位置控制功能,可实现拨盘角度自动定位,方便轧辊的吊装,减少辅助时间。
头架润滑系统选用了油脂泵,可实现自动定时给油。
(精编)轧辊磨床技术操作规程

MQ8450B型和 MQ1350B型轧辊磨床技术一.轧辊磨床的型号及主要技术参数(一)大磨床:1.型号: MQ8450B X 2700型2 .主要技术参数:最大磨削直径:Ф560mm最小磨削直径:Ф80mm最大工件长度: 2700mm最大工件重量: 1500kg砂轮直径:最大: 750mm最小: 550mm砂轮工作线速度:最大: 35m/s最小: 28m/s砂轮工作进给手轮一转移动量:粗: 4mm细: 0.5mm 砂轮进给手轮刻度值:粗:每格 0.02mm细:每格 0.0025mm最大可磨凸或凹量: 1/1000(二)小磨床:1.型号: MQ1350B X 2000型2 .主要技术参数:最大磨削直径:Ф500mm最小磨削直径:Ф25mm最大工件长度: 2000mm最大工件重量: 1000kg砂轮直径:最大: 750mm最小: 550mm砂轮线速度:最大: 35m/s最小: 28m/S砂轮进给手轮一转移动量:粗: 4mm细:0.5mm砂轮进给手轮刻度值:粗:每格 0.02mm细:每格 0.0025mm旋钮上补偿量:粗:每格 0.02mm细:每格 0.0025mm最大可磨凸或凹量: 1/1000二.操作规程:(一)开机前的准备与检查工作:1.磨床操作者必须事先认真学习机床“使用说明书”,熟悉本机床的性能、规格,主要技术参数,熟悉各操作手柄、手轮、开关、按钮的位置、作用及使用方法,弄懂机床各部件的动作原理及相互间的关系。
2 .开机前应认真检查各电器开关、旋钮、各手柄、手轮是否停在正确位置;砂轮及各传动皮带防护罩是否完好和紧固好;检查砂轮是否有裂纹和是否紧固好,检查各处润滑油(或润滑脂)是否需要添加。
3 .开动机床前砂轮快速进给手柄应在后退位置,砂轮离工作台的距离应不少于快速进给的行程量。
4 .用手动各部件,检查其动作是否正常。
5 .开动各电机从低速至高速转动,看是否有异常现象。
6 .启动油泵,调整油路压力、工作台润滑压力及油量,排除工作台压筒内残留的空气。
数控轧辊磨床机械设备的安装

前 的所有 工作, 人员准备 、 术准备 、 包括 技 拆箱 、 安装仪 器和工
3 放 置 垫铁
基础检查 确认 之后 , 就可 以放 垫板 了, 每个地脚 螺栓孔 在 的两边放 置研磨好 的两组垫板 , 了 以后调 整容 易, 为 可以先用 仪器打出每组垫板 的标高, 然后调整它们到基本一致 。测量标 高的基准点 , 以砂轮架床身横 向中心线 上垫板 的标高 为基 准。
在使用一段 时间 以后需要微量调整, 以砂 轮架床身 只是用地 所 脚螺栓来固定, 这部分工作在精调 的最后 阶段完成 。而工件床 身在安装好 以后是不需调整 的, 并且还要保证工件床身基础 的 强度 , 以它需 要二次灌 浆来 固定, 二次灌浆是 指用一 种 所 所谓 微膨胀 的特殊灌 浆料将机器 与基 础高强度地粘接在一起 。二
础检查 ; 放置垫 铁 ; 安装床 身 ; 调整床身 ; 二次灌浆 ; 工件 安装
的驱动床头 ; 安装砂轮架上床身 ; 安装尾座 ; 安装其它机械部分 和液压系统 。这个安装 次序非常合理, 事实证 明, 按照这个程序
较近, 了消除外 界振动对 磨削精 度 的影 响, 用无 振动设备 为 采
装可 以分 为四个 环节: 就位、 粗调 、 精调 、 固定床身 。砂轮架床 身 吊装就位 时, 应注意的关键问题 是平日期:0 8 0 - 5 2 0 - 6 0 作者 简介:  ̄ I( 7- ) 男, g 1 8 , 河南永 城人 , I9 助理工程师; 李扬( 7 ——) 河南 商丘人, 1 9 9 , 男, 助理工程师 。
