首钢1号高炉停产操作实践
首钢京唐1号高炉降铁次实践的战略意义
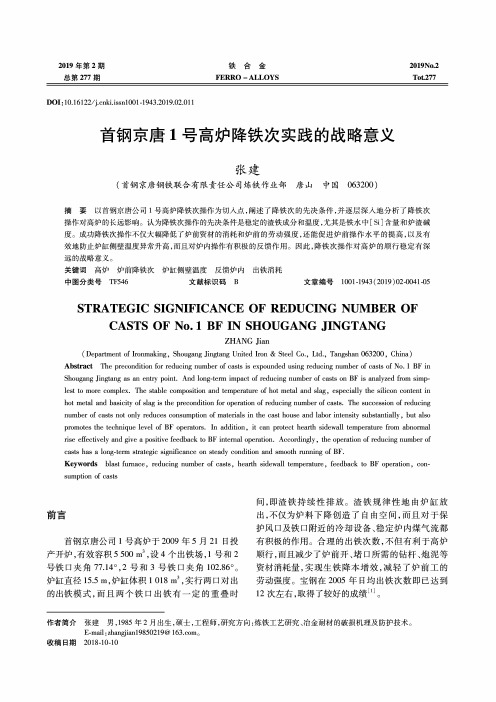
i 18 s 16
14
m 12 s
2012 2013 2014 2015 2016 2017 2018 时间
2019年第2 期 总第277期
D 0 1 :10.1 6 12 2 / k i.issn l0 01 -1943.2019.02.011
铁合金 FERRO-ALLOYS
2019NO.2 Tot277
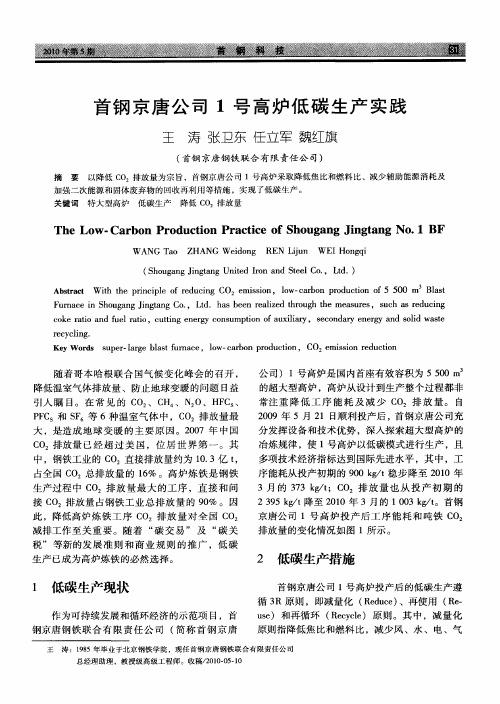
首钢京唐1 号高炉降铁次实践的战略意义
张建
(首 钢 京 唐 钢 铁 联 合 有 限 责 任 公 司 炼 铁 作 业 部 唐 山 中 国 063200)
Keywords blast furnace, reducing number of casts, hearth sidewall temperature, feedback to BF operation, con
sumption of casts
刖S
首钢京唐公司1 号 高炉于2009年 5 月 2 1 日投 产开炉,有效 容 积 5 500 m3,设 4 个出铁场,1 号 和 2 号铁口夹角77.14°,2 号 和 3 号 铁 口 夹 角 102.86°。 炉 缸 直 径 15.5 m,炉 缸 体 积 1 018 m3,实行两口对出 的出铁模式,而 且 两 个 铁 口 出 铁 有 一 定 的 重 叠 时
间 ,即 渣 铁 持 续 性 排 放 。渣 铁 规 律 性 地 由 炉 缸 放 出 ,不 仅 为 炉 料 下 降 创 造 了 自 由 空 间 ,而且对于保 护 风 口 及 铁 口 附 近 的 冷 却 设 备 、稳 定 炉 内 煤 气 流 都 有积极的作用。合 理 的 出 铁 次 数 ,不但有利于高炉 顺 行 ,而且减少了炉前开、堵口所需的钻杆、炮泥等 资材消耗量,实 现 生 铁 降 本 增 效 ,减轻了炉前工的 劳动强度。宝 钢 在 2 0 0 5 年日均出铁次数即已达到 1 2 次左右,取得了较好的成绩[1]。
首钢将停产工人逐步搬离

首钢大院的许多厂已经停产,人员稀少,单身宿舍里则是一派忙碌的景象,工人正在大包小包的搬离。
工人杜先生称,他在首钢焦化厂上班,其已于2010年12月18日停产。他属于临时工,进厂时是和劳务公司签署的协议,劳务公司再和首钢签协议,临时工在首钢内又被称为外协工,“搬迁后大部分外协工被辞退了,不过首钢和劳务公司均给予了他们补偿。补偿方式是根据2010年全年月平均工资和进厂时间计算,比如我进厂3年,月平均工资2000多元,最终可拿到6000多元。”
首钢将于近日举行停产仪式,届时正式对外宣布石景山厂区全面停产。这是记者昨日从首钢集团内部获知的消息。
虽然此前首钢一直未对外公布停产消息,但事实上其已兑现了“去年年底在石景山厂区全面停产”的诺言。
据悉,从去年12月16日10时至21日18时,历时128个小时,1号高炉全面熄灭。这一最后熄火的高炉,象征着石景山厂区钢铁主流程已安全停产、经济停产、稳定停产。去年12月19日,石景山厂区产出了最后一炉铁水;次日,产出最后一炉钢。至此,首钢石景山厂区全面停产。根据发改委批复的搬迁方案,去年12月31日是首钢石景山厂区停产的最后期限。
筹备
一共制定16个紧急预案
此次首钢停产范围涉及北京石景山厂区目前在线运行的炼铁厂、焦化厂、第二炼钢厂等10个单位。自去年12月16日10时至12月21日18时,经过128小时,基本完成了停产工作,生产线不再运行。
“停产具有很大危险性。”据首钢生产部部长、停产总指挥李岩介绍,他去年10月15日正式接到了“年底可以停产”的消息。他表示,如此规模的钢铁企业停产,在国内外都是前所未有的。为此,北京市建立了首钢停产工作指挥部,由副市长苟仲文带队。
016 南钢联新1号高炉停炉操作实践
南钢联新1号高炉停炉操作实践王永山郭俊(炼铁新厂)摘要:南钢联2000m3高炉B1段冷却壁破损严重需要整段更换,将料线降至风口中心线。
通过调整炉况、预休风及准备休风料等作了大量前期准备工作:降料线过程中,合理控制各项参数,保持炉况稳定顺行,炉顶温度和煤气中氢气含量都控制在安全范围内。
在回收大部分煤气条件下,耗时13小时25分钟料线安全顺利的降至规定位置。
关键词:停炉空料线l 前言南钢联炼铁新厂有一座2000m3高炉和一座2500m3高炉,其中2000m3高炉于2004年6月30号开炉投产,2000m3高炉炉腹下段设置一段铁素体球磨铸铁冷却壁作为铸铁冷却壁和铜冷却壁之间的过度段,由于设计缺陷,风口带与炉腹之间的B1过渡段铸铁冷却壁破损严重,Bl段共160根水管,到2007年6月已破损92根,虽然采取了一系列穿管控水措施,还是严重制约了高炉生产的技术经济指标。
经研究决定于2007年6月停炉项修更换Bl段铸铁冷却壁,采用冷却强度更大的铸铜冷却壁。
6月25日22︰06开始降料线,6月26日11︰31高炉顺利休风,料面安全的降到风口中心线以下,达到预期要求。
2降料线前期准备工作2.1停炉前炉况调整。
进入6月份以来高炉炉况一直不稳定,主要表现为压力波动频繁,压差尤其是上部压差,利用系数上不去。
经过一系列原、燃料公关和高炉上下部调剂,6月15日以后炉况趋于稳定,为停炉项修作了准备,6月19日捅开20号风口,风口全开,大风量吹透炉缸,保证炉内圆周工作均匀,不偏行,并适当疏松边缘煤气流,布料矩阵由。
C876542222213O87652332逐步过度到C876542222223O8765422321,同时保证炉温充沛([Si]0.6%以上,PT=1480℃以上),渣铁流动性好。
高炉于6月21日开始停用小烧,并配加350Kg/P萤石,(要求(CaF2)=2.6%、[Mn]=0.8%)洗炉,6月22日停止喷煤并加含锰烧结矿进一步对炉墙进行清洗。
