和利时LM系列PLC在多工位双面轴承加脂加盖机中的应用
基于和利时PLC控制的矿用组合开关的研究

理、 对液晶屏 内容进行更新和标 志位 的设定等. 监
控程 序 主要完 成子 程序 的调用 、液 晶屏 换 屏 、电 动
机的启停及故障判断等功能. 监控程序采用顺 序作
业 调 度结 构对 各支路 分 时进行 漏 电检 测 ,以判 断各
回路是否存在漏 电事故. 电动机 投入运行后 , P L C 停止该回路的漏电检测 , 开始对电流、电压信号及 断相 进行 采样 ,以判 断 电动 机 的 工 作 状态 . 主 程 序
牛 鑫 ,郭 继红
( 济源职业技 术学院电气工程系 , 河南济源 4 5 9 0 0 0 )
摘 要: 采 用和利 时 L M 系列 P L C作 为主控单元 的组合开 关设计 ,不仅 可以对 系统进行短 路、过 载、断相 、漏
电闲锁、过压和 欠压等保护 ,还可 以对 系统 进行监 测监控 ,使被控 电动机 的工作 可 靠性 大大提 高. 采 用超 大、 触模式全 中文彩 色液晶显示屏 , 对 组合 开关的工作状 态、 参数和故障类型显示和记忆 , 友好的 用户界 面 , 具有
良好的人机对话功能 , 提 高 了判 断故障和排 除故障的效率.
关键词 : 组 合 开 关 ;P L C;触摸 屏
中图分类号: T M 3 1 . 4
文献标识码: A
文章编号: 1 0 0 9— 4 9 7 0 ( 2 0 1 3 ) 0 5一 O 0 4 4— 0 3
和利 时针对 煤矿 井下 矿用 防爆 电器设 备对 可靠 性 和安 全性 的需 求而 设计 开 发 了 专用 的 P L C模 块 .
4 结论
和利时矿用专用模块可 以对矿用防爆电器设备 的三相电压、三相电流、 零序电压 、 零序 电流、 漏 电电阻、 绝缘监视等信号直接进行采集 , 不需要通 过变送 器 变 换 成 4—2 0 m A、0~1 0 V的标准信 号 ,
和利时PLC产品在矿用组合开关中的应用

Abs t r ac t :Co mb i n at i on s wi t c h u s u a l l y u s e t h e PL C a s t h e c o r e o f c o n t r o l a n d p r o t e c t i on d e v i c es ,b u t u n i v er s al PLC c an ’ t o v er c ome t h e pr o bl em o f s a mp l i n g AC s i gn a l ,wh i c h l ea d i n g t h e p r o b l e m o f p r o t e c t i on p er f or man c e an d r e l i ab i l i t y .Hol l y s y s s p e c i a l PL C, whi c h
PL C s o l u t i o n s a n d p r o du c t s . Ke y wor d s: c o mb i n a t i on s wi t c h PL C AC s a mp l i n g
【 中图分 类号 】T L 6 2 + 9
HT 6 0 0 0系列触 摸屏 ,具有 良好的人
机对话功能 。
本方案采用和利时 L M 小型 P L C
作 为控 制 系统 的 主控 制器 。接 收先 导 回路起动信号 ,及控 制方式设定 :
关专用 P L C的方案 和产 品 ,并 与通
用P L C进行 了比较 。
逻 辑来 适 应客 户和 现 场各 种各 样 的
接 、减少设备空 间、降低线路 电压损 耗 、使 用维护方便等特点 ,在煤矿 有 着 广泛 的应用 。
和利时LM可编程控制器硬件手册

如何使用手册 如果您需要了解PLC的硬件组成,请仔细阅读第1、2章。 如果您需要对本公司产品的技术规格、端子定义与接线示意图等内容有所了解,请参阅第2、 3章。 如果您需要了解安装、拆卸等原则,请仔细阅读第4章。附录A为LM系列小型PLC产品订货 清单。附录B为LM系列小型PLC通用技术规范。
CPU模块本身集成了一定数量的本机I/O点,其中一部分I/O点同时具有高速计数、高速输出 等功能。随着系统需求的扩大,将需要更多的I/O点数,通提出了一些PLC现场应用原则。
读者 《LM小型可编程控制器硬件手册》适用于有一定PLC背景知识的工程师、安装人员、技术 人员及电气人员。
HollySys Group
版权申明
本手册内容,包括文字、图表、标志、标识、商标、产品型号、软件程序、版面设计等, 均受《中华人民共和国著作权法》、《中华人民共和国商标法》、《中华人民共和国专利法》 及与之适用的国际公约中有关著作权、商标权、专利权或其他财产所有权法律的保护,为北京 和利时系统工程股份有限公司专属所有或持有。
内容 《LM小型可编程控制器硬件手册》是和利时公司对LM系列PLC产品从特性、技术规格等方 面进行详细介绍的技术手册,包含了LM小型PLC所有的硬件信息。
第1章从硬件体系结构、编程软件、快速应用等各个方面对LM小型PLC作了概述性介绍。
第2、3章主要针对CPU模块、扩展模块的技术规格、端子定义与接线示意图及等效电路进行 了详细阐述。
第 2 章 CPU 模块 ............................................................................................... 10
和利时小型PLC在滚齿机中的应用

和 利 时控 制技 术
维普资讯
和 利 时 小 型 P C在 滚 齿 机 中 的 应 用 L
陈卫 芳
( 盐城 市机床 有限公 司,江 苏 盐城 24 0 ) 2 0 1
[ 摘要] 齿轮 被 广 泛 地 应 用 于机 械 设 备 的 传 动 系统 中 ,滚 齿 是 应 用 最 广 的 切 齿 方 法 ,滚 齿 机 是 采 用滚 刀按 展 成
法进行齿轮加工的设备 ,其适用于多种齿轮的单件或批 量生产 。由 P C控制的滚齿机在加 工精度、生 L 产 效率以及成品率上都有较 出色表现 。
