手机组装工艺主流程共21页PPT资料
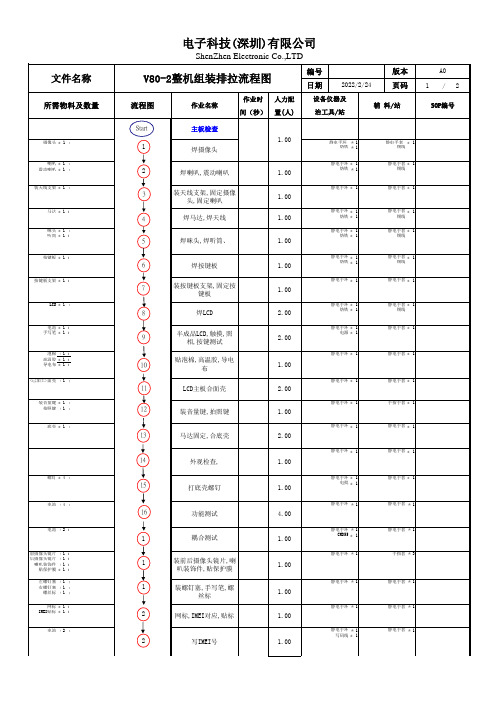
手机组装工艺流程
静电手环 * 1 烙铁 * 1
静电手环 * 1 电源 * 1
静电手环 * 1
静电手环 * 1
静电手环 * 1
静电手环 * 1
静电手套 * 1 锡线
静电手套 * 1
静电手套 * 1 锡线
静电手套 * 1
静电手套 * 1
静电手套 * 1
手指手套 * 1
静电手套 * 1
14
外观检查,
1.00
静电手环 * 1 烙铁 * 1
静电手环 * 1 烙铁 * 1
静电手套 * 1 锡线
静电手套 * 1 锡线
3
装天线支架,固定摄像
头,固定喇叭
4
焊马达,焊天线
5
焊咪头,焊听筒、
1.00 1.00 1.00
静电手环 * 1
静电手环 * 1 烙铁 * 1
静电手环 * 1 烙铁 * 1
静电手套 * 1
静电手套 * 1 锡线
静电手环 * 1
静电手套 * 1
15
打底壳螺钉
1.00
静电手环 * 1 电批 * 1
静电手套 * 1
16
功能测试
4.00
静电手环 * 1
静电手套 * 1
1
耦合测试
1
装前后摄像头镜片,喇
叭装饰件,贴保护膜
1
装螺钉塞,手写笔,螺
丝标
2
网标,IMEI对应,贴标
2
写IMEI号
1.00 1.00 1.00 1.00 1.00
文件名称
所需物料及数量
摄像头 * 1 ;
喇叭 * 1 : 震动喇叭 * 1 : 装天线支架 * 1 :
马达 * 1 ; 咪头 * 1 : 听筒 * 1 ;
手机组装工艺主流程
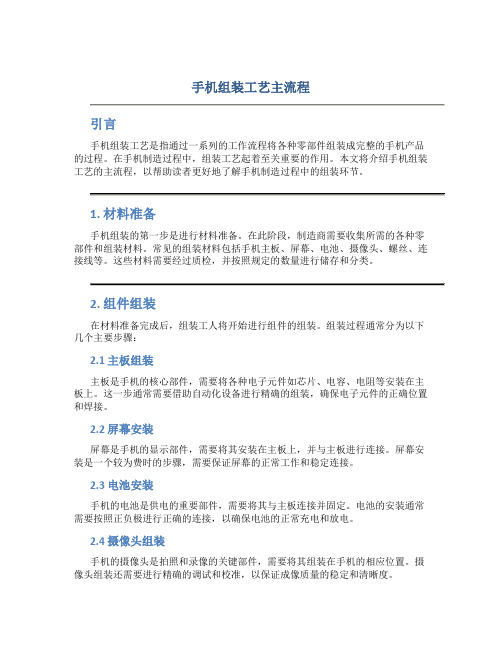
手机组装工艺主流程引言手机组装工艺是指通过一系列的工作流程将各种零部件组装成完整的手机产品的过程。
在手机制造过程中,组装工艺起着至关重要的作用。
本文将介绍手机组装工艺的主流程,以帮助读者更好地了解手机制造过程中的组装环节。
1. 材料准备手机组装的第一步是进行材料准备。
在此阶段,制造商需要收集所需的各种零部件和组装材料。
常见的组装材料包括手机主板、屏幕、电池、摄像头、螺丝、连接线等。
这些材料需要经过质检,并按照规定的数量进行储存和分类。
2. 组件组装在材料准备完成后,组装工人将开始进行组件的组装。
组装过程通常分为以下几个主要步骤:2.1 主板组装主板是手机的核心部件,需要将各种电子元件如芯片、电容、电阻等安装在主板上。
这一步通常需要借助自动化设备进行精确的组装,确保电子元件的正确位置和焊接。
2.2 屏幕安装屏幕是手机的显示部件,需要将其安装在主板上,并与主板进行连接。
屏幕安装是一个较为费时的步骤,需要保证屏幕的正常工作和稳定连接。
2.3 电池安装手机的电池是供电的重要部件,需要将其与主板连接并固定。
电池的安装通常需要按照正负极进行正确的连接,以确保电池的正常充电和放电。
2.4 摄像头组装手机的摄像头是拍照和录像的关键部件,需要将其组装在手机的相应位置。
摄像头组装还需要进行精确的调试和校准,以保证成像质量的稳定和清晰度。