首钢京唐公司1号高炉施工工艺探讨

在首钢京唐钢铁厂一期一步5500m3高炉施工中,北京首钢建设集团有限公司(首建集团公司)全面总结了日本、欧洲5000m3以上高炉及国内大型高炉的设计和生产经验,坚持“高效、低耗、优质、长寿、清洁”的设计理念,采用先进实用、成熟可靠、节能环保、优质长寿的工艺技术和设备材料,实现了高炉的大型化、高效化、现代化、长寿化、清洁化。
此高炉为国内首座5000m3以上特大型高炉,采用了当今国际炼铁技术领域的十大类、68项先进技术,具有21世纪国际先进水平和强大的竞争力。
一期一步高炉总高126.4m,有效容积5500m3,年工作日355天,年生产449万吨铁水,设计寿命25年(一代炉龄)。
共完成土方6.4万m3,浇筑混凝土5.315万m3,钢结构制作安装2.9万吨,设备安装9224吨,电缆敷设123.5公里,各种管道4.5公里,并成功实现了1号5500m3高炉基础混凝土连续浇筑84.5小时,共10454m3.基础混凝土施工的主要特点和技术难点高炉基础2007年3月12日正式开始施工, 4月2日上午9:00开始浇筑砼,经过连续84.5个小时的不间断浇注,顺利完成了浇注混凝土10454m3的施工任务。
整个高炉基础施工历时24天。
5500m3高炉基础浇注是国内最厚的大体积混凝土浇注工程,工程量最大,质量要求高,养护困难,必须一次不间断连续浇注完成。
首建集团公司高度重视,组织工程技术人员制定了详细周密的技术方案和施工组织实施方案,并聘请国内知名的混凝土裂缝专家进行评审和技术把关。
施工中采用了国内最先进的测温技术和应力应变技术,随时掌握内外温差,确保控制在25℃以内。
搅拌站至高炉工地往返6公里的运距,采用了26台9m3的水泥罐车,每台按规定时间跑12个往返,共1248车次。
整个施工过程没有发生任何安全质量问题,创造了中国冶金工程建设史上的新纪录。
为了获得大积体混凝土施工数据,首钢集团公司采用电脑监控技术,对砼内部温度及砼应力进行了监测,获得了第一手数据资料。
高炉合理操作炉型
高炉合理操作炉型“喷涂修补术”刘国友温太阳高炉冶炼过程中保持合理的操作炉型是实现其长寿高效生产的关键,但是,随着高炉冶炼强度的提高,炉内衬体被不断冲刷、侵蚀,破坏了高炉合理的操作炉型,影响了高炉炉内煤气分布。
而炉内喷涂造衬技术的应用,可以喷涂形成合理的近似操作炉型内型,改善煤气分布,提升高炉技术经济指标。
实践证明,高炉炉内喷涂造衬技术在首钢的成功应用和推广,为首钢高炉炼铁技术进步提供了良好的外围条件。
而喷涂技术的成功应用,必须考虑好喷涂衬体厚度,施工组织控制好炉型规整,降低喷涂反弹率。
检修周期末高炉生产状况检修周期炉墙侵蚀现状。
高炉在一个检修周期内,往往每隔2个~3个月要进行一次例修,强化生产设备。
通过炉内料面深料线可以观察到炉墙耐火衬体,尤其是钢瓦下沿和炉身中上部。
结合炉体冷却壁运行或破损状况对比分析,可大致评估高炉炉墙侵蚀状况。
近些年来,随着冶炼技术进步和炉内喷涂造衬技术应用日趋成熟,检修周期喷涂后3个~4个月,基本不出现明显侵蚀;8个~10个月后,耐火衬体开始出现局部剥落;12个月以上,炉墙出现明显的坑凹、不均现象。
不同冶炼特点的高炉,个别甚至能监测到冷却壁水温差上升和冷却壁破损现象发生。
检修周期末高炉炉况。
高炉炉内耐火衬体在上升高温煤气流、下降原燃料的磨损、渣铁侵蚀和局部不均匀边缘煤气流的热冲击作用下,是一个逐渐减薄、剥落的过程。
失去(或局部失去)耐火衬体的高炉内型不规整,破坏了高炉形成的合理的操作炉型,影响高炉煤气流的分布。
检修周期末,耐火衬体的侵蚀不均匀甚至缺失等状况,一定程度影响了高炉顺行。
高炉炉内煤气流分布不均匀,炉况表现为压量关系偏紧,料尺工作均匀性下降,慢风率提高,顺行状况一般,生产只能退负荷适应。
炉内干法喷涂造衬为高炉延寿高炉炉内喷涂造衬技术主要是针对风口带到钢瓦下沿本体区域的炉墙进行修补、维护的长寿技术,需要高炉降料面至风口带。
应用炉内喷涂造衬技术,应先了解高炉工况特点,针对各部位选择适宜的耐火材料品种。
2015.9.17检修—有限空间作业
动火作业的危险因素 高空作业的危险因素
4)安全防范措施不落实(未系安全带、未戴 安全帽、未办高空作业证),造成高空坠落事故
有限空间作业的危险因素 和物体打击事故。
5)检修时围栏、楼板等移开后未采取相应的 措施而发生坠落。
—— 安全生产 人人有责
一、检修过程作业的危险因素
—— 安全生产 人人有责
二、重点强调有限空间作业安全措施
16、作业安全 作业负责人应确认作业环境、作业程序、安全防护设备、个 体防护装备及应急救援设备符合要求后,方可安排作业者进入有 限空间作业。 作业者应遵守有限空间作业安全操作规程,正确使用安全防 护设备与个体防护装备,并与监护者进行有效的信息沟通。 作业过程中应使用机械通风设备对有限空间持续通风。
—— 安全生产 人人有责
二、重点强调有限空间作业安全措施
12、二次气体检测 存在以下情况之一的,应再次进行气体检测: a)机械通风后; b)气体检测时间与作业者进入作业时间间隔30分钟以上时。
13、二次判定
作业负责人根据二次气体检测数据,依据评估标准对有限空 间作业环境危险有害程度重新进行判定。
—— 安全生产 人人有责
二、重点强调有限空间作业安全措施
1、制定有限空间作业方案 实施有限空间作业前,应当对作业环境进行评估,分析存在 的危险有害因素,提出消除、控制危害的措施,制定有限空间作 业方案,并经关负责人批准。 存在交叉作业时,采取避免互相伤害的措施。 2、明确具体作业人员及其安全职责 应当按照有限空间作业方案,明确作业现场负责人、监护人 员、作业人员及其安全职责
行。因此检修作业时,如果组织不严密、计划不周全、监管不到 位,就很容易发生事故。因此,在检修过程中采取有效的安全措
首钢京唐公司1号高炉低碳生产实践
降 低温 室气 体排放 量 、防止地 球变 暖 的问题 日益
