龙记模胚简化型细水口参数表
UG模架资料库详解
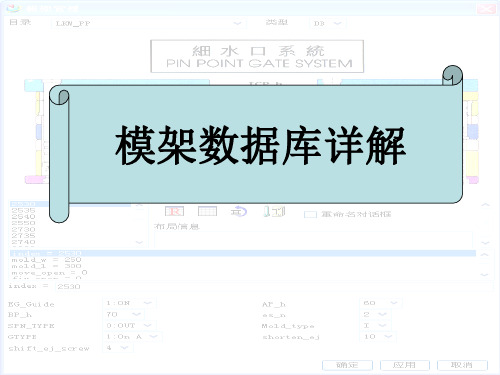
PS_d=14 上下模固定螺丝的直径 ps_hh=15.4 上下模固定螺丝沉头孔深度 ps_h=2 上下模固定螺丝Y向数量
Ps_x=200 上下模固定螺丝X向距离 ps_y=180 上下模固定螺丝Y向距离 Mold_type=I 模架型号
H=250 I=300 dp_x=cs_x CS_d=10
模架图3 顶针板 螺线形 数量为 2个, 直径为 M8。
EJA_h=15 上顶针板的厚度 EJB_h=20 下顶针板的厚度 AP_h=60 A板的厚度 BP_h=70 B板的厚度 U_h=35 承板的厚度 es_n=2 Y向顶针板固定螺丝的数量 ES_d=8 上下顶针板的固定螺丝直径
回针 所测数 据为半 径值。 中托司
直身模顶板宽度 工边模顶板宽度 销钉X向距离等于 C板固定螺丝的距离 C板固定螺丝的直径
dp_d=10 销钉的直径 dp_l=50 销钉的长度 dp_y=(ps_y-cs_y)/2+cs_y 销钉Y向的坐标。含义是销钉孔处 在下固定板螺丝与 C板固定螺丝的中间
cs_hh=11.4 C板螺丝沉头避空深度 cs_x=200 C板固定螺丝X向距离 cs_y=60 C板固定螺丝Y向距离 GTYPE=1:On A 导柱在的位置 1:on A 导柱在A板上 0: on B 导柱在B板上 Shorten_ej=10 上下顶针板缩进量 shift_ej_screw=4 上下顶针板螺丝缩进量 supp_pocket=0 1各模架板生成各种穿透件 (如螺钉,导柱)的通孔, 0各模板不生成通孔
所调出来的 模架为模架 图1
上下顶针板固定螺 丝Y向距离缩减量。
0:ON B为导柱在 B板,导套在A板。 1:ON A为导柱在 A板,导套在B板。
模架类型,I为工字 模,H为无上固定 板直身模,T为有 上固定板直身模
模胚知识

塑料模具的基本构造
• 定 位 定位环装置在面板的中央﹐其外径与塑料啤机固定机板的孔 环 •
相配合﹐使塑料模具的唧咀孔能对准啤机的射咀。
• •
唧咀
啤机将溶融的塑料﹐经由射咀注入模具﹐先经由唧咀中央之 锥形流道﹐再经流道到达浇口(入水位)﹐再射入模腔内。唧 咀顶 端有凹球面﹐与射咀的凸球面配合。如果兩者不能完全配合﹐就 会产生漏胶现象﹐及不能脱模。
模胚知识简介
•
•
龙记集团简介 龙记销售产品的种类
•
• • •
模具及注塑模具泄识
标准模胚认识 模胚生产流程泄识 板件和零件的功用
• 模 胚 ﹕ 标准模胚﹑非标准模胚
• 零配件﹕国产之公制﹑英制﹑美制等各种模胚零配件﹑部分模具零配
件(ST单)及我司代理之美制原装配件﹑热流道系统配件等﹔
• 锣磨加工﹕根据客户要求将钢材加工为精料,包括一般精度及高
标准模胚认识 模胚生产流程泄识 板件和零件的功用
模
具
• 模具一般可分为塑料模具及非塑料模具。
• (1)非塑料模具有﹕铸造模﹑锻造模﹑冲压模﹑压铸模等.
