压延工艺规程
压延成型新版

1. 压延成型简介 2. 压延成型旳工艺过程 3. 压延成型旳工艺技术要点
1. 压延成型简介
• 定义: – 压延成型是生产塑料薄膜和片材旳主要措施。 它是将已经塑化好旳接近粘流温度旳热塑性塑 料经过一系列相向旋转着旳水平辊简间隙,使 物料承受挤压和延展作用,而使其成为要求尺 寸旳连续片状制品旳成型措施。
• 避兔蜡状物形成旳措施有:
– ①选用合适旳稳定剂。硬脂酸钡旳正电性高,所以在配方中要尽 量控制用量。另外最佳不用月挂酸盐而用液体稳定剂。
– ②掺入吸收金属皂类更强旳填料,如含水氧化铝等。 – ③ 加入酸性润滑剂,如硬脂酸等。酸性润滑剂对金属皂有更强旳
亲合力,能够首先占领辊筒表面并对稳定剂起润滑作用,因而可 防止稳定剂粘附辊筒表面。但硬脂酸旳用量不宜过多,不然物料 不好塑化,也轻易在薄膜中析出或在膜旳二次加工时影响粘接性。
Plastics consumption by various processes
压延加工旳主要塑料品种
• 用作压延成型旳塑料大多数是热塑性非晶态塑料, 其中以聚氯乙烯用得最多,另外还有聚乙烯、 ABS、聚乙烯醇、醋酸乙烯和丁二烯旳共聚物等 塑料。
• 也有企业开发了能够压延成型旳聚丙烯、聚酰胺 等
• 压延机相邻两辊筒线速度之比称为辊简旳速比。 – 使压延机具有速比旳目旳,不但使压延物依次贴于辊 简,而且还在于使塑料能更加好地塑化,因为这么能 使物料受到更多旳剪切作用。另外,还能够位压延物 取得一定旳拉伸与取向,从而使所制薄膜厚度减小和 质量提升。 – 为了到达拉伸与取向旳目旳,辅机与压延机辊简速度 也有相应旳速比。这就使引离辊.冷却辊、卷取辊旳 线速度依次增长,并都不小于压延机主辊简(一般四辊 压延机以三辊为准)旳线速度。但速比不能太大,不然 薄膜厚度将会不均匀,有时还使薄膜产生过大旳内应 力。薄膜冷却后要尽量防止拉伸。
不锈钢压延工艺过程分析
不锈钢压延工艺过程分析一.不锈钢压延工艺流程1.酸洗当轧完的钢卷放置时,如果不经处理,很容易与空气形成氧化铁,因为空气是带有湿度的,时间一长就会产生锈。
所以须用连续酸洗机组去除热轧带卷的表面氧化铁鳞。
酸液过去用硫酸,现在多用盐酸。
酸洗前先行焊接并卷,有的还经连续“黑退火”。
酸洗后进行清洗、烘干和剪边、分卷。
2.冷轧酸洗后的带坯在冷轧机上轧制到成品厚度,一般不经中间退火。
五机架连轧机冷轧总压缩率一般为60~80%,主要轧制厚度0.3~3mm的汽车板、搪瓷板和镀锌板。
六机架连轧机主要轧制厚度 0.15~0.5mm的镀锡薄板,冷轧总压缩率一般为70~90%。
轧制中各机架(或道次)压下量分配根据轧机答应的压力、功率和速度,考虑到产量、质量等因素综合制定。
3.工艺润滑起润滑和冷却作用。
一般用冷却性能好的乳液,轧制薄或硬的金属时用润滑性能好的纯油润滑剂,例如轧制镀锡薄板或不锈钢用棕榈油等。
4.退火目的在于消除冷轧加工硬化,使钢板再结晶软化,具有良好的塑性。
退火方式有用罩式炉成卷退火和用连续炉退火。
成卷退火分为紧卷退火和松卷退火;连续炉退火分为立式连续炉退火和卧式连续炉退火。
炉内一般均通入保护气体。
目前大多采用罩式炉退火,虽然处理周期长,但因炉子数量多,使用灵活,投资节省。
连续炉退火产量大,其中卧式连续炉退火仅用于处理产量少的非凡钢,如硅钢的脱碳退火等。
5.平整目的在于避免退火后的钢板在冲压时产生塑性失稳和提高钢板的质量(平整度和表面状况)。
平整轧机有单机架可逆式和双机架两种,平整压缩率为0.5~4%。
双机架平整轧机效率高,压缩率大,可同时兼作二次冷轧用,进一步轧薄钢板;如与五机架连轧机配合,可生产0.10~0.15mm的带卷。
二 .冷轧1.定义金属在结晶温度以下进行轧制变形叫做冷轧,一般指带钢不经加热而在室温直接进行轧制加工。
冷轧后的带钢可能烫手,但还是叫冷轧。
2.四辊式冷轧机结构简介图冷轧机机架为闭式机架,机架上部由上横梁连接,下部由换辊轨道连接。
压延工艺
编辑课件
12
中高度法
将辊筒工作部分制成具有一定凹凸系数(用辊筒轴线中央与两端半径之差表示) 的凹形或凸形
缺点:该法由于不能适应胶料性质和压延条件的变化而受到限制
编辑课件
13
轴交叉法
使用辅助机构是辊筒之间交叉成一定角度a(0~2°之间调整),形成两端辊隙大,中 间辊隙小的状态,与挠度对辊隙的作用力相反。
一、胶料的热炼与供胶 二、纺织物干燥
编辑课件
19
一、胶料的热炼与供胶
1、设备:开炼机、螺杆挤出机 2、目的:
①、混炼胶料预热软化,重新获得流动性; ②、提高胶料可塑度; ③、补充混炼,提高胶料分散程度;
编辑课件
20
3、步骤:
粗炼、细炼、供胶 粗炼、细炼集体操作条件及方法:
项目 粗炼 细炼
辊距mm 2~5 7~10
(二)用途与分类
压延机主要用于胶料压片;纺织物挂胶;钢丝帘布挂胶;胶
坯压型;胶片贴合等。
编辑课件
3
分类方法
辊筒数 目分类
用途分类
辊筒排列 形式分类
两辊压延机 三辊压延机
压片压延机
压型压延机
四辊压延机
擦胶压延机
压光压延机
五辊压延机
贴合压延机
压片擦胶压延机
实验用 压延机
编辑课件
Ι型压延机 △型压延机 L型压延机 Γ型压延机 Z型压延机 S型压延机
辊温℃ 40~45 60~70
操作 薄通7~8次 薄通6~7次
供胶:热炼后的胶料经一台专用开炼机割取成连续的胶条经 输送带连续向压延机供料,输送带的速度应略大于开炼机的 速度; 随着压延工艺自动化水平和压延速度的提高,对于规模较大、 现代化程度较高的轮胎厂已采用冷喂料销钉式螺杆挤出机进 行热炼和供料;
压延机操作规程、安全操作规程
压延机操作规程、安全操作规程引言概述:压延机是一种用于将金属材料压延成薄板或者薄带的设备,广泛应用于金属加工行业。
