激光(振镜)运动控制器用户手册
激光振镜控制器用户手册
用户手册的使用对象
本编程手册适用于,具有硬件基本知识,对控制有一定了解的工程人员。
用户手册的主要内容
本手册由三章内容和附录组成。第一章“概述” ,简介激光振镜运动控制器及如何构 成激光控制系统;第二章“快速使用” ,介绍运动控制器安装、接线和驱动程序的安装;第 三章“系统调试” ,介绍利用运动控制器配套软件,进行系统调试;附录提供了:运动控制 器技术参数;典型接线;故障处理。
第一章 概述 .............................................1
1.1 简介 ...................................................................................................................................................1 1.2 激光(振镜)运动控制器型号及含义 ..........................................................................................1 1.3 激光振镜运动控制器功能列表 .......................................................................................................2 1.4 激光振镜控制系统的基本组成 ......................................................................................................3
激光振镜标刻软件说明书中文版
鑫刻激光振镜标刻软件用户使用手册软件版本:V2.0修订日期:2012年12月由于软件升级所造成的实际操作方式、功能设置等,如有与本手册不符之处,以软件为准。
目录第一章:鑫刻激光振镜标刻软件介绍 (3)1.1 软件简介 (3)1.2 软件安装 (3)1.3 软件功能 (5)1.4 软件设置 (5)1.5软件界面 (7)第二章:快速入门 (11)2.1 启动系统 (11)2.2 输入打标文件 (11)2.2.1打开旧文件 (11)2.2.2 直排文字的输入 (11)a 直排文字b. 置中c. 文字对齐方式d. 步距e. 单字属性f. 字体设置g. 填充h. 矩阵排列2.2.3 弧排文字的输入 (16)2.2.4 序列号的输入 (16)2.2.5 日期的输入 (17)2.2.6 时间的输入 (18)2.2.7 可变文本的输入 (18)2.2.8 组合替换 (19)2.2.9 数据库参数设置 (19)2.3 图形文件 (20)2.3.1 简单图形 (20)2.3.2 交互式图形 (22)a. PLT文件b. DXF文件c. AI文件d. IMG图片文件2.3.3 一维条码 (25)2.3.4 二维条码 (25)2.3.5 刻度盘 (27)2.3.6 旋转打标文件输入 (27)2.4打标参数设置 (28)2.4.1 图层参数 (28)2.4.2 延迟参数 (31)a. 跳转延时b. 开光延时c. 关光延时d. 折点延时2.5 引导红光 (33)2.5.1 定位域设置 (33)2.5.2 红光测试 (34)2.5.3 指定红光位置 (34)2.6 打标 (35)第三章:系统参数设置 (37)3.1 振镜设置 (37)3.2 辅助轴设置 (38)3.3 校正参数设置 (40)第四章:扩展功能 (42)4.1 多工位旋转打标 (42)4.2 数据库设置 (45)第五章:文件编辑示例第一章鑫刻激光振镜标刻软件介绍1.1 软件简介鑫刻软件由市鑫刻光电设计的激光振镜标刻专用软件,功能强大,简易的菜单操作方式,可打印各种中英文字体、矢量图形PLT、DXF文件、点阵图形BMP文件、序列、条形码和二维码、刻度尺。
激光机操作说明书(DSP5.1)03
2.1.1图层参见第五章。
2.1.5.1 2.1.5.2 2.1.5.3 2.1.5.4 2.1.5.5 2.1.5.62.1.5.82.1.5.9 2.1.5.10 2.1.5.113.1激光输出参见“第二章 2.1”3.2导出数据对应工具条上的图标为对应工具条上的图标为对应工具条上的图标为导入数据 控制面板设置激光头停靠位置 编辑工具条 图层工具条 状态栏对应工具条上的图标为对应工具条上的图标为对应工具条上的图标为对应工具条上的图标为对应工具条上的图标为对应工具条上的图标为对应工具条上的图标为对应工具条上的图标为对应工具条上的图标为对应工具条上的图标为对应工具条上的图标为对应工具条上的图标为对应工具条上的图标为对应工具条上的图标为对应工具条上的图标为对应工具条上的图标为对应工具条上的图标为对应工具条上的图标为点击“选择”按钮对应工具条上的图标为旋转图形。
点击“选择”按钮对应工具条上的图标为点击“选择”按钮对应工具条上的图标为点击“选择”按钮对应工具条上的图标为缩放图形。
点击“选择”按钮对应工具条上的图标为对应工具条上的图标为对应工具条上的图标为对应工具条上的图标为点击“重置”按钮,选中某个图形,点击“空格键”或者对应工具条上的图标为对应工具条上的图标为对应工具条上的图标为对应工具条上的图标为对应工具条上的图标为对应工具条上的图标为对应工具条上的图标为一行后,点击或者改变图形或者加工参数后,请点击在“输出”栏中可以选择是否输出该图层。
表示该图层输出,,,,,,,:设置高级参数。
点击该按钮,“参数设置”对话框内有很多查看对应的信号是否有响应即可知道该输入信号是否正常。
选中某个信号,点击,可以查看相应的设备是否响应。
显示显示。
振镜式激光焊接机软件的使用

振镜式激光焊接机软件的使用
振镜式激光焊接机是通发激光公司通过中外技术合作最新研制开发出的
专门适用于大批量五金产品精密焊接加工的设备。
本机体积小巧,操作方便,焊点牢固美观,适合各种金属材料的焊接。
能长时间工作,受热范围小,无
污染。
可用于焊接各种铍铜,不锈钢,铝,铂金、K金、银、钛金、多种金
属材料及其合金。
它的软件操作使用方法如下:
1、主界面:
鼠标双击ur welding(scanner).exe,进入主界面。
下图所示。
2、菜单栏
2.1 文件菜单
新建:新建一个空白的.us文件。
功能同工具栏的。
打开:打开一个已存在的.us文件。
功能同工具栏的。
关闭:关闭当前打开的文档。
保存:将当前显示的文档数据存入一个.us文件中。
功能同工具栏的。
另存为:将当前显示的文档数据存入一个新的.us文件中。
退出:退出程序。
2.2 编辑菜单
撤销:回退到当前操作的上一步操作。
功能同工具栏的。
重做:前进到当前操作的下一步操作。
功能同工具栏的。
剪切:剪切当前选中对象。
功能同工具栏的。
复制:复制当前选中对象。
功能同工具栏的。
粘贴:粘贴当前已复制或已剪切的对象。
功能同工具栏的。
删除:删除当前选中对象。
功能同工具栏的。
2.3 绘制菜单
利用鼠标左键单击绘制点、线、圆弧、圆、四边形、IO以及导入矢量文件。
2.4 查看菜单。
激光机控制系统说明书最新模板

激光机控制系统说明书最新《激光机的触摸屏控制系统》一、主界面开启激光控制系统,稍等系统启动完成,LCD显示屏上出现系统主界面,如下图:图1 主界面界面此时会显示初始化,因此在打开系统之前,请确认触摸屏与控制板和激光打标机是否正常连接,初始化完成后,点击【打印】图标,系统进入打印操作界面。