关键词 P C 滚 齿机 P V 变速 器 L I
0 引言
滚齿 机 是 一种 齿 轮 加 工 设 备 ,其 采 用 滚 刀 按 展 成
L 31 M 3 0进行 处 理 ,并且 将 采样 值 与在 触摸 屏 上设 定 的 电压 值进 行 比较 ,再 通 过 P C 的 数字 量输 出模 块 L L M一 32 2 3控 制 减 速 电 机 的 启 停 ,其 它 的数 字 量 输 人/ 出 输 模 块 检测 各个 按 钮 、开关 的 状 态 从 而来 控 制 各 个 泵 以 及 离 合器 的动 作 。
1 施 耐 德 电气 F p c 系列 熔 断 器 类产 品 u at
施耐德电气推出 F p c 系列熔断器类产品。2 0 u at 07
年1 2月 2 1日 ,全 球 电 力 与 控 制 专 家 施 耐 德 电气 推 出 F p c 系列 熔 断 器 类 新 品 :] F u at S T熔 断 器 式 隔 离 开 关
( 刀熔 开关 ) S L熔 断 器 式 隔 离 开 关 ( 形 熔 断 器 ), ,] F 条 I F 隔离 开关 熔 断器 组 。 ND
双面钻孔组合机床PLC控制

景背题课 1.1
论绪 .1
论绪 1
计设程课合综
3
。泛广用使�业行个各等乐娱化文及 保环�输运通交�纺轻�车汽�造制械机�材建�力电�工化�油石�铁钢于用 应泛广已外内国在 CLP�前目。等装包�床磨�床机合组�机书订�机刷印�机 塑注如。线水流化动自及控群机多于用可也�制控的备设台单于用可既�制控序 顺�制控辑逻现实�路电器电继的统传代取它�制控辑逻的量关开于用的泛广最 本基最 CLP。的现实来统系制控气电或动气过通是能功些这�上统传在。集采据 数的量散离量大及 �制控的作动护保锁连行进系关辑逻照按并 �作动序顺行进件 条辑逻照按它�制控序顺量关开的量大�中程过产生业工在程历展发的 CLP
退快台滑 7.3
进工台滑机右→电得 01VY 阀磁电�电 失 8VY→关开程行束结进快台滑机右 6TS 到遇者或进工缸压液台滑机左→电得 7VY 阀磁电�电失 5VY→3TS 关开程行束结进快台滑机左到碰时束结进快当
进工台滑 6.3
理原作工床机合组孔钻面双 3 计设程课合综
9
Hale Waihona Puke 3.2I 2.2I 1.2I 0.2I 7.1I
图程流作工的床机合组孔钻面双 2.2
图理原路电主床机合组孔钻面双 1.2 图
。示所 1.2 图如路电主制控�动驱现实阀磁电过通缸压液由动移的台 滑右左而�动带机动电流交由别分�转旋的头钻右�左的床机合组孔钻面双
图理原路电主床机合组孔钻面双 1.2
述概制控床机合组孔钻面双 .2
述概床机合组孔钻面双 2
销位定拔 9.3
件工开松缸压液→电得 4VY 铁磁电→退快束结电失 6VY,9VY 铁磁电→时 8TS 关开程行束结退快台滑机右和 5TS 关开程行到遇束结退快台滑机左当
双面铣削组合机床的PLC组态控制系统设计
双面铣削组合机床的PLC组态控制系统设计乔志杰;程翠翠【摘要】为提高双面铣削组合机床的效率和自动化程度,设计PLC和组态软件MCGSE应用在铣削组合机床控制系统中,文中给出了PLC 控制系统以及上位机组态的设计.实践表明:该控制系统提升了系统的电气控制水平和整体性能,控制系统硬件电路得到简化,检修维护更加方便,为相关机床控制系统的设计提供参考.%Using PLC and configuration software MCGSE,the double-sided milling combination machine control system was designed to improve machining efficiency and degree of automation.PLC control system and host computer configuration software were illustrated in this paper.Actual application of system improves the controlling level and performance of electricity in a comprehensive way. The control system hardware circuit is simplified.Maintenance,examining and repairing are more convenient.It provides reference for the design of related machine control system.【期刊名称】《西昌学院学报(自然科学版)》【年(卷),期】2015(000)002【总页数】3页(P39-41)【关键词】铣削组合机床;PLC;MCGSE;组态控制【作者】乔志杰;程翠翠【作者单位】安徽电子信息职业技术学院机电系,安徽蚌埠 233030;蚌埠技师学院,安徽蚌埠 233030【正文语种】中文【中图分类】TG659双面铣削组合机床是在工件两相对表面上进行铣削的一种专用加工设备,主要用于箱体类铸件、钢件及有色金属件的大平面铣削零件加工,其加工精度和加工效率比普通机床高,但现有控制方式仍多是继电器-接触器控制方式,继电器-接触器控制方式要用大量而又复杂的硬接线,使得系统的可靠性差,故障检修困难,降低了生产效率,不能满足现代机械加工自动化的生产要求。
PLC在货车轴承加工装夹机械手上的应用研究

河南科技大学硕士学位论文PLC在货车轴承加工装夹机械手上的应用研究姓名:王继忠申请学位级别:硕士专业:机械工程指导教师:李孟源;汪洪20040527Y溉蛰譬摘要PLG在货车轴承加工装夹机械手上的应用研究摘要目前,国内货车轴承如DR一641134外翻毛坯的车加工多是在CZ7232车床上进行的,以前一直采用手上=上、下料,不仅工人的劳动强度大,安全性差,而且定位精度低。
本文在分析了,机械手和PI。
C之后,决定采用PLC控制的机械手进行外圈毛坯的上、下料来代替人力。
