制造现场改善提案PPT幻灯片
合集下载
现场改善方法PPT演示课件

3)标牌是否正确?
4)是否有杂质?
5)进货周期是否适当? 6)材料浪费情况如何?
7)材料运输有差错吗? 8)加工过程正确吗?
9)材料设计正确吗? 10)质量标准合理吗?
•14
Methods
1)工艺标准合理吗? 2)工艺标准提高了吗? 3)工作方法安全吗? 4)此方法能保证质量吗? 5)此方法是否高效? 6)工序安排合理吗? 7)工艺卡是否正确? 8)温度和湿度适宜吗? 9)通风和光照良好吗? 10)前后工序衔接好吗?
•12
Machine
1)设备能力足够吗? 3)是否正确润滑? 5)是否经常出现故障? 7)设备布置是否正确? 9)设备数量是否足够?
2)能否按工艺要求加工? 4)保养情况如何? 6)工作准确度如何? 8)噪音如何? 10)运转是否正常?
•13
Material
1)数量是否足够或过多? 2)是否符合质量要求?
•
工序分析
工序分析是工序管理、搬运管理、布局研究、作业编制、顺序 规划等基础资料获取的必要手法。
步骤: 1.整理工序流程 2.工序流程中是否存在不均衡、不合理现象 3.工序顺序是否合理 4.工序流程是否顺畅,设备配置、搬运方法是否合理 5.工序中的作业是否必要,是否可以取消,是否有更好的作业方法
•15
改善的概念
全体员工在各自的工作区域内进行: 小规模的 持续的 增值的 改变以产生积极影响。
•16
改善的概念
-是否可以消除 -如果不能消除,可否减少 -如果消除和减少,会出现何种现象 -什么、有多少、怎样变好
改善使操作变得 更容易、更方便 更安全、更稳定
第五要素
第一要素
持续不断地变化 更容易地
•8
制造现场改善提案(共7张PPT)

1.密度化 2.高速化 3.标准化
用户对电子产品多元化的需求,使少量品种的大批量生产转化为多品种、小批量的生产, 这样必然对元器件贴装制程提出更高的标准要求。
目的:
通过全员参与&制造现场改善达成:
短期: 提高生产效率; 提高品质;降低成本;
中长期: 生产标准化制程
制造现场改善提案
改善方向
人员
1.技能培训(项目&计划),
各机种C/T评估,达成率不足调查,分析、对策,处理与结果比较
1不. 良产品反馈3处.切理换流机程种、时不良间产过品长检改讨善、。分析、处理、跟踪、结果比较
日常保养计划制定,执行力度,效果评估;
保养项目、管4理.锡规膏范、、稽胶核水小组过形期成使用。
实行全员参与改善,由被动变主动: 1.
1快. 速换线(SM5E.D钢)案板例的损坏。
制造现场改善提案
现阶段不良问题提案
不良项目:
改善活动规范制度&检讨改善项目 生产标准化制程 具有高品质高效率的意识;
通过全员参与1&.错制造料现:场(改1)善生达产成换:料;(2)炉前缺件手补料;(3)贴片不良维修换料;
设备相关工、治具的保养与管理规范制定;
1快. 速换线(SM2E.程D)序案异例常:(1)调用程序错误;(2)设备内无程序;(3)程序内缺件;
6.不良产品的重复发生。
7.达成率不足。
制造现场改善提案
改善项目与实施计划
改善活动规范制度&检讨改善项目
Schedule
提高执行纪律的主动性;
8月
9月
1.
保养项目序号、管理规范、改稽善主核题小组形成
具体项目
责任区域1的划全分员、参区与改域善内摆放规范&使用改规善活范动、规稽范制核度小&检组讨的改形善项成目
用户对电子产品多元化的需求,使少量品种的大批量生产转化为多品种、小批量的生产, 这样必然对元器件贴装制程提出更高的标准要求。
目的:
通过全员参与&制造现场改善达成:
短期: 提高生产效率; 提高品质;降低成本;
中长期: 生产标准化制程
制造现场改善提案
改善方向
人员
1.技能培训(项目&计划),
各机种C/T评估,达成率不足调查,分析、对策,处理与结果比较
1不. 良产品反馈3处.切理换流机程种、时不良间产过品长检改讨善、。分析、处理、跟踪、结果比较
日常保养计划制定,执行力度,效果评估;
保养项目、管4理.锡规膏范、、稽胶核水小组过形期成使用。
实行全员参与改善,由被动变主动: 1.
1快. 速换线(SM5E.D钢)案板例的损坏。
制造现场改善提案
现阶段不良问题提案
不良项目:
改善活动规范制度&检讨改善项目 生产标准化制程 具有高品质高效率的意识;
通过全员参与1&.错制造料现:场(改1)善生达产成换:料;(2)炉前缺件手补料;(3)贴片不良维修换料;
设备相关工、治具的保养与管理规范制定;
1快. 速换线(SM2E.程D)序案异例常:(1)调用程序错误;(2)设备内无程序;(3)程序内缺件;
6.不良产品的重复发生。
7.达成率不足。
制造现场改善提案
改善项目与实施计划
改善活动规范制度&检讨改善项目
Schedule
提高执行纪律的主动性;
8月
9月
1.
保养项目序号、管理规范、改稽善主核题小组形成
具体项目
责任区域1的划全分员、参区与改域善内摆放规范&使用改规善活范动、规稽范制核度小&检组讨的改形善项成目
现场改善的方法(PPT31张)