二、激光打标控制系统的操作2.1概览进入控制系统的打印界面,屏幕上显示系统的打印界面如下图:图2 系统的打印界面界面简单清爽,中间网格区域为所见即所得的标记内容显示视图,默认尺寸为100mm×100mm,右边为操作设置菜单栏,包含了各种打印的参数设置以及操作。
底部显示的是功能按钮,左上角为主页按钮,用户点击可直接退回到主界面,右上角为返回按钮,点击返回到上一页。
2.2、快速入门在这节中,我们将简单的介绍如何新增一个文档,把自己所需的打标内容编辑到新增的文档中,对文档的相关参数进行设置,最后在工件上进行刻印出来。
新添加文档来进行打标,我们提供有两种方式:一、在打印界面,点击【更改文档】,如下图:图3点击后进入文档的界面,如下图:图4点击界面左小角【新增】,出现新增文档编辑名称的对话框,修改名称后点击【确认】,出现文档编辑框如下图:图5二、在主界面,点击【文档】功能图标,进入文档管理界面,如下图:图6点击【新增】按钮,出现编辑名称的对话框,修改名称后点击【确认】,出现文档编辑框如图5.以上两种方法都能够建立打印文档。
在编辑界面顶部菜单栏点击【新增】,选择所需要添加的内容,比如文本与组合文本,如下图:图7添加文本后如下图:图8文本标记被一个黑框所包围,说明这个文本标记是处于被选择的状态,同时右边栏里的标记列表,也用颜色标记选中的标记,当标记处于选择状态时,能够点击右边操作页的【文本】,修改文本的内容,也可双击文本标记修改文本内容。
如下图:图9标记内容可任意修改,例如将内容改成“ABCDEF”,点击确认按钮,此时能够看到视图中的标记内容已经改变,如下图:图10当文本标记处于被选择状态时,还能够在界面右下方操作区域更改标记的属性,例如字体的选择与字体的类型,如下图:图11选择对应的字体类型后,在【字体选择】选择相对应的字体,如下图:图12这个标记我们暂时就只修改内容。
激光振镜运动控制系统开发
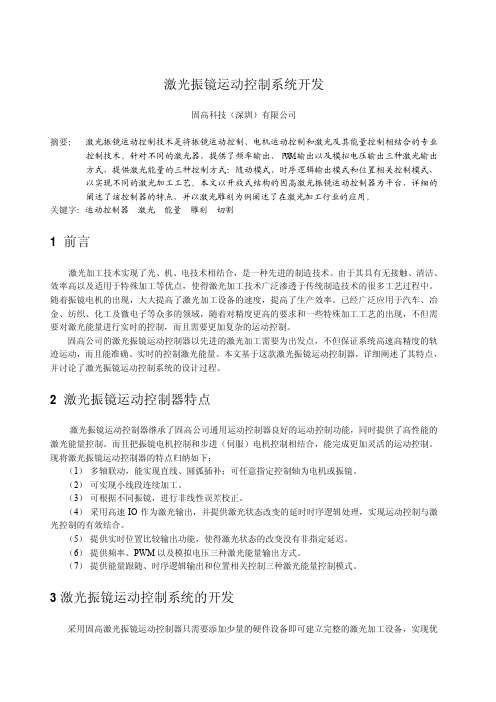
激光振镜运动控制系统开发固高科技(深圳)有限公司摘要:激光振镜运动控制技术是将振镜运动控制、电机运动控制和激光及其能量控制相结合的专业控制技术。
针对不同的激光器,提供了频率输出、PWM输出以及模拟电压输出三种激光输出方式,提供激光能量的三种控制方式:随动模式、时序逻辑输出模式和位置相关控制模式,以实现不同的激光加工工艺。
本文以开放式结构的固高激光振镜运动控制器为平台,详细的阐述了该控制器的特点,并以激光雕刻为例阐述了在激光加工行业的应用。
关键字:运动控制器激光能量雕刻切割1前言激光加工技术实现了光、机、电技术相结合,是一种先进的制造技术。
由于其具有无接触、清洁、效率高以及适用于特殊加工等优点,使得激光加工技术广泛渗透于传统制造技术的很多工艺过程中。
随着振镜电机的出现,大大提高了激光加工设备的速度,提高了生产效率。
已经广泛应用于汽车、冶金、纺织、化工及微电子等众多的领域,随着对精度更高的要求和一些特殊加工工艺的出现,不但需要对激光能量进行实时的控制,而且需要更加复杂的运动控制。
固高公司的激光振镜运动控制器以先进的激光加工需要为出发点,不但保证系统高速高精度的轨迹运动,而且能准确、实时的控制激光能量。
本文基于这款激光振镜运动控制器,详细阐述了其特点,并讨论了激光振镜运动控制系统的设计过程。
2激光振镜运动控制器特点激光振镜运动控制器继承了固高公司通用运动控制器良好的运动控制功能,同时提供了高性能的激光能量控制。
而且把振镜电机控制和步进(伺服)电机控制相结合,能完成更加灵活的运动控制。
现将激光振镜运动控制器的特点归纳如下:(1)多轴联动,能实现直线、圆弧插补;可任意指定控制轴为电机或振镜。
(2)可实现小线段连续加工。
(3)可根据不同振镜,进行非线性误差校正。
(4)采用高速IO作为激光输出,并提供激光状态改变的延时时序逻辑处理,实现运动控制与激光控制的有效结合。
(5)提供实时位置比较输出功能,使得激光状态的改变没有非指定延迟。
GT系列激光振镜运动控制器(GT-400-SCAN)
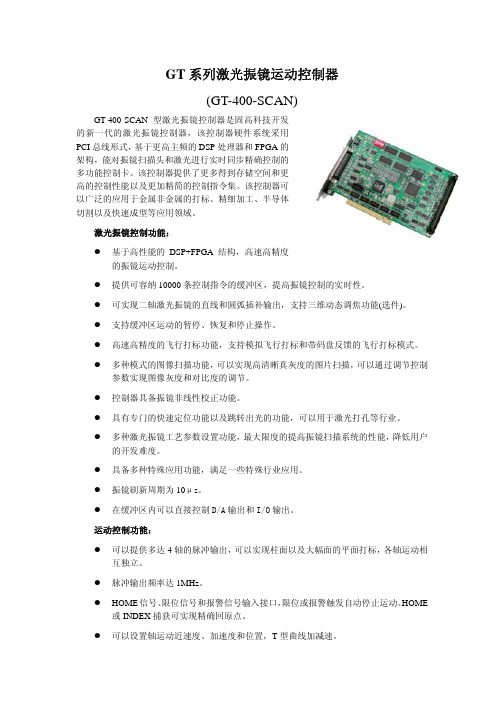
GT系列激光振镜运动控制器(GT-400-SCAN)GT-400-SCAN型激光振镜控制器是固高科技开发的新一代的激光振镜控制器,该控制器硬件系统采用PCI总线形式,基于更高主频的DSP处理器和FPGA的架构,能对振镜扫描头和激光进行实时同步精确控制的多功能控制卡。
该控制器提供了更多得到存储空间和更高的控制性能以及更加精简的控制指令集。
该控制器可以广泛的应用于金属非金属的打标、精细加工、半导体切割以及快速成型等应用领域。
激光振镜控制功能:基于高性能的DSP+FPGA结构,高速高精度的振镜运动控制。
提供可容纳10000条控制指令的缓冲区,提高振镜控制的实时性。
可实现二轴激光振镜的直线和圆弧插补输出,支持三维动态调焦功能(选件)。
支持缓冲区运动的暂停、恢复和停止操作。
高速高精度的飞行打标功能,支持模拟飞行打标和带码盘反馈的飞行打标模式。
多种模式的图像扫描功能,可以实现高清晰真灰度的图片扫描,可以通过调节控制参数实现图像灰度和对比度的调节。
控制器具备振镜非线性校正功能。
具有专门的快速定位功能以及跳转出光的功能,可以用于激光打孔等行业。
多种激光振镜工艺参数设置功能,最大限度的提高振镜扫描系统的性能,降低用户的开发难度。
具备多种特殊应用功能,满足一些特殊行业应用。
振镜刷新周期为10μs。
在缓冲区内可以直接控制D/A输出和I/O输出。
运动控制功能:可以提供多达4轴的脉冲输出,可以实现柱面以及大幅面的平面打标,各轴运动相互独立。
脉冲输出频率达1MHz。
HOME信号、限位信号和报警信号输入接口,限位或报警触发自动停止运动。
HOME 或INDEX捕获可实现精确回原点。
可以设置轴运动近速度、加速度和位置,T型曲线加减速。
激光控制功能:可以设置激光开关延时,单位为1us ,且延时时间可以为负值,即可以提前开光。
PWM输出的时基可选,分别为1MHz和8MHz。
可直接设置PWM输出的频率和占空比,用于控制CO2激光器输出的能量大小或控制Q驱动器的Q脉冲,最高频率可达8MHz。
激光机用户指南
激光刻印机3 轴控制 YVO4 激光刻印机3 轴控制绿激光刻印机3 轴控制光纤激光刻印机3 轴控制CO2 激光刻印机KEYENCE 激光刻印机阵容3轴YVO4 激光刻印机MD-V9900A(基本波长: 1064 nm)MD-S9900A(SHG波长:532 nm)3轴光纤激光刻印机MD-F3000(波长:1090 nm)■根据需要可选择2种波长■实现高质量高精度刻印■全新“取景器功能”■同类中最大的300mm x 300 mm区域■高功率刻印机■通过超高速刻印和加工大幅度提高单位生产率■不受环境空气影响无风扇的刻印头■同类中最大的300mm x 300 mm区域三轴控制30 W 高功率全空气冷却三轴控制金属金属深刻印瓷器树脂300 x 300 mm超宽区域超小型内置取景器300 x 300 mm超宽区域树脂金属黑色刻印涂层剥落瓷器2(nm)30038040050053260070078080010641090106003轴CO 2激光刻印机ML-Z9500(波长:10.6 μm )激光刻印机光波长分布图波长: 532 nmYVO 4 SHG 激光SHG 波长型刻印机实现损伤更少的高品质刻印可对应金属、树脂等广泛用途的基本波长机型可对应树脂、纸、玻璃等金属以外材质的机型波长: 