近年来,机械手的应用越来越多,应用机械手可以提高生产过程的自动化程度,改善劳动条件,避免人身事故。
应用机械手还可以提高加工件的定位精度,从而提高其加工质量。
有效地应用机械手是发展机械工业的必然趋势。
装央机械手的任务为毛坯在车床上的装卸,它主要利用PLC的高抗干扰能力和高aJ.靠性,通过软件发出指令,控制执行机构,使其准确定位,适度央紧,替代工人的手工操作,实现可靠定位和夹紧,以降低工人的劳动强度,提高安全性。
以往洛轴的机械手都采用继电器控制,采用PLC来控制机械手尚是首次,本文的研究内容为PLC在机械手上的应用进行了有益的探索,并积累了宝贵经验。
关键词:机械手,PLC,继电器,定位误差型塑型丝苎兰塑!兰竺婆塞RESEARCHONPLCAPPLlCATIONOFMECHANlCALHANDSINFREIGHTCARBEARlNGPROCESSINGABSTRACTThepresentturningprocessofciVilfreig,htcarbearingiSusuallymachinedby1atheCZ7232,suchasmachiningofDR一641134bearingOUtringblank.Theformeroperationisthattheworkercarriesworkpieceupanddownwiththeirhands,itnotonlyincreasesworkingstrengthandtheriskofhurt,butalsomakesworkpiecesetinunfitlocation,0rreduceslocationaccuracy.InthiSpaper,theprincipleofmechanicalhandandPLChasanalyzed,theauthoralSOputforwardaprocessthatthemechanicalhandcontrolledbyPLCisdevelopedtocarryoutringblankinsteadofmanualmanipulation,1nrecentyears,inordertoimproveautomationprocessandworkingcondition,avoidoperator’Sincident,moreandmoremechanicalhandsareused.ApplicationofmechanicalhandscanalSOraise10catingaccuracyofmachin']ngworkpiece,SOastoimprovethequalityofprocessingproducts,ItiSthefuturaltrendthatmakeseffectiveuse0fmechanicalhandsindevelopingmachineryindustry.Themechanicalhandmountedinthelatheissuitableforcarryingoutringblank.ThedesignforPLCapplicationofmechanicalhandinfreightcarbearingprocessinghashighteliabilityandresistancetodisturbance,theorderisgiyenbythesoftware0fcomputer,andcontrolactuatortOgetexactIocatingandsuitableclamping.ThemechaniCalhandiSmountedinsteadofmanipulation,SOtheaccurateIocatingand—IT—clampingisrealized,willreduceworkingstrength,improvesafetyof0Peration.ThemechanicalhandusedinLouYangBearingCorporation(Group)wascontrolledbyrelay,thisisthefirsttifilethatthePLCisadoptedtocontrolthemechanicalhand.Inthearticle,researchonPI.C8PPlicationofmechanicalhandhasanalyzed,givenusefulsuggestions,and0btainedPreci0USexperiences?KEYWORDS:mechanicalhand,PLC,relay,locatingerror¨第一章绪论第一章绪论§1.1机械加工行业发展趋势进入信息时代,科学技术高速发展的今天,传统产业,特别是传统的机械加l:行业面临着‘场严峻的挑战。
PLC在双向多轴液压传动钻床中的应用

PLC在双向多轴液压传动钻床中的应用摘要:主要针对双向多轴液压传动钻床在传统的“继电器-接触器”控制工作中存在的问题,通过对造成钻床存在的各种问题,然后对问题的进行分析、查出故障,多次对其改造,最后采用PLC取代传统的继电控制,实现顺序控制功能改造、解决存在的实际问题。
关键词:PLC改造双向多轴“继电器-接触器”一、问题的提出在下厂技术学习期间,本人被安排到一家日资企业,该企业主要生产小型家用智能缝纫机,在车间中有一台日本的双向多轴液压传动钻床,为“继电器-接触器”控制,据了解已使用了十三年。
其硬件部份仍旧完好,但控制部份的故障不断,里面的元件都是日本生产的,当时购买时虽配带了一些配件,但现在几乎更换完了,机器里面最常见的定时器都是机械式的,配件难买,对平时的维修带来很大的困难。
由于这台机器是该车间的主要生产机种的加工机,维修时间不允许太久,针对机器故障频繁,为了不影响正常生产,于是我和设备部的技术人员尝试将这台机器改造。
二、故障成因及问题分析1、故障成因:造成钻床存在的问题经过我仔细分析,主要是设备老式的继电器控制和工作环境潮湿导致的。
由于这台钻床为车间主要缝纫机机种的加工机,日操作频率较高,一天需加工1200台以上,并且钻头加工时的冷却是使用切消液冷却水冷却的,因此操作现场十分潮湿,并且钻床的行程开关都安装在机器的底部,冷却水经常进入开关里面,也是故障经常发生的一个原因。