引人 瞩 目。在 常 见 的 C : C N O、HF O、 H、 2 C
PC F 和 s 等 6种 温 室 气体 中 ,C :排 放 量最 O
大 ,是造 成 地 球 变 暖 的 主 要 原 因பைடு நூலகம்2 0 0 7年 中 国
首 钢 京 唐 公 司 1号 高 炉 低 碳 生 产 实 践
王 涛 张 卫东 任 立军 魏红旗
( 首钢 京唐钢 铁联 合 有 限责任 公 司)
摘 要 以降低 c :排放量为宗 旨,首钢京唐公 司 1号高炉采取 降低焦 比和燃 料比 、减少辅 助能源消耗及 0 加强二次能源 和固体废 弃物的 回收再利用等措施 ,实现 了低 碳生产。 关键词 特大 型高 炉 低碳 生产 降低 C 排放量 O
Th w— r o o u to a t e o h u a g J n t n . e Lo Ca b n Pr d c i n Pr ci fS o g n i g a g No 1 BF c
WA G T o Z N iog R N L a WE o gi N a HA G We n E i n d j IH n q
( hu a gJ gagU i dI n adSel o,Ld ) S o gn i t nt r n te C . t. n n e o
Ab ta t W ih t e p i i l fr du i g sr c t h rncp e o e cn CO2 e iso m s i n, lw— a b n p o u t n f5 0 o c r o r d ci o 5 0 m Bl s o at
F r a e i h u a gJn tn . Ld u n c n S o g n iga gCo , t .h sb e e l e ru h teme s rs s c srd cn a e n rai d t o g h a ue , u h a e u ig z h
首钢京唐公司1号高炉长期无计划休风恢复实践
郑朋 超
( 首钢 京唐 钢铁 联合 有 限 责任公 司)
摘 要 总结 了首钢 京唐公司 1号高炉长期无 计划休风 的炉况恢 复经验 ,介 绍 了休风 前 的炉况 ,制定 了科 学详细 的复风方案 ,使炉 况在较短 的时 间内恢复 了正 常。
根据 复 风 方 案 ,高 炉 于 5月 1 日 8 0 6 :8送
热风炉、高效旋风除尘器和全干法布袋除尘等一 系列节能环保的新技术 。
风, 并顺利恢复。仅用 3 天多时间 ,风量就达到
1 无计划休风1:0,由于 下游 工序 突 发 43
800m / i 0 mn以上 , 日产量 达 到 788t 免 了 8 ,避
Un td Io nd S e lCo ,L d r u ie r n a t e . t .a e s mma ie n t s p p r rz d i hi a e .Th o iin o eo e b o e c nd t fBF b f r l wdo o wn
首钢京唐钢铁联合 有限责任公 司 ( 简称首 钢京唐公司)1号高炉有效容积为 550m ,于 0 。 20 0 9年 5月 2 t 1F 点火开炉 ,投产 以来 ,生产顺 利 ,各项 技术 指标 均 达到 国内一流 水平 。 这座高炉采用矮胖炉型、薄内衬、先进 的炉 底和炉缸结构 ,同时采用 了全软水密闭循环冷却
炉缸冻结事故的发生 ,将损失降到了最低程度 。
重大生产事故 ,要求高炉 5h后停风 ,且停风时 间为 2天左 右。当时 高炉处 于 正常 生产 状态 , 接到准备 停 风 的命 令 后 ,立 即附加 2批 焦炭 (77t ) 2 . , ,同时焦炭负荷 由 4 6 / 批 .9退到 4 o 。 .0 1 :0高炉停 风,此 时共加 了 1 轻 负荷料 。 94 4批
本钢北营新1#高炉长期休风炉况恢复实践
本钢北营新1#高炉长期休风炉况恢复实践王光亮(本钢集团北营炼铁厂,辽宁本溪 117017)摘要:本钢北营新1号高炉成功处理长期休风,在休复风期间合理组织生产:做好休风期间的高炉保温工作;堵住风口;做好送风前的设备检查及试运转;组织好炉前出铁操作;控制好合适的理论燃烧温度;平衡好风量与开风口的关系,炉温走势与加负荷的关系等方面积累了经验,实现了炉况的快速恢复。
关键词:大型高炉;长期休风;炉况恢复本钢北营新1#高炉容积3200m³,于2012年11月6日投产。
其各项经济指标超过设计水平,利用系数达到2.58t/m3.d,风温1260℃,焦比300 kg/t ,煤比170 kg/t,燃料比510 kg/t ,2013年6月11日由于钢厂故障,高炉被迫临时计划休风87小时35分钟。
高炉复风后,用时21小时55分钟将炉况恢复正常,进一步降低了能耗,本文总结了高炉炉况恢复的过程。
1 高炉休风前状态6月10日高炉运行状态:风量5750 m3/min,风压0.410 MPa,顶压0.230Mpa,富氧率2.6%,风温1260℃;矿批100t,焦批19.1t,负荷5.24;利用系数2.6 t/m3.d,煤比170 kg/t。
6月11日3:00点第二炼钢厂发生突发故障,还能接铁2000t后,预测高炉将休风5天时间,高炉组织休风,依据当时高炉产量计算9:00之前需将风休完。
3:32开始上休风料,矿批由100t减至87t,焦批由19.1t加至22t,负荷由5.24退至3.95,并附加焦炭共396t,硅石90t, 8:30出净渣铁后休风。
休风时[si]0.356%,铁水温度1485℃.2 休风后处置措施由于休风时末次铁炉温及物理热均不足,为最大限量减少炉缸热量损失,高炉采取以下保温措施:①休风后及时用炮泥堵严风口,大套法兰涂抹黄干油;②全面检查冷却设备是否漏水,确保不向炉内漏水,③降低水流量。
高压水、软水Ⅰ系、软水Ⅱ系均运行一台泵,最大限度减少炉缸热量流失。
迁钢公司1号高炉停产72天开炉实践
