新式空分上塔技术方案
稳定空分设备上塔压力的分析和措施

系 。特别 在 提取 产 品氩 中 ,更 需要各 系统和上 塔工 况 的稳定 。这样 ,产 品氧 、氮 才能 达到 高纯度 、高
续 、平 稳地 从空 气 中制取 合 格产 品 。制取 的产 品 纯
度越 高 ,对空分 设 备 中各 个 系统 和上 塔工 况 的稳定 性 要求 也越 高 。 空 分设 备各 个系 统 中的流 量 、压力 和温 度 等状
Z e a g,P. R.C ia) hj n i hn
Absr c : Ta ig t 0 0m3 i s p r t n u i e p se o Ka a h tn a n e a l te rlto s isb t e h ta t kn he6 0 /h ar e aai nt x o d t z k sa sa x mp e h eain hp ewe n te o
,
1 空分 设 备 上 塔压 力 稳 定 的 必 要 性
空分设 备制 造 和用户 单 位都 希望 空分 设备 在投
产 后 能 稳 定 运 转 , 工 况 波 动 尽 可 能 小 , 由 此 才 能 连
以 ,各 个 系统工 况 的稳定 必然 是上 塔工 况稳 定 的基
础 和 必 要 条 件 ,既 有 因 果 关 系 ,又 有 相 辅 相 成 的关
a i e a ai n u i n ar s p r t n t o
C e a —n h nXioj g i
( e nn ntue Ha g h u Ha g a g Sok o , Ld D s ig Istt , i n zo n y n tc C . t ., 3 8 o g i o d, Ha g h u 3 0 0 8 D n xn R a n zo 1 0 4,
空分分馏塔施工方案2.19

施工方案报审表重庆弛源化工有限公司年产4.6万吨聚四氢呋喃项目分馏塔基础工程施工方案编制:审核:批准:中化二建集团有限公司2012年10月1日目录一、编制说明及依据 (1)1、编制说明 (1)2、编制依据 (1)二、工程概况 (1)三、施工准备 (1)1、材料选择 (2)2、现场准备工作 (2)四、工程施工 (3)1、钢筋模板工程 (3)2、埋件工程 (4)3、冷却管设计及施工要点 (4)4、隔水层施工 (5)5、混凝土浇筑 (5)6、混凝土的温控 (6)7、拆模养护 (8)8、混凝土质量要求 (8)五、质量保证及雨季施工措施 (9)六、混凝土施工安全技术措施 (10)一、编制说明及依据1、编制说明本施工方案为重庆弛源化工有限公司年产4.6万吨聚四氢呋喃项目空分装置室外分馏塔基础工程,该工程包含基础垫层、基础外槽、基础主体、灌浆等多种结构形式的大体积混凝土结构工程,施工期间重庆正处于秋季,因重庆秋季雨水较多,为施工带来一定难度,本方案根据该工程施工图纸、施工规范以及现场实际情况,为使施工顺利进行,保证施工质量,特编制此施工方案。