2、问题的分析:该多轴钻床采用电气元件继电控制,其控制本身不够完善,时间继电器、交流接触器、行程开关等电气元件长期工作在潮湿的环境中,触点和线圈不断的老化,增加了故障率。
如果要提高该设备的生产效率,最好的方法是采用电工新技术,比如用PLC实现自动化控制,改造传统的双向多轴钻床“继电器-接触器”控制。
三、改造前多轴钻床的工作1、工作人员合上电源开关SB1接通钻床电源,按下油泵运行开关SB2钻床准备起动,按下起动按钮SB3,夹具按时间继电器设定的时间依次夹紧,夹具夹紧后,左右机滑台快进,当压到快进结束行程开关时,减速阀动作,滑台工进,当压到行程开关SQ4、SQ7时,左右滑台快退;当退回过程中压下限位开关SQ5、SQ8时,快退停止,夹具松开,运行停止。
PLC在双面钻铣组合机床中的应用

2 控 制系统硬件设计 。
根 据 生 产 工艺 的 要 求 ,组 合 机 床 采 用行 程 控 制 和 液 压 控 制 传 动 ,可 作 半 自动 循 环 加 工 和 手 动 调 整 。设 置 液 压动 力 滑 台为 移 动 工 作 台 ,采 用液 压 控 制 系统 夹 紧 ( 松 )被 加 工 零件 。 放
用 机 床 高 几倍 至 几 十 倍 。
继 电器控 制 系 统 通过 许 多继 电 器 ,采 用硬 接 线
节动 作 ,松 开后 关 断 。组 合 机 床 的工 艺 流程 如 图 l
所示 。 双 面 二 工 位
的 方式来 完成控 制功 能 。其接 线多而 复杂 ,体积 大 、功耗大 ,系统可靠性差 。P C L 是综合继 电器接 触 器控制的优点及计算机灵活、方便的优点而设计
制 造 和 发 展 的 ,这 就 使 得 P C 有 许 多 其 他控 制 器 L 具
所 无 法 相 比的 特 点 。随 着 P C的广 泛 应 用和 机 床 电 L
铣 钻 组 合 机 床 采
用
用机械 、液压、
黜
滑台 快进
l
粕
S Q
1S [ P 曰 ̄ 上 砖
…快. … 进
K 4 M爿
K M3
—
工 作 方 式 和 手
X5
P
Y5
X 6
Y - J 6 [ ]
动调 整方式 。 选 择 自动 方 式 时 , 按 下 起 动
原位
工件夹 紧 滑台快进
滑 台工 进 死挡铁
_ L + +
+
+ +
+ +
+ +
滑 台快退 工 件 松 开
PLC在气动双面钻孔机床控制系统的应用
目录摘要 (1)关键词 (1)Abstract (1)Key words (1)引言 (2)1 认识PLC和双面钻孔组合机床 (3)1.1 可编程控制器概述 (3)1.1.1 PLC的硬件系统 (3)1.1.2 PLC的软件系统 (4)1.1.3 电气控制中继电器控制与PLC控制的比较 (6)1.2 双面钻孔组合机床 (6)1.2.1 工作原理及电气控制要求 (6)1.2.2 传统组合机床机存在的缺点 (8)2 PLC机型选择 (9)2.1 PLC及继电器机型的选择 (9)2.2 S7-200CN CPU 222CN机型特性 (9)2.2.1 S7-200概述 (9)2.2.2 S7-200CN CPU 222CN硬件系统基本构成 (9)2.2.3 S7-200CN CPU 222CN 主机结构及性能特点 (10)3 电气控制系统的设计 (12)3.1 电气控制系统硬件设计 (12)3.2 电气控制系统软件设计 (13)3.2.1 PLC I/O口资源分配 (13)3.2.2 PLC对气动双面钻孔机床电气控制 (13)3.2.3 控制程序设计 (14)3.2.4 PLC与PC的通信 (15)3.2.5 注意事项 (16)4 调试 (17)5 结束语 (18)参考文献 (19)致谢 (20)PLC在气动双面钻孔组合机床控制系统中的设计PLC在气动双面钻孔组合机床控制系统中的设计自动化专业学生徐启山指导老师田俊英摘要:为提高机床在实际生产中的自动化程度和工作效率,迅速提升工件加工技术与精度,设计了一种全自动气动钻床,该机床能对工件完成快速定位、夹紧以及钻削加工等工作。
本文设计的全自动气动钻床通过PLC来控制机床动作,通过气压传动来传递动力。
实现了PLC与PC的高效结合,简化了机床的电气控制系统,提高了机床的生产效率,达到了理想的效果。
关键词:PLC(可编程控制器);气动系统;双面钻孔组合机床Design in Two-sided Pneumatic Drilling Machine Control System ofPLCStudent Majoring in Automation Engineering Xu Qi-ShanTutor Tian Jun-YingAbstract:In order to enhance engine bed's in actual production automaticity and the working efficiency, promotes the work piece process technology and the precision rapidly, has designed one kind of completely automatic air operated drilling machine, this engine bed can complete the fast localization, the clamp to the work piece as well as drills truncates work and so on processing. This article designs the completely automatic air operated drilling machine controls the engine bed movement through PLC, transmits the power through the pneumatic actuator. Has realized PLC and the PC highly effective union, simplified engine bed's electric control system, raised engine bed's production efficiency. Has achieved the very good effect.Key words: PLC (programmable controller) ;Pneumatic System;Drilling Modular Machine Tools1菏泽学院本科生毕业设计(论文)引言机床是人类在长期生产实践中,不断改进生产工具的基础上生产的,并随着社会生产的发展和科学技术的进步而渐趋完善。