2.5 外壳组装外壳组装是最后的步骤,需要将手机的各个零部件进行整体装配,并固定在手机壳上。
外壳的组装通常需要使用螺丝和胶水等固定材料,以确保手机的结构稳定和外观完整。
3. 测试与调试组装完成后,手机需要进行测试和调试。
这一步骤主要包括以下内容:3.1 功能测试通过一系列的测试程序,检测手机的各项功能是否正常,例如通话、短信、网络连接、摄像头等。
测试过程需要确保手机在不同网络环境下的稳定性和兼容性。
3.2 外观检查对手机外观进行检查,确保外壳完整无损,并检查各个零部件的安装是否准确。
某公司手机装配作业指导书(PPT21张)

注意: A. 电动起子扭矩应于每班开班前用校准仪校准一次;
校准后用胶带封好,并填写校准记录;
B. 打螺钉置具上严禁有散落的螺钉,以免划伤外壳;
C. 锁附时电动起子须垂直作业。
元件名称
Assy, Slide PCBA 01-10130A000 1
注 : 为Bracket 上的定位柱
文字说明
5.2 前滑盖组装
(1). 取一Receiver,以侧面的定位柱进行定位,将其安装到前 滑盖上;
(2). 取一键盘,以前滑盖上的定位柱进行定位,将其安装到 前滑盖上;
(3). 揭去Lens的内保护膜,后使用离子风枪及专用的Lens 清 洁 纸将Lens内表面的异物除去;
⑴Assy ,Lens (2)Front Slide (3) Receiver ⑴Slide PCBA (2) Motor (3) Speaker (4) LCM ⑴Rear Slide ⑵ Gasket
⑴ Antenna (2) Microphone (3) Rear Housing (4) Side key
(1) Assy Front Slide (2) Assy Key Pad Slide (3) Meide PCBA (5) Assy Rear Slide (6) Screw Slide*4 (7) Screw Cover Slide ⑴ Assy Front Housing (2) Key Pad, Digit (3) Metal Dome,Digit (4) Main PCBA (5) Assy Rear Housing (6) Screws Base*4
(2). 检查前、后滑盖之间缝隙是否符合标准,键盘所有 的按键弹性是否良好。
注意: A. 在安装过程中,防止后滑盖变形; B. 在装配过程中,避免强行弯折FPC软缆。
手机工艺流程

作业步骤:
1 加电,按开机键开机; 2 输入密码进行测试模式; 3 测试并检查各项目功能; 4 掉电关机;
9
现场产品防护工艺标准
主要品质不良项目:
1 漏测试/漏检验/漏装配;
防漏控制需要过程方法和系统方法,从过程执 行细节到系统全方位进行管理;
作业步骤:
1 确认待取产品的状态标识; 2 从待作业区拿取产品; 3 确认前工序的作业,进行互检;
品质不良控制点:
1 防止漏测/漏检; 2 作业台5S、现场作业秩序; 3 静电防护/防损坏; 4 上岗培训与考核;
注意事项:
1 电池应提前充电; 2 充电测试指示正常应大于5秒; 3 电池与主板应接触良好、可使用夹具或后 壳加电池; 4 待测机、测试机、已测机标识和放置区分 清晰; 5 按压锅仔片时,用手指肚,不可使用指甲 壳、手写笔、镊子等硬物;可使用夹具或 按键进行操作; 6 带静电环;防止LCD 脏污;不良标贴在 保护膜上; 7 裸板测试时,避免接触主板上供电元件, 2021/6以/3 防漏电;
标准:焊接外观检验标准
人:上岗证/考核/机型测 人:上岗证/考核/QC考核 人:上岗证/考核/测试机
试考核
机:电池
操作考核/英文
机:T卡/SIM卡/电池/耳 法:作业指导书/检验指 机:电池/点检/金机/校准
机/充电器
导书
法:作业指导书
法:作业指导书
环:ESD/5S
环:ESD/5S
环:Eห้องสมุดไป่ตู้D/5S
标准:功能检验标准/外 标准:耦合测试参数
图一 针式Mic +/-极标识
焊锡丝
焊点 不佳
烙铁头 松香
2021/6/3
图二 引线听筒/马达/扬声器 +/-极标识
手机生产装配工艺流程培训教材(PPT 47页)

•1
翻盖部分
信号灯装饰件胶纸
翻盖装饰件
热压螺母
FPC
马达
转轴 双面胶纸
螺钉
右螺钉盖
信号灯装饰件
左螺钉盖
大镜片 镜片保护膜
翻盖面壳
防震垫
翻盖缓冲垫
LCM LCD缓冲垫 翻盖底壳 听筒装饰件背胶 听筒装饰件
•2
•3
主底部分
屏蔽罩
天线弹片 天线螺母
天线主体 后螺钉盖
机身面壳
转轴装饰件按键 热压螺母源自•3211)把按键装在主机面壳上
•33
12)把pcb组装在主机面壳上
•34
13)把天线弹片组装在天线螺母上
•35
14)把天线弹片、天线螺母组装在主机底壳上
•36
15)把天线组装在主机底壳上
•37
16)把耳机组装在机身面壳上
•38
17)把翻盖部分和机身装配, FPC安装在PCB连接器上
•39
•23
2)撕开翻盖底壳上的双面胶纸,把镜片装在翻盖底壳上
•24
3)焊好马达、Speaker、Receiver线
•25
4)焊好FPC
•26
5)把pcb贴在lcd上
•27
6)把线路板、LCM和元器件组装在翻盖底壳上
•28
7)合上翻盖面和翻盖底壳
•29
8)装转轴
•30
9)焊装屏蔽罩
•31
10)把dome弹片组装在pcb板上
DOME PCB
耳机塞
机身底壳
螺钉
电池 电池壳
•4
组装步骤
•5
一.在铭锋达模具厂组装部分
•6
1.上翻盖部分
手机组装工艺主流程
贴镜片
耦合测试 功能测试
检 测 工 段
装配工段
外观检查
良品流向
深圳市信恳实业有限公司
手机包装工艺主流程
组装机头转入 外观检查
Байду номын сангаас
标 贴 打 印
功能测试 贴机身标 写号 锁网
写 标 工 段
不合格
QA检查/抽检
批合格判定
品 质 控 制 工 段
合格
放彩盒
包 材 加 工
放包材
放机头 打印卡通箱标
包 装 工 段
二 次 包 装 工 段
深圳市信恳实业有限公司
产品品质关键控制流程/关键控制点
组装IPQC/FQC
人:上岗证/考核/QC考核/IPQC考核; 法:检验作业指导书/控制计划/巡检及问题记录/制程问 题跟踪; 环:ESD/5S 标准:样品/认证书/来料检验标准/外观标准备/作业流程
