NFS03-QA-43 PET无菌灌装生产工艺和品质控制手册B2版
无菌灌装工艺过程

无菌灌装工艺过程目的使用稳健的工艺过程和控制来生产符合法规要求和可口可乐公司标准的产品。
范围适用于生产厂和协议生产厂生产经巴氏杀菌,冷却至室温,在无菌环境中向预杀菌容器灌装,且货龄稳定的饮料。
定义饮料批号:不超过24小时的一个单一口味/包装的产品生产周期要求通用●遵循工艺过程和灌装通用要求。
●必须遵守公司、可口可乐地区总部规定或相关法规中更严格一方的要求。
巴氏杀菌●按照混比规程和相关规定监控巴氏杀菌条件。
●在巴氏杀菌过程中连续记录保持管出口产品温度和流速。
●遵循制造商的指导进行瓶/盖/包装材料的杀菌。
●使用经食品级过滤器过滤的无菌空气或氮气维持产品无菌缸的正压。
遵循公司对气体使用的规定。
●确保无菌区域的环境符合100级/ISO 5的要求,洁净间符合1000级/ISO 6的要求。
●产品口味转换时,必须使用无菌水。
灌装●容器消毒和残留控制ο产品或灌水的瓶子中过氧化氢残留最高为0.5ppmο遵循供应商的要求控制温度,浓度和接触时间,除非业务单位批准其他方法。
●维持灌装区域正压。
测试经验和历史数据证明采样的频率和数量足以满足监控要求。
然而,如果工厂按照工艺变更验证要求进行了工艺验证和/或风险评估,采样频率和数量可以改变。
保存记录以备核查。
定期校验的在线连续监控设备可以取代本文所规定的定期检测。
产品清洗消毒效果参考工艺和灌装一般要求BP-RQ-300 工艺更改验证BP-RQ-420 压缩空气标准BP-SP-136 氮气BP-SP-144 无菌系统工艺RF-PF-015 无菌包装设备RF-PF-035无菌压差RF-PF-055无菌-保留,储存和分析样品SM-PR-055 饮料异物过滤测试SM-PR-065 白利度-标准饮料方法SM-PR-075 白利度(固体)-折光仪法SM-PR-085 饮料白利度-密度仪法SM-PR-090 饮料白利度-液体比重计法SM-PR-095 咖啡因检测SM-PR-115 使用Ominion系统检测钙含量SM-PR-118 pH检测-静电计法SM-PR-355 产品颜色变化-无菌包装SM-PR-370 无糖饮料配比SM-PR-391 尿糖检测法测试无糖饮料中蔗糖(或类似甜味剂)含量SM-PR-395 口味,气味,外观-简单糖浆,终糖浆,调配和饮料SM-PR-440 总滴定酸度-含果汁饮料和浓缩液SM-PR-450 微生物表面评估-擦拭SM-PR-635 无菌灌装绿茶的商业无菌SM-PR-651 中温菌SM-PR-685 酵母菌,霉菌和嗜酸菌SM-PR-688更改历史更改日期更改概要12-03-2010 样品留样要求移到记录保存文件。
PET无菌冷灌装工艺控制要点 LN
PET无菌冷灌装工艺技术特点
无菌冷灌装包装材料灭菌
包材灭菌,是无菌冷灌装生产 工艺的关键工序之一。由于标准 PET瓶的不耐热性,只能采用化 学试剂进行灭菌。要保证瓶子和 盖子得到有效灭菌,且不能让化 学药剂影响到物料,无菌冷灌装 采取以下措施保证杀菌效果。
PET无菌冷灌装工艺技术特点
PET瓶和盖子多采用过氧乙酸(PAA)类消毒剂进 行杀菌,可以达到很高的杀菌效果(最高7log)。
。
产品管
工作区和充填区
产品桶/无菌桶
清洗与卫生
充填机
员工
无菌环境的产生
清洗与灭菌
清洗与灭菌 是保证无菌工艺卫生与安全的关键
灭 •去除管路及设备表面的微生物,达到无菌状态。 菌 目 •建立一个无菌的产品桶、产品管路及无菌的灌装环境, 的 使无菌产品在其中进行无菌传送与无菌灌装。 与 内 •灌装过程中与产品直接接触和间接接触的部位都应被 容 严格灭菌。
在固定的杀菌温度下 可用数学表示为 Kt=log N/Nt
N=当前细菌总数 Nt=杀菌工艺后的细菌总数 T=杀菌时间 K=系数 根据经验UHT或巴氏杀菌的 杀菌工艺应有9-log杀菌效率。
无菌PET要求杀菌效率不低于6-log杀菌时间来自秒)微生物致死率示意图
无菌环境的产生
清洗与灭菌
清洗与灭菌 是保证无菌工艺卫生与安全的关键
PET无菌冷灌装工艺控制要点-李邵振
无菌包装与非无菌包装的比较
产品
微生物
包材
装填与密 封
消毒已密 封的包装
产品
微生物
包材
杀菌
装填与密 封
杀菌 无菌区
消毒包装产品
无菌包装产品
PET无菌冷灌装与热灌装工艺比较
无菌冷罐装产品生产技术

1
2
3
五、PROCOMAC无菌灌装
、 内部环境定期进行COP、SOP、CIP、SIP.
、 进入内部环境的人员必须穿一次性无菌服,戴一次性口罩(口罩最好2~4小时更换一次,防止长时间使用造成污染的渗透)和手套,穿消毒过的水鞋;并可能盖住身体表面.
五、PROCOMAC无菌灌装
E. 过滤器的定期清洁、消毒与更换.
C、范例:花生牛奶原辅料处理 (一)在4米高的高速搅拌桶中,加入2500L72±2℃的RO水,开启搅拌器(搅拌速度1300转/分):①A0132、A0102缓慢加入溶解;②YP008-A、A0514加入搅拌2~3分钟至完全溶解后,加入A0205溶解;③再将A0107与35KG白砂糖混合均匀后缓慢加入;④研磨后的花生浆加入。继续搅拌8分钟。
04
三、物料的调配
四、物料的杀菌
1、杀菌目的:保证产品无菌 2、杀菌设备:UHT 3、杀菌过程: 汤汁过滤 预热 脱气 均质 加热 保温 冷却 输送
03
01
4
配制过程减少污染(人员卫生,环境的维护,工器具卫生,设备的卫生)。
5
设备的定期洗净,杀菌 。
6
使用无菌罐储存杀菌后的物料(灌装设备故障,保证供料的连续性)。
7
四、物料的杀菌
适当的灭菌条件:
灭菌条件的控制(杀菌公式的选择).