PLC技术在双面钻孔组合机床改造中的应用

输入信号 名称 手动与 自动选择开关
总停按钮 液压泵电动机启动按钮 液压系统停止按钮 液压系统启动按钮 左刀具电动机点动按钮 右刀具 电动机点动按钮 夹 紧松开手动按钮 左机快进点动按钮 左机快退点动按钮 右机快进 点动按钮 输入 代号 点编 号
输出信号 名称
输出 代号 点编
Y O
Y 1 Y 2 Y 3 Y 4 Y 5 Y 6 Y 7 Y1 O Y1 1
Y V 1 0 Y 1 2
右机快退 点动按钮
S B l 1 X 1 3 液压泵 电动机启 动接触器 K M1
Y 1 3
松开工件定位行程开关
S Q 1 X 1 4 左机刀具 电动机 启动接 触器 K M2 Y 1 4
S Q 2 X l 5 右机刀具电动机 启动接触器 K M 3
工件定位行程开关
Y 1 5
左机滑台快进结束行程 开 切削液泵电动机 关 S Q 3 X 1 6 启动接触器 K M 4 左机滑台工进结束行程开关 S Q 4 X1 7
Y V Y V Y V Y V Y V Y V Y V 转换指 1 2 Y V 3 Y V 4 7 5 6 Y V 8 9 1 O 令
工 件 定位 工 件 夹 紧 + 滑 台快进 + 滑 台工进 + 滑 台后 退 + 松 开工 件 + + + + + + S B S Q2 K P S Q3 、 S Q 6 S Q 4 、 S Q 7 S Q 5 、 S Q 8
号
S A X 0 工件夹 紧指示灯 H L
S B 1 X1 S B 2 X 2 S B 3 X 3 S B 4 X 4 S B 5 X 5 S B 6 X 6 S B 7 X 7 S B 8 X1 0 S B 9 Xl l S B 1 0 X l 2 电磁 阀 电磁 阀 电磁 阀 电磁阀 电磁阀 电磁阀 电磁阀 电磁 阀 电磁 阀 电磁 阀 Y V1 Y V 2 Y V 3 Y V 4 Y V 5 Y V 6 Y V 7 Y V 8 Y V 9
和利时LM系列PLC在多工位双面轴承加脂加盖机中的应用

和利时LM系列PLC在多工位双面轴承加脂加盖机中的应用1 引言轴承加脂加盖机器是轴承加工行业的主要设备,集机、电、气等技术于一体,主要用于单面盖、双面盖、铁盖或橡胶盖的成型加工。
轴承加脂加盖生产流水线机械结构复杂,工位比较多,实际生产中要求工位可灵活选择设定,并能及时检测生产中的故障进行停机排查。
传统的轴承加脂加盖机器控制系统通常采用继电器接触器控制,但由于继电器系统线路复杂、故障率高、维修工作量大,导致系统控制精度低、控制灵活性差、操作不直观,故很少能实现单双面可选,加脂加盖在一条生产线上同时进行。
为此,本文采用可靠性高、灵活性好的PLC作为系统的主控元件,并采用触摸屏对系统进行参数设置和故障监控,提高系统的自动化程度。
2 双面轴承加脂加盖机介绍2.1设备组成图1轴承加脂加盖设备实物图如图1所示,轴承加脂加盖设备实物图。
多工位双面轴承加脂加盖设备,主要由机械系统、气动控制系统和电气控制系统组成。
机械系统主要有上料装置、工位送料装置、注脂、脂检、加盖、压盖、盖检、旋转翻身装置和均脂装置等组成。
上料装置采用圆盘供料和PU带传送上料。
工位送料采用夹持式送料方式,避免了轴承的磕碰伤。
注脂采用非接触式注脂定位技术,保证了在注入油脂时注脂头不接触保持架。
采用工业视觉系统进行油脂透光检查,可检查出保持架不良品。
加盖采用串料杆上料方式,可适应铁盖或塑盖。
压盖采用气液增压缸压盖,通过可设定上、下限的线性电位器进行盖平面高度检查。
翻身采用步进驱动定位技术,保证每次完成180度工件旋转。
匀脂采用时间长短可调的旋转均脂方式。
气动控制系统采用自适应式气液增压技术,在压头和防尘盖接触后加力实现无冲击静力压盖,压盖力连续可调。
电气控制系统采用和利时公司PLC控制器和触摸屏人机界面,可进行各种故障自动识别,自动声光报警,自动停机保护。
2.2工位选择工艺原理完整的双面轴承加脂加盖生产流水线依次要进行送料、加脂、脂检、空操作、A面加盖、空操作、A面盖检、A面压盖、翻身、空操作、B面加盖、空操作、B面盖检、B面压盖、删除和均脂等16个工位动作,其工序过程如图2所示。
和利时PLC在井下供电设备中的应用

和利时PLC在井下供电设备中的应用侯爱林,王国峰(北京和利时自动化驱动技术有限公司, 北京 100176)摘要:本文简单介绍了矿用隔爆型真空馈电开关、矿用隔爆兼本质安全型真空电磁启动器等主要煤矿防爆电器的技术现状,提出一种以PLC为控制核心,集漏电、漏电闭锁、过载、断相、短路和欠压等故障保护于一体的智能保护器。
关键词:可编程控制器,防爆电器,智能保护器中图分类号:TP 文献标识码:BApplication of HOLLiAS PLC in Explosion-proof Electrical Apparatus for CoalMineHOU Ai-lin, WANG Guo-fengg(Beijing HollySys Automation and Drive Co.,LTD Beijing 100176, China)Abstract:This paper introduces the technical status mine explosion-proof electrical apparatus of mine falme-proof type vacumm feed switch,mine falme-proof type with intrinsically safe vacuum electromagnetic stater, and design a kind of intelligent motor protector whice use PLC as control core and include many kinds of protection functions.Key words: PLC; Explosion-proof Electrical Apparatus; Intelligent motor protector1 引言煤矿井下供电系统主要由高爆开关、移动变电站、馈电开关和启动器组成。