烧机
成品机头
焊接作业
半成品测试
组装/锁螺钉
功能测试
外观全检
耦合测试 二检
成品机头
包装
重工品
不良项确认 拆解/分解 判定主板不良
非主板不良
在库/供应商/售后不良主板 不良 主板
主板不良
入库
主板不良分析 主板维修/处理 主板维修记录 IPQC 确认
不良记录 更换/标识
深圳市信恳实业有限公司
贴按键膜/Dome片/锅仔片工艺标准文件编号:HS-QS-EG-ES-01
焊 点 良 好
焊 点 不 佳
深圳市信恳实业有限公司
焊接LCD---拖焊工艺标准
证好 焊的 接手 品艺 质和 的技 基巧 础, ;是 保
手机生产装配工艺流程培训教材

03
手机零部件识别与检验
手机主要零部件介绍
显示屏:用于显示图像和 操作界面
电池:为手机提供电能, 确保其正常工作
音频组件:包括扬声器、 麦克风等,用于音频输入
和输出
手机主板:手机的核心 部件,承载各种功能模
块
摄像头:拍摄照片和视 频的关键部件
存储器:用于存储数据 和应用程序
按键和接口:控制手机 操作和数据传输的部件
零部件检验标准和方法
零部件外观检验: 检查零部件表面 是否平整、光滑, 无明显划痕、磕 碰等缺陷
零部件尺寸检验: 测量零部件的长 度、宽度、高度 等关键尺寸,确 保符合设计要求
零部件性能检验: 对零部件进行功 能测试,确保各 项功能正常工作
零部件材料检验: 检查零部件的材 料是否符合设计 要求,如塑料件 应无气泡、裂纹 等缺陷
确保产品质量和性能 单击此处输入你的正文,请阐述观点
推动行业技术创新和发展 单击此处输入你的正文,请阐述观点
装配工艺涉及多个领域和技能 单击此处输入你的正文,请阐述观点
提高生产效率,降低成本 单击此处输入你的正文,请阐述观点
增强企业竞争力,赢得市场份额 单击此处输入你的正文,请阐述观点
手机装配工艺流程简介
单击此处添加正文,文字是您思想的提炼, 请尽量言简意赅,单击此处添加正文;
故障排除与维修方法
常见故障类型及原因分析 故障排除方法及步骤 维修工具与设备使用指南 注意事项与安全操作规范
05
装配流程与操作规范
手机总装流程图解
手机总装流程概述:简要介绍手机总装流程的各 个环节和操作规范。
手机总装流程图解:通过详细的流程图展示手 机总装的各个步骤,包括零件的准备、组装、 测试等环节。
《手机组装工艺流程》PPT模板课件

九八七六五四三 二 一
DOME FPC
MMI
装 箱
外 观 检 查
组 装 螺 丝 帽 和
测 试
锁 后 盖 螺 丝
合 后 盖
焊 接 侧 键
粘 贴 主 板
焊 接 麦 克 风
组 装 工 艺
螺
流
丝 塞
程
(一)焊接麦克风
▪ 将主板背面的一方 向下放在治具上.
▪ 先在PCBA的麦克风 焊点处点上锡,取 麦克风,再将麦克 风尾端焊接于PCB 上对应焊点处。
▪ 用手按侧键FPC上的圆顶按键,
▪ 将主板带有屏蔽罩的一方向下放在 治具上.
▪ 先在PCBA的音量侧键FPC焊点处 点上錫, 取音量侧键FPC,依照引脚 定位在治具上,在音量侧键FPC排 线尾端焊接於PCB上对应焊点处.