为了确保操作过程的安全性和工作效率,制定了一系列的压延机操作规程和安全操作规程。
本文将详细介绍压延机的操作规程和安全操作规程。
一、操作规程1.1 准备工作1.1.1 确保压延机工作区域的清洁和整齐,清除杂物和障碍物。
1.1.2 检查压延机的电气系统和润滑系统是否正常运行。
1.1.3 检查压延机的辊子和辊子传动装置是否处于良好状态。
1.2 开机操作1.2.1 按照操作面板上的操作指示,启动压延机。
1.2.2 调整辊子的间隙,确保适当的压延厚度。
1.2.3 检查辊子的旋转方向是否正确,确保材料能够顺利通过。
1.3 运行操作1.3.1 将待加工的金属材料放置在进料辊子上,并确保材料的平整和稳定。
1.3.2 控制压延机的进料速度,确保材料在压延过程中不会产生过大的应力。
1.3.3 定期检查压延机的运行状态,如有异常情况及时停机检修。
二、安全操作规程2.1 人员安全2.1.1 操作人员必须穿戴符合要求的个人防护装备,如安全帽、防护眼镜和防护手套等。
2.1.2 禁止穿戴松散的衣物和长发,以防被卷入辊子中。
2.1.3 操作人员必须接受相关培训,了解压延机的操作规程和安全操作规程。
2.2 设备安全2.2.1 定期检查压延机的电气系统和润滑系统,确保其正常运行。
2.2.2 在操作过程中,禁止将手指或者其他物体伸入辊子之间的间隙。
2.2.3 压延机应设置防护罩,以防止材料飞溅和辊子意外接触。
2.3 火灾防范2.3.1 压延机周围应保持清洁,禁止堆放易燃物品。
2.3.2 定期检查压延机的电气路线,防止短路引起火灾。
2.3.3 配备灭火器和消防设备,并定期进行检查和维护。
三、维护保养规程3.1 定期清洁压延机的辊子和传动装置,确保其正常运行。
3.2 检查润滑系统的润滑油是否充足,及时更换和补充。
3.3 对压延机的关键部件进行定期检查和维护,以延长设备的使用寿命。
压延成型工艺—压延成型操作(塑料成型加工课件)
原料
称量
捏合
密炼机 (塑炼)
切割
压延
双辊机 (供料)
双辊机 (塑炼)
二、压延一般操作方法
启动前检查压延机的辊隙和加热油箱的润滑油, 当油温到50-60℃停止加热,开启油阀对轴承润滑。
辊筒升温是在辊筒转动情况下1℃/min,并经 常检查加热系统和测量辊筒表面温度。 (1)投料前半小时对引离辊筒加热(蒸汽压力 0.7-0.8MPa) (2)检查冷却辊筒和轧花装置的冷却水是否达到 预定要求 (3)按照产品宽度要求装好切刀 (4)调节投料挡板的距离
压延成型
压延工艺操作
一、压延工艺流程
压延成型分为前后两个阶段:前段为压延前的备料阶 段,后段包括压延、牵引、轧花、冷却、卷取、切割等。 以PVC为例其工艺供料 压延 引离
轧花
挤开 密 双 挤 出炼 炼 辊 出 机机 机 机 机
冷却
卷取
切割
制品
首先按规定配方,将材脂和助剂加入高 速混合机(或管道式捏合机)中充分混合。混 合好的物料送入到密炼机中去预塑化,然后 输送到挤出机(或炼塑机)经反复塑炼塑化。
塑化好的物料经过金属检测仪,即可送 入压延机中压延成型。压延成型中的料坯, 经过连续压延后得到进一步塑炼并压延成一 定厚度的薄膜,然后经引离辊引出,再经轧 花、冷却、测厚、卷取得到制品。
硬质聚氯乙烯片材的生产工艺流程和生产软质聚 氯乙烯膜大致相同,但要求干混料要在短时间内达到 塑化要求,尽量缩短混炼时间和降低混炼温度,应采 用专用的双螺杆挤出机进行塑化,再经双辊机混炼后 连续供料。
压延机操作规程、安全操作规程
压延机操作规程、安全操作规程标题:压延机操作规程与安全操作规程引言概述:压延机是一种常见的机械设备,广泛应用于金属加工行业。
为了确保操作的安全性和效率,制定了一系列的操作规程和安全操作规程。
本文将从五个大点出发,详细阐述压延机的操作规程和安全操作规程。
正文内容:1. 压延机操作规程1.1 机器设备检查- 检查机器设备的运行状态,确保各部件正常运转。
- 检查润滑系统是否正常工作,保证机器的润滑。
- 检查电气系统是否正常,避免电气故障。
1.2 工作环境准备- 清理工作区域,确保没有杂物和障碍物。
- 检查工作区域的照明设施,保证充足的照明。
- 确保工作区域的通风良好,避免有害气体积聚。
1.3 操作前准备- 穿戴个人防护装备,如安全帽、防护眼镜和手套等。
- 了解并熟悉压延机的操作原理和工作流程。
- 检查工作物料的尺寸和质量,确保符合要求。
1.4 操作步骤- 启动压延机,按照正确的顺序调整机器参数。
- 将工作物料放置到适当的位置,确保稳定。
- 控制工作物料的进给速度,避免超过机器的承载能力。
- 观察压延机的运行状态,及时调整操作参数。
1.5 操作后处理- 关闭压延机,切断电源,确保安全。
- 清理工作区域,清除工作物料和废料。
- 检查机器设备的磨损和故障,及时维修和保养。
2. 安全操作规程2.1 个人安全- 操作人员必须穿戴个人防护装备,如安全帽、防护眼镜、耳塞等。
- 禁止操作人员在工作中穿戴松散的衣物或首饰。
- 禁止操作人员在操作过程中吸烟、喝酒或吃饭。
2.2 机器安全- 在操作过程中,禁止将手或其他身体部位靠近机器的运动部件。
- 禁止在机器运行时进行维修或调整,必须在停机状态下进行。
- 确保机器设备的稳定性,避免晃动或倾斜。
2.3 紧急情况处理- 操作人员必须熟悉紧急停机按钮的位置和使用方法。
- 在发生紧急情况时,立即按下紧急停机按钮,并采取相应的安全措施。
- 及时上报紧急情况,并按照公司的应急预案进行处理。
压延操作规程