•
(2)塑料模具有﹕ 注射成型模﹑吹气模﹑压缩成型模﹑转
移成型模﹑挤压成型模﹑热成型模﹑旋 转成型模等。
注塑模具的基本原理
•
注塑成型模﹐是由若干块钢板及零配件部份组合而成 的。这个组合内设有成型模腔﹐和一些顶出装置及冷却系
ll ll
模胚知识简介
•
•
龙记集团简介 龙记销售产品的种类
•
• • •
模具及注塑模具泄识
标准模胚认识 模胚生产流程泄识 板件和零件的功用
• 1 .标 准 模 胚 的加 工 流程 ﹕
•
LKM_模胚简介

龙记模胚简介一、龙记系统模架按其组合特点可分为三种:1、大水口系统模架简化型细水口系统模架细水口模架而各种类型的系统模架件组合不一样,又分为许多花式,用一些特殊性的英文字母表示,它们具有以下普遍意义:I:代表工字模表示有工面、工底H:代表直身模表示在大水口模胚中无面板,而细水口和简化型有面板。
T:表示在大水口模架中,直身模+面板S:表示大水口模架A:表示一套模胚中有托板无推板B:表示一套模胚中既有托板又有推板C:表示一套模胚中既无托板又无推板D:表示一套模胚中有推板无托板F、G:表示简化型细水口模架F:表示面板下的水口推板G:表示面板下无水口推板D、E:表示细水口模架D:表示面板下有水口推板E:表示面板下无水口推板2、大水口系统模架有12种不同的花式SAI SBI SCI SDI SAH SBHSCH SDH SAT SBT SCT SDT3、简化型细水口系统模架有8种不同的花式FAI FCI FAH FCH GAI GCI GAH GCH4、细水口系统模架有16种不同的花式DAI DBI DCI DDI DAH DBH DCH DDHEAI EBI ECI EDI EAH EBH ECH EDH龙记模架中最复杂的是DBI型最简单的是SCH二、龙记标准模架按尺寸型号分:大水口 1515-5070简化型 1515-5070细水口 2025-5070三、模胚组成的各板件及其作用1、面板:定模座板,用于把定模部分定装在注射机上。
2、水口推板:脱浇道板,注射完毕后用于脱浇。
3、A板:即定模板,主要是产品成形部分。
4、推板:属于动模部分,可以和B板一样用于放置型芯部分,也可以用于脱模(比较简单、小的塑胶产品)。
5、B板:即动模板,主要用于放置型芯,使产品成型的部分。
6、托板:主要起支撑B板的作用,减少B板在注射时变形。
7、方铁:在底板与B板或托板之间,撑出一定的空间,让针板有运动空间。
8、面针板:放置回针、顶针及其它。
LKM模具各种验收标准介绍

锣磨料锣磨尺寸公差 -粗加工验收标准
出货验收标准
板孔加工公差
司孔孔径参照表
托位深度H 加工孔径 拨托直径 孔径公差 φ D公差 标准 H公差 自润 φ d φ D φ d 托司 中托司 φ 20 φ 25 φ 30 φ 35 φ 42 φ 48 φ 55 φ 26 φ 31 φ 36 φ 41 φ 48 φ 55 φ 62 +0.5 +0.0 10 6 +0.012 +0.002 4.0 +0.5 +0.2 +0.018 +0.010 +0.025 +0.015
公、英制管钉孔加工尺寸公差
喉牙加工标准
公、英、美制拉令孔加工标准
码模坑具体K值、A值、B值、L值的尺寸大小请参照 码模坑尺寸表。K值、A值、B值的公差为±1、L值公 差为±5.如客户有特殊要求则此公差豁免。 返回
00530030以上系列15202030rz63mrz15mrz25m粗加工验收标准司孔孔径参照表标准310012360002410505480002001855001000250015d公差拨托直径h公差孔径公差40托位深度h6210模框加工尺寸公差3直身精框表面粗糙度rz63m4一点刀加工精框表面粗糙度按样板检查注意各斜框度数不同进刀量按规定进刀
8
注:自润托司司孔按标准托司司孔加工;
模框加工尺寸公差
3、直身精框表面粗糙度Rz≤6.3ì M 4、一点刀加工精框表面粗糙度按样板检查,注意各斜 框度数不同进刀量按规定进刀。 5、框底不允许有台阶,接受±0.01MM以内; 6、 超 过10 0 MM 深框 允许一点 刀接刀部 分单边凹 入 0.015MM. 7、用一点刀清角,清角部分不允许凸出,接受凹入0.010.015MM
龙记模架零件图纸讲解.