改善的概念
1.是否可以消除, 2.是否可以消除,可否减少 3.如果消除和减少,会出现何钟现象 4.什么,有多少,怎样变好
改善使操作变得 更容易,更方便 更安全,更稳定
寻找浪费的4M方法
Man(人)
1.是否遵循标准? 2.工作效率如何? 3.有解决问题意识吗? 4.责任心怎样? 5.还需要培训吗? 6.有足够的经验吗? 7是否适合于该工作? 8.有改进意识吗? 9.人际关系怎样? 10.身体健康吗?
能力 不平衡 调 整时间长
水平面
故障 不良 品 点点停
能力 不平衡 调 整时间长 水平面 品质 不一致
点点停 缺勤
品质 不一致
计划 有误
缺勤
计划 有误
库存水平高问题被淹盖
减少库存发现问题
连续改进的基本思想
任何一个组织,在任何环境下,都有改进的 余地 改进的对象:产品与服务质量,工作效率, 业务流程,作业现场……. 贵在“连续” 全员参与
现代的定义 所有一切不增值的活动(顾客角度)
八大浪费/12种动作浪费
八大浪费
12种动作浪费 1.两手空闲 2.单手空闲 3.作业动作停止 4.动作太大 5.左右手交换 6.步行多 7.转身角度大 8.移动中变换“变态” 9.不明技巧 10.伸背动作 11.弯腰动作 12.重复/不必要的动作
操作
搬运
ECRS(四巧)技术
E: 取消 C: 合并
ECRS(四巧) 技 术
R: 重排 S: 简化
流程图
混合 原材料 混合 成形 烘烤 成形 烘烤 WIP 包装 完成品
数 据 & 计划 信息流 物流 市场需求,订 单
流程图
60分钟/100个
混合 原材料
现场制程改善的基本方法ppt课件

5W2H
5W2H====why/what/where/when/who/ how to do/how much(many).
3.Where(何處) -----在哪裡做. -----由哪個班做.
经营者提供商品或者服务有欺诈行为 的,应 当按照 消费者 的要求 增加赔 偿其受 到的损 失,增 加赔偿 的金额 为消费 者购买 商品的 价款或 接受服 务的费 用
IE與現場改善
動 作 多余的運動量,不但浪費時間及空間,更會 量 浪費體力.動作盡量小材料及器具靠近手邊 節 盡量減少小單元的動作次數(鋰電池)
工具簡單易用材料及零件應使用易拿取之容器
約
(壓尺)
原 則
经营者提供商品或者服务有欺诈行为 的,应 当按照 消费者 的要求 增加赔 偿其受 到的损 失,增 加赔偿 的金额 为消费 者购买 商品的 价款或 接受服 务的费 用
IE與現場改善
對 Industrial Engineering工業工程
協助以最小的投入(Input)得到最大的產出
IE
(Output),以致獲得最大的效益.
的
IE是藉著設計,改善或設定人.機.料.法的工作
認
系統,以求得到更高生產力的專門技術.
識 IE的基礎是“工作研究”
经营者提供商品或者服务有欺诈行为 的,应 当按照 消费者 的要求 增加赔 偿其受 到的损 失,增 加赔偿 的金额 为消费 者购买 商品的 价款或 接受服 务的费 用
IE與現場改善
方 法 研 究 分 析 技 巧
探討項目
內容
分析手法
制造整個工程系統
制造流程圖分析 從原料→生產→成品→出貨止
操作標準書分析
工廠布置物料移動
工廠內部與部門之間及人與物 流程圖分析
制造部改善提案..PPT课件