压延工(班长)岗位作业指导书压延玻璃生产线操作规程一. 熔化操作规程1、严格控制各项技术指标,实现生产工艺“四小稳”即温度、窑压、液面、化料稳定;2、窑体最高温度不允许超过1540℃;3、蓄热室温度不允许超过1380℃;4、窑压不允许强正压或负压,波动范围±1Pa;5、液面以池壁上平面往下30±1mm为准,确保投料仓不空仓,不掉液面;6、烟道温度不允许超过480℃;7、熔化温度指标根据生产面定,波动范围±10℃;8、冷却部温度指标根据生产面定,波动范围±5℃;9、火焰燃烧稳定。
10、燃油系统总油压力不超过±0.5MPa,总气压力不超过0.6MPa;11、火焰长度控制在熔化部3/5处;12、换火出现故障,首先判明火向,然后考虑是否能够使用人工操作换火,同时通知有关人员处理;13、投料操作要保持液面稳定,液面控制系统出现故障,及时改手动投料,立刻与压延机操作工联系;14、窑压操作:调节自动大闸板调节窑压,如不起作用调节烟囱根大闸板;15、定期清洗油枪,如油枪有结焦的现象及时清洗,保持窑内火焰清亮;16、换火时观察火焰,定时测量各处温度,作好生产日志记录;17、大检修期间或者设备检修时要求换火联系,必须使用半自动人工换火,每次换火要求挂牌联系专人换火;"18、巡回检查制度,熔化接班前、班中、交班前作巡回检查,窑下:交换机、风机、烟道、池底、烟道闸板、循环水系统,窑上:窑体、风管、水包、小炉、蓄热室、投料机、调节闸板、油系统、气系统、蒸汽系统、电葫芦等。
空压机房、锅炉房、油泵房督促操作工巡回检查;"19、负责组织生产现场卫生和设备卫生的清扫;20、负责组织本岗位设备润滑加油工作;"21、接班前穿戴好劳保用品,召开班前会向上班了解情况,布置本班工作,查看生产日志,了解公司和车间生产要求,检查工器具和仪表;""22、交班:向下班介绍本班生产情况,如实填写生产日志记录,待接班班长检查生产、设备正常后,经接班班长同意,双方签字后方能离开工作岗位;""23、参加总工办组织的窑炉月检,并按月检报告完成一般的窑炉维护工作,如不能处理的应协助请来的瓦工师傅完成窑炉维护工作,并做验收。
小压延安全操作规程范本

小压延安全操作规程范本为确保小压延机械设备的正常运行,保障操作人员的生命财产安全,特制定本安全操作规程。
请操作人员仔细阅读并遵守。
一、操作人员的基本要求1.操作人员必须具备熟练的机械设备操作技能和安全意识,了解小压延机械设备的工作原理和操作流程。
2.操作人员必须经过专业培训,并且持有效的操作证件。
3.操作人员在进入工作场所前必须穿戴符合标准的工作服、安全鞋等个人防护装备。
4.操作人员严禁穿戴有松散的衣物,以免被卷入机械设备中造成伤害。
5.操作人员在操作前必须仔细检查机械设备是否正常,如发现异常情况应及时报修,并且在未修复前禁止使用。
二、机械设备操作1.在操作小压延机械设备前必须对机械设备进行预热,待温度达到工作温度后方可开始生产操作。
2.操作人员在操作过程中应随时注意设备的工作状态,如机械设备出现异常声音、震动等情况,应立即停止操作并报修。
3.操作人员在设备运转中严禁将手指、手臂等身体部位伸入机械设备内部。
4.操作人员在更换模具等部件时必须先停机操作,并确保设备停止运转后方可进行维修、更换等操作。
5.操作人员在操作过程中应保持专注,严禁同时进行其他工作或与他人交谈,以免分散注意力发生意外。
三、意外情况处理1.如果发生机械设备故障、电力中断等紧急情况时,操作人员应立即切断设备的电源。
2.在设备发生故障时,应及时报修,并等待维修人员的到来处理。
3.操作人员在处理意外情况时,应冷静处理,严禁慌乱行动,以免造成更大的伤害。
4.在发生设备故障时,操作人员应对现场进行封锁,禁止他人进入,直到故障处理完毕并安全恢复后方可解除封锁。
四、日常维护与保养1.操作人员需定期对机械设备进行日常维护与保养,保持设备的良好工作状态。
2.操作人员应按设备说明书执行维护保养计划,定期更换易损件,并做好相应的记录。
3.操作人员应及时清理设备周围的杂物,保持设备运行环境的整洁和安全。
五、其他安全事项1.严禁在设备周围堆放易燃易爆物品,以免发生火灾等安全事故。
第三章第三节 压延工序
第三节钢丝帘布压延工序一.工序定义:多根钢丝帘线通过专门的压延设备,实现两面敷胶,制成为钢丝帘布的加工工艺。
所生产的半成品部件:胎体帘布、带束层帘布、钢丝子口包布帘布二.主要设备装置:该工序主要由四辊钢丝帘布压延机组成的生产线.主要设备装置有:(一)锭子房内有:1.配有帘线张力装置的锭子架2.钢丝帘线排线装置3.残线收集装置4.温度、相对湿度控制装置(二)锭子房外有:1.帘线导向接头机2.四辊钢丝帘布压延机:(1)整经辊和压力辊及其起落装置(2)刺泡装置(3)四辊压延辊筒(4)压延张力、测厚装置(5)敷贴塑料垫布装置(6)冷却装置(7)储布装置(8)定中心装置(9)储布张力装置(10)横向定长裁断装置(11)双工位卷取装置(12)温控装置(13)操作控制系统3.胶料执喂料的加工设备(1)两台粗炼、一台细炼、一台供胶的开炼机组成.(2)带有金属探测装置的供胶输送带三.工艺流程简述将锭子房内挂在锭子架上的钢丝帘线拉出→在排线装置上排线→钢丝帘线导向接头(也可不接头)引出锭子房→排列在整经辊上→通过压力辊→进入四压延辊筒的2#和3#的辊筒间隙两面同时敷胶→测厚装置对钢丝帘布测厚→钢丝帘布两面敷贴专用的塑料垫布→经冷却辊筒冷却→在储布装置中储布→定中心装置定中心→裁断装置将钢丝帘布定长横向裁断→卷取装置将钢丝帘布卷成大卷。
四.钢丝帘布的质量标准:1.钢丝帘布无缺胶露线2.钢丝帘布无劈缝和并叠线3.钢丝帘面表面无杂质、无自硫胶、无喷霜4.钢丝帘布压延密度公差:±2根/100mm。
5.钢丝帘布压延厚度的不对称度最大0.1mm6.钢丝帘布无边部露线、无挤压变形。