1064 nm YVO 4 激光波长: 1090 nm 光纤激光波长: 10600 nm CO 2 激光■ 业界首创 3D 刻印■ 实现高精度加工■ 可任意改变光点大小■ 同类中最大的300mm x 300 mm 区域三轴控制全空气冷却玻璃纸300 x 300 mm 超宽区域30 W 高功率树脂瓷器紫外线红外线可见光谱3材质分类选定表材质名SHG激光刻印机MD-S系列YVO4激光刻印机MD-V系列/光纤激光刻印机MD-F系列CO2激光刻印机MD-Z系列树脂PE(聚乙烯)◎○○PC(聚碳酸酯)◎○○PP(聚丙烯树脂)◎○○POM(聚甲醛)◎◎○PBT(聚对苯二甲酸丁二醇酯)◎◎○PET(聚乙烯对苯二酸盐)××○ABS(丙烯腈丁二烯苯乙烯)◎◎○EP(环氧树脂)◎◎◎PF((苯)酚,石炭酸)◎◎◎UF(尿素树脂)◎◎◎PVC(氯乙烯)◎◎◎PA(聚酰胺)◎◎○SI(硅胶)◎○×金属铁◎◎×铝◎◎×镍◎◎×不锈钢◎◎×铜◎○×金◎○×其他陶瓷◎○○木材△△◎纸类△△◎玻璃××◎橡胶◎◎◎*所注明的◎、○、△、×判定,会根据对象物的状态和添加剂以及设定条件的不同而不同。
ZMC420SCAN 激光振镜运动控制器的应用

ZMC420SCAN 激光振镜运动控制器的应用导语:ZMC420SCAN系列是正运动技术推出的振镜运动控制器,集成了复杂的运动控制和振镜控制等功能,是一款为激光行业客户提供需要同时控制电机轴运动、振镜轴运动、激光能量控制的专业控制器,在一台设备上完成振镜打标或者轨迹切割的功能,广泛应用于金属或非金属的大幅面拼接打标及切割、普通振镜打标及切割、XY+振镜轴联动无拼接打标及切割等场合。
本文通过对ZMC420SCAN的产品介绍来了解其在激光行业的相关应用。
一、ZMC420SCAN产品功能介绍1.ZMC420SCAN的振镜功能•XY2-100的振镜控制协议,刷新周期50us•两组二轴激光振镜的直线插补、圆弧插补及连续轨迹加工等输出•简单的振镜工艺参数设置,降低客户的开发难度•振镜矫正功能,保证激光加工的精度2.ZMC420SCAN的激光控制•O-10V模拟量输出、高速PWM输出可控制激光能量•可实现PWM输出、模拟量输出与运动速度的同步•数字量输入输出可控制激光器的开关闸、光纤激光器的能量控制等•精准输出,可以设置微秒级的提前、延时开关激光3.ZMC420SCAN的运动控制•20轴EtherCAT总线/RTEX总线/脉冲控制,可混合使用•4096段运动缓冲,可实现脉冲轴/总线轴和振镜轴的混合插补•多维硬件位置比较输出,位置同步输出PSO功能•电子凸轮、同步跟随、直线插补、圆弧插补、连续轨迹加工、30+种机械手正逆解算法等二、ZMC420SCAN的振镜应用激光振镜打标和切割是利用高能量密度的激光对工件进行局部照射,使表层材料汽化或发生颜色变化的化学反应,从而留下标记或者完成切割,可以打出各种文字、符号和图案以及切割不同材质成为不同形状的工件。
按照激光器类型和行业应用,市场主流可分为光纤激光打标、紫外激光打标、二氧化碳激光打标、二氧化碳激光切割、光纤激光切割等,广泛应用于手机制造业、汽车行业、新能源、五金、家电、钟表、医疗和食品包装材料、电子元器件、陶瓷玻璃等行业。
阿玛达激光操作手册

2050×750×1176mm
寸 {80.71×29.53×41.57in.} {80.71×29.53×41.57in.} {80.71×29.53×41.57in.} {80.71×29.53×46.30in.}
7
第一章 控制
8
9
10
[17] STAR 按钮 在 MEMORY 或 MDI 的模式中按下后开始操作,同时在操作中按键灯点亮。 [18] STOP 按钮 停止正在进行的操作,在停止运行期间按键灯随之点亮,当再次按下此按键时终止中断模式。
c) 在操作设备时必须站在危险区以外。
d) 接通电源时不要打开激光振荡器或电源控制盒――里面有高压。
e) 不要把钥匙留在钥匙开关里,当不用时钥匙要由专门的人员保管。
f) 当你佩戴起搏器或类似的电子设备时不要靠近设备,因为设备运行时产生的 电磁波可
能干扰起搏器等设备甚至会使其失灵。
g) 不要把会反射激光光束的材料或物体放在激光头下,不要加工铜质的材料,这么做不仅会
X
80m/min
80m/min
{262.4ft/min}
{262.4ft/min}
Y
80m/min
80m/min
{262.4ft/min}
{262.4ft/min}
Z
60m/min
60m/min
{196.8ft/min}
{196.8ft/min}
工件最大重量 (只有设备)
580kg {1278.9lb}
11
但是,如果设备停止是由于安全报警引起的,此按键灯会一直亮着。 [19] EMERGENCY STOP 按钮 可以在任何模式下停止对设备的操作,被终止的操作不会恢复,只能从新开始。当按下此按键 , 按键即被锁定,只有插入钥匙并顺时针旋转才能解锁。解锁后保管好钥匙。 [20] SHUTTLE 开关 当旋转到 ON 时选择用于切割的 CO2 激光,当旋转到 OFF 时选择用于定位的 He-Ne 激光。 [21] MODE 按钮 这些按键用来选择 CNC 模式。只有当 MODE 开关旋到 ON 时这些按键才可以使用,当模式被 选定时按键灯点亮,当手动按键被按下,可以进行手轮控制盒的操作,同时所有的模式灯熄灭 , 当任何模式按键被按下或再次按下手动按键时可以恢复 CNC 控制面板操作。
08_说明书_AHL-SW200振镜激光焊接机[59页]
![08_说明书_AHL-SW200振镜激光焊接机[59页]](https://img.taocdn.com/s3/m/c8b150d384254b35eefd34c4.png)
振镜激光焊接机AHL-SW200使用说明书深圳市奥华激光科技有限公司首先对贵公司购买奥华公司AH-SW200 YAG振镜焊接机激光焊接机表示衷心的感谢。
本使用说明书中记载着AH-MFW200的操作方法及使用,保养注意事项。
为保证正确使用本设备,请仔细阅读使用说明书,并妥善保管,以便随时查阅。
如有不明白,请与我们的工程师联系。
目录目录目录 (2)1. .............................................. 注意事项32. ....................................................... 安装要求 (5)3. ....................................................... 维护保养 (5)4. ............................................................... 安装 (7)5. ........................... 整机操作说明及维护保养 (7)6. 安全规范 (19)7.常见故障判断与排除 (19)8. ........................... 自动焊接软件及使用说明 . (22)9. .. C NC2000数控编程主要命令及使用说明 (32)10. ............. 振镜控制系统软件安装操作说明作说明 . (40)1、注意事项(1)、警告请不要让YAG激光照射到皮肤,可能会造成灼伤。
请不要让YAG激光照射到可燃物,可能会造成火灾。
激光加工中或加工刚结束时,请不要马上触摸工件,此时工件可能处于高温状态。
