品质异常联络单需回复
异常联络单流程

品质部门 所有部门 品质部门
品管部确认临时措施及长期措施,并 进行追踪结案
5、品质人员对《制程品 质异常报告》要跟进落 实至完成,有无作为, 予以50元/次进行处 罚。
品质部必须根据对异常单填写的时间 等进行确认并跟进,车间也必须按照 异常单计划完成的时间及时保质保量 的进行处理,如发现不能预期完成的 异常,必须向副总经理以上进行通报 ,由副总经理同意才可以更改原异常 单计划时间等内容。
2、车间收到异常报告 半小时内必须填写完成
,未完成的按照50元/ 责任部门针对不良进行分析改进,班 次进行处罚车间班长或 长和主任签字确认,并提出临时改善 主任。 对策,必须有计划完成时间等,须具
体、详细。
3、车间必须严格按照 《制程品质异常报告》
上填写的计划时间进行
完成,未完成的按照20
元/天。 负责部门提出临时措施,2天内提出长
品质部门 责任部门
无异议
负责部门 提出对策
生产部门执 行改善措施 和围堵不良
生产和品质共同 确认改善效果
异常处 理完成
导致 交财务
产生 核算损
费用
失
制程品质异常报 告进行归档保存
负责部门 责任部门 品质部门 所有部门 品质部门
文件编号:170901001
版 本: A / 0
发行日期:2017/9/1
异常报告》,如:不良数量,比率
等。
1、现场质量人员发现 不能接受的可能产生批
发出制程品质异常报告单的部门将不 量质量事故,必须开出 良状态给品管部会签,并由品管部初 《制程品质异常报告》
步鉴定责任归属;若责任划分有异议, ,否则按照20元/次进行 则由品管部召集相关部门共同讨论分 处理。
内部品质异常联络处理对策单

产品名称:订单号:订单数量:来料数量:
发文单位
发文时间
发文人
要求反馈时间
实际反馈时间
异常情况:
略图
建议对策:
收文单位
收文时间
收文人Βιβλιοθήκη 回复及措施:技术部品管部
生产部
说明事项:车间主管及品检在接此单后,对上述问题应引起重视并加以改正,在下一次发料时避免再次发生此类不良现象。如不良问题屡次发生,因此造成的生产供应不及与产品品质上的问题,一切后果由责任人承担。
本单一式三联:第一联存根第二联交接第三联品管
品质异常处理管理规定
5。5。1符合3。2中d、e、f任一项,作业品质异常成立。
5.5.2相关单位发现作业品质异常后,立即通知责任单位改善。
5.5。3针对重复发生作业品质异常未达到有效改善时,可开立《品质异常联络单》,由品质统一编号后,交责任单位提出整改措施。
5。5.4责任单位需于《品质异常联络单》需求期限前提出整改措施,由部门最高主管签核后回复异常反馈单位。
c、同一缺陷连续发生
d、不遵守作业标准或不遵守工艺卫生要求
e、机械发生故障或磨损
f、其他情形影响到产品质量时
3.3出货品质异常:
a、出货发现严重缺陷超过1%或轻缺陷超过3%;
b、客户投诉或抱怨;
四、职责
4.1来料品质异常:
品质部:
负责填写《来料检验报告》、《品质异常联络单》“异常显现描述"和“时效"
5.3。6如异常发生后连续2个月无生产,则强制结案,后续生产依正常检验执行。
5。4出货品质异常:
5。4。1FQC依相关检验标准进行判定,确定不良成立时,针对不合格品标示“不合格”,并要求仓库立即移至不良品区域.
5。4。2异常成立半小时内开立《品质异常联络单》、《返工通知单》并附不良样品,
通知生产部安排返工.
5.1.5供应商必须在《品质异常联络单》要求的期限前(如无明确要求,默认为《品质异常联络单》发出后2个工作日内)回复完整的改善方案。
5.1.6品质工程师针对供应商回复内容进行确认,针对改善措施不合格部分予以退件,要求供应商重新回复.改善措施合格,则报告予以归档,由IQC跟踪后续进料品质状况,依5.1.7执行.