7.钢丝帘布厚度公差:±0.1 mm8.卷取的钢丝帘布与卷轴的中心偏差不大于4 mm9.钢丝帘布卷取不偏歪,偏歪不大于3 mm五.钢丝帘布压延的工艺条件1.锭子房(1)按钢丝帘线到货时间的先后顺序使用。
(2)钢丝帘线锭子的包装容器必须完好无损,包装箱和桶内都要放入规定一定数量的干燥剂。
压延安全操作规程
压延安全操作规程一、引言压延是一种常见的金属加工工艺,用于将金属材料通过辊轧或压延机械设备进行拉伸和压缩,以改变其形状和尺寸。
为了确保压延过程的安全性,保护工人的生命和财产安全,制定本压延安全操作规程。
二、适用范围本规程适用于所有从事压延作业的工作人员,包括操作人员、维护人员和监督人员。
三、安全设施1. 压延机械设备必须经过定期检查和维护,确保其正常运行。
2. 压延机械设备必须配备紧急停机装置,以便在发生紧急情况时能够立即停止设备运转。
3. 压延机械设备周围必须设置明显的安全警示标识,提醒工作人员注意安全。
4. 压延机械设备必须配备有效的防护装置,以防止工人接触到移动部件和高温表面。
四、操作要求1. 操作人员必须经过专业培训,掌握正确的操作技能和安全知识。
2. 操作人员在操作前必须佩戴个人防护装备,包括安全帽、防护眼镜、防护手套和防滑鞋等。
3. 操作人员在操作过程中必须保持专注,不得进行与工作无关的交谈或嬉戏。
4. 操作人员不得擅自调整设备参数,如需调整,必须经过上级批准并由专人操作。
5. 操作人员在操作过程中必须遵守安全操作规程,严禁将手、脚或其他身体部位靠近移动部件。
6. 操作人员在操作过程中必须随时关注设备运行状态,如发现异常情况,必须立即停机并上报。
五、紧急情况处理1. 在发生火灾、漏电、设备故障等紧急情况时,操作人员必须立即按下紧急停机装置,并迅速撤离现场。
2. 在发生人员伤害或意外事故时,操作人员必须立即停止操作,进行急救和报警处理。
六、应急预案1. 压延作业现场必须制定应急预案,明确各类紧急情况的处理流程和责任分工。
2. 压延作业现场必须配备必要的急救设备和消防设备,并进行定期检查和维护。
3. 压延作业现场必须进行定期的安全演练,提高工作人员的应急处理能力。
七、监督检查1. 监督人员必须定期对压延作业现场进行安全检查,发现问题及时整改。
2. 监督人员必须对操作人员进行安全培训和教育,提高他们的安全意识和技能。
挂面机复合压延工序操作规程
挂面机复合压延工序操作规程1.挂面机开机前先检查传动带的链条是否在正确位置,安全护罩是否牢固,设备上有无遗留工具或杂物。
2.开机前要进行空机试验,运行正常后方可放入搅拌好的面粉;待面斗充满后开始压片。
3.前两对辊轧出的两块面片落入下方的传动网带首部,第一次要用手将两片重叠起来送入下一道压辊中。
4.若发现搅拌好的面粉不能正常进入压辊时,可调节喂料板。
5.要时刻注意面斗中的面团喂入情况,保持喂料均匀不断。
6.及时调整复合机与压延机的协调状况。
保证出面质量7.在运行中若后面的连续压延机出现故障需暂时停机时,应按“开关”按钮。
及时关闭挂面机进行检查。
8.复合式挂面机出来的面带,第一次要用手逐道送入压辊中。
9.及时调节轧距,使面带保持一致的拉伸度。
10.如需调整面带宽度,应以最后一道为准。
11.若发现压片机与前后工序的面带流量不均衡,出现过快或过慢现象,可调节手轮。
12.每对压辊必须调整相互平行,保证轧出的面带厚薄一致。
13.复合式挂面机主速应控制在750~950r/min为宜;调整手轮的调节量为0.075mm。
14.设备运行过程中出现异常声音,应及时停机检查。
15.每次生产完毕停机后,必须把各道压轧辊及机座上的面屑清理干净。
重庆友乐乐机械专业生产各种款式的面条机,热门搜索词:重庆全自动面条机、重庆面条机、重庆压面机、贵州面条机、四川面条机、云南面条机、重庆面条机厂、面条机多少钱一台、多功能家用面条机价格、重庆面条机厂家。
欢迎大家登录我公司网址详细咨询,友乐乐竭诚为您服务!!产品关键词:全自动面条机、重庆老牌面条机、重庆老式面条机、重庆传统面条机2.3.面通过拉丝处理结构紧凑,造型新颖,辊具有揉面功能,生产面条时不需另外熟化,广受客户的青睐。
4. 转动部位采用高精轴承,经久耐用,运转灵活,性能稳定。
5. 护板采用不锈钢,面斗木质部分用不锈钢板装重庆友乐乐机械有限公司位于重庆市巴南区金竹工业园内,前身为“重庆永利食品机械厂”,因自身发展需要,2015年底由重庆的合川区搬迁到了巴南区金竹工业园区内,不但交通地理环境更加便利,而且大大提升了我公司在研发、制造领域同周边“重庆大江工业集团”和“长安铃木公司”配套厂的综合协作能力。
pvc压延生产工艺

pvc压延生产工艺PVC压延生产工艺是将PVC树脂通过热熔后,经过压延机械设备处理,使其成为具有一定厚度和宽度的塑料薄膜。
下面就PVC压延生产工艺进行详细介绍。
首先,将PVC树脂加入到高速搅拌机中,充分搅拌均匀。
然后,将搅拌好的PVC树脂放入到高温加热机中进行热熔处理,使其变为可塑状态。
接下来,将热熔后的PVC树脂送入到压延机械设备中。
在压延机械设备中,PVC树脂经过一系列辊子的压力作用,逐渐变薄,并通过辊子的传送带移动,形成具有一定厚度和宽度的PVC塑料薄膜。
在整个压延过程中,需要控制好温度、压力和速度等参数,保证PVC树脂的塑化和压延效果。
通常,温度应控制在150℃-180℃之间,压力在20-30MPa之间,速度根据产品要求而定。
压延之后的PVC塑料薄膜需要经过冷却处理,以使其固化成型。
通常,通过冷却设备对塑料薄膜进行冷却,以降低其温度,使其固化成型。
在冷却过程中,需要注意控制好冷却速度和冷却温度,以防止产生应力和变形。
最后,经过冷却处理的PVC塑料薄膜通过切割设备进行切割,得到所需尺寸的产品。
PVC压延生产工艺的优点是生产效率高、生产成本低、产品质量稳定。