请牢固连接指定的电线电缆,如使用容量不足的电缆或连接方法不正确,会引起火灾。
请不要损伤电源电缆,连接线。
一旦损伤,会造成触电、短路、起火。
如有损坏,需要修理、更换,请与本公司联系。
激光振镜运动控制器
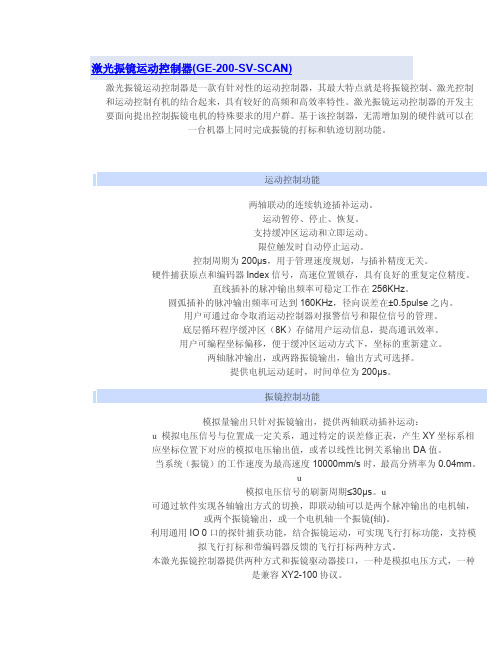
激光振镜运动控制器(GE-200-SV-SCAN)激光振镜运动控制器是一款有针对性的运动控制器,其最大特点就是将振镜控制、激光控制和运动控制有机的结合起来,具有较好的高频和高效率特性。
激光振镜运动控制器的开发主要面向提出控制振镜电机的特殊要求的用户群。
基于该控制器,无需增加别的硬件就可以在一台机器上同时完成振镜的打标和轨迹切割功能。
运动控制功能两轴联动的连续轨迹插补运动。
运动暂停、停止、恢复。
支持缓冲区运动和立即运动。
限位触发时自动停止运动。
控制周期为200μs,用于管理速度规划,与插补精度无关。
硬件捕获原点和编码器Index信号,高速位置锁存,具有良好的重复定位精度。
直线插补的脉冲输出频率可稳定工作在256KHz。
圆弧插补的脉冲输出频率可达到160KHz,径向误差在±0.5pulse之内。
用户可通过命令取消运动控制器对报警信号和限位信号的管理。
底层循环程序缓冲区(8K)存储用户运动信息,提高通讯效率。
用户可编程坐标偏移,便于缓冲区运动方式下,坐标的重新建立。
两轴脉冲输出,或两路振镜输出,输出方式可选择。
提供电机运动延时,时间单位为200μs。
振镜控制功能模拟量输出只针对振镜输出,提供两轴联动插补运动:u模拟电压信号与位置成一定关系,通过特定的误差修正表,产生XY坐标系相应坐标位置下对应的模拟电压输出值,或者以线性比例关系输出DA值。
当系统(振镜)的工作速度为最高速度10000mm/s时,最高分辨率为0.04mm。
u模拟电压信号的刷新周期≤30μs。
u可通过软件实现各轴输出方式的切换,即联动轴可以是两个脉冲输出的电机轴,或两个振镜输出,或一个电机轴一个振镜(轴)。
利用通用IO 0口的探针捕获功能,结合振镜运动,可实现飞行打标功能,支持模拟飞行打标和带编码器反馈的飞行打标两种方式。
本激光振镜控制器提供两种方式和振镜驱动器接口,一种是模拟电压方式,一种是兼容XY2-100协议。
对于振镜控制,提供缓冲区模式下的运动延时,时间单位为10μs。
RLV-5500旋转激光振动测量仪说明书

RLV-5500 Rotational Laser Vibrometer2RLV-5500 Rotational Laser Vibrometers are advanced non-contact angular velocity and displacement sensors, perfect for measuring rotating structural dynamics. RLV give access to order analysis data of drivetrains, power generation equipment or aircraft propulsion systems without touching or disassembling components.The RLV-5500 Rotational Laser Vibrometer incorporates high-performance digital decoding techniques for an improved signal-to-noise-ratio, an expanded RPM range to 20,000 RPM and a compact sensor. The compact design with flexible fiber-optics makes it very easy to get close to the measurement object. For industrial environments, a robust design is combined with an integrated air purge system to cool the sensor head and prevent contaminationfrom oil mist and dust.Highlights■Non-contact measurement of RPM, angular velocity and angular displacement■Quick setup, alignment and repositioning of fiber-coupled sensor■Versatile with up to 20,000 RPM and 10 kHz■Good signal-to-noise ratio through digital demodulation and filtering■High resolution throughout the complete RPM range■Integrated air purge to cool and protect the optics■Order filters facilitate run-up measurementsTaken together, these industrial features enable difficult on-vehicle measurements of an operating drivetrain. The proven RLV-5500 has helped to reduce engine noise and to increase drivetrain durability for many years.3The Better Way to Measure Rotational DynamicsLighten Your WayWith the non-contact measurement by light, no inertial mass is added to the rotating structure and no tele- metry is required to get highly accurate and reliable data. The optical way avoids time-consuming mount-ing and ignores ambient vibrations. The compact, rugged optical sensor head and its large stand-off distances from 70 to 600 mm allow a convenient setup also in confined spaces.Designed for Flexibility and PrecisionThe RLV-5500 Rotational Laser Vibrometer consists of the laser-based RLV-500 Sensor Head and the RLV-5000 Controller. The compact sensor design allows an easy and flexible handling and the digital vibrometry delivers extraordinary