▪ 在摄像头侧键FPC焊点处加锡,取 摄像头侧键FPC,依照引脚定位在 治具上,将摄像头侧键FPC排线尾 端焊点接于PCBA上对应焊点处
(七)粘贴大LENS装饰件
▪ 取大LENS装饰件双面胶, 撕去背面背胶,正面背胶 朝上粘贴于B壳饰板粘贴 区域。
▪ 揭去双面胶之正面背胶, 取大LENS装饰件,粘贴 于B壳对应区域内。
(八)锁上盖螺丝
▪ 将上盖半成品放入锁螺丝治 具中。
▪ 取螺丝,垂直向下锁下方两 颗螺丝。
(九)装转轴
▪ 取一转轴组装于前下盖转轴 孔内,将转轴的白头朝上。
▪ 取一已焊好FPC的LCD放于治 具上。
▪ 取喇叭,先在LCD的喇叭焊点 处点上锡,再将喇叭引线端焊 接于LCD上对应焊点处,其黑 线焊于“-”处,红线焊于“+” 处,如图示
▪ 取振子,先在LCD的振子焊点 处点上锡,再将振子引线尾端 焊接于LCD上对应焊点处其黑 线焊于“-”处,红线焊于 “+”处。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
贴按键膜/Dome片/锅仔片工艺标准 文件编号:HS-QS-EG-ES-01
主要品质不良项目: 有脏污/异物时,出现手感
1 按键手感不良;
或功能不良;
脏污
2 按键无功能;
品质不良控制点:
图一
1 锅仔内脏污; 2 锅仔/Dome偏位; 3 静电防护/防损坏;
折接地脚时避免暴露锅仔或 折好的 弄脏锅仔、无保护膜的锅仔 接地脚 片不可长时间暴露;
4 接地脚翘起;
5 锅仔片密闭不良;
图二
6 现场5S 和作业台洁净;
图六
作业步骤:
1 折接地脚; 2 用酒精布清洁主板金手指位置; 3 用干布除去残留的酒精,并用风枪吹干; 4 对正定位孔和定位边,将锅仔片贴在主板上; 5 确认位置无偏移,用手压实锅仔片;
手机按键金手指
按键无功能、按键手感差在
注意事项:
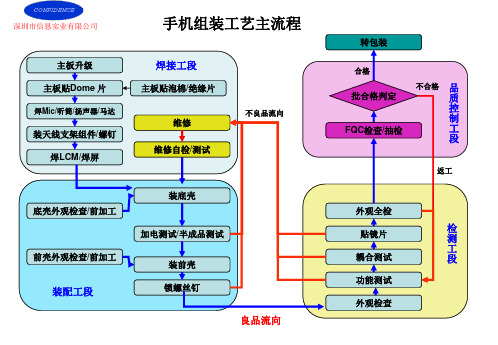
手机组装工艺主流程
主板升级 主板贴Dome 片
焊Mic/听筒/扬声器/马达
装天线支泡棉/绝缘片
维修 维修自检/测试
不良品流向
底壳外观检查/前加工 前壳外观检查/前加工
装配工段
装底壳 加电测试/半成品测试
装前壳 锁螺丝钉
良品流向
转包装
合格
批合格判定 FQC检查/抽检
重工/返工/返修流程及重工品的管理
烧机
焊接作业
成品机头
半成品测试 组装/锁螺钉 功能测试 外观全检 耦合测试 二检
成品机头
重工品
不良项确认
拆解/分解 判定主板不良
非主板不良
不良记录
在库/供应商/售后不良主板
主板不良
不良主板 主板不良分析 主板维修/处理
包装 入库
更换/标识
主板维修记录
IPQC 确认
中箱条码对应
人:上岗证/考核/认 真度/责任心 机:NA 料:NA 法:作业指导书 环:5S/对应 标准:不少件/不多 件/不错不漏
漏件检查
人:上岗证/考核/数 据管理培训
机:NA 料:NA 法:作业指导书
环:5S/对应 标准:数据管理/彩 盒外观标准
人:上岗证/考核/ 机:印机/扫描枪 料:电池/充电器/线 法:作业指导书
不合格
品 控 工 段
返工
外观全检
耦合测试
检 测
工
贴镜片
段
功能测试
组装机头转入
手机包装工艺主流程
加电池开机检查
写
标
ESN 写入
工 段
入网标绑定
包 装 工 段
产品品质关键控制流程/关键控制点
组装IPQC/FQC
人:上岗证/考核/QC考核/IPQC考核; 法:检验作业指导书/控制计划/巡检及问题记录/制程问 题跟踪; 环:ESD/5S 标准:样品/认证书/来料检验标准/外观标准备/作业流程
人:上岗证/考核/测 试机操作考核/英文 机:电池/点检/金机/ 校准