( i nI na dSel o,Ld ) Qa a r n t . t. n o eC
A s a t I iw o o ls tv a n tb s d s l n o s b t c n ve fa h tbats e c n o e u e i t e ul r o mu a y,b a ig s c au e s y tkn u h me s rsa
u iia in c e c e to mp o e a d y t . tl t o f in fBF i r v sr pil o 2 5,a d c k a i st 0 g e e . z o i n o e r t i o 3 0 k /tl v 1 o
21 00年 1 2月 2 日 1:6高炉 送 风 ,风 量 2 61
4 4 4 4 4 4 4 4
为 12 7 m / i、风8 4 8. 6 / m ,1 : 6 0 m n 6嘲 为 0 258 c 7 0 压 gO k 5 猫啪 风 口全部 点 亮 ,1 :0 煤 气 检 验 合 格 并 开 始 送 9O
定 为 30 0k / ,炉 缸 填充 杂 木 ,以促 进 料柱 尽 0 g t
表 2 5 日迁钢公 司 1 高炉操作参数 2 号
时 间/ 料 速 / 风 量/ 风温/ 顶温/ 时 : ( ・ 一 ) I ri ) ℃ 分 批 h (n ・ n一 a ℃
1 O 7: 0
炉格子砖。1 O月 1 1日 7 O :0高炉停风 ,降料 面 工作 结束 ,检 修工 作正 式开 始 。1 2月 2 日,高 2 炉在 1座热风炉检修 、其 他 2座热风炉可投入 使用的情况下投产。经计算 ,2座热风炉全风时 的供风 温 能力约 为 90 ℃。针 对 这 一 不 利 情 况 , 0
失控的1号高炉-首钢搬迁配套项目亏损调查

1、失控的“1号高炉”:首钢搬迁配套项目亏损调查邓瑶首钢京唐钢铁联合有限责任公司(下称京唐钢铁)工程部部长杜朝辉清楚地记得去年5月8日是星期六(8.75,-0.12,-1.35%),那天下午2点,杜朝辉参加完接待活动后开车回京,当车行驶到唐山西外环时,曹妃甸的同事来电告知他:1号高炉炼钢主控室电缆失火。
火灾直接导致京唐钢铁近650公里电缆被烧,架空管道焊接钢板开焊,整个炼钢厂区全面停产、半停产长达一年零两个月,经营损失延续至今。
这场意外的事故,为京唐钢铁持续不断的经营亏损添加了沉重的一笔。
京唐钢铁持续亏损已被业内人士广为所知,据本报记者获得的资料,京唐钢铁自2009年投产至今,净亏损已超过50亿元。
其中,2010年和2009年,京唐钢铁分别净亏损31.37亿元、5.3亿元;2011年,京唐钢铁预亏额再度超过30亿元,今年一季度已净亏损9.13亿元。
作为首钢搬迁的最重要配套项目,京唐钢铁被视为暮气渐浓的首钢重新崛起的押宝项目。
2005年底,京唐钢铁在一系列政府政策的“关照”中注册成立,是纳入国家“十一五”规划纲要的重点工程,股权结构为首钢和唐钢分别占股51%和49%。
国家批复京唐钢铁的总投资为677.31亿元;其中,银行贷款为338.6亿元;项目资本金投入为338.71亿元,由首钢和唐钢按照各自股权比例分别出资。
京唐钢铁拥有全国仅有的两座5500m³高炉,分别于2009年5月21日和2010年6月26日投产。
在此之前,国内最大的高炉容积是4500m³,首钢寄望“把京唐公司建设成为世界最先进的钢厂之一”,“给中国钢铁工业做一个示范”。
京唐钢铁的“示范”作用,还在于其220项先进技术中,有三分之二是首钢自主创新或集成创新。
这一点也成为京唐钢铁投产后高炉故障不断的理由之一。
一家总投资达677亿元、设备达到世界先进水平的钢铁企业,一个几乎决定老首钢发展命运的项目,为何如此惨淡开场?“京唐公司是新技术,有一个磨合、适应的过程,加上设备折旧增多、钢铁业不景气等。
首钢京唐1 #高炉TRT工艺优化及生产实践

【 要】 摘 首钢京唐公 司建 设 150 ’ 50 高炉 中, 了纯 干式 全流量并 联透平机 主体 工艺流程 , m 采用 在主体
设备 中自主集成透平机三级可调静叶 、 口调速阀、 人 高炉减压 阀组联合工艺控制 顶压 的核心技术 。工程设计提 出了大型化、 露天化 、 集约 型设计理念 , 实现 了新一代钢铁流程 自主集成 、 国际一 流的工程 目标 。
1 引 言
钢铁行业能耗在国民经济中能源消耗 中占有较 高的比例。铁前系统能耗占钢铁行业 的 6 %~0 0 7 %,
千式 T T R 工艺系统 , 实现高炉工序的余压余能回收
最 大化 的节 能 目标 。
2 TR T工艺优化
21 透 平机 相关 高炉煤 气 工艺 参数 . 入 口煤 气 流 量 : 正 常 77 20 m/,最 高 3 0 3 h
【 e od】550m ba raedyu -o a l ri n;a eoe n - K yw rs 0 ’ ltu c; rflfwpr et b eui lg, pnadi sf n ll l a lu n t r n
t n ie ly u fp a t e sv o to l n a
t rt uo o u l ajs bef e ld i ls , e t p e o t l a ea dpesr e ae a tnmo s dut l i dba ewt C as3 nr se dcnr l n rs e g d y a x h y ov v u
rl fv le o ls f r a ewa d pe n te man e up n oc nrltp pe s r . A ag , ei av fba t u c sa o td i i q i me tt o t o rsu e e n h o lre
首钢京唐公司l号高炉
首钢京唐公司l号高炉京唐l号高炉于2007年3月12日开工建设,以“高效、低耗、优质、长寿、清洁”为设计理念,优化集成了国内外先进的新技术、新工艺,以实现高炉生产的大型化、高效化、现代化、长寿化、清洁化。