results with precision optics.The non-contact method per laser allows a quick setup,easy repositioning for fast and reliable vibration analysis.4RLV-500 Sensor HeadThe RLV-500 Sensor Head is divided into a Laser Unit and a compact sensor. Separating the laser andinterferometers from the delivery and receiving optics leads to a compact sensor with flexible mounting and positioning options without sacrificing measurement precision. It is connected to the Laser Unit with an industrialized, steel-sheathed optical fiber that delivers the light from the laser through the optics to therotating structure and collects the back-scattered light needed for the measurement. Choose from several stand-off distances and beam separations to suit your application. The sensor is easily positioned in industrial environments where hot temperatures, dirt, moisture and oil are prevalent (IP-67).RLV-5000 Controller for Signal Processing The signal processing electronics and power supply are incorporated in a 19” rack-mount industrial housing. High-pass, low-pass and band-pass filters adapt the bandwidth to the required ranges, getting rid of ambient noise. Order-filters were designed for precision tracking of specified orders. Special RPM filters are available to allow applications ranging from high-speed run-ups with a change rate up to 40,000 RPM/s to monitoring constant running shafts with slight variations of the rotation close to DC. The filter overview, the menu-driven user interface or loadable configuration files are some examples ofthe easy and intuitive operation.Laser UnitSensorFlexibility to Solve Your ApplicationThe Polytec RLV-5500 measures rotational vibrations without contact, on arbitrarily shaped structures including engine crankshafts, vehicle axles, marine driveshafts, electrical generator shafts and rotating parts in lithographic machines, printers and photo- copiers. Automotive engineers use the rotational vibrometer to develop torsional vibration dampers that reduce engine noise and increase product durability. Faults in gearboxes, compressors and generators cause torsional vibrations at certain system-specific frequencies. Applications■Rotational dynamics of drivetrains, gas turbines, electrical generators or printers■Reduction of noise and vibration■Studies of rotational fatigue■Monitoring and troubleshooting production machinery■Simplifying adjustment of torsional vibration dampers in vehicle drive shafts■Order tracking analysis■Testing auxiliary equipment for combustion engines ■Torsional transfer functions with two RLV6Easy, non-contact measurement on rotating structures, gathering rotational velocity and angular velocity.Polytec GmbH (Germany)Polytec-Platz 1-7 76337 Waldbronn Tel. +49 7243 604-0 ***************Polytec GmbH (Germany)Vertriebs- und BeratungsbüroSchwarzschildstraße 1 12489 BerlinTel. +49 30 6392-5140Polytec, Inc. (USA)North American Headquarters16400 Bake Parkway Suites 150 & 200Irvine, CA 92618Tel. +1 949 943-3033****************Central Office 1046 Baker Road Dexter, MI 48130Tel. +1 734 253-9428East Coast Office 1 Cabot Road Suites 101 & 102Hudson, MA 01749Tel. +1 508 417-1040Polytec Ltd. (Great Britain)Lambda