2、编制依据中国成达工程有限公司施工图工程测量规(GB50026-2007)建筑地基基础工程施工质量验收规范(GB50202-2002)混凝土结构工程施工质量验收规范(GB50204-2002)(2011版)混凝土泵送施工技术规程(JGJ/T10-95)混凝土强度检验评定标准(GBJ107-87)大体积混凝土施工规范(GB-50496-2009)地下工程防水技术规范(GB50108-2001)钢筋机械连接通用技术规程(JGJ-107-96)钢筋焊接及验收规程(JGJ18-96)建筑施工扣件式钢管脚手架安全技术规范(JGJ130-2001)《建筑工程施工质量验收统一标准》(GB50300-2001);二、工程概况本工程为钢筋混凝土工程,长、宽为14.1*12.1m的大型基础,基础底标高为95.5m,基础顶标高为101.00m,垫层主要采用C15砼,基础外槽为C30抗冻防水混凝土、基础地坪以下表面涂刷二道冷底子油,二道热沥青,池槽内加设紫铜板隔水层、基础主体采用C30抗冻防水混凝土、地脚螺栓孔安装螺栓及设备支座后用C30防水细石混凝土进行二次灌浆,外抹278mm厚珠光砂混凝,内配Φ10@200钢筋网片,上下各一层,面层采用50厚C30抗冻防水混凝土内配Φ12@200钢筋网片,表面涂2mm厚耐低温自流型环氧地坪涂层。
空分操作法

空分操作法1、岗位工作的任务及意义本岗位利用热电车间提供的高压蒸汽驱动汽轮机带动空气压缩机组压缩空气,使空气进入分馏塔,采用低温精馏的方法分离出氧、氮、氩。
本岗位负责空分装置的运行与操作,为后系统提供纯度99.6%的氧气和纯度99.99%的氮气。
2、工艺过程概述空气的预冷与纯化:外界大气通过空气过滤器(F01)被除去尘埃和其它机械杂质后进入空气压缩机(C01)压缩至0.5MPa左右,经后冷却器(C01E)冷却并除去冷凝水,进冷却器前气体温度低于100℃,出冷却器的不饱和气体温度低于40℃,然后进入空冷塔(E07),在空冷塔内用喷淋水(5~10℃)喷淋和洗涤,将冷却空气温度降至8~12℃。
从空冷塔出来的气体分两路进入后系统:第①路去氮水塔(E60);第②路去分子筛纯化器(R01/02)吸附空气中的水、CO2、SO2、SO3及部分碳氢化合物。
纯化后的干燥空气分三路进入后系统:第①路作仪表空气送入仪表空气管网;第②路直接进入主换热器(E01)换热后温度降至-173℃进入下塔;第③路进入空气增压机一段(C02-1)增压至2.1MPa后,一部分进入自动增压机(D01-C),将压力增至3.0MPa,进入主换热器将温度降至-100℃左右,降温后的空气进入气体膨胀机(D01),膨胀后空气压力降至0.45MPa,温度为-173℃,与第②路空气混合后进入下塔。
另一部分进入增压机二段继续增压至7.0 MPa 后进入主换热器(E01),高压空气在主换热器内液化成液体空气(简称液空)后进入液体膨胀机(D02),膨胀后将温度降至~-176℃,压力降至0.45 MPa,经下塔液空分离器(B03)分离出气液两相后分别进入下塔(K01)下部参加精馏。
另外从下塔液空分离器B03下部抽出一部分液空经过过冷器深冷至~-180 ℃后经上塔液空分离器分离成气液两相分别进入上塔(K02)中上部参加精馏。
出下塔物流:1、出塔液空:从下塔下部抽出的富氧液体空气(简称富液)分两路:第①路经过过冷器深冷至~-180℃进富液分离器(B02)分离成气液两相分别进入上塔(K02)中上部参加精馏;第②路去粗氩冷凝器(E10)作为冷源。
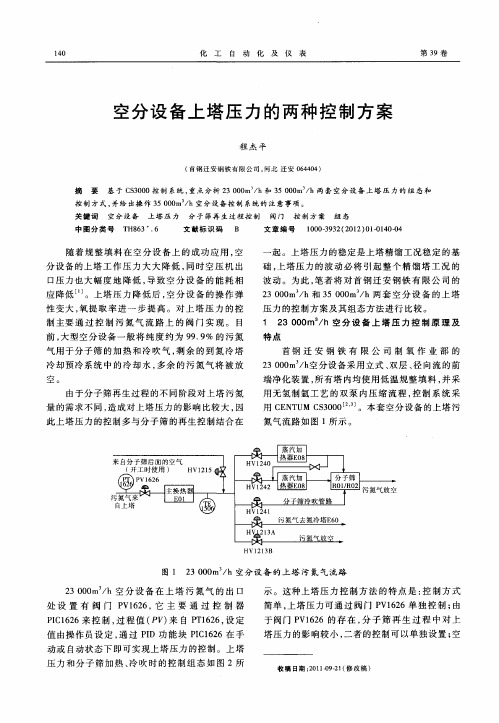
空分设备上塔压力的两种控制方案
由
亩
幽 04 1I % Z1 2l 7 1
图 2 2 0 Nm / 30 0 h空 分 设 备 上 塔
设 备流程 中 的上 塔 污 氮 气 管 路 上 的 阀 门 P 6 6 V12 去 掉 , 塔 的污 氮气 出塔 后直 接 送 到 P 1 1 A B 上 V23 /