温度、流量、时间的保证.
灭菌前减少产品中气体含量.
物料的状态(粘度、颗粒大小等)
02
四、物料的杀菌
四、物料的杀菌
脱气:防止加热杀菌时,气体膨胀损坏设备;防止杀菌不彻底;防止物料氧化,延长物料储存期。利用真空抽吸作用去除物料中的空气(氧气),抑制氧化和褐变,提高产品的品质。同时除去悬散微粒附着的气体,防止微粒上浮,有效地改善产品的外观,还可以减少灌装及高温灭菌时的起泡.真空脱气原理是利用气体在液体内的溶解度与该气体在液面上的分压成正比.
无菌冷灌装技术手册
1 次/4h
48
品管
应力线
1 次/h
48
品管
重量
1 次/h
48
品管
口部尺寸
1 次/4h
48
品管
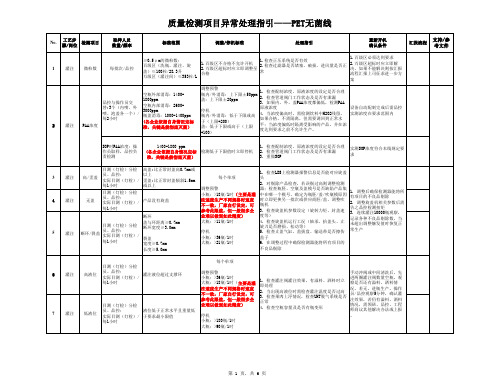
2.管制规格:
1)外观:瓶胚光洁明亮,无明显擦伤及划痕,瓶口端正无明显晶核及气泡,瓶身
无白化、雾化、发黄、冷料,底部无长尾、脱皮等。
2)应力检验:每小时取一模(48 只)在应力仪上测试,应力线应规则有序,无断
PET 无菌冷灌装生产线技术手册
目录
第一章 无菌充填生产线工艺简介 第二章 瓶胚的生产工艺及品质管理标准
一.瓶胚生产工艺简介 二.瓶胚品质管理项目 三.注塑设备简述 四.常见品质异常原因分析及处理方法 五.PET 介绍 第三章 PET 瓶的生产工艺及品质管理标准 一.PET 瓶的生产工艺 二.PET 瓶品质管理项目 三.常见品质异常原因分析及处理方法 四.吹瓶段设备异常处理 第四章 调配段生产及品质管理标准 一.调配段工艺流程 二.调配段品质管理项目 三.调配段关键控制点 四.调配段设备单元简介 五.调配段设备异常处理 第五章 充填段生产及品质管理标准 一.无菌充填的基本概念 二.微生物控制 三.充填段关键控制点 四.充填段设备异常处理 第六章 包装段生产及品质管理标准 一.包装段工艺流程 二.包装段生产及品质管理项目 三.包装段设备简介
块上的压印相对应。第一次注塑发生在模芯 A 与定模板上的模腔部分具打开。然后模块旋转 180o,模芯 C 进行注
塑。当产品在 C 面上成型的时候,A 面上的产品在内部用水、在外部用瓶胚冷却
喷嘴进行冷却。然后这些零件顶出到后模具冷却(PMC)装置上的取出板上,在
在 P 转 新的产品 , 将冷却 的产品顶出到传送带上。
31-NFS03-Q-31PET瓶装热灌装生产工艺及品控手册(pH
PET 瓶装热灌装生产工艺及品控手册
文件层次 三层文件 文件编号
NFS/03-Q-31
制定
刘春明
审核
章建红 毛泽日
复核
归属部门 品保部 批准日期 2010.3.5 试行日期
-
版本 分发号 批准 发行日期
A/2
2010.3.8
农夫山泉股份有限公司 PET 热灌装饮料(pH<4.5)生产工艺
及品质控制手册
贴标
UHT 灌装
脱气
洗瓶
吹瓶
瓶坯
封盖 倒瓶 热水浴
CCP-4 CP-5
CP-6
冷却 套标
吹干
码栈
热收缩
纸箱喷码
产品喷码
线检
包装
5/19
热灌装饮料( pH<4.5)生产工艺及品质控制手册 CP-1: 确保已变质或受污染的果汁原料不被使用,对每桶果汁进行感官全检;保证调配液的安
全性。 CCP-2:确保高温瞬时杀菌的温度和保持时间符合要求,保证料液无菌。 CCP-3:确保灌装温度满足灌装工艺要求,保证产品灌装后的中心温度不低于 83℃,以使高温
确认。 (6)生产含橙蓉产品要求
a) 必须保证投入的橙蓉原料的各项指标符合公司的原料验收标准; b) 必须按照配方要求保证添加量。 c) 橙蓉使用前必须自然解冻(解冻方法:①提前 7 天从冷冻库移入冷藏库→提前 2-5 天
移入常温库(以橙蓉不变质为准);②使用破冰机)不允许采取强制加热方式解冻。 d) 调配橙蓉零头必须当班用完,禁止回放重新冷冻。 e) 调配过程中橙蓉不允许采用如均质、剪切等处理方式,含橙蓉产品不允许后均质。 f) 橙蓉不允许经过果汁桶用离心泵送料,使用隔膜泵直接抽到调配桶中。
牢固度仪
意大利博高马公司PET无菌冷灌装线的工艺流程

ROTARY ELECTRONIC RINSER 旋转式电子冲洗系统
FOAMING UNIT 机表面杀菌系统 型号 :UNIFOAM
FILLER-CAPPER 电子流量阀灌装/封盖系统 型号: FILLSTAR 可灌有纤维性饮料 OUTLET TUNNEL 出瓶隧道
CAPS STERILISATION SYSTEM STERILCAP 盖杀菌系统 型号: STERILCAP 3W
AUTOMATIC PEROXIDE IN-LINE MONITOR SYSTEM 浓度检查系统
ROTARY ELECTRONIC STERILISER 旋转式电子杀菌系统
FLUID STERILISING (STEAM, N2, COMPRESSED AIR) 流体杀菌系统 UNIFLUX
PERACETIC ACID DILUTION & DOSAGE SYSTEM (UNIDOX) 杀菌液添加系统
II)
ITALY PROCOMAC
意大利 PROCOMAC 博高马
ASEPTIC LINE:Байду номын сангаас无菌灌装线 –
STERILISER, STERILISER, RINSER, FILLING, CAPPING, CAP STERILISER COMPLETE SYSTEM 杀菌、杀菌、冲洗、灌装、封盖、盖杀菌 一体化第三代设备
LABELLER OR 贴标机 SLEEVE APPLICATOR/ SHRINK TUNNEL
INLINE INSPECTION SYSTEM 成品在线检查系统
CODER –LASER/INKJET 刻码机 –激光/喷墨