House Batford MillHarpenden, Herts AL5 5BZ Tel. +44 1582 711670*******************.uk Polytec France S.A.S.Technosud II Bâtiment A99, Rue Pierre Semard 92320 ChâtillonTel. +33 1 496569-00***************Polytec JapanArena Tower, 13th floor 3-1-9, Shinyokohama Kohoku-ku, Yokohama-shi Kanagawa 222-0033Tel. +81 45 478-6980***************.jpPolytec South-East Asia Pte LtdBlk 4010 Ang Mo Kio Ave 10#06-06 TechPlace 1Singapore 569626Tel. +65 64510886********************Polytec China Ltd.Room 402, Tower B Minmetals PlazaNo. 5 Chaoyang North Ave Dongcheng District 100010 BeijingTel. +86 10 65682591*******************O M _P B _R V L -5500_E _424062017/05 - T e c h n i c a l s p e c i fi c a t i o n s a r e s u b j e c t t o c h a n g e w i t h o u t n o t i c e .。
GTS 激光控制说明书
第十二章激光控制激光振镜运动控制器提供三种激光能量输出模式来控制激光输出能量大小:占空比模式,频率模式,模拟量模式。
12.1指令列表无效FPK信号12.2 重点说明12.2.1 激光能量输出方式激光振镜运动控制器可提供四种激光能量输出模式,除模拟量输出模式外,首先需要将对应的信号输出口从轴控信号输出切换到激光信号输出,即调用函数GT_SetAxisAsLaser(1),然后再分别根据如下模式操作:●占空比输出模式1:通过设置频率和占空比调节激光器能量。
使用时调用函数GT_LaserPowerMode()设置为占空比输出模式,调用函数GT_LaserOutFrq()设置PWM信号的输出频率,调用函数GT_LaserPrfCmd()设置PWM信号的输出占空比,调用函数GT_SetHSIOOpt()启动输出。
●频率输出模式:通过设置频率和脉宽调节激光器能量。
使用时调用函数GT_LaserPowerMode设置为频率输出模式,调用函数GT_LaserPrfCmd()设置频率输出值,调用函数GT_SetHSIOOpt()启动输出。
●模拟量输出模式:通过设置输出电压调节激光器能量。
使用时调用函数GT_LaserPowerMode()设置为DA 输出模式,调用函数GT_LaserPrfCmd()设置DA输出值,调用函数GT_SetHSIOOpt() 启动输出。
●占空比输出模式2:通过设置频率和占空比调节激光器能量,激光开关信号为恒高信号。
使用时调用函数GT_LaserPowerMode()设置为占空比输出模式2,调用函数GT_LaserOutFrq()设置占空比信号输出频率,调用函数GT_LaserPrfCmd()设置占空比信号输出占空比,立即模式调用函数GT_SetHSIOOpt()启动输出。
当激光能量输出模式为占空比输出模式或者频率输出模式时,其输出的PWM信号占空当激光能量输出模式为模拟量输出时,范围为0V~10V。
激光振镜控制器用户手册

激光振镜控制器用户手册激光振镜控制器用户手册第一章:产品简介1.1 产品概述本章节介绍产品的基本信息和用途。
1.2 主要特点本章节详细描述产品的主要特点和优势。
1.3 技术规格本章节列出产品的技术规格参数并做详细说明。
第二章:安装与设置2.1 安装要求本章节描述使用该激光振镜控制器所需的硬件、软件及环境要求。
2.2 搭建连接本章节说明如何正确连接激光振镜控制器与其他设备。
2.3 设置步骤本章节描述如何进行激光振镜控制器的设置步骤,包括各项参数的设置。
第三章:操作指南3.1 启动与关闭本章节详细介绍激光振镜控制器的启动和关闭操作步骤。
3.2 控制界面本章节说明激光振镜控制器的操作界面及各个功能按钮的使用方法。
3.3 参数调节本章节介绍如何进行激光振镜控制器的参数调节,包括振镜角度、速度等参数的调整方法。
3.4 示波器功能本章节详细描述激光振镜控制器的示波器功能及使用方法。
第四章:故障排除4.1 常见问题解答本章节罗列出常见的问题及解答,用户可以根据问题描述进行故障排除。
4.2 联系技术支持本章节提供技术支持联系方式,用户可以通过此处联系厂家获取进一步的技术支持。
第五章:附件1. 使用手册附件1附件1为激光振镜控制器的额外功能说明。
2. 使用手册附件2附件2为激光振镜控制器的常见故障排除方法。
法律名词及注释:1. 根据《中华人民共和国著作权法》,本文档中所涉及的组织、公司、产品名称等若未特别说明,均为其合法持有人的注册商标或商标。
2. 本文档中的所有内容仅供参考,不构成任何明示或暗示的保证,使用者需自行承担使用风险。
3. 未经授权,任何单位或个人不得以任何方式复制、传播、使用本文档中的内容。
瑞雷激光振镜说明书

7 MAINTENANCE............................................................................................................21
8 TROUBLESHOOTING..................................................................................................22
5 INSTALLATION ............................................................................................................17
6 6.1 6.2 6.2.utter
The deflection unit is designed to deflect an input laser beam and output it again. The deflection unit cannot block or weaken the laser beam. To prevent unwanted emission of the laser beam, above a particular danger class the laser device must be fitted with a shutter (Ö on page 5, Classification of laser devices). The laser device must be of sufficient quality that the laser beam can only be emitted at the beam output on the deflection unit.