十四,有工艺,无工艺:如该工作单有工艺流程,则由工艺组工程
师于“有工艺”栏签名或盖章。反之没有工艺则在“无工艺”栏签名或盖章。
19
20/72
十五,批核: 日期: ,该图纸由审图同事确认后,由工程部负责
同事于批核栏签名或盖章,并于日期栏签上批核日期或盖日期印
12
13/72
9,零件图,模胚零件散图, 非标零件,加工单上注明出 图订做时,须单独绘制图纸, 供零件生产部加工
13
14/72
三,材料,指所示意的工件的材质
• 1,王牌类不用标示。 • 2,装嵌图不用在此栏表示,要标示在装嵌图的对应工件上 • 3, 非散板类图纸,此栏不用标示,要标示在剖视图对应工件上,如 没有剖示图,则以装嵌图为准 • 4,如是散板图,工件材料为特种钢材必须在标题栏上注明,如有剖图 也必须在剖图上注明材料
1/72ห้องสมุดไป่ตู้
1
2/72
前言
• 从接单到模架出货,都离不开工程图纸 ,不同的 客户有不同的图纸表达方式,如果直接将客传来 的原图给工厂同事加工,五花八门,没经过审核 和技术处理的图纸会给工厂带来识图困难,加大 出错的机会,会直接影响生产效率,影响货期。 所以必须由工程部同事将图纸过滤,处理技术上 的问题,将客图统一转换成龙记的标准表达才下 发工厂,使工厂同事能更清楚各加工项目。学习 本课内容主要是让大家进一步了解我司图纸的表 达方式
框深
图例1
31
32/72
二, 平面图表达要求
简单标准模胚。精框为分中直身框,AB板框为对框,长宽尺寸一致,无偏歪,无特 别形状。可以只出平面图,不用分开上下模出图,零件大小标在组装图上。 平面图纸表达内容:板长宽,所有孔平面位置尺寸,框长宽深度,框R角,撬模位, 疏气位位置尺寸
MoldWizard-LKM模架参数说明
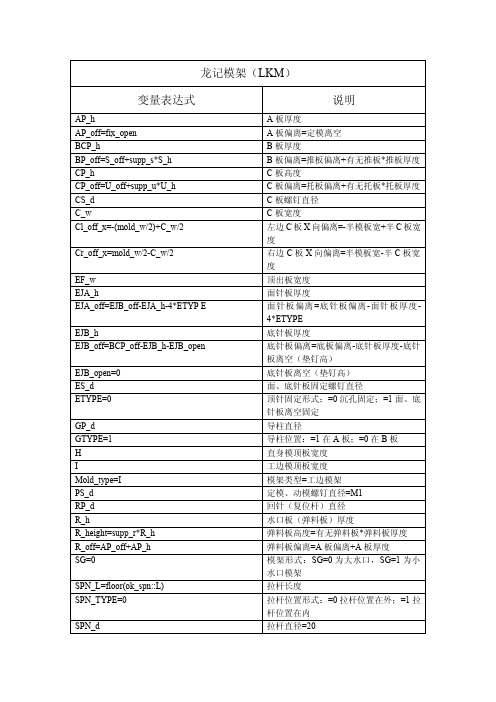
SPN_d
说明
A 板厚度 A 板偏离=定模离空 B 板厚度 B 板偏离=推板偏离+有无推板*推板厚度 C 板高度 C 板偏离=托板偏离+有无托板*托板厚度 C 板螺钉直径 C 板宽度 左边 C 板 X 向偏离=-半模板宽+半 C 板宽 度 右边 C 板 X 向偏离=半模板宽-半 C 板宽 度 顶出板宽度 面针板厚度 面针板偏离=底针板偏离-面针板厚度4*ETYPE 底针板厚度 底针板偏离=底板偏离-底针板厚度-底针 板离空(垫钉高) 底针板离空(垫钉高) 面、底针板固定螺钉直径 顶针固定形式:=0 沉孔固定;=1 面、底 针板离空固定 导柱直径 导柱位置:=1 在 A 板;=0 在 B 板 直身模顶板宽度 工边模顶板宽度 模架类型=工边模架 定模、动模螺钉直径=M1 回针(复位杆)直径 水口板(弹料板)厚度 弹料板高度=有无弹料板*弹料板厚度 弹料板偏离=A 板偏离+A 板厚度 模架形式:SG=0 为大水口,SG=1 为小 水口模架 拉杆长度 拉杆位置形式:=0 拉杆位置在外;=1 拉 杆位置在内 拉杆直径=20
cs_tap_d cs_x cs_y es_bd es_hd es_hh es_l=EJB_h+EJA_h-es_hh
es_n es_tap_d es_x es_y fix_open=0 gba2_l=BP_h
gba_bd gba_hd=35+1.4 gba_hh gba_l=AP_h gbb_l=S_h-1 gp1_l=AP_h+AP_off+BP_h+BP_off
(=1 有顶板;=0 无顶板) 有无顶板螺钉
有无托板:=1 有托板,=0 无托板
水口与细水口模具区别1
推方针顶出:方形顶针孔加工较为困难,,需要以镶件组 合或以放电加工方型制品所需 恒定温度的一组装置,包括冷却水道、模具 温度控制器、加热元件等。