5.5.5异常单回复后,由品质统一归档整理/追踪。
5.5。6改善对策执行后,QC依对策内容进行追踪确认,连续1个月内无同样异常再发,则予以结案。
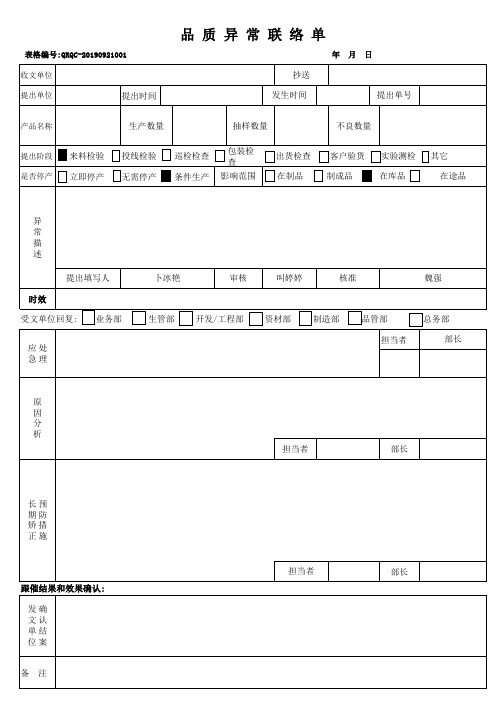
品质异常联络单
收文单位
提出单位
提出时间
品质异常联络单
年月日
抄送
发生时间
提出单号
产品名称
生产数量
抽样数量
不良数量
提出阶段 是否停产
来料检验 立即停产
投线检验 无需停产
巡检检查 条件生产
包装检 查
影响范围
出货检查 在制品
客户验货 制成品
实验测检 在库品
其它 在途品
异 常 描 述
提出填写人
时效
受文单位回复: 业务部
应处 急理
卜冰艳
审核
叫婷婷
核准
魏强
生管部
开发/工程部
资材部
制造部
品管部 担当者
总务部 部长
原 因 分 析
担当者
部长
长预 期防 矫措 正施
跟催结果和效果确认: 发确 文认 单结 位案
备注
担当者
部长
供应商来料异常联络书

对于供应商所提之原因分析、改善对策进行追踪确 采购负责人:
制表人:
供应商 品名 规格 采购单号 到货日期 抽样数 不良数 品质判定
XXX压铸有限公司
供应商来料异常联络书
不合格内容描述:
表单编号:
年月 日
PCS
PCS 检查人签名:
年月 日
指定回答日:
年月 日
供应商 处理对 策பைடு நூலகம்
一、异常原因 分析: (供应商)
二、异常原因 改善对策: (供 应商)
承办人 完成期限
年 月日
三、对策的确 认:(受入检查 部门)
负责人 /
年
主管
完成日期
年
受入检查 验证人
年
受入部门 课长审批
四、备注 : 1、本改善表由受入检查部门填写基本资料,由购买课传给供应商并与
供应商联系沟通;请其即回覆(一)、(二)项。
2、供应商未能即时回覆或配合改善者,则在每月《供应商评核
表》上扣分,并重新评估其等级。
月日 月日 月日
3、受入检查部门应对于供应商所提之原因分析、改善对策进行追踪确 认考核。
受入检查部门负责人:
采购负责人:
制表人:
XXX压铸有限公司
供应商来料异常联络书
表单编号:
检查人签名:
年月 日
指定回答日:
年月 日
供应商 处理对 策
年 月日 年 月日 年 月日 年 月日
查部门填写基本资料,由购买课传给供应商并与 请其即回覆(一)、(二)项。 回覆或配合改善者,则在每月《供应商评核 新评估其等级。
内部品质异常联络处理对策单

供应商交货延迟 或数量不足
原材料库存管理 不善导致过期或
损坏
原材料质量不达 标或存在缺陷
新材料未经充分 验证就投入生产,
存在不确定性
设备老化或维护不当导致 故障
设备设计或制造缺陷导致 故障
操作人员技能不足或误操 作导致故障
设备超负荷运转导致故障
操作人员技能不足,导致操作 失误
操作人员责任心不强,工作态 度不认真
0
0
0
0
1
2
3
4
收集信息:对品质 异常进行详细记录 和调查,收集相关 数据和证据。