WRAP AROUND CASE PACKER & SHRINK WRAPPING UNIT 裹包机及热收缩机
PET热灌装产品无菌实验方案
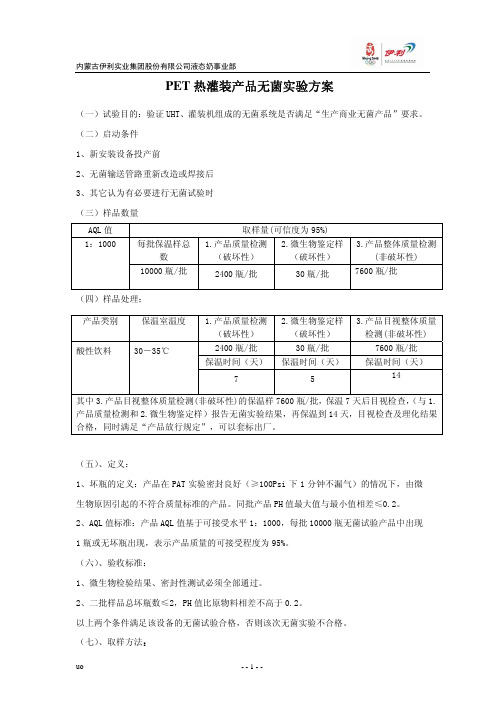
PET热灌装产品无菌实验方案(一)试验目的:验证UHT、灌装机组成的无菌系统是否满足“生产商业无菌产品”要求。
(二)启动条件1、新安装设备投产前2、无菌输送管路重新改造或焊接后3、其它认为有必要进行无菌试验时(三)样品数量AQL值取样量(可信度为95%)每批保温样总数 1.产品质量检测(破坏性)2.微生物鉴定样(破坏性)3.产品整体质量检测(非破坏性)1:100010000瓶/批 2400瓶/批 30瓶/批 7600瓶/批 (四)样品处理:产品类别 保温室温度 1.产品质量检测(破坏性) 2.微生物鉴定样(破坏性)3.产品目视整体质量检测(非破坏性)2400瓶/批 30瓶/批 7600瓶/批保温时间(天)保温时间(天)保温时间(天)酸性饮料 30-35℃7 5 14其中3.产品目视整体质量检测(非破坏性)的保温样7600瓶/批,保温7天后目视检查,(与1.产品质量检测和2.微生物鉴定样)报告无菌实验结果,再保温到14天,目视检查及理化结果合格,同时满足“产品放行规定”,可以套标出厂。
(五)、定义:1、坏瓶的定义:产品在PAT实验密封良好(≥100Psi下1分钟不漏气)的情况下,由微生物原因引起的不符合质量标准的产品。
同批产品PH值最大值与最小值相差≤0.2。
2、AQL值标准:产品AQL值基于可接受水平1:1000,每批10000瓶无菌试验产品中出现1瓶或无坏瓶出现,表示产品质量的可接受程度为95%。
(六)、验收标准:1、微生物检验结果、密封性测试必须全部通过。
2、二批样品总坏瓶数≤2,PH值比原物料相差不高于0.2。
以上两个条件满足该设备的无菌试验合格,否则该次无菌实验不合格。
(七)、取样方法:1、所采样品要包括从开机样到停机连续取样(1. 2400瓶/批的破坏性质量检测样和2. 15瓶/批的破坏性微生物鉴定样及3.7600瓶/批的非破坏性目视整体质量检测样)。
2、在倒瓶杀菌后使用喷码机喷码“按产品打印规则打印”,采样时以成品冷却后出瓶顺序进行编号,每一箱按顺序编号,对于目的样每瓶注明原因。
无菌工艺模拟试验指南无菌制剂

无菌工艺模拟试验指南无菌制剂TPMK standardization office【 TPMK5AB- TPMK08- TPMK2C- TPMK18】无菌工艺模拟试验指南(无菌制剂)(征求意见稿)国家食品药品监督管理总局食品药品审核查验中心二〇一六年十月目录1. 目的................................................................2. 定义................................................................3. 范围................................................................4. 原则 (2)5. 无菌制剂生产工艺及模拟范围 ..........................................6. 模拟试验方案的设计及实施过程要求 ....................................6.1. 无菌工艺模拟试验的前提条件.........................................6.2. ................................................ 基于风险的方案设计6.3. .............................................. 模拟介质的选择与评价46.4. ............................................ 灌装数量及模拟持续时间86.5. .......................................................... 容器装量96.6. 模拟试验方法的选择 (9)6.7. 最差条件的选择.....................................................6.8. .............................................................. 干预6.9. .......................................................... 容器规格6.10. 培养与观察........................................................6.11. 计数与数量平衡....................................................6.12. 环境(包括人员)监控..............................................6.13. 人员因素 (16)6.14. 不同剂型应考虑的特殊因素 (16)6.15. 方案的实施 (19)7. 可接受标准与结果评价................................................8. 污染调查及纠正措施..................................................9. 模拟试验的周期与再验证..............................................10. 无菌工艺模拟试验的局限性 (2)11. 术语 ...............................................................12. 参考文献 ...........................................................无菌工艺模拟试验指南(无菌制剂)1.目的为指导和规范无菌制剂生产企业开展无菌工艺模拟试验,充分评价无菌制剂产品生产过程的无菌保障水平,确保无菌制剂的安全性,依据《药品生产质量管理规范》(2010版)及附录,制定本指南。