l1 4
分设 备 在 开 工 恢 复 过 程 中不 易 造 成 上 塔 压 力 超
压, 有利 于开 车时 的操 作 。
P 2 阀 门关 闭 Vl 6 6
匝 回
,
一
< E5 . l z21 T1 6 V1 o80 0P % 2
两
l
一
几可
±
一 P11 l l T 23
于阀 门 P 12 V 6 6的 分
塔压力 的影 响较 小 , 二者 的控 制可 以单独 设置 ; 空
收 稿 日期 :0 1 92 ( 改 稿 ) 2 1 - -1 修 0
第 1 期
程 杰 平 . 分 设 备 上 塔 压 力 的两 种 控 制 方 案 空
空。
2 0 m / 空分 设备采 用立 式 、 30 0 h 双层 、 向流 的前 径 端净化 装置 , 所有 塔 内均使用 低温 规整填 料 , 并采
用无 氢制氩 工 艺 的 双泵 内压缩 流 程 , 制 系 统采 控
由于分 子筛 再生过 程 的不 同阶段对 上塔 污 氮 量 的需 求不 同 , 造成对 上塔 压力 的影 响 比较 大 , 因 此上塔 压力 的控 制多 与分 子筛 的再生控 制结 合在
l PD l I
首 钢迁 安钢铁 有 限公 司制氧作 业 部 目前 运 行 有 3 台 3 0 m / 5 O 0 h空 分 设 备 , 工 艺 流 程 与 其 2 0 m / 30 0 h空 分设 备 的基 本 相 同 , 只是 对 上 塔 压
20000新空分的技术参数
KDON-20000/23715型空分设备
技术参数表
KOD20J.CS
二零零五年七月
目录
一KDON-20000/23715型空分设备技术参数
二KDON-20000/23715型空分设备安全阀整定值三水、电、汽等物料消耗表
一 KDON-20000/23715型空分设备技术参数
1 主要指标
加工空气量104200 Nm3/h
压力0.605MPa(A)
产品高压氧气产量20000 Nm3/h
纯度≥99.6%O2
压力9.7MPa(G)(出界区)
产品高压氮气产量 13715 Nm3/h
纯度≤10PPmO2
压力 7.92 MPa(G)(出界区)产品低压氮气产量10000 Nm3/h
纯度≤10PPmO2
压力 0.418 MPa(G)(出界区)
2 连续运转周期(两次大加温间隔期)二年以上
3 起动时间(从启动透平膨胀机到氧产品达到纯度指标)
~36小时
4 解冻时间~36小时
5 电耗(以空压机轴功率±4%计):~0.44kWh/Nm3/O2(液体产品是
以3倍的气氧量折算)
注:Nm3/h指在0℃,0.1013MPa状态. 当地大气压为95.02kPa
二 KDON-20000/23715型空分设备安全阀整定值
1 KLT10K空气预冷系统
2 KJT10H分子筛纯化系统
3 FOD20J分馏塔
三水、电、汽等物料消耗表(一)水消耗表
(二) 电消耗表
(三)蒸汽耗量
(四)仪表空气耗量
(五)高压液氧泵密封用空气
(六)润滑油一次充灌量
(七)物料消耗。
空分上塔

新式空分上塔技术方案摘要:新式液柱增压型规整填料上塔,以低能耗建立环境友好型生产流程的同时降低生产成本,增加生产效益,加强企业竞争力。
关键词:上塔规整填料塔液柱增压能耗投资性价比随着科学技术日新月异的发展,当今各行业内部对高新技术的竞争也日趋白热化。