首钢京唐钢铁厂一号5500m3高炉是中国钢铁业中最大,也是世界上最大高炉之一,采用了一批目前世界上最大最先进的炉顶与炉前装备,以及数百项国内外先进生产技术。
其中,专有技术40多项,包括完全自行设计的5500m3特大型高炉长寿高效技术,自行研发拥有自主知识产权的并罐无料钟炉顶技术,设计热风温度为1300℃的BSK顶燃式热风炉高风温技术,高炉煤气全干法除尘技术(其中的高炉煤气全干法除尘技术和BSK式顶燃热风炉技术是两项重大的原始创新技术);采用世界先进技术多项,如两座高炉联合料仓集中配置采用无中继直接上料技术、浓相富氧大喷煤技术、粗煤气高效旋风除尘技术、平坦化出铁场、远程控制全自动化炉前设备、铁水运输“一包到底”工艺等。
首钢京唐l号高炉有效容积为5500 m3,主要设计指标如下:年平均利用系数2.3,焦比290 kg/t,煤比200 kg/t,燃料比490 kg/t,熟料率90%,入炉综合品位61%,渣比250 kg/t,风温1300℃,顶压0. 28 MPa,富氧率3.5%,综合冶炼强度1.035,净煤气含尘量5 rrig/m3.TRT 吨铁发电量45 kW.h/t,工序能耗404 kg标煤/t,高炉一代炉役寿命25年。
高炉本体为实现高炉25年的长寿设计,高炉采用了综合长寿技术:优化设计炉型和炉底炉缸结构,采用全冷却炉体结构,采用优质冷却壁耐材以及先进的冷却制度,并配置完善的检测系统和高炉专家系统。
(1)优化设计炉型。
l号高炉借鉴国内外4000m3以上大型高炉的设计经验,对高炉炉型进行合理优化,高炉矮胖,高径比为1. 93。
为减小铁水环流对炉缸内衬的冲刷侵蚀,保证炉缸热量储备,死铁层加深为3.Om。
首钢京唐公司1号高炉开炉实践_王涛
开炉 操作 年 月 日 , 高炉正式点火送风 。 ,风 压 , 送风初 始状 态 , 风量
确 定 开炉料 最大 渣 比为
风温
。
℃ , 顶温
℃ , 实 际风 速
而
, 鼓 风动 能
料
大幅度 提 高正 常料 的球 团矿 比至
· ·
焦 炭燃 烧 , 风 口全部 变亮
尺开始 自由活动 。 料尺活动后 , 后续正常料及时加 重负荷 ,并 随之大 幅度 降低球 团矿 比 。 高炉 拉 荒管
热风 炉烘 炉
京唐
号高炉热风炉烘炉温 度控 制
时间
升温 速 度
℃
累计时间
卡鲁 金 顶燃 式热 风 炉是 首 次在 燃烧器 、 孔 孔径
而 以上特
一
刃℃
℃
一 ℃ 弋 ℃
` ︸
大 型高炉 应 用 。 热风 炉均 采用喷射 旋流 式无焰 陶瓷 的 高效 格 子 砖 、高性 能 。合 金铸 铁炉 算 子 及 支柱 等 设 备 , 每 澎 格 子砖 加 热 面积高 达 而 。 通过 烟 气余 热 回收装 置 预热 座 顶燃 式 预热 炉 预热 助燃 空气 及 高炉煤 气 , 再经
日点 火 开 炉 。 按 照 “安 全 稳 妥 、 稳扎稳 打 、 循
序渐 进 、 平 衡 兼顾 ”的开 炉 原则 , 实现 了安 全顺 利 开
通过采用优质耐材和优化炉体结构 , 热风炉寿命达 高 炉两 代炉 役 。 年 月 日热 风 炉 开 始 用 焦
炉 煤气进 行烘 炉 。 按 照 升 温计 划 表 , 通 过 调 节 煤 气 量 、 助燃 空气 量和 控制 烟 道 阀 开 度 的方 法 控 制 升 温 速度 。 温度 波动范 围不 大于每 小时 的升 温速 度 。 热 风炉 烘炉 持续 到 年 月 日 ,共 计 天 。根 。 据硅 砖热 风炉 的特性 , 热 风炉烘 炉温 度控 制见 表
0033 新钢公司1号高炉炉凉处理的经验及教训

新钢公司1号高炉炉凉处理的经验及教训孙武全华小飞胡剑刚(新钢公司第二炼铁厂)摘要对新钢l号高炉2009年4月份,由于原燃料条件变化,特别是的炉顶布料溜槽在不断地磨穿过程中,由于没有炉项成像设备,未能被及时发现,当布料溜槽被严重磨穿至落料点时,诱发了4月24日晚上高炉炉凉事故。
通过分析高炉炉凉的具体原因,炉凉处理的经验及教训,总结了处理实践的成功和不足。
关键词高炉炉凉经验教训1事故经过2009年4月24日,早班炉况顺行。
炉温后期偏高,由于喷煤房限量,从中午12﹕00时减轻负荷,3.96t/t减到3.44t/t,14﹕34限煤从8.5t/h降至5t/h炉温合适,16﹕45改装制压边缘气流。
晚班18﹕00接班后,炉况顺行,炉温合适20﹕10到21﹕05出现小的边缘管道,透气性指数最高到17000(正常透气性指数为12000一13500),压差0.077MPa,顶压0.120MPa,料线正常。
到22﹕00时料速逐渐加快料线不正常,基本在2.1米左右(正常料线在0.9米)。
23﹕29第一次塌料到3.09米,塌料后压差为0.085MPa,透气性指数16700,风量为1330m3/min。
4月25日0﹕22和0﹕47两次减氧赶料线。
1﹕00料线赶为正常后恢复富氧量。
此时[si]=0.40%下降到0.3%。
3﹕12第二次塌料到2.3米,塌料后出现明显的管道气流,项温上升较快,从160℃上升到300℃,压差从0.092MPa 下降到0.075MPa,透气性指数17600,风量依然保持在1350m3/min。
3﹕40第三次塌料,料线从1.0米到2.7米,塌料后悬料,热压从0.187MPa上升到0.221MPa,3﹕50[si]=0.31%。
4﹕03第四次塌料到2.9米,塌料又出现管道,管道堵塞后,透气性从18000下降到7600,压差从0.075MPa上升到0.126MPa,风口挂渣,加净焦2车约3t。
5﹕07第五次塌料到2.84米探尺一直未动,5﹕20[si]下降到0.15%,5﹕2l停富氧,座料,料线到3.4米,座料后风量恢复至1130m3/min,料尺依然打横。
通才炼铁厂复制1号高炉开炉生产实践