切记:冷却系统是指使模具维持成型制品所需恒
定温度的一组装置,它有两个方面的功能,即加热和 冷却。通过向冷却水道注入冷水或热水(冷油或热油) 达到控制模具温度的目的。
就商家快速地将其新款产品投放市场。
返回
模具分类
塑胶模具
#注射成型模:洗发水瓶子、牙刷 #压注成型模:成型热固性塑料或封装电器元件 #发泡成型模:用于隔音材、防震材、缓冲材、隔热材,并 广泛用于家具、办公用品、玩具、装饰品等 #中空成型模:分为吸塑和吹塑两种方法,吹塑主要用于薄 壁塑料瓶,桶以及玩具类塑件;吸塑主要用于薄壁塑料包 装用品、一次性用杯碗等 #挤压成型模:用于各种管材、棒材、型材、电缆外壳等
返回
产品制造及投放市场过程
市 场开 调发 研新
款 产 品
款
产 品 各 零 配 件
生 产 及 购 买 新
订 制 模 具
来 龙 记 订 制 模 胚
款 产利 品用 各模 零具 配生 件产
投
组 装
放 市
及场
检
测
新
商家开发出新款产品,总是希望尽可能快地投放市场, 以适应激烈的市场竞争,争取更大的赢利空间,这就要求 模具制造厂及龙记模胚制造尽可能地缩短制造周期,以成
止口合模装置
凸止口
托司
返回
固定装置:在模具中只起结构上的作用,无 功能方面上的作用,它包括面板底板等一块块 板件,固定装置使模具其它各零件牢固地安装 在上面,起支架作用。
TOP CLAME PLATE
A PLATE
B PLATE
大水口与细水口模具区别

冷却系统 顶出系统
动模
定模
大水口与细水口模具区别
固定装置 定位装置 成型装置
返回
浇注系统:是指模具中从注塑机喷嘴开 始到型腔为止的塑料熔体的流动通道, 一般包括主流道、分流道。
主流道:从注塑机喷嘴开 始到分流道为止的熔融塑 料的流动通道。
有主流道 也有分流道
只有主流道
分流道:从主流道末端 开始到浇口为止的熔融 塑料的流动通道。
返回
细水口系统工作流程大水2口与细水口模具区别
返回
细水口系统工作流程大水3口与细水口模具区别
返回
细水口系统工作流程大水4口与细水口模具区别
返回
细水口系统工作流程大水5口与细水口模具区别
返回
细水口系统工作流程大水6口与细水口模具区别
返回
相对于细水口系统,简化型细水口系统少 设一组直边,降低了成本。
简化型细水口系统
制品在分模线上脱模
冷料在水口分模线上脱模
大水口与细水口模具区别
返回
简化型细水口系统工作大流水口程与细1水口模具区别
返回
简化型细水口系统工作大流水口程与细2水口模具区别
返回
简化型细水口系统工作大流水口程与细3水口模具区别
返回
简化型细水口系统工作大流水口程与细4水口模具区别
返回
返回
大水口与细水口模具大区别水口系统工作流程4
返回
制品在分模线上脱模,冷料在水口分模 线上脱模,相对大水口系统需多设计一组 水口分模线。此类模具结构相对复杂,加 工难度加大,故成本会提高。
细水口系统
制品在分模线上脱模
冷料在水口分模线上脱模
大水口与细水口模具区别
返回
细水口系统工作流程大水1口与细水口模具区别
龙记集团产品知识

产品知识(入门)1、塑胶模具、五金模具2、标准模架:大水口系统、细水口系统、简化型细水口系统3、固定装置:面板、A 板、B板、方铁、底板4、定位装置5、成型装置:上模攘件、下模攘件、行位。
6、顶出系统:顶针、回针、底针板、面板针。
三十六常见花式S 表示大水口模架D、E 表示细水口模架D表示面板下有水口推板E表示面板下无水口推板F、G表示简化型水口模架F表示面板下有水口推板G表示面板下无水口推板A一套模中有托无推B一套模中有托有推C一套模中无托无推D一套模中无托有推I代表工字模:表示有工底、工面H直身模:表示在大水口模板中无面板而在细水口和简化型中有面板。