一项好的技术带来的是低能耗,高产出的高性价比回馈,使企业竞争力大幅度提高的同时,增加了生产效益。
空分行业在钢铁冶金,化工,尤其是煤化工迅速发展的带动下,也呈现出一片欣欣向荣的景象。
于是空分技术的开发也是极其重要的。
本文着重通过三种上塔技术之间的性价比对比分析让读者对新式液柱增压型蒸馏塔有一定的认识。
在方案一中,上塔选用了筛板塔,空压机排压为0.56MPA(G),但是空压机的电机功率相对较高,运行费用也就相对较高一些(每小时相对高出%3-%5)。
冷箱高度实际为32米,较之其它两个方案较低,从而一次性投资比较低。
方案二采用填料塔作为上塔,空压机排压为0.52MPA(G),这也使得空压机电机功率相对较低,使得运行费用相对较低,但是在一次性投资方面冷箱实际高度为44米,一次性投资有所增加。
方案三较方案二多增加了一个液柱增压流程,在方案二的基础上使氧气的出塔压力增加到了100KPA,即升高了氧压机的进口压力,单台氧压机排气量可做到6500Nm3/h,1.6MPA.氧压机的台数可以由原来的三台(两用一备)减少到两台(一用一备),减少一次性投资。
比较三种方案的实际效益:方案二相比于方案一改进在于方案二中精馏塔采用规整填料塔。
为了更直观说明筛板塔和填料塔两者的优劣势,我们对两种方案做一个简单的介绍。
筛板塔内装若干层水平塔板,板上有许多小孔,操作时,液体由塔顶进入,经溢流管(一部分经筛孔)逐板下降,并在板上积存液层。
气体(或蒸气)由塔底进入,经筛孔上升穿过液层,鼓泡而出,因而两相可以充分接触,并相互作用。
而填料塔塔内填充适当高度的填料,以增加两种流体间的接触表面,气体吸收时,液体由塔的上部通过分布器进入,沿填料表面下降。
空分技术要点及操作详解
空分技术要点与操作详解空分作为化工生产中重要的一个环节,其产生的工业气体用途广泛,作用重大。
煤化工空分装置基本术语1、空气存在于地球表面的气体混合物。
接近于地面的空气在标准状态下的密度为1.29kg/m3。
主要成分是氧、氮和氩;以体积含量计,氧约占20.95%,氮约占78.09%,氩约占0.932%,此外还含有微量的氢及氖、氦、氪、氙等稀有气体。
根据地区条件不同,还含有不定量的二氧化碳、水蒸气及乙炔等碳氢化合物。
2、加工空气指用来分离气体和制取液体的原料空气。
3、氧气分子式O2,分子量31.9988(按1979年国际原子量),无色、无臭的气体。
在标准状态下的密度为 1.429kg/m3,熔点为54.75K,在101.325kPa压力下的沸点为90.17K。
化学性质极活泼,是强氧化剂。
不能燃烧,能助燃。
4、工业用工艺氧用空气分离设备制取的工业用工艺氧,其含氧量一般小于98%。
(体积比)5、工业用气态氧用空气分离设备制取的工业用气态氧,其氧含量大于或等于99.2%。
(体积比)6、高纯氧用空气分离设备制取的氧气,其氧含量大于或等于99.995%(体积比)。
7、氮气分子式N2,分子量28.0134(按1979年国际原子量),无色、无臭、的惰性气体。
在标准状态下的密度为 1.251kg/m3,熔点为63.29K,在101.325kPa压力下的沸点为77.35K。
化学性质不活泼,不能燃烧,是一种窒息性气体。
8、工业用气态氮用空气分离设备制取的工业用气态氮,其氮含量大于或等于98.5%(体积比)。
9、纯氮用空气分离设备制取的氮气,其氮含量大于或等于99.995%(体积比)。
10、高纯氮用空气分离设备制取的氮气,其氮含量(体积比)大于或等于99.9995%。