力控制在50 kPa上下,风量应在满足升温保温的要求 下偏才儀制,以防顶高沁
烘炉过程中冷却水的调节:烘炉风口应供水1/2。 瞬风温的提高供水量逐步增加,直至住。对細
・156・
.山酉肖金 E—mail:sxyjbjb@
第44卷
壁和水冷炉底暂不供水,随着内炉墙温度的升高达
w(CaO)/% w(SiO2)/% w(MgO)/% w(Al2O3)/%
zn(MgO)/ 7n(Al2O3)
R2
30.8
27.84
14.05
21.5
0.65
1.11
表10开风口情况
时间 风口
6点10分 3号/12号
6点55分 4号/II号
9点30分 8号
10点21分 7号
随着出铁的好转,逐步开风口加风(表10为开 风口情况),扩大矿批,增加焦炭负荷,根据生铁成分 和炉渣碱度,适当调整配比,做好炉温和碱度的平 衡,减少炉前劳动强度,保证渣铁足够的物理热和生
19点20分风口全亮,初始风量680 m7min,视顶温 情况下料;20点20分,煤气爆发实验合格后引煤 气。23点45分悬料,2点31分放风坐料。5点13 分,根据炉内理论铁量的计算,开氧枪氧气,出第一
次铁,渣铁热量充足,流动性良好,出铁28mino下页 表8和下页表9为第一炉铁水和炉渣成分,铁水4.88,
Abstract: Tongcai No .1 blast furnace stopped in March, 2020. The work of reducing material surface, removing fur nace, replacing damaged cooling wall, pouring of tuyere belt, spraying of fiimace body, oven etc. This overhaul work time is tight, the task is heavy. Through optimization, carefill organization, the maintenance plan was completed safely and smoothly. On 31st March, at 18:58, through load adjustment, fiimace temperature and alkalinity balance, strength en the iron out of the fiimace to ensure rapid productivity. At 10:21, April 1st (15 hours after ignition) achieved full opening. At 11:00, the coal injected. At 15:10, the rapid opening of the furnace was achieved. Key words: oven; charging with air; opening; rapid production
首钢1号高炉停产操作实践

摘要本文介绍了单炉生产条件下,首钢1号高炉配合高炉煤气管网关停煤气用户,并降料面至炉身中部,实现安全停炉的过程。
关键词高炉降料面停产Operating practice of stop production in No.1 BF of Shougang CorporationMa Hongbin(Shougang Corporation)Abstract This article introduces the process of No.1 BF stopping production safely that No.1 BF coordinates the gaspipe network to shut down gas user and drops charge level to middle part of furnace stack.Keywords blast furnace drop charge level stop production前言按照首钢北京地区钢铁主流程停产工作安排,首钢5号高炉、4号高炉、2号高炉分别于2005年、2007年、2008年停炉,首钢1号高炉、3号高炉2010年12月停炉。
12月18日,首钢3号高炉采用空料线降料面方式停炉,料面降至风口带,但首钢北京地区没有高炉煤气柜,最后一座高炉停炉必须配合动力厂将高炉煤气管网的煤气用户逐步关停,确保高炉煤气管网的安全,12月19日,1号高炉在单炉生产的条件下,配合动力厂减风、关停高炉煤气管网的煤气用户,之后,空料线降料面至炉身中部后停炉、放残铁。
1停炉的研究1.1降料面时间为确保1号高炉的热风炉安全,及满足高炉降料面的风温要求,热风炉要求拱顶温度≮1000℃(原因:①近年来高炉降料面实践,降料面风温要求850~950℃、不低于800℃,热风炉拱顶温度需要比风温高200℃,热风炉拱顶温度应≮1000℃;②历次检修观察,保证热风炉燃烧室红亮的热风炉拱顶温度应≮1000℃,因此热风炉拱顶温度≮1000℃能够确保燃烧掉因热风阀不严而串入热风炉内的荒煤气,也能燃烧掉因燃烧阀不严而串入热风炉的净煤气;③热风炉拱顶温度<1000℃情况下,热风炉红外测温不准,单炉生产条件下热风炉较凉,一旦拱顶温度下降较多,没有补救手段)。
安全事故个人反思材料

安全事故个人反思材料安全事故个人反思材料篇一安全第一,为避免事故发生,各级领导、各部门高度重视,对事故通报进行了层层传达落实,并要求深刻领会,反思深层次原因,落实安全生产责任制。
我在学习了事故通报后,心里非常震动,进行了深刻的反思。
我在想这些事故为什么会发生呢是人的原因还是制度的原因公司经过这么多年的发展,各项规章制度及操作规程已非常完善,发生事故的原因主要是人的原因,是违章、麻痹、不负责任的具体体现。
违章、麻痹、不负责任充分诠释了事故发生的原因。