T表示在大水口模架中,直身模+面板。
1、大水口系统模架有12种不同的花式。
SAI、SBI、SCI、SDISAH、SBH、SCH、SDHSAT、SBT、SCT、SDTS代表模架系统ABCD代表有无推托板IHT代表面板情况2、细水口系统模架中有16种不同花式。
DAI 、DBI、 DCI、 DDIDAH 、DBH 、DCH 、DDHEAI、 EBI、 ECI、 EDIEAH 、EBH 、ECH 、EDHDE 代表模架系统ABCD代表有无推托板IH代表模架形状3、简化型繁细水口系统模架有8种不同花式。
FAI、 FCI、 FAH 、FCHGAI 、GCI、 GAH 、GCHFG代表模架系统AC代表有无推托板IH代表面板情况4、大水口型号从1515~60805、细水口型号从2025~50706、简化型型号从1515~50707、集团材料1、王牌钢(C)2、塑胶模具钢(P) 3、不锈钢(A)4、热作钢(H)5、冷作钢(D)八、常见热处理正火、退火、回火9、工序1、标准加工开料——粗洗——磨平面——钻孔——光刀——装攘——包装——入仓2、非标加工开料——粗洗——粗框——磨平面——钻孔——光刀——粗柜——包装——出货。
10、事故4要素:人、机(物)、环境、管理11、三紧:领口紧、袖口紧、下摆紧。
LKM 模胚简介
龙记模胚简介一、龙记系统模架按其组合特点可分为三种:1、大水口系统模架简化型细水口系统模架细水口模架而各种类型的系统模架件组合不一样,又分为许多花式,用一些特殊性的英文字母表示,它们具有以下普遍意义:I:代表工字模表示有工面、工底H:代表直身模表示在大水口模胚中无面板,而细水口和简化型有面板。
T:表示在大水口模架中,直身模+面板S:表示大水口模架A:表示一套模胚中有托板无推板B:表示一套模胚中既有托板又有推板C:表示一套模胚中既无托板又无推板D:表示一套模胚中有推板无托板F、G:表示简化型细水口模架F:表示面板下的水口推板G:表示面板下无水口推板D、E:表示细水口模架D:表示面板下有水口推板E:表示面板下无水口推板2、大水口系统模架有12种不同的花式SAI SBI SCI SDI SAH SBHSCH SDH SAT SBT SCT SDT3、简化型细水口系统模架有8种不同的花式FAI FCI FAH FCH GAI GCI GAH GCH4、细水口系统模架有16种不同的花式DAI DBI DCI DDI DAH DBH DCH DDHEAI EBI ECI EDI EAH EBH ECH EDH龙记模架中最复杂的是DBI型最简单的是SCH二、龙记标准模架按尺寸型号分:大水口 1515-5070简化型 1515-5070细水口 2025-5070三、模胚组成的各板件及其作用1、面板:定模座板,用于把定模部分定装在注射机上。
2、水口推板:脱浇道板,注射完毕后用于脱浇。
3、A板:即定模板,主要是产品成形部分。
4、推板:属于动模部分,可以和B板一样用于放置型芯部分,也可以用于脱模(比较简单、小的塑胶产品)。
5、B板:即动模板,主要用于放置型芯,使产品成型的部分。
6、托板:主要起支撑B板的作用,减少B板在注射时变形。
7、方铁:在底板与B板或托板之间,撑出一定的空间,让针板有运动空间。
8、面针板:放置回针、顶针及其它。
细水口模架型号汇总及好处
模架是模具的重要组成部分之一,它相当于模具的骨架,保证了凸凹模在开合模时能正确对准,起连接、固定、导向的作用。
注塑模具使用的标准模架主要分大水口模架、简化型细水口模架和细水口模架。
细水口模架具体又有哪些型号呢?