PET无菌冷灌装工艺流程培训讲义
PET无菌冷灌装工艺流程培训讲义1. 简介本讲义旨在介绍PET无菌冷灌装工艺流程,包括其基本原理、流程步骤、关键控制点等内容。
通过本讲义的学习,您将了解PET无菌冷灌装工艺的重要性以及如何正确进行操作,以确保产品的品质和安全。
2. 基本原理PET无菌冷灌装工艺是指将预先灭菌的饮料或其它液体产品灌装到预先灭菌的PET容器中,并在较低温度下进行密封。
这种工艺主要依赖于以下几个基本原理:•PET容器的灭菌:PET容器经过高温或化学消毒进行灭菌,以杀灭可能存在的微生物。
•填充过程的无菌控制:在无菌环境下,将产品填充到灭菌的PET容器中,以防止细菌污染。
•冷封过程的密封性:通过冷封密封装置,将填充好的产品和PET容器进行密封,以防止氧气进入和微生物感染。
3. 流程步骤PET无菌冷灌装工艺流程主要包括以下几个步骤:3.1. 准备工作在进行PET无菌冷灌装工艺之前,需要进行一些准备工作,包括:•准备灭菌的PET容器和灌装设备;•准备需要填充的产品;•确保无菌环境的设置和维护;•检查设备和工具的清洁和完好程度。
3.2. PET容器灭菌在PET无菌冷灌装工艺中,PET容器的灭菌至关重要。
常见的PET容器灭菌方式包括:•高温灭菌:将PET容器放入高温环境中,通常在120°C - 150°C的温度下进行一定时间的灭菌;•化学消毒:使用化学溶液对PET容器进行消毒。
3.3. 填充过程的无菌控制在无菌环境中,将产品填充到灭菌的PET容器中。
填充过程中需要注意以下几点:•确保填充过程中不发生气泡和溅出;•控制好填充容量,避免过度填充或不足填充;•确保填充口的无菌处理,以防止细菌污染。
3.4. 冷封过程的密封性填充好产品后,需要通过冷封密封装置对PET容器进行密封。
冷封过程需要注意以下几点:•控制好冷封温度和时间,确保密封的质量;•检查密封效果,排除可能存在的密封缺陷。
4. 关键控制点在PET无菌冷灌装工艺中,有一些关键控制点需要特别关注,以确保工艺的有效性和产品的安全性:•PET容器的灭菌过程:确保灭菌设备的有效性,定期验证灭菌过程;•填充过程的无菌控制:维护无菌环境的洁净度,控制好填充压力和速度;•冷封过程的密封性:确保冷封设备的正常运行,定期检查密封的效果。
32-NFS03-QA-32PET瓶装天然水生产工艺及品质控制手
刘春明 /6 月 10 日
王云东 /6 月 10 日
开启扭矩控制在 120-200 cN.m
刘春明 /6 月 10 日
王云东 /6 月 10 日
2
3.2 生 产 准 备 和 过 程控制
增加停机消毒和过程消毒
刘春明
王云东
/6 月 10 日 /6 月 10 日
灌装设备如果连续生产,每周
3 4.2.5
至少进行一次清洗消毒,使用 刘春明/6 50-100ppm 浓度的二氧化氯浸 月 10 日
b) 内包装破损、被污染的瓶盖禁止使用。
c) 瓶坯、瓶盖的使用必须记录相应批号,确保其有可追溯性。
3.2 生产准备和过程控制
a) 正压房在生产前必须提早 30 分钟开启风机。
b) 正压房或正压罩开紫外灯杀菌 30 分钟才能生产。
c) 确认开机前空瓶外观、顶压等各项空瓶物性指标符合规定。
d) 确认空气输送线内侧滑槽、风腔、风机叶轮及滤网已进行清洁、消毒或更换;确认风机滤
无可见异物
目测 目测 目测
1 次/2 小时 1 次/2 小时 1 瓶/小时
嗅和味
无嗅无味
感官
1 瓶/小时
pH 值
电导率
臭氧浓度 (封盖后立即) 溴酸盐(4-8 小时/
稳定后) 浊度 色度
7.0-7.8
丹江口、靖宇、千岛湖≥60μS/cm; 宽沟、河源、峨眉工厂≥50uS/cm; 新疆工厂≥80uS/cm; 峨眉工厂:0.05-0.15ppm 其它工厂:0.10-0.40ppm 各工厂以控制成品溴酸盐、微生物为准进 行内控调整,内控调整在总部品保部备案
序号 流程
类别
项目
标准
1
吹瓶
空瓶
PET无菌冷灌装工艺流程培训讲义
PET无菌冷灌装工艺流程培训讲义首先,让我们了解一下PET无菌冷灌装的定义。
PET是一种常用的塑料材料,无菌冷灌装是指在无菌条件下将产品灌装到PET容器中并进行冷却。
这种工艺可以有效保持产品的新鲜度和品质。
接下来,让我们来了解PET无菌冷灌装的工艺流程。
该流程主要包括以下几个环节:1. PET容器清洗:首先需要对PET容器进行清洗,确保容器表面没有杂质和污垢。
2. 灌装准备:在无菌条件下准备好产品,并将PET容器放置在冷却设备中。
3. 产品灌装:将产品通过灌装设备灌装到PET容器中,确保无菌条件。
4. 冷却处理:将装有产品的PET容器放置在冷却设备中,进行快速冷却处理。
5. 包装封装:对已冷却的产品进行包装封装,确保产品的卫生和安全。
最后,让我们重点关注一下PET无菌冷灌装的注意事项:1. 确保灌装设备和冷却设备的清洁和消毒,以保持无菌条件。
2. 严格控制产品在灌装和冷却过程中的温度和时间,确保产品的新鲜度和品质。
3. 在包装封装环节,要求工作人员必须穿戴无尘服和手套,以避免污染产品。