激光振镜标刻软件说明书
鑫刻激光振镜标刻软件用户使用手册软件版本:修订日期: 2012年12月由于软件升级所造成的实际操作方式、功能设置等,如有与本手册不符之处,以软件为准。
目录第一章:鑫刻激光振镜标刻软件介绍 (3)软件简介 (3)软件安装 (3)软件功能 (5)软件设置 (5)软件界面 (7)第二章:快速入门 (11)启动系统 (11)输入打标文件 (11)2.2.1打开旧文件 (11)2.2.2 直排文字的输入 (11)a 直排文字b. 置中c. 文字对齐方式d. 步距e. 单字属性f. 字体设置g. 填充h. 矩阵排列2.2.3 弧排文字的输入 (16)2.2.4 序列号的输入 (16)2.2.5 日期的输入 (17)2.2.6 时间的输入 (18)2.2.7 可变文本的输入 (18)2.2.8 组合替换 (19)2.2.9 数据库参数设置 (19)图形文件 (20)2.3.1 简单图形 (20)2.3.2 交互式图形 (22)a. PLT文件b. DXF文件c. AI文件d. IMG图片文件2.3.3 一维条码 (25)2.3.4 二维条码 (25)2.3.5 刻度盘 (27)2.3.6 旋转打标文件输入 (27)打标参数设置 (28)2.4.1 图层参数 (28)2.4.2 延迟参数 (31)a. 跳转延时b. 开光延时c. 关光延时d. 折点延时引导红光 (33)2.5.1定位域设置 (33)2.5.2红光测试 (34)2.5.3指定红光位置 (34)打标 (35)第三章:系统参数设置 (37)振镜设置 (37)辅助轴设置 (38)校正参数设置 (40)第四章:扩展功能 (42)多工位旋转打标 (42)数据库设置 (45)第五章:文件编辑示例第一章鑫刻激光振镜标刻软件介绍软件简介鑫刻软件由武汉市鑫刻光电有限公司设计的激光振镜标刻专用软件,功能强大,简易的菜单操作方式,可打印各种中英文字体、矢量图形PLT、DXF文件、点阵图形BMP文件、序列号码、条形码和二维码、刻度尺。
激光振镜运动控制器的外形结构系统安装与应用步骤

激光振镜运动控制器的外形结构RDM30X0G-A(D)-PCI外形结构如图所示:J2为振镜控制接口。
J1为激光控制信号输出接口,JP101为2路扩展的高速IO输出接口。
JP13为扩展的第2路XY2-100输出,用于双打标头的控制。
JP14为光纤激光器的控制信号输出接口JP15为通用输入输出接口JJP16 为旋转打标和飞行打标信号接口JP17为扩展编码器输入接口JP11,JP12,JP20 为激光控制信号输出选择端子CN8 练级PCI系列配套扩展端子板。
系统安装与应用步骤请按照以下安装步骤建立控制系统:步骤1:将运动控制器插入计算机1.关断计算机电源,确保已经拔掉交流输入的插头。
2.佩戴好防静电手套3.打开计算机机箱,将激光打标控制器可靠地插入该槽。
4.拧紧其上的固定螺丝。
5.打开PC电源,启动计算机,此时如果板卡左上角指示灯闪烁,表示打标卡工作正常6.此时关闭计算机,断开电源7.连接其它控制设备到打标卡,如激光器,打标头,电机等8.再次打开PC电源,系统可正常工作步骤2:驱动程序安装本控制器适用于Windows XP系统,如果是其它的操作系统,请与睿达科技技术支持联系。
1.WINDOW操作系统启动后,系统会自动地检测到PCI的设备,并提示安装驱动选择“从列表或指定位置安装”选项,点击“下一步”。
2.在该页面下,选择“在这些位置上搜索最佳驱动程序”,并选择“在搜索中包含这个位置”,点击“浏览”,进入文件选择界面。
3.将包含有产品驱动程序的光盘放入光驱。
4.利用“浏览”选择“光驱:\WindowXP\DRIVERS\PCI”下相应操作系统的目录。
5.跟随“添加硬件向导”点击“下一步”,直到完成。
6.此时查看计算机系统的设备属性里,会有一个“RDDriver”的新设备。
点击左侧“+”,显示“RuiDaTech RD400SCAN V er 1.0”。
7.观测控制卡的指示灯是否正常闪动,如果不闪,则说明出现了故障,请与睿达科技联系。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
PCI:PCI 总线
输出类型 LASER:激光运动控制器 SCAN:激光振镜运动控制器
1
第一章 概述
1.3 激光(振镜)运动控制器功能列表
功能 总线 控制周期 模拟量输出
脉冲量输出 限位信号输入 原点信号输入 驱动报警信号输入 驱动使能信号输出 驱动复位信号输出 通用数字信号输入 通用数字信号输出 A/D 看门狗 插补运动 硬件捕获
您也可以通过电话(0755-26970839)咨询关于公司和产品的更多信息。
技术支持和售后服务
您可以通过以下途径获得我们的技术支持和售后服务: 电子邮件: 邮件地址 support@; 电 话: 0755-26970823、26970835、26737169 发 函: 深圳市高新技术产业园南区深港产学研基地大楼西座二层 固高科技(深圳)有限公司 邮编:518057
W211 室
用户手册的用途
用户通过阅读本手册,能够了解激光(振镜)运动控制器的基本结构,正确安装运动控制器, 连接控制器与电机控制系统,完成运动控制系统的基本调试。
用户手册的使用对象
本编程手册适用于,具有硬件基本知识,对控制有一定了解的工程人员。
用户手册的主要内容
本手册由三章内容和附录组成。第一章“概述”,简介激光(振镜)运动控制器及如何构成激 光控制系统;第二章“快速使用”,介绍运动控制器安装、接线和驱动程序的安装;第三章“系统 调试”,介绍利用运动控制器配套软件,进行系统调试;附录提供了:运动控制器技术参数;典型 接线;故障处理。
支持扫描方式和矢量方式
支持扫描方式和矢量方式
首脉冲信号脉宽可调
CO2 等气体激光器,YAG 激光器 CO2 等气体激光器,YAG 激光器(Q
(Q 开关)
开关)
1.4 激光(振镜)控制系统的基本组成
1. 激光(振镜)运动控制器; 2. 具有 ISA/PCI/PC104 接口的主机; 3. 步进电机或伺服电机; 4. 激光振镜; 5. 电机驱动器及振镜驱动器; 6. 驱动器电源; 7. +12V/+24V 直流电源(端子板电源); 8. 原点开关、正/负限位开关(根据系统需要可选);
固高科技具有本产品及其软件的专利权、版权和其它知识产权。未经授权,不得直接或者间接 地复制、制造、加工、使用本产品及其相关部分。
运动中的机器有危险!使用者有责任在机器中设计有效的出错处理和 安全保护机制,固高科技没有义务或责任对由此造成的附带的或相应 产生的损失负责。
前言
感谢选用固高激光(振镜)运动控制器
激光开关控制
激光能量控制
激光加工处理方式 首脉冲抑制功能
可支持的激光器类型
SCAN 系列
LASER 系列
具有 ISA/ PCI/PC104 总线接口 具有 ISA/ PCI/PC104 总线接口
33us 或更短
200us
两轴,范围:-10V~+10V,用于 振镜控制