同时,可根据市场需求进行产品定制,生产出不同规格和用途的PVC塑料薄膜。
需要注意的是,在PVC压延生产过程中,应严格遵守操作规程和安全操作规范,确保生产过程的安全和稳定。
同时,对于废弃的PVC废料和废水等产生的废弃物要进行合理的处理,以减少对环境的影响。
综上所述,PVC压延生产工艺是将PVC树脂经过热熔和压延处理,制成具有一定厚度和宽度的PVC塑料薄膜。
该工艺具有生产效率高、生产成本低、产品质量稳定的优点,可根据需要定制不同规格和用途的产品。
压延机操作规程、安全操作规程
压延机操作规程、安全操作规程标题:压延机操作规程与安全操作规程引言概述:压延机是一种常见的金属加工设备,广泛应用于钢铁、有色金属等行业。
为了保障操作人员的安全,提高生产效率,制定和遵守压延机操作规程和安全操作规程至关重要。
本文将从机器操作、维护保养、安全措施、事故应急和培训教育五个大点,详细阐述压延机操作规程与安全操作规程。
正文内容:1. 机器操作1.1 熟悉机器结构与工作原理1.2 正确操作控制面板和按钮1.3 确保机器运行平稳1.4 合理安排生产计划,避免过载操作1.5 遵守操作步骤,确保生产流程的顺利进行2. 维护保养2.1 定期检查机器零部件的磨损情况2.2 清洁和润滑机器各部位2.3 及时更换磨损严重的零部件2.4 调整机器的张力和压力,确保工作质量2.5 定期进行机器的维修和保养,延长使用寿命3. 安全措施3.1 佩戴个人防护装备,如安全帽、防护眼镜、耳塞等3.2 禁止穿戴宽松的衣物、长发等,以免被机器卷入3.3 禁止在机器运行时进行维修和保养3.4 遵守机器的安全警示标识和操作规程3.5 加强机器周围的安全防护,设置警示标识和防护栏杆4. 事故应急4.1 熟悉事故应急预案和紧急停机按钮的位置4.2 在事故发生时,即将切断电源温和源4.3 保持镇静,迅速报警并寻求匡助4.4 协助事故调查,总结经验教训,防止类似事故再次发生4.5 定期组织事故应急演练,提高员工应急处理能力5. 培训教育5.1 新员工入职前进行压延机操作培训5.2 定期组织操作规程和安全操作规程的培训5.3 提供岗位技能培训,提高操作人员的专业能力5.4 建立员工奖惩制度,激励员工遵守操作规程和安全操作规程5.5 定期进行安全知识考核,确保员工的安全意识和技能水平总结:压延机操作规程与安全操作规程的制定和遵守对于保障操作人员的安全和提高生产效率至关重要。
通过熟悉机器操作、定期维护保养、加强安全措施、做好事故应急处理和进行培训教育,可以最大程度地减少事故风险,保障生产安全。
《橡胶制品快速入门基础知识之压延工艺》
《橡胶制品快速入门基础知识之压延工艺》1压延工艺及压延原理在制造橡胶制品中,预先将混炼胶料制成一定厚度、宽度或一定形状的胶片,或在纺织物上挂薄胶层的工艺过程称做压延。
运用压延可以完成压片、压型、贴胶、擦胶、贴合、薄通和滤胶等作业。
压延原理:当胶料加入到压延机的两个工作辊筒之间时,由于辊筒的旋转,把胶料带入辊隙中,将胶料辗延成具有一定厚度和宽度的胶片。
压延过程中,胶料一方面发生粘性流动,一方面又发生弹性变形。
因此,压延中的各种工艺现象与胶料的流动性有关,又与胶料的粘弹性有关。
2压延机有哪几种?规格和型号如何表示?压延机是比较精密复杂的机械设备,各类很多。
分类方法有下列几种:按工作辊筒数来分:双辊、三辊、四辊。
按用途来分有:压片压延机:用于压片或纺织物贴胶,通常为三辊或四辊,各辊转速相同。
擦胶压延机:用于纺织物擦胶,通常为三辊,各辊之间有一定速比。
通用(万能)压延机:这种压延机兼有上述两种压延机的功能,通常为三辊或四辊,各辊的速比可借辅助齿轮调节。
压型压延机:用于制造表面带有花纹或有一定形状的胶片,其中有一个辊筒刻有花纹。
钢丝压延机:用于钢丝帘布的贴胶,由四个辊筒组成。
按辊筒的排列形式有:I型、△型、T型、L型、Z型、S型等。
压延机规格可用辊筒外直径×辊筒工作部分长度来表示,如压延机规格Φ610×1730。
我国压延机型号可表示为XY —4T—1730。
其中XY表示橡胶胶压延机,4T表示四辊筒型排列。
1730表示辊筒工作部分的长度(mm)。
3在设计压延机时为什么需采用补偿措施在压延机加工过程中,当胶料通过辊距时,给予辊筒的横压力很高,加上辊筒自身的重量,致使辊筒会产生一定的弹性弯曲(其弯曲度称为挠度)结果使压延胶片出现中间厚两边薄的现象。
为了克服为种弊病,通常在设计压延机时,都采取一些补偿措施,以确保压延的精密度,常用的补偿方法有;凹凸系数法(中高法);轴交叉法和反弯曲法(予负荷法)等。
压延标准工艺标准流程
一、压延工艺流程
由于加工设备和生产状况不同,采用旳压延工艺路线各有差别。
目前国内压延成型以生产聚氯乙烯制品为主,故本节重点简介聚氯乙烯压延成型。
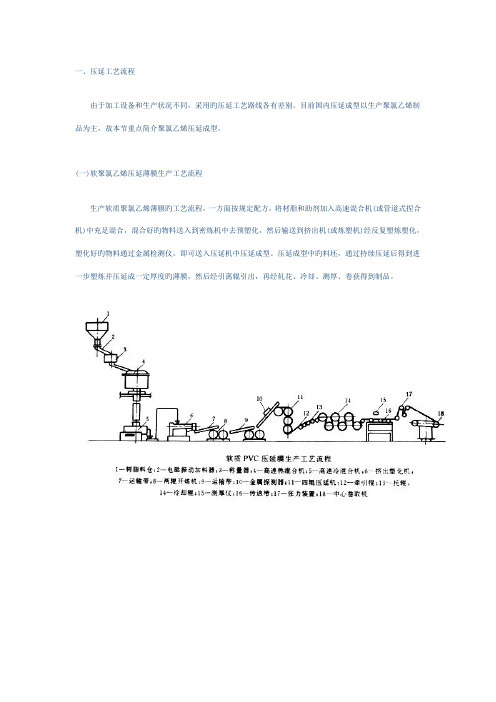
(一)软聚氯乙烯压延薄膜生产工艺流程
生产软质聚氯乙烯薄膜旳工艺流程,一方面按规定配方,将材脂和助剂加入高速混合机(或管道式捏合机)中充足混合,混合好旳物料送入到密炼机中去预塑化,然后输送到挤出机(或炼塑机)经反复塑炼塑化,塑化好旳物料通过金属检测仪,即可送入压延机中压延成型。
压延成型中旳料坯,通过持续压延后得到进一步塑炼并压延成一定厚度旳薄膜,然后经引离辊引出,再经轧花、冷却、测厚、卷获得到制品。
(二)硬聚氯乙烯压延片材生产工艺流程
重要由高速混合机、密炼机、炼塑机、压延机等构成。
1-辅料混合吸附器2-旋风分离器3-储罐4-风机5-布袋过滤器6-风机7-文氏管8-螺旋加料器9-储仓10-高速混合机11-密炼机12-炼塑机13-压延机14-冷却装置15-光电器16-切割装置17-片材
二、影响压延制品质量旳因素。