通过今天的培训,相信大家已经对PET无菌冷灌装工艺流程有了更深的了解。
希望大家能够在实际工作中严格按照流程操作,确保产品的质量和安全。
感谢大家的参与,祝大家工作顺利!PET无菌冷灌装工艺是一项非常重要的生产工艺,它广泛应用于食品、饮料、医药等领域。
通过这种工艺,可以保证产品的新鲜度和品质,同时确保产品符合卫生安全标准。
为了提高生产效率和产品质量,下面我们将继续深入探讨PET无菌冷灌装工艺的相关内容。
首先,让我们来了解一下PET材料的特点。
PET(聚对苯二甲酸乙二醇酯)是一种透明、耐高温、耐腐蚀的塑料材料,广泛应用于食品、饮料、医药等行业的包装容器。
PET材料具有优良的物理性能和化学性能,能够有效保护产品,延长产品的保质期。
在PET无菌冷灌装工艺中,选择适合的PET容器至关重要。
PET容器的选用应考虑到产品的特性、规格和尺寸,确保产品可以完全装入容器中,并且容器具有良好的密封性和抗冲击性。
PET无菌冷灌装工艺流程

随着原材料和人力成本的上涨,成本控制成为企业面临的重要挑战。为应对这一挑战,我们将通过精细化管理、提高 生产效率和采购策略等方式,降低生产成本,提高企业盈利能力。
市场需求变化挑战
随着消费者需求的多样化和个性化发展,市场需求变化成为企业面临的重要挑战。为应对这一挑战,我 们将加强市场调研和分析,及时了解消费者需求变化,调整产品结构和营销策略,满足市场需求。
03
原辅料准备与处理
原辅料种类及质量要求
原料
PET树脂颗粒,要求颗粒均匀、无杂质、无水分。
辅料
色母粒、添加剂等,要求符合相关标准,无杂质 、无污染。
包装材料
瓶盖、标签、纸箱等,要求干净、整洁、无破损 。
原辅料接收与存储
接收
对供应商提供的原辅料进行外观、数 量、质量等方面的检查,确保符合要 求后接收。
清洁能源替代
03
使用清洁能源如太阳能、风能等替代传统化石能源,降低碳排
放和环境污染。
绿色生产实践案例分享
某饮料企业PET无菌冷灌装生产线绿色改造
该企业通过对生产线进行绿色改造,引入自动化生产线和精益生产管理方法,提高了生产 效率并降低了能耗和排放。
某乳制品企业节能减排技术应用
该企业采用高效节能设备和余热回收技术,实现了能源的高效利用和减少浪费,同时降低 了生产成本。
不合格品处理及追溯
01
不合格品隔离
对检验不合格的产品进行隔离存放,并标识清楚,防止与合格品混淆。
02
原因分析
对不合格品进行原因分析,找出问题所在,并采取相应的措施进行改进
和预防。
03
追溯处理
建立完善的追溯系统,对不合格品进行追溯处理,包括原料来源、生产
PET瓶无菌灌装技术的工艺要求和验证结果
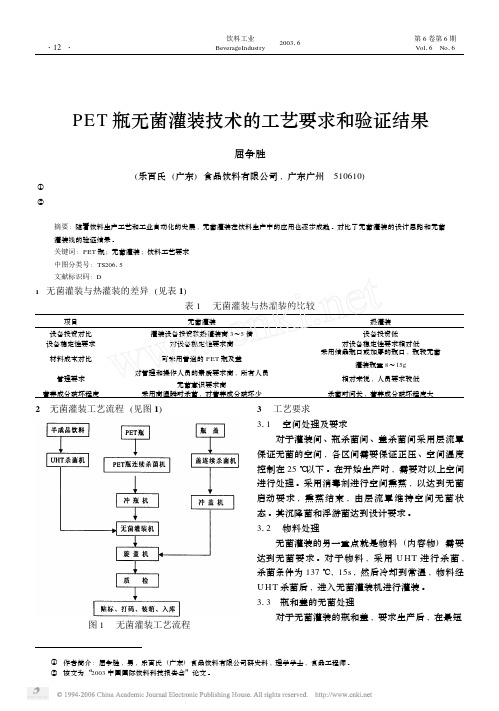
① 作者简介 : 屈争胜 , 男 , 乐百氏 (广东) 食品饮料有限公司研发科 , 理学学士 , 食品工程师 。 ② 该文为 “2003 中国国际饮料科技报告会”论文 。
第 6 卷第 6 期 Vol16 No16
屈争胜
:
PET 瓶无菌灌装技术的工艺要求和验证结果
·13 ·
的时间使用 , 同时 , 在运输和储存过程 , 尽量减少 储存时间 , 并避免和外界空气的接触 。瓶和盖采用 消毒剂进行长时间杀菌 , 灭菌后的瓶和盖 , 倒掉消 毒液 , 用无菌水冲洗消毒液 , 再采用无菌空气吹干 瓶内和盖内 , 供灌装机使用 。 314 设备要求
为保证设备在启动时达到无菌状态 , 在启动 时 , 对设备表面采用消毒液进行喷雾消毒 , 设备内 部采用高温水进行灭菌 , 灭菌后的设备 , 采用无菌 水循环运行 , 对设备进行无菌保护 。若进行灌装 , 则由物料替代无菌水 , 则可以灌装 。 315 人员要求
ry
200316
第Vo6l1卷6 第N6o1期6
Technological requirements f or aseptic f ill ing f or PET bottles and verif ication concerned‘
QU Zheng2sheng ( Robust ( Guangdong) Food and Beverage Co1 , Ltd1 , Guangzhou 510610 , Guangdong , China)
0
0
采用滤膜法进行检测 , 流量为 25L/ min , 抽气
旋盖头 5
5
0
0
时间 10min , 滤膜在培养基上培养 , 结果见表 2 。
表 2 浮游菌检测结果
PET瓶无菌冷灌装技术剖析
PET瓶无菌冷灌装技术剖析随着PET瓶包装在世界范围的蓬勃发展,果汁和软饮料的灌装正在由热灌装向无菌冷灌装进发。
根据市场及消费者对饮料品质的不断追求,热灌装市场的份额将会逐步减少,取而代之的将是前景看好的无菌冷灌装。
无菌冷灌装的技术优势1、在常温状态下进行灌装,最大限度减少饮料的受热时间,产品维生素损失很少,营养更丰富,保持了饮料产品的原汁原味。
2、在不使用防腐剂和其他任何添加剂的情况下,能够让产品有更好的保鲜度,最大程度还原水果天然美味及色泽,为消费者提供最天然的绿色食品。
3、相较于热灌装,包装材料成本可以减少1/2~1/3,有利于在市场上的竞争。
4、由于是常温灌装,瓶型不象热灌装瓶那样须防止瓶子受热变形而单调,企业可自由设计瓶型,提升企业的品牌形象,增强市场竞争力。
5、无菌冷灌装对产品的适应范围更广,如混合茶、奶茶、纯奶和含蛋白的饮料都能采用生产,而热灌装却不能。
PET瓶无菌冷灌装设备简介1、PET无菌冷灌装线工艺流程。
正确实现产品的灭菌及灌装设备、灌装环境、空瓶、瓶盖等的无菌处理,是PET瓶无菌冷灌装的关键。
整个灌装过程在隔离装置内操作,其无菌技术达到D6级(几乎没有微生物存在)。