分析问题:对收集 的信息进行深入分 析,识别异常原因, 确定责任部门和责 任人。
内部沟通:将分析 结果与相关部门和 人员进行沟通,确 保问题得到充分认 识和重视。
制定对策:根据分 析结果,制定相应 的处理对策和措施 ,确保问题得到有 效解决。
行维修和更换部件
维护保养:对设备进 行清洁、润滑等操作,
延长使用寿命
记录与跟踪:对设备 的检查和维护进行记 录和跟踪,确保管理
效果
定期开展技能培训,确保操作人员熟练掌握岗位技能 建立激励机制,鼓励操作人员主动提升自身素质 加强操作人员之间的交流与合作,促进经验共享 定期评估操作人员的技能和素质,及时发现和解决问题
汇报人:
Part One Part Four
Part Two Part Five
Part Three Part Six
设备异常:设 备故障或运行 异常导致生产 中断
操作异常:操 作失误或违反 操作规程导致 产品不合格
环境异常:温 度、湿度等环 境因素超标影 响产品质量
检验异常:检 验设备故障或 检验方法不正 确导致误判
产品质量异常处理流程
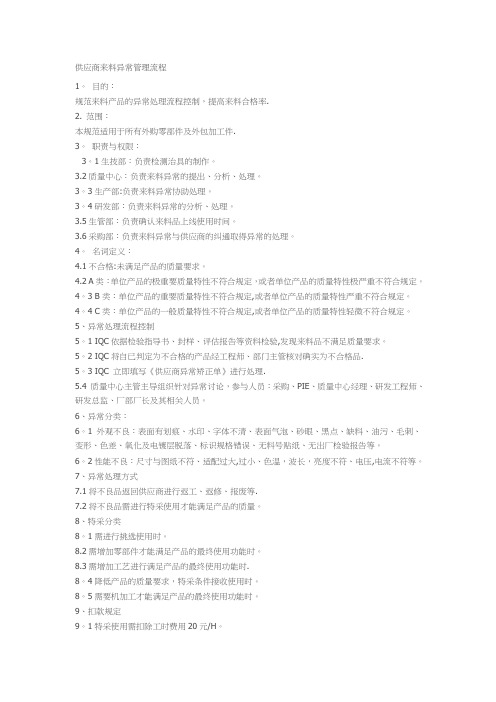
供应商来料异常管理流程1。
目的:规范来料产品的异常处理流程控制,提高来料合格率.2. 范围:本规范适用于所有外购零部件及外包加工件.3。
职责与权限:3。
1生技部:负责检测治具的制作。
3.2质量中心:负责来料异常的提出、分析、处理。
3。
3生产部:负责来料异常协助处理。
3。
4研发部:负责来料异常的分析、处理。
3.5生管部:负责确认来料品上线使用时间。
3.6采购部:负责来料异常与供应商的纠通取得异常的处理。
4。
名词定义:4.1不合格:未满足产品的质量要求。
4.2 A类:单位产品的极重要质量特性不符合规定,或者单位产品的质量特性极严重不符合规定。
4。
3 B类:单位产品的重要质量特性不符合规定,或者单位产品的质量特性严重不符合规定。
4。
4 C类:单位产品的一般质量特性不符合规定,或者单位产品的质量特性轻微不符合规定。
5、异常处理流程控制5。
1 IQC依据检验指导书、封样、评估报告等资料检验,发现来料品不满足质量要求。
5。
2 IQC将自已判定为不合格的产品经工程师、部门主管核对确实为不合格品.5。
3 IQC 立即填写《供应商异常矫正单》进行处理.5.4 质量中心主管主导组织针对异常讨论,参与人员:采购、PIE、质量中心经理、研发工程师、研发总监、厂部厂长及其相关人员。
6、异常分类:6。
1 外观不良:表面有划痕、水印、字体不清、表面气泡、砂眼、黑点、缺料、油污、毛刺、变形、色差、氧化及电镀层脱落、标识规格错误、无料号贴纸、无出厂检验报告等。
6。
2性能不良:尺寸与图纸不符、适配过大,过小、色温,波长,亮度不符、电压,电流不符等。
7、异常处理方式7.1将不良品返回供应商进行返工、返修、报废等.7.2将不良品需进行特采使用才能满足产品的质量。