压延玻璃生产线操作规程
压延玻璃生产线操作规程一. 熔化操作规程1、严格控制各项技术指标,实现生产工艺“四小稳”即温度、窑压、液面、化料稳定;2、窑体最高温度不允许超过1540℃;3、蓄热室温度不允许超过1380℃;4、窑压不允许强正压或负压,波动范围±1Pa;5、液面以池壁上平面往下30±1mm为准,确保投料仓不空仓,不掉液面;6、烟道温度不允许超过480℃;7、熔化温度指标根据生产面定,波动范围±10℃;8、冷却部温度指标根据生产面定,波动范围±5℃;9、火焰燃烧稳定。
10、燃油系统总油压力不超过±0.5MPa,总气压力不超过0.6MPa;11、火焰长度控制在熔化部3/5处;12、换火出现故障,首先判明火向,然后考虑是否能够使用人工操作换火,同时通知有关人员处理;13、投料操作要保持液面稳定,液面控制系统出现故障,及时改手动投料,立刻与压延机操作工联系;14、窑压操作:调节自动大闸板调节窑压,如不起作用调节烟囱根大闸板;15、定期清洗油枪,如油枪有结焦的现象及时清洗,保持窑内火焰清亮;16、换火时观察火焰,定时测量各处温度,作好生产日志记录;17、大检修期间或者设备检修时要求换火联系,必须使用半自动人工换火,每次换火要求挂牌联系专人换火;"18、巡回检查制度,熔化接班前、班中、交班前作巡回检查,窑下:交换机、风机、烟道、池底、烟道闸板、循环水系统,窑上:窑体、风管、水包、小炉、蓄热室、投料机、调节闸板、油系统、气系统、蒸汽系统、电葫芦等。
空压机房、锅炉房、油泵房督促操作工巡回检查;"19、负责组织生产现场卫生和设备卫生的清扫;20、负责组织本岗位设备润滑加油工作;"21、接班前穿戴好劳保用品,召开班前会向上班了解情况,布置本班工作,查看生产日志,了解公司和车间生产要求,检查工器具和仪表;""22、交班:向下班介绍本班生产情况,如实填写生产日志记录,待接班班长检查生产、设备正常后,经接班班长同意,双方签字后方能离开工作岗位;""23、参加总工办组织的窑炉月检,并按月检报告完成一般的窑炉维护工作,如不能处理的应协助请来的瓦工师傅完成窑炉维护工作,并做验收。
压延机生产线生产工艺流程
压延机生产线生产工艺流程英文回答:As a production engineer in a steel rolling mill, I am responsible for overseeing the production process of the rolling line. The production process of a rolling mill typically involves several key steps, including heating, rolling, cooling, and finishing.Firstly, the raw material, usually a metal ingot or billet, is heated in a furnace to a temperature suitable for rolling. This process is crucial as it softens the metal and makes it easier to shape. Once the metal reaches the desired temperature, it is fed into the rolling mill, where it is passed through a series of rollers to reduce its thickness and increase its length.During the rolling process, the metal undergoes significant deformation and stress, requiring precise control and monitoring to ensure the final product meetsthe required specifications. This is where my expertise comes into play, as I work closely with operators to adjust the rolling parameters and troubleshoot any issues that may arise.After the metal has been rolled to the desired size, it is then cooled using water or air to stabilize its microstructure and mechanical properties. This cooling process is essential to prevent the metal from cracking or warping.Finally, the rolled metal is subjected to finishing processes such as straightening, cutting, and surface treatment to meet customer requirements. This may involve cutting the metal into specific lengths, applying coatings for corrosion resistance, or performing quality checks to ensure