11、液氧(液态氧)液体状态的氧,为天蓝色、透明、易流动的液体。
在101.325kPa 压力下的沸点为90.17K,密度为1140kg/m3。
可采用低温法空气分离设备制取液态或用气态氧液化制取。
大型空分装置设备吊装方案
新疆国泰新华一期项目空分装置大型设备吊装方案目录1.编制说明 (3)2.工程概况 (3)3.编制依据 (4)4.先决条件 (4)5.施工准备 (5)6.吊装工艺流程及步骤 (8)7吊装安全保证措施 (48)8JHA危险分析 (51)9附件 (60)本方案是新疆国泰新华一期项目空分装置主要设备吊装作业指导文件,作业内容主要包括:空冷塔、分馏塔上下段、粗氩塔、冷箱钢结构第三、四、五层等设备吊装。
为确保各设备吊装作业安全有序地进行,特编制此吊装方案。
2. 工程概况2.1 吊装顺序概述450吨履带吊进场。
进行超起重型主臂66米杆组杆,利用66米主臂完成空冷塔、冷箱钢结构第三层、主塔下塔、粗氩塔下塔吊装就位工作。
更换工况,组66米主杆,36米塔臂超起工况,进行剩余设备吊装。
2.2 适用范围本方案仅适用于新疆国泰新华空分项目空冷塔、冷箱钢结构及冷箱内塔类设备、管道吊装工作。
2.3设备清单3.1 各种设备图纸及施工现场平面布置图3.2 《大型设备吊装工程施工工艺标准》SH/T3515-20033.3 《起重工操作规程》SYB4122-803.4 《石油化工工程起重施工规范》SH/T3536-20113.5 《石油化工施工安全技术规程》SH3505-19993.6 《一般用途钢丝绳》GB-T 20118-20063.7 《石油化工建设工程施工技术规范》GB50484-20083.8 《施工现场机械设备检查技术规程》JGJ160-20083.9 《建筑机械使用安全技术规程》JGJ33-20123.10 《危险性较大的分部分项工程安全管理规范》DGJ08-2077-20103.11 QUY450型450吨履带吊、120吨汽车吊性能表4. 先决条件4.1 技术条件4.1.1吊装前,技术负责人组织技术人员、施工班组人员熟悉图纸及吊装技术文件和工艺要求,详细记录发现的问题或有异议的地方,并进行解决或澄清。
4.1.2参加设备吊装的人员必须经过技术安全交底。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
新式空分上塔技术方案
摘要:新式液柱增压型规整填料上塔,以低能耗建立环境友好型生产流程的同时降低生产成本,增加生产效益,加强企业竞争力。
关键词:上塔规整填料塔液柱增压能耗投资性价比
随着科学技术日新月异的发展,当今各行业内部对高新技术的竞争也日趋白热化。
一项好的技术带来的是低能耗,高产出的高性价比回馈,使企业竞争力大幅度提高的同时,增加了生产效益。
空分行业在钢铁冶金,化工,尤其是煤化工迅速发展的带动下,也呈现出一片欣欣向荣的景象。
于是空分技术的开发也是极其重要的。
本文着重通过三种上塔技术之间的性价比对比分析让读者对新式液
柱增压型蒸馏塔有一定的认识。
在方案一中,上塔选用了筛板塔,空压机排压为0.56mpa(g),但是空压机的电机功率相对较高,运行费用也就相对较高一些(每小时相对高出%3-%5)。
冷箱高度实际为32米,较之其它两个方案较低,从而一次性投资比较低。
方案二采用填料塔作为上塔,空压机排压为0.52mpa(g),这也使得空压机电机功率相对较低,使得运行费用相对较低,但是在一次性投资方面冷箱实际高度为44米,一次性投资有所增加。