8、特采分类8。
1需进行挑选使用时。
8.2需增加零部件才能满足产品的最终使用功能时。
8.3需增加工艺进行满足产品的最终使用功能时.8。
4降低产品的质量要求,特采条件接收使用时。
品质异常处理管理规定

依相关检验标准进行判定,确定不良成立时,针对不合格物料标示“不合格”,并要求生产单位立即移至不良品区域。
于半小时内开立《品质异常联络单》、《返工通知单》并附不良样品,要求生产单位返工。
《品质异常联络单》、《返工通知单》及不良样品后,当天安排返工作业,并回复生产失效原因及改善措施,FQC负责跟踪返工及验证工作。
(注塑、移印、光刻、喷漆))5%时,IPQC应开出《生产异常通知单》待技术、品质、制造担当分析出原因找出责任单位后由责任单位进行对策,品质部监控对策实施有效性.。
3%时,IPQC应立即通知产线停线并召集工程、品质等单位对问题点进行分析,找出原因和对策,等问题点解决后,方可再开线生产。相关不合格品的控制见《不合格处理流程》。
负责对责任单位的改善结果进行追踪确认异常责任单位,并每月进行统计上报。
生产部:
负责品质异常的原因分析,提出临时措施及长期改善对策并执行。
负责品质异常的改善和预防措施的实施及验证改善措施的有效性;
其它相关单位:
在需要时进行异常改善的配合
出货品质异常:
品质部:
负责将品质异常通知各部门及确定责任部门;
负责异常改善后的跟踪确认;
品质异常处理管理规定
慈溪市精彩汽车零部件有限公司
品质异常处理管理办法
编号: JC/QA-PZ-11
使用部门: 品质部
受控状态:
版次
制定日期
修订内容
核 准
审 核
作 成
A/0
新制定
一、目的:
规范品质异常处理流程,提高品质异常处理的时效性,确保来料质量及产线的正常运转,同时满足顾客的质量要求。
二、范围:
适用于本公司来料、制程、出货品质异常的处理。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
品质异常联络单
检验时机: □制程
□进料
□成品
□其他
责任单位
金星
品名
TSOOPC-SM2C
进料日期
2月1日
进料数量
20000
抽样数
315
不良数
30
不良描述: 牙规不过(螺丝过)
批号: 规格 检验日期 不良率
5.25*2.4 2月1日
10%
确认:
检验员:胡淑文
不良处理方案:
□退货
□厂商派人来厂重工 □本厂重工
特采:理由
我司派人重工:扣工时费
人× 小时×
□报废 □其它
元/H/人
元(总计)
会签单
位: 会签意
见:
品保:段玉娟 退全检
原因分析:(责任单位填写)
生管:彭丽荣 采购:
业务:
工程:钟春梅 核准:张红丽
尽快处理
退货有客诉
纠正与预防措施:(责任单位填写)
责任人:
审核:
效果追踪:
责任人:审核:来自责任人:审核:
文件编号:JD/QER-QA-018 保存期限: 1年 版次:A/1