所有接触产品的设备、物品甚至空间都经过严格灭菌。
2、瓶子的消毒。
可根据瓶子的容积或来源采用:用蒸汽雾化消毒剂均匀喷射到瓶子内壁实现瓶子内壁的消毒作用,或采用了浸泡灭菌的方法,即先将空瓶灌满消毒液,经过设定的浸泡时间实现彻底的灭菌。
瓶外部采用消毒剂多次喷淋,对瓶子外部的彻底消毒灭菌。
3、通过水、蒸汽、消毒液的优化组合,保证最大限度的节约能源。
4、进口的优质不锈钢管道、管件和卫生泵,美国PALL的过滤器等组成消毒液回收过滤循环利用系统。
瓶盖输送、消毒装置瓶盖灭菌在无菌灌装中非常重要,采用浸泡方式进行彻底灭菌,通过温度、浓度、时间、液位的合理设定保证盖子的彻底灭菌。
瓶盖采用网链式全密封式提升输送,经理盖机把盖定向排列,通过螺旋滑道,采用浸泡和喷淋相结合的方式灭菌,然后用无菌水冲洗,再用无菌空气吹干,经全封闭的输送滑道送到旋盖机,该通道内保持100级洁净度的正压。
PET无菌冷灌装生产工艺流程图讲解

一、PET 无菌冷灌装生产工艺流程图吹瓶机←↓ ↓ ↘洁净风送道↓冷却塔水⑤↓消毒液①→ 自动UHT 制备无菌料液←冰水⑥③①母液↓ ↓ ↓ ↙ ↓ ↓④⑦⑧→ 无菌物料缓冲及恒压单元无菌水②←UHT 制备无菌水 ←⑤ PET空瓶 消毒液调配单元↓ ↓↓ ↓→ ←生产用消毒液↑ ↓ ↑ ↑ ↑ ↑④⑦②③ 瓶盖提升机↓ ↑ ↑←无油压缩空气→ ↓ ↑↓↑↑纯蒸汽发生器←①↓↑←⑧→↓←↓←↓↓→→自动装箱机←纸箱成型机←↓纸箱封箱机→↓机器人码垛↓二、PET瓶无菌冷灌装生产线主要设计工艺参数项目设计参数半成品杀菌条件≤138℃ 5、15、30s 根据产品待定无菌水制备条件≤140℃保持30s空盖杀菌条件杀菌液喷冲≥30s 无菌水喷冲≥5s无菌压缩空气吹干2bar,≥2s空瓶杀菌条件第一轮杀菌液喷冲时间≥8s (双轮单流通隔膜阀控制喷冲)第一轮杀菌液沥干时间0s第二轮杀菌液喷冲时间≥6s第二轮杀菌液沥干时间≥2s杀菌液总作用杀菌≥30s空瓶冲洗条件(单轮单流通隔膜阀控制喷冲)无菌水喷冲时间≥5s 沥干时间≥3s灌装温度25~30℃瓶口冲洗条件无菌水冲洗灌装精度要求符合GB/T 190632003《液体食品包装设备验收规范》。
PET果蔬汁饮料无菌冷灌装工艺共5页word资料

PET果蔬汁饮料无菌冷灌装工艺Abstract:With the development of society and economy,people's living standards continue to improve,in the daily drink more pay attention to nutrition,health,especially in the consumer crowd high fruit and vegetable juice beverage market,productstaste good,high nutrition will get the attention of consumersbining with the author's own working experience for many years,mainly on the PET fruit and vegetable juice beverage aseptic cold filling analysis.Key Words:PET fruit and vegetable juice aseptic cold filling technologyPET材料的用途很多,也是生产果蔬汁饮料的重要材料,再加上无菌冷灌装的生产工艺,对提高果蔬汁饮料的生产质量更起到了极大的作用,对此,本文主要从PET的优点、无菌冷灌装的工艺等进行探讨,希望通过本文的分析,可以为饮料生厂商提供一些参考性的意见。
1 PET概述PET又名聚对苯二甲酸乙二醇酯,俗称涤纶树脂。
PET于1946年在英国发表专利,发展极为迅速,尤其是80年代依赖PET在工程塑料中更有着突破性的发展,并入列五大工程塑料之一。
PET主要分为纤维级聚酯切片、非纤维级聚酯切片两种,纤维级聚酯切片主要用于加工纤维以及相关产品的原材料,而非纤维级聚酯切片的用途非常广,主要用作薄膜、瓶类等,被汽车领域、医疗卫生领域、电子电器领域、建筑领域、包装业等广泛的应用,非纤维级聚酯切片的市场发展非常快,占有的领域也在逐渐增长[1]。
PET无菌冷灌装工艺流程

项目 品项 容器
调配
充填 包装
工艺
无菌充填
品种 酸性、低酸性、含乳饮料及咖啡
冲氮 冲氮,减缓氧化,延长保质期
瓶胚重量 20.5g/450ml,40g/1500ml
瓶口结晶 未结晶
瓶盖 内塞式单片盖
均质 全均质
脱气 有脱气设备,可降低饮料中氧含量
杀菌 灭菌设备
瓶/盖杀菌 OA150
杀菌剂采用上海艺康之 Oxonia150
瓶盖采用苏州宏全生产 的单片盖
采用 Altech 生产的瓶胚
厂商
KRONES
KRONES KRONES TP KRONES KRONES KRONES TP TP
国家或地点
德国
德国 德国 瑞典 德国 德国 德国 瑞典 瑞典
2021/10/10
6
PEБайду номын сангаас无菌充填工艺流程图
2021/10/10
外部杀菌
23
PET瓶无菌水清洗
KF无菌水制造设备
无菌水洗瓶机
2021/10/10
24
OA150灭菌剂的优点
1. 具有超强的消毒活性。 2.适用的PH范围较广,在酸至中性的PH环境中都能发挥高效
清洁效果。 3.有效杀灭影响产品保质期的细菌。 4.使用后,迅速分解成水、氧和乙酸。
无菌罐
冷202却1/10/1后0 的产品置于无菌罐中