制造部改善提案推移图
10 9
8 7
6 5 4
3 2
1 1 0
焊接课
2
加工课
1
装配课
部门
10月份 11月份 12月份 1月份 2月份 3月份 4月份 5月份 6月份 7月份 8月份 9月份
焊接课
1
加工课
2
装配课
1
合计
4
报 告 结 束! 谢谢大家!
.
8
谢谢观看!
提案部门
制造部
完成时间
确认人
人员 设备 原材料 安全
V
改善后(图片、状态)
环境 其工精 度差
现状
一次性把铁板垫平并固定,在铁板上打用来固 定工件的M孔
改
普通铣床已经使用9年,床面严重磨损, 改
善 前
原因分析
在使用时需要把垫铁垫平,然后才能装 夹工件,很浪费辅助工时,且加工精度 差。
善 后
改善效果 大大节省了辅助工时,提高了产品精度
改善对策
在床面上固定一块30mm厚的铁板,取 代床面
实施评价
装配课改善提案1
主题
日北组付车间建设
开发 设计 提案类别 改善前(图片、状态)
纳期
成本 V
品质
提案人 实施人
工时
NO.
郝志永 提案时间
提案部门
制造部
完成时间
确认人
人员 设备 原材料 安全
V
用五面机床废弃的 刀片做最后的精加 工,五面用这种刀片的面切削刃进行加 工,而其它数控机床和普通机床用刀尖 进行切削加工
实施评价
加 工 课 改 善 提 案 3-2
主
题
自制的铁板取代不平的机床床面装 提案人
现场改善方案及几点建议ppt

通过采用精益生产理念和工具,加强 现场管理和人员培训,提高员工素质 和技能水平,实现生产过程的可控和 稳定,提高生产效率和产品质量。
实施改善方案后,生产效率和产品质 量得到了显著提升,缩短了产品交货 期,提高了客户满意度,为公司创造 了更大的经济效益和社会效益。
对未来工作的展望
进一步完善生产流程和设备布局,持续优化生产计划 和物料管理,实现生产过程的进一步优化和提升。
03
提高生产安全性
自动化设备可以提高生产安全性,减 少工伤和职业病的发生率。
改善方案三:优化现场布局
提高空间利用率
通过合理的现场布局设计,可以提高空间利用率 ,降低生产成本。
提高物流效率
通过合理的现场布局设计,可以提高物流效率, 降低物流成本。
提高员工工作效率
通过合理的现场布局设计,可以提高员工工作效 率,提高生产效益。
03
对改善方案的几点建议
加强员工培训和意识教育
总结词
详细描述
提升员工技能与素质
总结词
通过定期的内部培训、外部培训以及在线学 习,提高员工的专业技能和综合素质,增强 员工的生产效率意识。
详细描述
培养自主管理意识
推行员工自主管理,培养员工的主人翁意识 ,提高员工发现问题、解决问题的能力,降 低生产事故发生率。
深入推进精益生产理念和工具的应用,扩大精益管理 的覆盖面,提高公司的整体精益管理水平。
加强与供应商的合作与协调,推动供应商参与改善, 降低采购成本和库存成本。
加强员工的培训和教育,提高员工的素质和技能水平 ,培养一支高素质、高效率的优秀员工队伍。
THANK YOU.
2023
现场改善方案及几点建议
目录
• 引言 • 现场改善方案 • 对改善方案的几点建议 • 结论
精益生产现场改善PPT课件