基础 , 基础块周 围和坑相 隔 10— 0 L 基础 块底 面两侧放 0 6 0Ir In, 置一定数量 的弹簧支撑, 弹簧座上下表面必须放一种带黏性 在 的衬垫 , 到固定 和防水 的作用 。 起
磨煤机磨辊、磨盘堆焊检修文件包(正式版)
Q/SYRD 350MW机组检修文件包Q/SYRD-2015SG-G-101-2015磨煤机磨辊、磨盘堆焊检修文件包No.编写:会审:审核:批准:2015年1月第1版阿拉尔盛源热电有限责任公司发布磨煤机磨辊、磨盘堆焊检修文件包(正式版)前言检修作业文件包是保证发电设备检修质量不可缺少的工艺基础。
为规范公司设备检修作业文件包的使用和编写,完善工艺体系,更有效地控制检修质量,公司2014年发布发电设备检修作业文件包编写和使用规定。
本规定对公司发电设备检修作业文件包的编写、管理、使用等方面作了详细的规定。
本规定的实施,将有助提高公司检修作业文件包标准化和系统化,从而提高发电设备检修质量。
本规定由阿拉尔盛源热电有限责任公司提出本规定由阿拉尔盛源热电有限责任公司设备管理部负责归口本规定起草部门:阿拉尔盛源热电有限责任公司设备管理部本规定由阿拉尔盛源热电有限责任公司设备管理部负责解释本标准主要起草人:本标准初审人:本标准会审人:本标准审核人:本标准批准人:I / 35磨煤机磨辊、磨盘堆焊检修文件包1范围本标准规定了检修任务单、修前准备、环境因素辨识及控制、危险源辨识及控制、检修工序、临时修改记录、技术记录卡、质量监督点签证单、不合格评审处置单、设备试运行单、完工报告单等的管理要求。
本标准适用于本公司磨煤机的检修。
2规范性引用文件下列文件中的条款通过本标准的引用而成为本标准的条款。
凡是注日期的引用文件,其随后所有的修改单(不包括勘误的内容) 或修订版均不适用于本标准,然而,鼓励根据本标准达成协议的各方研究是否可使用这些文件的最新版本。
凡是不注日期的引用文件,其最新版本适用于本标准GB/ T 9443 铸钢件渗透探伤及缺陷显示痕迹的评级方法GB/ T 9444铸钢件磁粉探伤及质量评级方法G B/T 17493 低合金钢药芯焊丝G B/T 17854 埋弧焊用不锈钢焊丝和焊剂D L/ T 679 焊工技术考核规程DL/ T 681磨煤机耐磨件技术条件DL/ T 753汽轮机铸钢件补焊技术导则JB/ T 3223焊接材料质量管理规程JB/ T 9218渗透探伤方法2.1技术标准DL/T681 2012 磨煤机耐磨件技术条件GB223 84 96 钢铁及合金化学分析方法GB 228 87 金属拉力试验方法GB 229 94 金属夏比冲击试验方法GB 230 91 金属洛氏硬度试验方法GB 231 84 金属布氏硬度试验方法GB 6397 86 金属拉伸试验试样GB 6414 86 铸件尺寸公差GB/T 5680 1998 高锰钢铸件GB/T 8263 1998 抗磨白口铸铁件GB 9441 88 球墨铸铁金相检验GB/T 13298 91 金属显微组织试验方法GB/T 13925 92 铸造高锰钢金相公差与配合未注公差尺寸的极限偏差等,GB1800-1804焊缝代号,GB324焊接接头的基本型式及尺寸GB985铸钢件射线照片及底片分类等级,GB5677钢焊缝射线照片及底片分类等级,GB3323铸钢件超声波探伤及质量评级分法,GB7233中厚钢板超声波探伤方法,GB2970产品标牌,GB13306-91包装储运标志,GB1913管理内容和要求3.1本标准文件包规定的记录表单式样见附表。
轧钢厂生产科轧辊车间三班装配班长岗位职位说明书

职位说明书
基本情况
职位名称
三班装配班长
职位编号
所属单位
轧钢厂
所属部门
生产科轧辊车间
直接上级职位
车间主任
直接下属职位
装配钳工
职位设置目的
负责班组工作
工作职责和工作内容
1.主要负责对班组人员的安排及管理。
10.及时完成上级交办的其它工作任务。
11.
12.
13.
14.
15.
16.
17.
18.