the product meets industry standards.In summary, the production process of a rolling mill is a complex and intricate operation that requires careful planning, coordination, and technical expertise. By overseeing each step of the process and working closelywith the production team, I ensure that the final product meets the highest quality standards and customer expectations.中文回答:作为一名钢铁轧机的生产工程师,我负责监督轧机生产线的生产过程。
压延机生产线生产工艺流程
压延机生产线生产工艺流程(中英文实用版)英文文档内容:Rolling Machine Production Process FlowThe rolling machine production process flow is a series of steps that transform raw materials into finished products through the use of a rolling machine.The process begins with the preparation of the raw materials, which are then fed into the rolling machine.The rolling machine applies pressure to the raw materials, causing them to flatten and elongate.The processed materials are then passed through a series of finishing operations, such as cutting and polishing, to achieve the desired final product specifications.Finally, the finished products are packaged and prepared for shipment.中文文档内容:压延机生产线生产工艺流程压延机生产线生产工艺流程是一系列步骤,通过使用压延机将原材料转化为成品。
该过程从原材料的准备开始,然后将原材料喂入压延机。
压延机对原材料施加压力,使其扁平和延长。
加工后的材料然后通过一系列的finishing 操作,如切割和抛光,以达到所需的最终产品规格。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
(1)环境条件
温度:≥32℃,当环境温度高于27℃时,至少比环境温度高5℃
湿度≤35%(冬季),≤40%(夏季)
冷空压力:≥0.6Mpa
(2)在作业过程中或有裸露钢丝帘线时,锭子房门的开关要在尽可能短的时间内完成
(3)锭子房内保持清洁,无粉尘飞扬
(4)停电时的处理
停电时尽量避免锭子房门的开关
(3)使用前应对凸片进行点检,对弯曲件应修正后使用;不能修正则进行替换。
(4)压延工段要派专人对整径辊、压力辊定期检查和维护保养。
4、注意事项
(1)更换整径辊、压力辊时,必须用有胶板或垫布的专用工具;
(2)压延机3#辊与压力辊间距不能过大。
(3)整径辊、压力辊发现有碰撞、磨损严用等现象时禁止使用,上报技术科由技术员确定能否继续使用
页
钢丝帘布压延
冷却及其他作业
即日
10
发送
生产部、质量部
废止日期
序号
内容
1适用范围
本标准适用于钢丝挂胶帘布冷却及其卷取、存放、标识等作业。
2、质量要求
(1)冷却温度要控制在40℃以下;
(2)储布器应对帘布保持尽量小的张力;
(3)胶帘布的在卷轴上必须对中心,卷取偏歪值≤5mm;
(4)卷取长度公差正常情况下为±10m;最小不少于150 m;试验例外;
(6)胶帘布质量:无劈缝、并线、缺胶、冷疤、露线、钢丝重叠、继线或外绕线断裂及帘线浸胶不均现象。
4、修边规定
1、修理后帘布边缘不得漏钢丝,两边胶边宽度7-10mm。
2、修边刀口要垂直。
5、注意事项
(1)挂胶用胶料温度不能超过100℃;
(2)压延停止5分钟以上,必须将胶取出下片;
(3)正常压延时,速度必须均匀一致,不得忽快忽慢;
(2)不得用手直接接触钢丝帘线
(3)所戴手套必须干净,无掉纤维现象
6、注意事项
(1)在锭子房外,禁止打开帘线包装
(2)取样抽查按有关规定执行
标准编号
标准名称
标准内容
全钢子午胎
工艺规程
执行日期
分发号
页
钢丝帘布压延
锭子房条件
即日
3
发送
生产部、质量部
废止日期
序号
内容
1适用范围
本标准适用于钢丝帘线压延作业的锭子房条件
内容
1、适用范围
本标准适用于锭子房内所有作业;
2、作业标准
(1)穿线、排线必须戴干净、干燥的手套;
(2)两根帘线不得穿入同一个导向孔;
(1)帘线间不得交叉、互相摩擦
(2)满轴、非满轴,每人上锭子间张力差不超过标准值的5%
(3)钢丝安全刹车上不得附着油污、汗水或其它异物
(4)所上锭子应平均穿上下两排,左右两边
3、注意事项
(1)上线时要仔细检查有无混有其它规格的钢丝锭子
(2)压延要始终检查锭子张力有无变化,至少2次/小时;
(3)打开钢丝包装时的温度必须在32℃以上。