物料
工具
第10页/共15页
物流距离
物流布局应以总物流负载 最小为最佳方案(总物 流负载=距离*对应的物 流量的总和)。
十二 设备优化与摆放
1>按工序布置 2>“U”形、逆时针布置 3>设备布置“三不”原则(不落地生根,不寄人篱下, 不离群索居) 4>设备间距小 5>设备功能够用就好(不追求大而全)
第11页/共15页
十三 产线布局优化
第12页/共15页
传统流水线
适合大订单,大 批量生产。
单元生产线
适合大小订单, 小批量生产。
精简CELL线 适合少量多样,
柔性生产。
十四 现场员工关系管理的秘诀
和谐的员工关系
• 员工工作责任心强 • 工作积极性高 • 企业生产效率高 • 员工稳定,流失率低 • 管理层和员工有效沟通
提高流程的效率,改善平面布置图 去掉时间浪费,缩短生产周期
第9页/共15页
加工 搬运 检查
停滞
十一 物流距离的优化原则
传统物流
供货商
大仓库
IQC
线边仓
生产线
物料员
成品仓
客户
精益物流 供货商
供货商端驻点IQC
生产线
成品仓
客户
三角形原理
物料或工具的放置点、产 品组装点、操作者的 位置形成的三角形的 边长越小越好。
简化(Simplify):经过取消、合并、重组之后,再对该项工作作进一步更深
入的分析研究,使现行方法尽量地简化,以最大限度地缩短作业时间,提高工作效率。
第6页/共15页
八 动作经济的16原则
1
关于人体动作方面: 1 双手并用原则 2 对称反向原则 3 排除合并原则 4 降低动作等级原则 5 减少动作限制原则 6 避免动作突变原则 7 保持轻松节奏原则 8 利用惯性原则 9 手脚并用原则
生产现场改善ppt

02
现场环境改善
清理整顿现场环境
清除垃圾和杂物
定期清理生产现场的垃圾、 废弃物和无用物品,保持 现场整洁。
整顿设备和工具
对生产设备和工具进行归 类、标识和定位,确保摆 放整齐、易于取用。
改善作业环境
优化生产布局,减少不必 要的搬运和等待,提高作 业效率。
标识标牌规范设置
设备标识
对生产设备进行标识,包括设备 名称、型号、状态等信息,方便
提高产品质量和客户满意度
建立完善的质量管理体系,明确质量标准和检验流程,确保产品质量符合客户要求。
加强员工培训和质量意识教育,提高员工技能和素质,减少人为因素对产品质量的 影响。
定期收集客户反馈和意见,及时响应并处理客户投诉和问题,不断改进产品和服务 质量。
05
员工培训与素质提
升
加强员工技能培训和教育
成果一
通过引入新的生产设备和工艺 ,提高了生产效率和产品质量
。
成果二
优化了生产流程,减少了浪费 和不必要的环节,降低了成本 。
经验教训一
在实施改善措施前,应充分调 研和评估,确保方案的科学性 和可行性。
经验教训二
在改善过程中,应注重团队协 作和沟通,确保各项工作的顺
利进行。
展望未来持续改善方向和目标
定期组织技能培训班
针对不同岗位和工种,定期开设技能培训班,提高员工的技能水 平和操作能力。
引入先进技术和设备培训
及时引入行业内的先进技术和设备,并对员工进行相应的操作和维 护培训。
鼓励员工自我学习
建立学习奖励机制,鼓励员工利用业余时间自我学习,提升个人技 能。
提高员工安全意识和操作规范
加强安全教育培训
方向一
制造现场问题分析与改善共101页PPT
制造现场问题分析与改善
21、没有人陪你走一辈子,所以你要 适应孤 独,没 有人会 帮你一 辈子, 所以你 要奋斗 一生。 22、当眼泪流尽的时候,留下的应该 是坚强 。 2作人类德性之 首,因 为这种 德性保 证了所 有其余 的德性 。--温 斯顿. 丘吉尔 。 25、梯子的梯阶从来不是用来搁脚的 ,它只 是让人 们的脚 放上一 段时间 ,以便 让别一 只脚能 够再往 上登。
31、只有永远躺在泥坑里的人,才不会再掉进坑里。——黑格尔 32、希望的灯一旦熄灭,生活刹那间变成了一片黑暗。——普列姆昌德 33、希望是人生的乳母。——科策布 34、形成天才的决定因素应该是勤奋。——郭沫若 35、学到很多东西的诀窍,就是一下子不要学很多。——洛克
21、没有人陪你走一辈子,所以你要 适应孤 独,没 有人会 帮你一 辈子, 所以你 要奋斗 一生。 22、当眼泪流尽的时候,留下的应该 是坚强 。 2作人类德性之 首,因 为这种 德性保 证了所 有其余 的德性 。--温 斯顿. 丘吉尔 。 25、梯子的梯阶从来不是用来搁脚的 ,它只 是让人 们的脚 放上一 段时间 ,以便 让别一 只脚能 够再往 上登。
31、只有永远躺在泥坑里的人,才不会再掉进坑里。——黑格尔 32、希望的灯一旦熄灭,生活刹那间变成了一片黑暗。——普列姆昌德 33、希望是人生的乳母。——科策布 34、形成天才的决定因素应该是勤奋。——郭沫若 35、学到很多东西的诀窍,就是一下子不要学很多。——洛克
现场改善方案及几点建议 PPT