方案三较方案二多增加了一个液柱增压流程,在方案二的基础上使氧气的出塔压力增加到了100kpa,即升高了氧压机的进口压力,单台氧压机排气量可做到6500nm3/h,1.6mpa.氧压机的台数可以由原来的三台(两用一备)减少到两台(一用一备),
减少一次性投资。
比较三种方案的实际效益:
方案二相比于方案一改进在于方案二中精馏塔采用规整填料塔。
为了更直观说明筛板塔和填料塔两者的优劣势,我们对两种方案做一个简单的介绍。
筛板塔内装若干层水平塔板,板上有许多小孔,操作时,液体由塔顶进入,经溢流管(一部分经筛孔)逐板下降,并在板上积存液层。
气体(或蒸气)由塔底进入,经筛孔上升穿过液层,鼓泡而出,因而两相可以充分接触,并相互作用。
而填料塔塔内填充适当高度的填料,以增加两种流体间的接触表面,气体吸收时,液体由塔的上部通过分布器进入,沿填料表面下降。
气体则由塔的下部通过填料孔隙逆流而上,与液体密切接触而相互作用。
不同的接触方式也使得填料塔产能调节范围大,一般控制在
40%-105%;而筛板塔的调节范围小,只是70%-105%,同时填料塔有利于变负荷,压降也要比筛板塔小些,这也降低了填料塔方案中的空压机排压,从而降低了单位制氧电耗。
辅以先进的计算机辅助设计手段和单体设备制造技术,使产品纯度及提取率大大提高。
以产每立方氧气省电量0.04kwh.每小时产6500立方米氧气计。
每小时省电260kwh,一年8000小时省电208×104 kwh。
虽然方案二在一次性投资成本方面增加了70万元,综合考虑,长远来看,方案二很大程度上降低了生产成本,同时也节约了能源,降低了对供电系统的要求。
方案三相比于方案二改进在于方案三增加了液柱增压流程。
液柱增压流程源于二十世纪八十年代,在此之前由于液化空气不参加下塔精馏,使得该流程样提取率比较低,而规整填料技术的运用使得液柱增压流程彰显出了其本身的魅力。
通过液柱增压流程,氧压机组进气压力提高,使得机组扩容,同时氧压机组压比减小,轴功率有所下降,达到了节能的目的,也使得运行过程更加的稳定。
对于易损部件来讲,这种流程增加了其使用寿命,减少了维修费用。
总的来说,该流程升高了氧气的出塔压力,从而减少了空压机的数量,由原本的3台氧压机缩减到2台,减少了一台氧压机投资的同时减少了能耗。
小时压氧节能180kwh计,每年可以节约144×104 kwh 电量。
在维护方面,因为缩减了一台氧压机,使得维护费用至少降低25%。
方案三较方案二基础上增加46万元的投资显而易见是极其值得的。
新式液柱增压型规整填料上塔,以低能耗建立环境友好型生产流程的同时降低生产成本,增加生产效益,加强了企业竞争力。
在本套空分设备招标过程中,最终中标方的设计方案由最初的筛板上塔几经修改最终敲定为规整填料上塔,以节能带来的高利润高性价比赢得了招标方的青睐。
可见如今技术力量在行业竞争中起到的举足关键的作用。
我国经济高速发展,特别是近几年冶金、石化、石油、化肥等行业的持续稳定发展,给空分设备行业带来难得的发展机遇。
专家预测未来10年,气体行业全国总销售量将达到1000亿元,年均增速
将保持在15%左右。
而目前兴起的煤化工以及冶金领域内新采用的部分新工艺等,对空分流程的要求将更加多样化。
中国已经是空分设备制造大国,但是只有成为空分设备设计、制造的强国,才能真正的将空分行业发展壮大。