一路(激光能量控制)
两路输出
标准两轴,其中第三轴为可选。
Web: HH
激光(振镜)运动控制器 用户手册
务必将此手册交给用户 非常感谢您选购激光(振镜)运动控制器 在您使用之前,请仔细阅读此手册,确保正确使用。 请将此手册妥善保存,以备随时查阅。
版权申明
版权声明
固高科技有限公司 保留所有权力
固高科技有限公司(以下简称固高科技)保留在不事先通知的情况下,修改本手册中的产品和 产品规格等文件的权力。固高科技不承担由于使用本手册或本产品不当,所造成直接的、间接的、 特殊的、附带的或相应产生的损失或责任。
固高科技(深圳)有限公司
地 址:深圳市高新技术产业园南区深港产学研基地西座 二层 W211 室
电 话:0755-26970823 26970819 26970824 传 真:0755-26970821 电子邮件:Hsupport@H 网 址:HH
第三章 系统调试………………………………………...……………….....16 附录A 技术参数……………………………………..……………………..17 附录B 典型接线……………………………………………………………..19
B.1 控制器与 Panasonic MSDA 系列驱动器位置控制方式接线……………………………….19 B.2 控制器与SANYO DENKI PV1 系列驱动器位置控制方式接线……………………………20 B.3 控制器与SANYO DENKI PY0/PY2 系列驱动器位置控制方式接线………………………21 B.4 控制器与 YASKAWA SERVOPACK 系列驱动器位置控制方式接线………………………………22 B.5 控制器 YASKAWA SGDE 系列驱动器位置控制方式接线...............................….............….23 B.6 控制器 YASKAWA SGDM 系列驱动器位置控制方式接线................................…................24 B.7 控制器与三菱 MEL SERVO-J2-SUPER 系列驱动器位置控制方式接线..............…............25 B.8 控制器与 FALDIC-W 系列驱动器位置控制方式接线..............................................….........26
相关文件
关于激光(振镜)运动控制器的编程,请参见随产品配套的《激光(振镜)用户手册》。
目录
第一章 概述 .................................................. 1
1.1 简介 .................................................................................................................................................. 1 1.2 激光(振镜)运动控制器型号及含义.......................................................................................... 1 1.3 激光(振镜)运动控制器功能列表………………………………………………………………2 1.4 激光(振镜)控制系统的基本构成………………………………………………………………2
伺服电机既可以选择交流伺服电机也可以选择直流伺服电机。但激光控制器只提供脉冲输出信 号。激光振镜除了提供脉冲输出信号外,还提供 2 路模拟量输出信号控制激光振镜。
如果用户选用的是 GE-X00-SX-LASER 的控制器,则该控制器对于轴的控制只提供脉冲输出方 式,可以是正脉冲/负脉冲、脉冲+方向。如果用户使用的是伺服电机,则电机驱动器应选为位置控
8 路,为可选功能 有,实时监控 DSP 工作状态 直线、圆弧插补
可以捕获原点 HOME 信号 2 路,一路为正相输出,一路为 反相输出,TTL 电平
提供占空比输出、频率输出
可以捕获原点 HOME 信号 2 路,一路为正相输出,一路为反 相输出,TTL 电平 提供占空比输出、频率输出以及模 拟量输出
激光(振镜)运动控制器以 IBM-PC 及其兼容机为主机、提供标准的 PCI 总线的产品。运动控制 器提供 Windows 动态链接库,实现复杂的控制功能。用户能够将这些控制函数与自己控制系统所需 的数据处理、界面显示、用户接口等应用程序模块集成在一起,建造符合特定应用要求的控制系统, 以适应各种应用领域的要求。使用该运动控制器,要求使用者具有 C 语言或 Windows 下使用动态链 接库的编程经验。
1.2 激光(振镜)运动控制器型号及含义
G E —X 0 0 —SX—LASER —ISA/PCI -G
系列符号 GE:GE 系列
可控轴数 200:2 轴 300:3 轴
SG:脉冲输出 SV:模拟量/脉冲输出
接ห้องสมุดไป่ตู้板类型
G:标准型
A:A/D 转换型
R:驱动继电器型
总线类型
O:定制型
ISA:ISA 总线
第二章 快速使用………………………………………………………………4
2.1 开箱检查 ....................................................................................................................................... 4 2.2 激光(振镜)运动控制器的外形结构........................................................................................ 4 2.3 安装步骤....……….......................................................................................................…..............5
Googol Technology (HK) Ltd
Add:
Room 3639,Annex Building
Hong Kong University of Science and Technology,
Hong Kong
Tel:
(852) 2358-1033
Fax:
(852) 2358-4931
E-mail: Hinfo@H
每轴正负限位,光隔输入
每轴正负限位,光隔输入
每轴一路原点信号输入
每轴一路原点信号输入
每轴 1 路,光隔输入 每轴 1 路,光隔输入 每轴 1 路,光隔输入 16 路,光隔输入 16 路,光隔输入 8 路,为可选功能 有,实时监控 DSP 工作状态 直线、圆弧插补