16
PET无菌充填工艺流程图
PET瓶
无菌桶溶液
瓶盖
OA150内 外面灭菌
Air HEPA过滤器
OA150内外面 灭菌
2021/10/10
充填
封盖
产品
17
质量异常处理指引——PET热灌装及无菌冷灌装线
3
灌注
高/歪盖
4
灌注
无盖
目测(灯检)分检 员、品控: 产品没有旋盖 实际目测(灯检)/ 每1小时 断环 盖与环距离≥ 0.7mm 断环宽度≥3.0mm
5
灌注
目测(灯检)分检 员、品控: 断环/裂盖 实际目测(灯检)/ 裂盖 每1小时 宽度≥0.7mm 长度≥5.0mm
1. 检查LDS上检测器报警信息是否能对应旋盖 头 2. 对剔除产品检查,若误剔过高则调整检测 调整预警 器;检查瓶胚、空瓶及盖模号是否缺陷产品集 小瓶:>18瓶/1时(主要是灌 中在哪一个模号,确定为瓶胚/盖/吹瓶模原因 注速度生产不同规格时速度 时立即更换另一批次或供应商胚/盖、调整吹 不一致,厂家自行设定,可 瓶机 参考此限值,但一般很多企 3. 检查旋盖机参数设定(旋转力矩、封盖速 业难以做到如此精度) 度等) 大瓶:>11瓶/1时 4. 检查旋盖机运行工况(轴承、拾盖头、止 旋刀是否磨损、松动等) 停机 5. 检查止盖气缸、盖拔盘、输送带是否擦伤 小瓶:>36瓶/1时 盖子 大瓶:>21瓶/1时 6. 在调整过程中确保检测器能将所有项目的 不良品剔除 每个单项
15
灌注
品控: 扭力/密封 整圈旋盖头/ 角度 每2小时交替
28mm瓶口:9--19 In-lbs 38mm瓶口:5--25 In-lbs 密封角度参考标准:28mm 宏 全盖 400-470°/紫日盖 310-350°/希赛盖230--280 °; 38mm希赛盖/百利 盖:180-210°
1. 当扭矩值整体接近上/下限值时,直接调低 /高扭矩值 2. 当密封角度值整体接近上/下限值时,用此 组样品检测扭矩,合格则继续生产 3. 检查旋盖机参数设定(旋转力矩、封盖速 度等) 4. 如果一组样品中只有1-2个值明显较其它高 (工厂可以引用参考,但具 2、当扭矩/密封角度不合格时 或低时检查旋盖机伺服电机、轴承、拾盖头 体以保证质量前提下符合自 立即停机调整 身可操作性)
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
为保证杀菌有效性,盖杀菌:双氧水流量 30—50 ml/min,热风烘干温度 80—90℃ 无菌水清洗瓶盖,要求:无菌水温度 10—50℃,总流量≥0.400m³/h(含瓶口冲洗用水);双氧 水残留≤0.5ppm
留要求;无菌压缩空气过滤器滤芯要求
<150 次 SIP”,改为≤150 次 SIP;空
瓶外径修改为含 C100 标区外径;瓶消
毒无菌水洗瓶区域环境温度改为
40-55℃
2.2.1 环境微生物监控频率由原来的 1
次/天改为 1 次/周期;2.2.3 调配液及
包材监控频率由原来的 1 次/天改为 1
次/周期,修改灭菌后瓶盖、空瓶、除
文件编号 NFS/03-QA-34
3/30
发行日期 2014-7-23
PET 无菌灌装生产工艺和品质控制手册
1.3 茶饮料生产工艺流程及重要控制点
文件编号 NFS/03-QA-34
4/30
发行日期 2014-7-23
1.4 控制点分析
CP
工序
1
无菌空气
2
萃取
3
调配
4
无菌罐储存
5
无菌水制备
6
消毒液制备
6/30
发行日期 2014-7-23
PET 无菌灌装生产工艺和品质控制手册
1.5 抹茶奶茶生产工艺流程及重要控制点
文件编号 NFS/03-QA-43
7/30
发行日期 2014-7-23
PET 无菌灌装生产工艺和品质控制手册
1.6 红茶奶茶生产工艺流程及重要控制点
文件编号 NFS/03-QA-43
合标准和滤网无堵塞。
CP8 确保空瓶内双氧水残留符合规定,消毒后的空瓶经过无菌水清洗后双氧水残留≤0.5ppm。
CP9 确保瓶盖杀菌完全,符合无菌要求。
CP10 确保瓶盖内双氧水残留符合规定,消毒后的空瓶经过无菌水清洗后双氧水残留≤0.5ppm。
CP11 确保无菌仓各区域阳压符合要求。
文件编号 NFS/03-QA-43
PET 无菌灌装生产工艺和品质控制手册
CCP1 确保产品管道灭菌温度及时间符合灭菌要求。
CCP2 确保成品料液杀菌温度及时间符合调配工艺流程。
CCP3 进行立时开启扭矩、正向旋转角度、牢固度以保证密封状况良好。
CP1 无菌空气管道消毒效果确认,无菌空气制备过程确认,蒸汽加热温度、无菌空气压力。
CP2 确保萃取符合工艺要求。
空瓶清洗
无菌水清洗空瓶,要求:无菌水温度 70-80℃,流量≥3.500m³/h;双氧水残留≤0.5ppm
灌装空瓶冲淋吹扫及 SIP 后管道冷却,目的降低产品含氧量;过滤器的灭菌、管控、更换频率按照《过滤器管理规范》
2
萃取
符合工艺要求
3
调配
符合“***饮料工艺标准”要求
4
无菌罐储存 杀菌后的产品保存在无菌罐内控制罐内氮气压力,大无菌罐内压力 0.15-0.21MPa,小无菌罐 0.015—0.060MPa
封永贞 2014-7-7
王云东
13
2.1
“UHT 产品循环时间要求 1 次/异常停
PET 无菌灌装生产工艺和品质控制手册
机”,改为开机首检、每次 UHT 切换;
盖消毒无菌水温度要求为 10-45℃”,
改为 10-50℃;“盖消毒无菌水流量生
产中>0.400m3/h”,改为
≥0.400m3/h;增加中性产品的瓶口残
为保证杀菌有效性,盖杀菌:双氧水流量 30—50 ml/min,热风烘干温度 80—105℃ 无菌水清洗瓶盖,要求:无菌水温度 10—50℃,总流量≥0.400m³/h(含瓶口冲洗用水,参考值); 双氧水残留≤0.5ppm 保持无菌仓各区域阳压符合要求