深刻的教训告诉我们,除了说什么痛定思痛而外,有可能还会说什么当前的安全生产形势出现了前所未有的严峻局面。
其实不然,安全工作本身就没有期限性。
发生这样的事故,反映了部分一线员工技能素质欠佳和安全意识淡溥。
从事故中我们可以看到,有些东西不是实测,只是估计。
既然是估计这样可以,但为什么又为何不去估计也许会发生意外呢这就说明了团队的建议只是形式而不是实质。
因为施工的人有那么多,单凭经验来说,也许他们中有人想到会发生这样的悲剧。
但他们认为自己岗位只管听从做事,不该提出的就不要提。
怕提出来遭到他人反对,甚至于让个别的领导说自己多管闲事,反而对自己不利。
要保证我们的工作万无一失,不要搞专权主义。
而是要多同大家商量、多听取大家的建议。
人多力量大,话多麻烦多。
好多工作,都是在你说我驳、你做我想、他建我听的点滴中得出的经验。
不要怕人家话多,怕的就是人家不说。
既然别人说出有问题,那我们不防按照别人的观点多想一下该不该要做。
宁可多做一天,也不及抢在一时,这可是我们作为员工做事的唯一标准。
要想预防工作中的危险,没有什么办法,唯一的办法就是按规办事,多法定夺。
总而言之,高科技发展的今天,要想做到事事都安全、样样有记录是很轻而易己的。
但真正要达到做事既安全、过程又平安的局面,那只有我们在以后的工作中,多听听和采纳他人的建议。
所以,我们在工作时,一定要牢记安全,坚决与违章、麻痹、不负责任三大安全敌人作斗争,常怀责任之心,常行责任之事做安全生产明白人,认真遵守规章制度,严格执行操作规程,强化安全监督,不放过任何细节和小事。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
摘要本文介绍了单炉生产条件下,首钢1号高炉配合高炉煤气管网关停煤气用户,并降料面至炉身中部,实现安全停炉的过程。
关键词高炉降料面停产Operating practice of stop production in No.1 BF of Shougang CorporationMa Hongbin(Shougang Corporation)Abstract This article introduces the process of No.1 BF stopping production safely that No.1 BF coordinates the gaspipe network to shut down gas user and drops charge level to middle part of furnace stack.Keywords blast furnace drop charge level stop production前言按照首钢北京地区钢铁主流程停产工作安排,首钢5号高炉、4号高炉、2号高炉分别于2005年、2007年、2008年停炉,首钢1号高炉、3号高炉2010年12月停炉。
12月18日,首钢3号高炉采用空料线降料面方式停炉,料面降至风口带,但首钢北京地区没有高炉煤气柜,最后一座高炉停炉必须配合动力厂将高炉煤气管网的煤气用户逐步关停,确保高炉煤气管网的安全,12月19日,1号高炉在单炉生产的条件下,配合动力厂减风、关停高炉煤气管网的煤气用户,之后,空料线降料面至炉身中部后停炉、放残铁。
1停炉的研究1.1降料面时间为确保1号高炉的热风炉安全,及满足高炉降料面的风温要求,热风炉要求拱顶温度≮1000℃(原因:①近年来高炉降料面实践,降料面风温要求850~950℃、不低于800℃,热风炉拱顶温度需要比风温高200℃,热风炉拱顶温度应≮1000℃;②历次检修观察,保证热风炉燃烧室红亮的热风炉拱顶温度应≮1000℃,因此热风炉拱顶温度≮1000℃能够确保燃烧掉因热风阀不严而串入热风炉内的荒煤气,也能燃烧掉因燃烧阀不严而串入热风炉的净煤气;③热风炉拱顶温度<1000℃情况下,热风炉红外测温不准,单炉生产条件下热风炉较凉,一旦拱顶温度下降较多,没有补救手段)。
高炉开始降料面后,由于高炉炉顶打水降温的原因,净煤气水分变大,水份大会造成热风炉火焰变短达不到完全燃烧,造成燃烧室温度降低,热风炉只能被迫停烧,热风炉停烧后,只能维持高炉降料面要求的风温8~10h(高炉开始降料面后,四座热风炉逐座送风,在风量2500m3/min、风温不低于800℃、热风炉拱顶温度≮1000℃情况下)。
高炉历次降料面总时间在18~20h,但受以下因素影响,此次高炉降料面时间需要相应延长(①动力厂洗涤塔后净煤气温度要求≯40℃,否则公司煤气管道长期受热膨胀,存在煤气管道支架被推到的危险,以前1号高炉降料面过程出现净煤气温度达98~99℃的情况,但有多座高炉的煤气进行混气降温,现在单炉生产条件下,无法降温,因此动力厂洗涤塔后净煤气温度将超出安全要求,在动力厂无法控制净煤气温度达到安全要求的情况下,高炉只能被迫减风或停风;②高炉降料面的国家安全规定为H2≯6%、顶温350℃左右,此次1号高炉降料面不小修,无法安装降料面的专用炉顶打水装置,打水雾化效果差,极易造成煤气成分中H2含量高、顶温高的情况,为控制煤气成分及顶温,高炉只能被迫减风)。
估算此次高炉降料面时间应≮20h,但热风炉只能提供8~10h的送风时间,因此,热风炉在高炉降料面前停烧、停气,高炉降料面由于风温造成的时间缺口将>10h,高炉料面无法降至风口带。
1.2降料面安全为配合动力厂关停高炉煤气管网的煤气用户(时间需要6h),高炉需要先配合减风,热风炉停烧、停气(热风炉需要在热风压力2.5Kg/cm2以上做完煤气支管停气手续,热风压力2.5Kg/cm2对应热风流量约4000m3/min,煤气支管停气手续需要约2h),待动力厂做完用户停烧、卡盲板、打开两个煤气管网放散后,高炉开始降料面,1号高炉停止降料面的标准是:①高炉煤气成分中H2含量超过6%,高炉顶温在全开炉顶打水的情况下不能控制在350℃左右,动力厂洗涤塔后温度不能控制在40℃以下,高炉应减风,直至停气、停风;②高炉降料面过程炉内爆震剧烈、次数频繁,高炉应减风,直至停气、停风;③热风炉拱顶温度接近1000℃时,高炉应停风;④高炉顺行差,尤其是出现悬料、管道等异常炉况时,高炉应减风,直至停风;⑤高炉降料面停气后,环保不允许的情况下,高炉应停风。