细水口模架型号
细水口模架分D及E型两大类,D型有水口推板而E型则没有,因板件配置不同而再分为A,B,C,D 四个型号,但细水口模架只有工字模(I型),直身模(H型) 两类,合共有16种不同型号规格。
型号:DAI、DBI、DCI、DDI、EAI、EBI、ECI、EDI、DAH、DBH、DCH、DDH、EAH、EBH、ECH和EDH。
细水口模架的好处
由于产品及浇口已分离,外观较佳,亦无须增加后续水口分离之工作。
第五章模胚的知识

第二篇:模具结构篇(第五章)模胚的规格:1、大水口模胚:(其中使用率为60~70%左右)大水口3040-AI-A60-B7030表示模宽(一般单位为CM)40表示模长(一般单位为CM)A(分为A、B、C、D四类,A表示有托无推, B表示有托有推, C表示无托无推, D表示无托有推)I(分为H、I、T三类,H表示直身模,I表示工字模,T表示直身模加面板)A60表示A板厚(单位为mm)B70表示B板厚(单位为mm)2、细水口模胚:细水口3040-DAI-A60-B70-300-O30表示模宽(一般单位为CM)40表示模长(一般单位为CM)DA(分为E A、E B、E C、E D;D A、D B、D C、D D八类,E表示无水口板,D 表示有水口板,A表示有托无推, B表示有托有推, C表示无托无推, D 表示无托有推)I(分为H、I二类,H表示直身模有面板,I表示工字模)A60表示A板厚(单位为mm)B70表示B板厚(单位为mm)300表示拉杆长度(水口边,边钉,单位为mm)O(分为O、I二类,O表示拉杆位置在外面,I表示拉杆位置在里面) 3、简化细水口模胚:简化细水口3040-GAI-A60-B70-30030表示模宽(一般单位为CM)40表示模长(一般单位为CM)GA(分为F A、F C、G A、G C四类,F A表示有水有托, F C表示有水无托, G A表示无水有托, F A表示无水无托,)I(分为H、I二类,H表示直身模有面板,I表示工字模)A60表示A板厚(单位为mm)B70表示B板厚(单位为mm)300表示拉杆长度(水口边,边钉,单位为mm)拉杆的实际长度≥水口板和开模之间的的距离。
拉杆的计算长度=面板+水口板+A板厚+(水口板料的总高度+30毫米+6-10毫米。
计算时通常取10的倍数!****只有前模行位则用无水口模胚,一般用型号GCI类****多数拉杆(水口边)装在外面****只有加厚方铁,其余标准化****一般模宽超过30则用H型或T型****一般模宽在20以下则用I型****见CAD的图示注射模的分类1、按注射模所用模胚的不同可分为大水口、细水口、简化细水口和无流道模等.2、分类见书P109页注射模的基本组成:1)结构件:包括模(胚)架板、去承柱、限位件等2)成型零件:包括内模镶件和行位等3)浇注系统:包括主流道、分流道、浇口及冷料穴4)导向定位系统:包括导柱、导套和锥面定位结构5)顶出系统:包括顶针顶出、司筒顶出、推板顶出、气动顶出、螺纹顶出及复合顶出等6)温度调节系统7)排气系统:包括分模面排气、镶件排气、顶出排气和排气针排气等8)侧向抽芯机构:包括前模抽芯、后模抽芯、斜滑块抽芯及斜顶等开模行程:大水口开模行程:H1+H2+(5-10)mm细水口开模行程:H1+H2+A+C+(5-10)mm三板模拉杆长度(见CAD图)三板模拉杆长度≥A+B+C+(水口料长+30)+8mm;(A=B+30,B是水口料的总高度)其中A为A板厚,B为水口板厚,C为面板厚模具安装尺寸码模螺孔(如PROE图),可根据注射机来定码模槽,可由模胚公司制作,一般宽度为25mm,深度为25mm,长度可通,一般在A板上及方铁上定位圈,大小为100mm左右,可跟据注射机来定,公差为0~-0.2mm(见CAD图示)浇口套模具宽度(小于注塑机拉杆的间距)。