小巧灵活 化繁为简——和利时LM系列小型PLC
小巧灵活化繁为简——和利时LM系列小型PLC
佚名
【期刊名称】《《可编程控制器与工厂自动化(PLC FA)》》
【年(卷),期】2011(000)004
【摘要】LM系列PLC是和利时公司针对离散工业自动化市场的应用需求推出的
一款灵活、可靠的小型PLC产品。
在工业以太网技术、现场总线技术、控制技术、模块化技术、数字化技术、开放式体系结构体系,I/O模板设计技术,CPU平台技术,实时数据库技术等方面都有突出的创新内容。
系统集成了管理信息系统,可直接连人工业以太网,实现了与管理网联网通信、PLC与DCS产品的互相融合。
【总页数】1页(P20-20)
【正文语种】中文
【中图分类】TP393.11
【相关文献】
1.非线性露点温度曲线在和利时LM系列PLC中的实现 [J], 杨范
2.和利时LK、LM系列PLC编程软件视图应用 [J],
3.基于和利时LM系列PLC的气体分析预处理系统 [J], 杨范; 王卫
4.和利时LM系列PLC在晒版机中的应用 [J], 王岩
5.和利时LM系列PLC在多工位双面轴承加脂加盖机中的应用 [J], 李银川; 刘田
茜
因版权原因,仅展示原文概要,查看原文内容请购买。
PLC在数控机床上的具体应用
PLC在数控机床上的具体应用————————————————————————————————作者:————————————————————————————————日期:目录目录 (3)摘要 (4)一绪论 (5)1。
1组合机床概述 (5)1.2 控制流程 (6)1.3电控系统输入输出信号 (6)1.4 组合机床采用PLC电气控制系统的优点 (8)二 PLC概述与方案论证 (10)2.1 PLC概述 (10)2.2 方案论证 (10)三电气控制系统硬件设计 (13)3。
1 选择PLC机型 (13)3.2 设计输入输出信号地址表 (13)3.3 设计PLC控制系统电气原理图 (15)3.4 设计PLC控制系统操作面板 (17)四控制系统软件设计 (18)4。
1 设计PLC控制系统工作循环流程图 (18)4.2 设计PLC控制系统初始化梯形图程序 (19)4.3 设计PLC控制系统手动及显示梯形图程序 (20)4。
4设计PLC控制系统状态转移图与梯形图程序 (21)4.5 实验室电气原理图仿真及程序调试 (23)结论 (24)致谢 (25)参考文献 (26)摘要目前,可编程控制器(PLC)广泛应用于数控机床等工业控制中.数控机床的控制部分可分为数字控制和顺序控制两部分,数字控制部分包括对各坐标轴位置的连续控制,而顺序控制包括对主轴正/反转和启动/停止、换刀、卡盘夹紧和松开、冷却、尾架、排屑等辅助动作的控制.现代数控机床采用PLC代替继电器控制来完成逻辑控制,使数控机床结构更紧凑,功能更丰富,响应速度和可靠性大大提高!可编程控制器是一种专为在工业环境下应用而设计的数字运算操作的电子系统,它采用一种可编程程序的存储器,在其内部存储执行逻辑算、顺序控制、定时、计数和算术运算等操作的指令,通过数字式、模拟式的输入输出来控制各种类型的机械设备和生产过程.组合机床是针对特定工件,进行特定加工而设计的一种高效率自动化专用加工设备,这类设备大多能多刀同时工作,并且具有自动循环的功能。
PLC在08000克劳斯卧镗中的应用

PLC在08000克劳斯卧镗中的应用作者简介: 范俊现就职于杭州汽车发动机厂20世纪20年代继电接触器操纵系统产生并取代了原先的手动操纵方式是自动操纵的开端。
曾一度占据工业操纵的主导地位,它由为数不多的继电器接触器和爱护元件等组成。
这种操纵系统是为实现某一专门操纵要求而设计的,通过电器元件之间的固定连线构成操纵电路。
它简单、经济、成本低,适用于动作简单操纵规模较小的场合但在动作复杂规模较大的场合暴露出明显的缺点:体积庞大、耗电量高、接线复杂、可靠性差、修理困难,一旦动作顺序或生产工艺发生变化需要更换操纵时就必须重新设计、布线、装配和调试。
随着生产力的进展和科学技术的进步,人们对所用操纵设备持续提出新的要求,要求设备更加通用、灵活、易变、经济、可靠,固定接线式的老装备明显不能满足这种需要。
随着电子和集成制造技术的持续进展和操纵理论的持续完善,专门是运算机技术的产生和进展使自控装置在飞速进展,从1969年后逐步进展起来了一种以微处理器为基础,综合运算机技术、自动操纵技术和通信技术的工业自动操纵装置可编程操纵器即PLC,这种新的操纵系统有以下优点:1. 系统设计、建筑工作量小爱护方便,改造容易(操纵功能是通过编程来实现的,要变动操纵功能只需对程序进行修改);2.配件齐全,功能完善习惯性强;3.可靠性高抗干扰能力强;4.配套齐全,操纵功能完善,适用性强;5.体积小,重量轻,功耗低。
正是它有着继电器操纵系统无法比拟的优点,在短短的三十几年里在工业操纵中获得了专门广泛的应用,正在逐步取代继电器操纵系统。
08000克劳斯卧镗是奥地利生产的加工斯太尔发动机主轴承孔专用的卧式精加工镗床,它是杭州汽车发动机厂80年代随斯太尔项目一起引进的设备,该设备加工能力强、工作效率高,一次工作循环就能完成机体7个曲轴主轴承孔、7个凸轮轴轴承孔的止推面及两端面定位孔螺栓孔的精加工,机床的操纵电路复杂有整整两电气柜的继电器,尽管用的差不多上原装西门子的产品,然而由于生产任务繁重连年24小时不间断的工作,依旧经常由于继电器频繁的工作而老化引起触头接触不良、粘连,继电器损坏引起操纵系统失灵等故障,由于电路复杂故障率高且不易修理,不仅延误生产还白费了人力。