工作职权
1.考核权:对班组的成员进行考核。
2.监督权:对本班组成员的工作进行监督。
3.建议权:有权提出合理的建议和要求。
4.
5.
6.
7.
8.
办公设备
个人专用
笔、纸班组共用各种 Nhomakorabea手、手提砂轮、手枪钻。
车间共用
天车
分厂共用
公司共用
工作关系
内部工作关系
汇报
车间主任:每天的生产工作情况及出现的问题、解决方案。
督导
班组成员:认真负责、安全工作,保证轧辊的安装质量。
协调
各班组:互相支持、互相配合,共同完成生产任务。
外部
工作
关系
基本任职资格
学历
高中以上
专业
不限
年龄
50岁左右
性别
男
个性
沉着、认真
工作
经验
五年以上轧辊装配工作经验。
八年以上大中型企业工作经历。
工作
技能
良好的沟通协调能力,组织能力。
武钢热轧磨轧辊的工艺流程

武钢热轧磨轧辊的工艺流程英文回答:The process flow of hot rolling and grinding of WISCO (Wuhan Iron and Steel Corporation) is as follows:1. Raw material preparation: The raw material used for hot rolling is usually a billet or a slab. These materials are inspected for quality and then heated in a reheating furnace to the required rolling temperature.2. Roughing: The heated billet or slab is then passed through a series of roughing stands, which gradually reduce its thickness and shape it into a rough shape.3. Finishing: After roughing, the material goes througha series of finishing stands, where it is further reducedin thickness and shaped into the desired final dimensions.4. Cooling: Once the material has been rolled to thedesired thickness, it is then cooled using a water spray system or by passing it through a cooling bed. This helps to reduce the temperature of the material and improve its mechanical properties.5. Coiling: The cooled material is then coiled into large coils using a coiling machine. These coils are then ready for further processing or transportation.6. Grinding: After the hot rolling process, the rolls used in the rolling mill need to be reground to maintain their shape and surface quality. The grinding process involves removing any surface defects or wear from the rolls, ensuring they are in optimal condition for the next rolling operation.7. Inspection and quality control: Once the grinding process is complete, the rolls are inspected for any defects or irregularities. This is done to ensure that the rolls meet the required quality standards and can deliver the desired performance during the rolling process.中文回答:武钢热轧磨轧辊的工艺流程如下:1. 原材料准备,热轧的原材料通常是方坯或板坯。
轧辊装配操作和维护规程
- --
支持性文件
轧辊装配操作与维护规程
1 目的
规各轧机〔1650热轧机、1550冷轧机、1450箔轧机、1850箔轧机、1550精轧机、1830精轧机、1800铸轧机、1900铸轧机〕轧辊装配操作与维护,使其到达工艺要求,满足生产需要。
2 适用围
本规程适用于各轧机轧辊装配操作与维护。
3 职责
3.1 换辊工每日完成应有的轧辊装配工作,装配过程中认真按照规程严格检查,并做好相关的记录。
3.2 换辊工将检查问题点和零部件更换情况如实填写在相关记录里,并反响给部门主管,部门主管反响相关归口部门。
3.3 换辊工做好轧辊及轴承箱定期维护保养工作,并做好相关的记录。
4 作业规程
轴承箱及轴承定期维护检查表。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
序 号 1 2 3 4 5 6 7 8 9 工 作 内 容 机床托运至甲方 主床身、副床身粗调平 主床身、副床身二次灌浆 二次灌浆保养期 地基清理 主床身、副床身精调 机床各部件总装配 配齐缺失件(含磁性分离器) 配管(水管等) 星期 第1周 第2周 第3周 第4周 日期 8月8日 8月17日 8月18日 8月24日 8月25日 8月31日 9月1日
10 电气接线、电气试运转 11 机床空运转 12 机床总调试 13 机床负荷验收 机床用油:
主轴油:美孚维萝斯6号锭子油……2桶(美孚公司授权制造:香港美孚石油有限公司青衣油库出产 香港青衣岛青强街19号) 14 导轨油:L-G68……4桶 机械油:N46……2桶 编制: 批准: 审核: 日期:
————→ ———————→
生产进度表
第5周 第6周 第7周 第8周 9月8日 9月14日 9月15日 9月21日 9月22日 9月28日
9月7日
———————→ ———————→ ———→ ————————————————→ ———————→ ———————→ ———————→