法:作业指导书
环:ESD/5S 标准:耦合测试参数
人:上岗证/考核/QC 考核/OQC考核/认真 度/责任心 法:检验作业指导书 /包装问题跟踪 环:5S/三对应 标准:OQC检验标 准
OQC 检验
人:上岗证/考核/认 真度/责任心 机:NA 料:NA 法:作业指导书 环:5S/对应 标准:不错不混/条 码外观标准
1 折接地脚时,不可将锅仔揭 开,防止弄脏锅仔; 2 依定位孔或定位边定位; 3 手及手指不能有脏污,以免 污染金手指或锅仔; 4 贴合后,手工压实,不可有 边缘翘起; 5 不可有精酒、汗、水残留在 金手指表面; 6 带静电环/戴手指套;
本工位的主要原因:锅仔片 下脏污、有水气、偏位;
接地边
锅仔片
图四
人:上岗证/考核 机:电池 料:NA 法:作业指导书 环:ESD/5S 标准:外观检验标准
人:上岗证/考核/机 型测试考核 机:T卡/SIM卡/电池 /耳机/充电器 法:作业指导书 环:ESD/5S 标准:功能测试作业 流程
人:上岗证/考核/QC 考核 机:电池 法:作业指导书/检 验指导书 环:ESD/5S 标准:功能检验标准 /外观检验标准
来料检验 焊接作业 半成品测试 功能测试 外观全检 耦合测试 二检
人:上岗证/考核/QC 考核
机:点检/校准/工具 料:NA 法:检验作业指导书
环:ESD/5S 标准:样品/认证书/ 来料检验标准
人:上岗证/考核 机:点检/校准/温度 料:辅料型号/料号 法:作业指导书/焊 接作业手法
环:ESD/5S 标准:焊接外观检验 标准
8.
按键膜贴合后要进行压实,是为了防止在制造、包装、操作、使用中,锅仔翘起,有灰尘/水气进入锅仔,引起污染
进而引起功能不良;
9.
折接地脚时,不应揭开过大面积的膜片,减少锅仔片在空气中暴露的时间和面积,减少脏污的机会,应只揭起膜片
接地脚
图三
锅仔
图五
定义及说明:
焊接工段贴合工位培训及考核试题
HS-QS- HR-WI- 001
1.
Dome 片---又名按键膜、锅仔片,由粘贴膜、锅仔、防静电涂层组成,一般设有定位孔、LED 开孔、接地引脚、网
格,用于实现手机手机按键扫描线路的接通和断开功能;
2.
锅仔---属南方人俗称,指按键膜中用于接通线路的小锅形金属圆片,英文名 Dome,又称金属弹片;
位孔与主板上的定位孔对齐为准,偏位超过半个孔径为不良;
6.
按键膜贴合工位主要品质不良控制点:脏污、偏位;
7.
控制按键膜内脏的方法: 保持按键膜在使用前处于密闭状态,折接地脚时只揭开边脚部分,防止锅仔暴露在空气中,
使用工业酒精清洁主板并用干布和气枪清除酒精和水份残留,贴合时手指不可接触锅仔;保持现场5S和作业台洁净;
环:5S/对应 标准:充电/充满确 认标准
外观/条码对应 配合测试
人:上岗证/考核/条 码与数据考核 机:电脑/打印机/打 印机/扫描枪 料:贴纸/料号 法:作业指导书/条 码管理指导书 环:ESD/5S 标准:条码外观标准
贴标/打标
包装IPQC
人:上岗证/考核/QC考核/IPQC考核; 法:检验作业指导书/控制计划/巡检及问题记录/制程问 题跟踪; 环:ESD/5S/数据对应关 标准:样品/认证书/来料检验标准/外观标准备/作业流程
3.
按键手感---用户使用手机按键时的操作感受,当按键手感不良时,用户操作出现不便、不顺畅、弹性不好、需多次
按压、需用力过大等;
4.
按键无功能---按压按键,手机不能正常显示出输入的数字或符号,一般有主板原因或按键组件原因两种,也有部分
是结构问题;
5.
按键膜偏位---指按键膜的锅仔不能与主板金手指置准确对位,造成不能正常开关按键扫描线路,一般以按键膜的定