和利时LM PLC矿用模块成功走出国门

和利时LM PLC矿用模块成功走出国门
无
【期刊名称】《自动化信息》
【年(卷),期】2010(000)001
【摘要】近日,和利时LM矿用模块应用又传喜讯,和利时与华荣集团有限公司合作的防爆组合开关已通过权威机构测试,出口海外。
此举是和利时矿用模块第一次走出国门,开启了矿用模块应用新篇章。
【总页数】1页(P9-9)
【作者】无
【作者单位】不详
【正文语种】中文
【中图分类】TP311.13
【相关文献】
1.基于和利时PLC控制的矿用组合开关的研究 [J], 牛鑫;郭继红
2.安全时代矿业用PLC新锐——和利时矿业专用模块成功走出国门 [J], 侯评梅
3.和利时LM3400PLC扩展串口通讯模块 [J], 无
4.和利时LM PLC矿用模块成功走出国门 [J],
5.和利时首入煤炭行业再现PLC管控风采——北京和利时驱动公司成功中标神华集团筛分厂供配电系统集中管控项目 [J],
因版权原因,仅展示原文概要,查看原文内容请购买。
和利时LM系列PLC在直线式拉丝机上的应用
和利时LM系列PLC在直线式拉丝机上的应用拉丝机是金属加工行业主要加工设备之一,主要是将粗线加工成各种规格细线,普通由放线、水冷、收线等部分组成,其中电气传动部份主要由拉线电机和收线电机实现。
通过来实现拉拔速度设定、操作、生产过程控制、实时闭环控制、自动计米等功能。
通过变频器来控制电机的转速。
2 直进式拉丝机变频控制系统
该直进式拉丝机主要对精轧出来的不锈钢丝举行牵伸,设计的工艺要求为:(1)最高拉丝速度18m/s;(2)加工品种主要是进线Ф6mm→出线Ф2mm(3)停车不能有断头(紧张停车除外)。
直进式拉丝机是拉丝机中最难控制的一种,因为它是多台电机同时对金属丝举行拉伸,作业的效率很高。
不像以前常常碰到的水箱拉丝机和活套式拉丝机,允许金属丝在各道模具之间打滑。
因为比较简单在作业过程中拉断,它对电机的同步性以及动态响应的迅速性都有较高的要求。
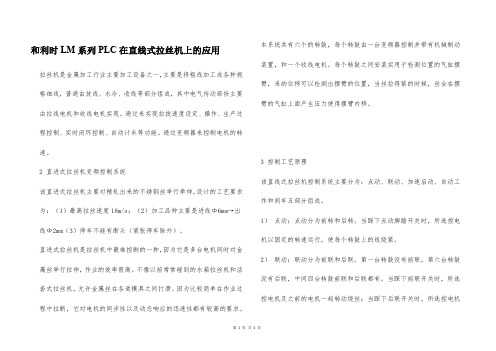
本系统共有六个的转鼓,每个转鼓由一台变频器控制并带有机械制动装置,和一个收线电机。
每个转鼓之间安装实用于检测位置的气缸摆臂,采纳位移可以检测出摆臂的位置,当丝拉得紧的时候,丝会在摆臂的气缸上面产生压力使得摆臂内移。
3 控制工艺原理
该直线式拉丝机控制系统主要分为:点动、联动、加速启动、自动工作和刹车五部分组成。
1)点动:点动分为前转和后转。
当踩下点动脚踏开关时,所选控电机以固定的转速运行,使每个转鼓上的线绕紧。
2)联动:联动分为前联和后联。
第一台转鼓没有前联,第六台转鼓没有后联,中间四台转鼓前联和后联都有。
当踩下前联开关时,所选控电机及之前的电机一起转动绕丝;当踩下后联开关时,所选控电机
第1页共3页。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
和利时LM系列PLC在多工位双面轴承加脂加盖机中的应用1 引言轴承加脂加盖机器是轴承加工行业的主要设备,集机、电、气等技术于一体,主要用于单面盖、双面盖、铁盖或橡胶盖的成型加工。
轴承加脂加盖生产流水线机械结构复杂,工位比较多,实际生产中要求工位可灵活选择设定,并能及时检测生产中的故障进行停机排查。
传统的轴承加脂加盖机器控制系统通常采用继电器接触器控制,但由于继电器系统线路复杂、故障率高、维修工作量大,导致系统控制精度低、控制灵活性差、操作不直观,故很少能实现单双面可选,加脂加盖在一条生产线上同时进行。
为此,本文采用可靠性高、灵活性好的PLC作为系统的主控元件,并采用触摸屏对系统进行参数设置和故障监控,提高系统的自动化程度。
2 双面轴承加脂加盖机介绍2.1设备组成图1轴承加脂加盖设备实物图如图1所示,轴承加脂加盖设备实物图。
多工位双面轴承加脂加盖设备,主要由机械系统、气动控制系统和电气控制系统组成。
机械系统主要有上料装置、工位送料装置、注脂、脂检、加盖、压盖、盖检、旋转翻身装置和均脂装置等组成。
上料装置采用圆盘供料和PU带传送上料。
工位送料采用夹持式送料方式,避免了轴承的磕碰伤。
注脂采用非接触式注脂定位技术,保证了在注入油脂时注脂头不接触保持架。
采用工业视觉系统进行油脂透光检查,可检查出保持架不良品。
加盖采用串料杆上料方式,可适应铁盖或塑盖。
压盖采用气液增压缸压盖,通过可设定上、下限的线性电位器进行盖平面高度检查。
翻身采用步进驱动定位技术,保证每次完成180度工件旋转。
匀脂采用时间长短可调的旋转均脂方式。
气动控制系统采用自适应式气液增压技术,在压头和防尘盖接触后加力实现无冲击静力压盖,压盖力连续可调。
电气控制系统采用和利时公司PLC控制器和触摸屏人机界面,可进行各种故障自动识别,自动声光报警,自动停机保护。
2.2工位选择工艺原理完整的双面轴承加脂加盖生产流水线依次要进行送料、加脂、脂检、空操作、A面加盖、空操作、A面盖检、A面压盖、翻身、空操作、B面加盖、空操作、B面盖检、B面压盖、删除和均脂等16个工位动作,其工序过程如图2所示。
只有前一个动作检测执行成功,后面才能执行,如果前面动作执行不成功,则对应此产品的后面工位均不执行,并且执行不成功的这个不良产品将一直移到删除工位进行删除。
例如:产品脂检不合格,则后面工位均不动作,移至删除位删除不良品。
图2 工序流程图各工位开或关选择有两种模式:(1)触摸屏内手动选择各工位开或关可在触摸屏内修改。
比如,在触摸屏内设定‘是否需要加脂’这个条件,设定为加脂则执行加脂程序,设定不加脂则加脂程序不执行,依次类推,直至均脂。
(2)自动循环过程自动选择自动循环过程各工位除了要根据触摸屏内设定的工位选择条件执行外,还要依赖脂检、盖检的结果自动选择后续工位是否执行。
譬如,如果某产品做A面盖检后发现不合格,则此不良品移至后续的工位时,动作都不执行,在删除工位进行不良品删除。
3 监控系统方案设计3.1 PLC介绍3.1.1 PLC工作原理PLC工作方式又扫描方式和中断方式,所谓扫描方式是周而复始的执行一系列任务。