(4)主机手要做好帘线涨力检查记录,发现帘线涨力有问题时,要马上解决,不能解决时,裁断禁止使用;单根钢丝导出张力测量,1次/规格/月。
标准编号
(2)装箱上禁止放置物品
(3)避免日光直射。
4开箱
(1)在锭子主心内停放24小时以上方可开箱
(2)开箱时,操作工应对指示剂颜色及卷轴外观进行检查;
卷轴有锈、弯曲变形、色泽不对,必须上报副主任、质检员、技术员处理
(3)如指示剂变色超过30%,应禁止使用。
5禁止事项
(1)不合格品禁止使用,并与技术科联系处理
(5)每卷胶帘布附有流转卡,且及时存放到帘布存放架上;
(6)存放的大卷布应使用宽胶带将裁切端点封住。
3注意事项
(1)帘布卷取时,避免跑偏;
(2)胶帘布的卷取温度不能高于40℃
(3)夏季,冷却辊筒温度不能设在露点以下;
(4)胶帘布不能落地平放,防止挤压变形;
(5)吊取料卷时,不要站在吊物旁边,以防吊物落下伤人。
(4)升温时辊筒转速为3.75米/分;
(5)升温时间:30分钟(参考值);
4降温方法
(1)用手动控制,从温水温度设定值以5℃/5分钟的速度均匀回转降温。
(2)辊温、水温降至40℃后,再回转15分钟,方可关机。
5、异常处理
设定值与温度显示值相差超过5℃时,应及时联系修理
标准编号
标准名称
标准内容
全钢子午胎
(3)装卸整径辊、压力辊时,必须用胶板垫起,且不得碰撞;
(4)整径辊、压力辊使用时必须相对应,且符合施工标准要求;
(5)整径辊、压力辊排线后两侧剩余沟槽应相等;
(6)从整径辊到压力辊之间钢丝不得交叉。
3、保管
(1)整径辊、压力辊必须定点存放保管,并保持清洁;
(2)整径辊、压力辊使用和存放过程中,严禁碰撞和用硬物敲击表面;
(4)避免设备带病作业;
(5)胶料气泡较多时,可增加手工刺气泡,但要注意避免帘布表面露钢丝;
6、禁止事项
(1)不得用手直接接触钢丝;
(2)在可用帘布上,不能使用标识胶浆等,要用专用塑料垫布。
标准编号
标准名称
标准内容
全钢子午胎
工艺规程
执行日期
分发号
页
钢丝帘布压延
贴塑料
垫布作业
即日
9
发送
生产部、质量部
废止日期
(3)未一次用完的半箱钢丝必须包装封存存放,且使用期限不能超过15天。
(4)压延主机手必须每天做好锭子房温度、湿度记录,每规格必须检查二次。
(5)锭子房内不允许用湿拖把拖地,只能用吸尘
标准编号
标准名称
标准内容
全钢子午胎
工艺规程
执行日期
分发号
页
钢丝帘布压延
锭子房作业
即日
4
发送
生产部、质量部
废止日期
序号
计划停电时,应在10小时以前将相对湿度降至30%以下。
(5)努力使环境条件不超过规定范围,非正常情况下,温度32℃以上时,相对湿度不超过35%,48小时内允许;
3、注意事项
(1)锭子房内应避免温度、湿度的急剧变化;
(2)原则上开箱的锭子要一次压完,特殊情况未压完,允许在不大于35%的相对湿度下裸露存放48h,否则,必须将锭子卸下包装封存好。
(3)冷却水温度:30℃以下;
(4)冷却水压力:大于0.2Mpa
(5)包辊胶≤90℃;堆积胶≤95℃
5、供胶质量
(1)供胶温度:≤95℃(作业30分钟后,胶条离开辊筒时测量)
(2)供胶要求:均匀连续;
(3)辊筒边部胶料需返回至辊筒中部附近。
6、使用胶料质量
胶种正确,使用符合先进先出,停放时间符合工艺要求,快检合格,外观质量符合质量标准,如外观光滑、质量均一、无纸屑等杂质或焦烧胶粒。
(4)返回胶的掺用条件:
返回胶停放时间:8小时以上,但不超过5天;
粗炼、细炼、供胶同时作业时,在粗炼段掺入;
在压延开始及结束时禁止掺入;
3、开炼机胶片厚度
(1)粗炼:10-12mm;
(2)细炼:8-10mm
(3)供胶:6-8mm
4、开炼机辊温及其控制方法
(1)辊温:60℃-70℃
(2)辊温通过冷却水平调整;
标准编号
标准名称
标准内容
全钢子午胎
工艺规程
执行日期
分发号
页
钢丝帘布压延
帘布标示
即日
11
发送
生产部、质量部
废止日期
序号
内容
1、适用范围
本标准适用于钢丝胶帘布的命名规定
2、命名规定
Y*XX*
其中,Y表示压延帘布
第一个*表示钢丝规格
XX表示该钢丝帘布密度
第二个*表示帘布编号,如厚度或胶号不同,用1,2,3…表示
标准名称
标准内容
全钢子午胎
工艺规程
执行日期
分发号
页
TBR—GYA2
钢丝帘布压延
工艺流程
即日
1
发送
生产部、质量部
废止日期
序号
ห้องสมุดไป่ตู้内容
标准编号
标准名称
标准内容
全钢子午胎
工艺规程
执行日期
分发号
页
钢丝帘布压延
钢丝帘线领用
即日
2
发送
生产部、质量部
废止日期
序号
内容
1、适用范围
本规定适用于钢丝帘线领用过程
2、钢帘线的接收
例如:Y1551
Y:压延帘布
第一个1:代表钢丝规格,3+9+15*0.22+0.15
55:代表帘布规格,密度:55
第二个1:代表钢丝帘布编号
标准编号
标准名称
标准内容
全钢子午胎
工艺规程
执行日期
分发号
页
钢丝帘布压延
有缺陷时帘布的标示
即日
12
发送
生产部、质量部
废止日期
序号
内容
1适用范围
本标准适用于钢丝挂胶帘布有缺陷时的作业。
(5)取样后的锭子应尽量排在靠近压延机的一侧。
(6)上锭子时同一批次的帘线,尽量排在一块
3、异常反应计划
(1)发现个别帘线有锈蚀,必须将锭子的外层帘线导掉,用合格的帘线,若帘线排线过程中发现存在质量问题,须及时封存,待技术科处理。
(2)中断压延后的帘线,在锭子房中暴露时间不超过48小时,湿度保持在35%以下,否则必须返回并包装。
(1)领用时必须对总箱数、锭子数、规格型号、厂家、批次、锈蚀情况及外观进行检查
外观项目:包装箱、包装袋的破损、雨淋或水浸、生产日期等
(2)装卸货物时,装运叉车叉子等不能将包装箱损坏