文件编号 NFS/03-QA-34
5/30
发行日期 2014-7-23
PET 无菌灌装生产工艺和品质控制手册
要求和标准 无菌空气为压缩空气经≤0.22μm 过滤产生; 定期(每次 SIP)检过滤滤芯灭菌次数, 灭菌次数达到 150 次或压差≥0.35MPa 更换滤芯 板式加热器热交换,杀菌温度 80-85℃*30min 符合“***饮料工艺标准”要求
控制氮气压力,ACT 罐内无菌氮气压力 0.15-0.21 MPa,小无菌罐 0.015—0.060MPa
空瓶管制频率由开机、10 只/班改为开
机、一模;高歪盖管控频率由 2 次/班改
为 1 次/班;正压房密闭性由 1 次/1h,改
为 1 次/班,完善了滤网管控要求;修订 封永贞 了空瓶指标管制频率,UHT 检漏频率, 2014-4-10
王云东
增加了封盖角度的监控,调整了净含量
监控频率,增加了贴标、喷码、包装、
保持无菌仓各区域阳压符合要求
文件编号 NFS/03-QA-43
2/30
发行日期 2014-7-23
PET 无菌灌装生产工艺和品质控制手册
CCP1 确保产品管道灭菌温度及时间符合灭菌要求。 CCP2 确保成品料液杀菌温度及时间符合调配工艺流程。 CCP3 进行立时开启扭矩、正向旋转角度、牢固度以保证密封况良好。 CP1 无菌空气管道消毒效果确认,无菌空气制备过程确认,蒸汽加热温度、无菌空气 压力。 CP2 糖浆灭菌保证糖浆微生物可控,且无炭化。 CP3 确保调配风味、理化符合工艺要求。 CP4 确保无菌罐密封,压力正常。 CP5 确保所制备的无菌水达到无菌要求,无菌水出口温度、无菌水灭菌温度*灭菌时 间管控。 CP6 确保双氧水、过氧乙酸等消毒液原液浓度符合标准,所制备的双氧水浓度、消毒 液浓度、温度、流量符合规定。 CP7 无菌风加热,确保加热温度符合标准和滤网无堵塞, 确保空瓶内外杀菌完全,空 瓶消毒剂浓度、温度、压力、流量符合无菌要求。 CP8 确保空瓶内双氧水残留符合规定,消毒后的空瓶经过无菌水清洗后双氧水残留≤ 0.5ppm。 CP9 确保瓶盖杀菌完全,符合无菌要求。 CP10 确保瓶盖内双氧水残留符合规定,消毒后的空瓶经过无菌水清洗后双氧水残留 ≤0.5ppm。 CP11 确保无菌仓各区域阳压符合要求。
码垛、成品的监控频率
将微生物控制标准的细化
7
3.3、4.1.3 增加设备清洗消毒要求
8
5.3
无菌过滤器 SIP 参数做了调整
9
6
对蒸汽屏障的参数做了调整
10
13 附件 将瓶身及封盖的外观控制要求做了细化
11
1.2、1.4 修改了盖冲洗水的温度范围
12
1.5、1.6、1.7 增加了奶茶工艺流程图及控制点
8/30
发行日期 2014-7-23
1.7 控制点分析
PET 无菌灌装生产工艺和品质控制手册
CP
工序
要求和标准
无菌空气为压缩空气经≤0.22μm 过滤产生;定期(每次 CIP)检查过滤滤芯灭菌次数,灭菌次数达到 150 次或压差≥0.35MPa
1
压缩空气/氮气 更换滤芯;压缩空气通过制氮机制出氮气,经≤0.22um 的过滤器过滤后,用于调配萃取桶、茶汤暂存桶、调配桶、无菌桶、
封永贞
14
2.2
尘瓶坯取样频次;调配液检测方法:澄
王云东
2014-7-7
清饮料采用 100ml 滤膜法、难过滤饮料
采用 1ml 国标法。 修改为澄清饮料采
用滤膜法,难过滤饮料采用国标法(取
样量视产品污染情况自定)
修改了盖冲洗水的温度范围,明确了盖
冲洗水流量为总流量(含瓶口冲洗水), 封永贞
15
7.2.2
提出人/日期 章建红 2013-5-9
刘瑞 2013-8-25
批准人/日期 秦德福 2013-5-9
王云东 2013-9-10
删除 CCP 点分析
双氧水浓度34-36%修改为≥34%;CCP3 中取消罗丹明试验,与研发内控标准保 持一致;无菌空气定期更换(每次CIP) 中“CIP”改为“SIP”;无菌水制备中 “135-141℃”改为“134-141℃”,盖清 洗流量≥0.400m3/h,注明流量为总流量 (含瓶口冲洗水);
7
空瓶杀菌
8
空瓶清洗
9
盖杀菌
10
盖清洗
11
无菌仓阳压
PET 无菌灌装生产工艺和品质控制手册
要求和标准 无菌空气为压缩空气经≤0.22μm 过滤产生; 定期(每次 CIP)检查过滤滤芯灭菌次数, 灭菌次数达到 150 次或压差≥0.35MPa 更换滤芯
符合工艺要求
符合研发“***饮料工艺标准”要求
杀菌后的产品保存在无菌罐内 控制罐内氮气压力,大无菌罐内压力 0.15-0.21MPa,小无菌罐 0.015—0.060MPa R0 水经无菌水生产系统高温杀菌制得无菌水; — 杀菌温度 134-141℃ — 无菌水出口温度 65-80℃ — UHT 管道流量 6.2-7.7m³/h 为保证杀菌有效性,制备消毒液:PAA COP 时浓度≥1800ppm(滴定浓度),正常生产时浓度≥ 900ppm,(滴定浓度) H2O2 浓度≥34% 为保证杀菌有效性,茶园厂瓶杀菌:双氧水流量 55—75ml/min,热风温度 105—118℃,后段过滤 压差≤400Pa.;新安江二厂瓶杀菌:第一根双氧水喷头流量 35—55ml/min ,其余双氧水喷头流 量 55—75ml/min,热风温度 105—118℃ 无菌水清洗空瓶,要求:无菌水温度 70-80℃,流量≥3.500m³/h;双氧水残留≤0.5ppm
□√一般
PET 无菌灌装生产工艺和品质控制手册
文件修改状态一览表
修改单编号 1 2 3 4
5
6
章节 1.2、1.4 1.3、1.6
2.1 2.2
修改内容概要