任务循环执行一次称为一个扫描周期,其扫描的工作过程如下:(1)读输入:将物理输入点上的状态复制到输入过程映像寄存器中。
(2)执行逻辑控制程序:执行程序指令并将数据存储在变量存储区中。
(3)处理通讯请求:即执行通讯任务。
(4)执行CPU自诊断:检测固件、程序存储器和扩展模块是否工作正常。
(5)写输出:在输出过程映像寄存器中存储的数据被复制到物理输出点。
中断方式是指当中断事件发生时则立即执行一次相应的中断服务程序,不受扫描周期的影响,响应速度快,从而进一步提高了PLC控制的可靠性。
中断事件不发生时,不扫描中断服务程序,这样可以节约扫描时间,减少扫描周期。
3.1.2 PLC特点(1)PLC逻辑判断和控制能力强,抗干扰能力强,可靠性好。
PLC从硬件上采用隔离、滤波措施有效地抑制和消除了干扰。
(2)扩展性和柔性好,且可移植性好,在不改变硬件的情况下,只改变软件的程序就可以实现不同的功能。
(3)编程语言丰富,可以采用不同语言编写程序,® LM系列PLC支持6种编程语言,包括:梯形图(LD)、指令表(IL)、结构化文本(ST)、功能块图(FBD)、顺序功能图(SFC)和连续功能图(SFC)。
给编写程序带来很大方便。
3.2 监控系统方案16工位双面轴承加脂加盖机器的电气控制系统是整机系统的一个重要组成部分,其中各工位的开或关选择是保证控制系统整体性能的关键所在。
根据各工位的具体控制要求,本文采用可编程控制器和触摸屏相结合的控制方案。
其中PLC完成对各工位接近开关、传感器信号的采集和逻辑运算,实现对各电磁阀、步进电机等输出装置的动作控制;触摸屏实现各种参数的设置、显示以及故障报警。
3.3 控制系统硬件设计图3 控制系统结构分析设备工艺要求,系统需要36路数字量输入,25路数字量输出和2路模拟量输入,同时需要一点高速脉冲输出实现步进电机运动控制。
系统选用和利时公司的LM 系列可编程控制器LM3106A、LM3210、LM3212、LM3221和LM3310实现控制。
控制系统结构如图3所示。
LM3106A本体集成14通道24VDC输入,10通道晶体管输出,可连接4个扩展模块。
具有2点100KHz高速脉冲输出,一个RS-232串行通讯接口,支持Modbus RTU从站协议,可与和利时触摸屏进行串口通讯。
LM3210是8通道数字量输入扩展模块,LM3212是16通道数字量输入扩展模块,M 端为模块各自的外接DI公共端,可接24VDC传感器电源的正端或负端,以适应源型\漏型的DI。
LM3221是16通道晶体管输出扩展模块,输出额定负载电压为24VDC。
LM3310是4通道的模拟量输入扩展模块,4个通道可独立配置为0-10V标准电压信号输入或者0-20mA、4-20mA可选标准电流信号输入。
触摸屏选用和利时公司5.7″彩色显示屏。
4 程序设计4.1 主站程序设计触摸屏主要实现人机交互,对轴承加脂加盖机器进行工位开或关选择,负责系统的在线监视、控制、调试、维护。
完成数据显示、数据分析和操作保护三类功能,可分为以下几个方面:(1)参数设定、实时数据的收集处理和显示及命令控制界面,如图4所示。
(2)为保证监控系统的安全性,对于某些特殊的控制参数设有多级密码保护功能,以确保控制参数及系统的安全性。
(3)实现系统手、自动控制,即达到系统的自动控制,又便于设备的调试与维护。
(4)具有报警和故障显示功能,对系统达到预警提示及安全控制的功能。
如图4-图7。
4.2 PLC程序设计4.2.1 PLC应用程序根据多工位双面轴承加脂加盖机工作过程对控制系统提出的要求,整个PLC应用程序分公共程序、手动模式程序、自动模式程序、工位控制程序和报警程序。
(1)公共程序主要对系统工作参数进行设定,实现良品和不良品的计数统计。
(2)手动模式程序可单独进行各工位的开或关选择设定,并可以单独对各工位进行动作测试,全部为点动。
在自动模式运行前,需要先在手动模式下进行设备初始化操作。
(3)在自动循环模式下,按启动按钮,每次检测到有送料信号时,产品在流水线上的每个工位进行移位传递,完成要求的工位动作和检测,如此循环。
(4)工位控制程序是整个系统的核心,根据触摸屏上工位开或关的设定和自动过程中脂检和盖检的结果,控制各工位16位操作数相应位置1或0,执行循环移位,以实现对各工位动作的控制。
(5)报警程序进行包括设备运行不到位超时、产品在流水线积压、缺料等各种故障自动识别,自动声光报警,触摸屏显示,必要时进行自动停机保护。
4.2.2 工位选择控制编程思路此生产线一共有16个工位,可以对应定义16个16位的word型掉电保持区操作数%MW300-%MW330,分别对应各工位的控制位:1号%MX300.0,2号%MX302.1,3号%MX304.2,4号%MX305.3……15号%MX329.6,16号%MX331.7。
1号送料工位装有光电传感器,通过该传感器对16个操作数进行移位控制,每次1号工位检测到新送过来一个产品,做一次移位,把工件位置确定下来。
在需要检测工作的位置也就是3、7和13号位置装有检测传感器,产品检测到不合格时,将各操作数对应此检测位置的控制位置0,那么当移位到各工位控制位时,就不执行工位操作。
例如:0000,0000,0000,0001表示第一个产品刚进来,当这个产品走到工位4,操作数是0000,0000,0000,1111,此时若脂检工位(工位3)有不合格检测信号则将各操作数的第3控制位%MXm.2均置0,操作数是0000,0000,0000,1011,下一个新产品送到移位后操作数是0000,0000,0001,0111,此时%MXm.3位(4号工位控制位)是0,则4号工位不执行工位动作。
依次类推,直至此不合格产品最终在删除工位进行删除。
5 结语将PLC和触摸屏应用于16工位双面轴承加脂加盖机控制系统,可集中处理工艺要求的复杂逻辑,能实现加脂加盖可选、单双面可选、工位可选以及设备运行中故障报警及时停机,控制灵活,极大提高了系统的抗干扰能力和控制精度,从而使轴承成品的质量也随之提高。
系统在实际生产中,得到了较好的验证,有较好的市场前景。