1.3停炉安排12月14日8:00,高炉停风小修,安装炉顶打水管(特制炉顶打水管,较正常降料面所用炉顶打水管短,避免被炉料砸掉,安装后通入氮气保护);12月17日7:00,高炉减风,配合动力厂关停高炉煤气管网的煤气用户;7:30,热风炉停烧,做停气手续;13:00,动力厂做完高炉煤气用户停烧、卡盲板、打开两个煤气管网放散后,高炉开始降料面;达到高炉降料面安全控制标准,停止降料面。
为保证停炉后炉体干净,易于清理,停炉前必须做好顺行工作,尤其是炉内退全焦负荷后,要控制好炉内气流,确保炉温充足([Si]%=0.4~0.6%、铁水温度>1500℃)。
高炉料仓合理安排使用,确保停炉期间停止加料时高炉工艺仓清空。
加料停止时间:12月17日13:00,之后不再加料,停止加料时,上料系统各料罐及皮带不压料。
全焦负荷作用时停止喷吹煤粉,保证原煤仓空、喷煤系统各罐全部喷空,喷空后风温使用≯1000℃。
高炉停炉前炉内料面深度取决于高炉降料面安全控制标准,达到高炉降料面安全控制标准,高炉停止降料面。
2停炉准备2.1准备停炉前1天,从白班开始全面检查冷却设备,发现漏水及时处理,减风前将所有坏水管关死。
减风前卸净重力除尘器内瓦斯灰,清理干净炉顶各层平台的易燃物。
减风前炉前两铁场具备出铁条件,工业蒸汽系统压力要确保4Kg/cm2以上。
高炉开始降料面时,将炉顶打水管通水,并关闭炉顶打水管所用的氮气。
2.2停炉料12月18日8:00,矿批50t,焦炭负荷3.8,小焦块0.5t/批,萤石200Kg/批。
16:00,矿批50t,焦炭负荷3.4,萤石200Kg/批,小焦块取消。
12月19日0:00,矿批50t,焦炭干基16.7t/批,焦炭负荷2.99,萤石300Kg/批,锰矿1.5t/批,生矿维持原有使用比例,用氧化球调碱度,按[Si]%=0.8%,二元碱度1.10校正炉渣碱度。
4:00,矿批50t,焦炭干基18.0t/批,焦炭负荷2.78,萤石300Kg/批,锰矿1.5t/批,生矿维持原有使用比例,用氧化球调碱度,按[Si]%=0.8%,二元碱度1.00校正炉渣碱度。
8:00,矿批40t,焦炭干基14.3t/批,焦炭负荷2.80,生矿维持原有使用比例,用氧化球调碱度,按[Si]%=0.8%,二元碱度1.00校正炉渣碱度。
13:00停止加料,停止加料前集中加入盖面焦2批,焦炭干基14.3t/批,停止加料时高炉工艺仓清空,上料系统各料罐及皮带不压料。
3停炉操作3.1操作12月19日7:00-13:00,配合动力厂关停高炉煤气管网的煤气用户,严格按风量控制要求操作,每次控制风量前10分钟通知动力厂洗气岗位,风量控制到位后再次通知动力厂洗气岗位。
13:00,动力厂做完用户停烧、卡盲板、打开两个煤气管网放散后,1号高炉开始降料面。
高炉开始降料面时,开炉顶蒸汽,N1皮带不停机,其余炉顶设备不得动作,拉闸挂牌。
高炉开始降料面后,利用炉顶打水严格控制顶温在350℃左右,炉顶打水优先使用8支炉顶打水管,在8支炉顶打水管全开、无法控制顶温在350℃左右的情况下,使用炉喉打水系统。
当炉顶温度过高,炉顶打水控制不住顶温或炉内频繁出现爆震时,或高炉煤气H2%接近标准上限时,减小风量,适当降低顶压,确保安全。
表 1 高炉降料面停炉操作参数时间风量m3/min 风温℃风压Kg/cm2顶温℃顶压Kg/cm2料线m 累计水量t 14:00 2803 805 1.62 256 1.09 4.02 6015:00 2831 806 1.56 295 1.10 6.41 16516:00 2771 805 1.48 341 1.05 8.26 25017:00 1884 866 0.71 320 0.45 9.70 342(停水)17:19 543 834 0.13 381 0.079 9.80 342时间CO222213:30 17.6 24.2 1.2 57.0 014:00 2.0 38.4 2.4 57.0 014:30 9.8 30.2 2.9 56.7 014:50 10.2 31.8 1.7 56.1 015:10 8.6 32.4 2.3 56.3 015:30 7.6 34.2 2.4 55.6 015:50 8.0 34.0 2.9 54.7 016:10 9.0 33.2 4.4 53.0 016:30 9.0 31.4 6.4 52.8 016:50 8.8 31.8 6.7 52.3 0停气前20分钟,通知动力厂调度、洗气岗位,按动力厂要求调整风量水平至1500m3/min,确保高炉本体与煤气管网水封之间的煤气管网放散阀能够排放高炉产生的煤气,开煤气下降管、煤气切断阀、重力除尘器工业蒸汽,待动力厂调度、洗气岗位允许后,17:10高炉开炉顶放散阀停气。
3.3出铁高炉降料面停炉前,炉门深度按正常控制,确保出铁正常,并排净渣铁,出铁前必须清理干净渣铁沟。
停炉前最后一次铁Ø50钻头改成Ø55钻头,出铁间隔正常控制。
表 3 高炉降料面停炉出铁情况出铁时间堵口时间见渣时间出铁量[Si]% [Mn]% [S]% [Ti]% 出铁场第1次12:09 14:08 12:49 200 0.70 0.30 0.022 0.100 西场,出净第2次14:52 17:19 15:00 382 0.83 0.52 0.050 0.098 北场,出净SiO2% CaO% MgO% FeO% S% TiO2% R2Al2O3%第1次35.05 34.20 7.52 / 0.57 0.73 0.98 /第2次35.50 35.85 7.86 0.61 0.82 / 1.01 15.19。