龙记集团产品知识

产品知识(入门)1、塑胶模具、五金模具2、标准模架:大水口系统、细水口系统、简化型细水口系统3、固定装置:面板、A 板、B板、方铁、底板4、定位装置5、成型装置:上模攘件、下模攘件、行位。
6、顶出系统:顶针、回针、底针板、面板针。
三十六常见花式S 表示大水口模架D、E 表示细水口模架D表示面板下有水口推板E表示面板下无水口推板F、G表示简化型水口模架F表示面板下有水口推板G表示面板下无水口推板A一套模中有托无推B一套模中有托有推C一套模中无托无推D一套模中无托有推I代表工字模:表示有工底、工面H直身模:表示在大水口模板中无面板而在细水口和简化型中有面板。
T表示在大水口模架中,直身模+面板。
一、大水口系统模架有12种不同的花式。
SAI、SBI、SCI、SDISAH、SBH、SCH、SDHSAT、SBT、SCT、SDTS代表模架系统ABCD代表有无推托板IHT代表面板情况二、细水口系统模架中有16种不同花式。
DAI 、DBI、DCI、DDIDAH 、DBH 、DCH 、DDHEAI、EBI、ECI、EDIEAH 、EBH 、ECH 、EDHDE 代表模架系统ABCD代表有无推托板IH代表模架形状三、简化型繁细水口系统模架有8种不同花式。
FAI、FCI、FAH 、FCHGAI 、GCI、GAH 、GCHFG代表模架系统AC代表有无推托板IH代表面板情况四、大水口型号从1515~6080五、细水口型号从2025~5070六、简化型型号从1515~5070七、集团材料1、王牌钢(C)2、塑胶模具钢(P)3、不锈钢(A)4、热作钢(H)5、冷作钢(D)八、常见热处理正火、退火、回火九、工序1、标准加工开料——粗洗——磨平面——钻孔——光刀——装攘——包装——入仓2、非标加工开料——粗洗——粗框——磨平面——钻孔——光刀——粗柜——包装——出货。
十、事故4要素:人、机(物)、环境、管理十一、三紧:领口紧、袖口紧、下摆紧。
大水口与细水口模具区别ppt课件
8
返回
模具分类
塑胶模具
#注射成型模:洗发水瓶子、牙刷 #压注成型模:成型热固性塑料或封装电器元件 #发泡成型模:用于隔音材、防震材、缓冲材、隔热材,并 广泛用于家具、办公用品、玩具、装饰品等 #中空成型模:分为吸塑和吹塑两种方法,吹塑主要用于薄 壁塑料瓶,桶以及玩具类塑件;吸塑主要用于薄壁塑料包 装用品、一次性用杯碗等 #挤压成型模:用于各种管材、棒材、型材、电缆外壳等
胚头螺丝
弹弓介子
水口介子
水口边
简化型水口边
38
返回
定位装置保证模具上下模在合模时精 确定位,亦使模具在成型过程中所受巨大 内压力情况下动模与定模不发生偏移。
凹止口
止口合模装置
凸止口
托司
39
返回
固定装置:在模具中只起结构上的作用,无 功能方面上的作用,它包括面板底板等一块块 板件,固定装置使模具其它各零件牢固地安装 在上面,起支架作用。
成型装置
11
返回
浇注系统:是指模具中从注塑机喷嘴
开始到型腔为止的塑料熔体的流动通道,
一般包括主流道、分流道。
有主流道 也有分流道
主流道:从注塑机喷嘴开 始到分流道为止的熔融塑 料的流动通道。
只有主流道
分流道:从主流道末端 开始到浇口为止的熔融 塑料的流动通道。
12
返回
与浇注系统有关的模具 零件及我司加工项目。
细水口系统
制品在分模线上脱模
冷料在水口分模线上脱模
20
返回
细水口系统工作流程1
21
返回
细水口系统工作流程2
22
返回
细水口系统工作流程3
23
返回