拉组合,以流水方式完成这三道工序,最大程度的减少搬运的距离、频繁的动作浪费。且让
员工的操作越来越简单,有助于工作效率的提升。
由以上数据可知: 瓶颈岗位为修坯,一组三人每小时标准产能为489个。 若每日工作7.5H,则全天产能为489*7.5=3667个。 若每日完成25000以上,则需要7组人力,共计21人。
(曾经做ipad CG,TPKG设有五道全检,VMI1~VMI4四个全检课,再到OQC全检出货,就是将不良尽可能多的在前道 工序就拦截下来,因为员工的检出率不可能达到100%,每个人都会有漏检。越到后制程,报废的成本越高)
排拉方式:
大家学习辛苦了,还是要坚持
继续保持安静
通过现场实测数据分析,此排拉的瓶颈岗位在于精坯外观全检。
2、缩短成型车间产品生产周期1天左右。(现阶段产品生产周期基本在3天左右,改善后生产周期基本在2天左右) 3、所有装满产品的坯架车只有4个状态,粘接后待修坯、修坯后待烘烤、烘烤后待投流水线、精坯待转素烧窑。便于进行区域规划,利于成型车间的
6S改善。 4、可考虑增设IPQC的岗位,便于进行制程巡检管控,有利于质量的提升。 5、导入流水线可考虑增加气枪吹瓶口的动作,消除瓶底/瓶颈内泥渣(此项已验证可行,可将除多余粘接料外的所有注浆、粘接掉入的泥渣清除干净) 6、流水线导入可在线尾部增加自动气枪,专门吹除瓶口外部泥渣,效果较好(此项已验证可行,能有效吹除瓶口外部残余泥渣) 7、中间各工序可以省去部分坯架车的积压,提高坯架车的周转效率。
全检人员采用计时的方式,若每人每月2000元工资,则月增加人力成本2000*8=16000元;
若采取全检的方式,其他不看,仅瓶底泥渣一项就提升大约2%的成瓷良率水平。减
少报废的件数:25000*0.02=500件;每月节省500件*30天=15000件;
21个经典生产车间改善案例ppt课件
1,降低工作台面 2,台面用泡棉垫 3,机械手用泡棉包好.
改善 后
现 状 已执行
改善 结果
1,产品不再被机械手刮伤 15 2,没有灰尘产生。
改善成果个案
项目名称
VS7665/7666 提 案 人
IE
项目类别
操作改善 实 施 人 邹龙庚
Before(图片)
提案时间 完成时间
09/07/ 提案部门 IE
Before(图片)
提案时间 完成时间
09/08/ 提案部门 IE
6
09/08/ 6
确 认 人 邹龙庚
After(图片)
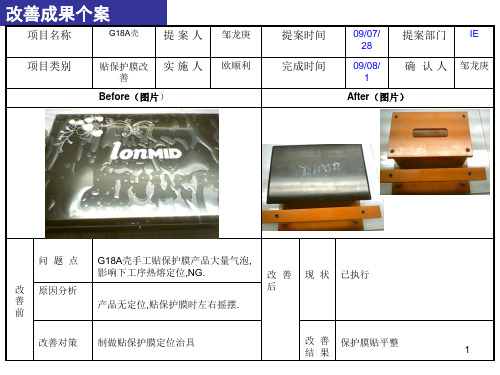
问题点
改 善 原因分析 前
改善对策
员工在M8底壳上印日期时动作浪费, 印完产品后将印张放到桌上,用时再 从桌上拿起然后到印尼盒中沾印尼。
章直接放在印尼盒中,因印尼扁平, 会沾大量的印尼到旁边章上,故放在 桌上
确 认 人 车间
After(图片)
问题点
改 善 原因分析 前
每贴完一个产品都需重新贴黄胶纸,割
黄胶纸.
改善
后
治具面积小
现 状 已执行
改善对策 制做一大治具
改 善 可以一次贴好8PCS产品的量,节约
结 果 4秒/8PCS.
11
改善成果个案
项目名称
意大利眼镜 提 案 人
车间
项目类别
5S改善 实 施 人 邹龙庚
17
After(图片)
问题点
改 善 原因分析 前
每班的QC抽检不良品放的到处,导致
漏返工现象
改
善
没有统一规定地方,放置散乱倒置会漏 后 返工
改善对策
规定每班次QC抽检不良品放到办工 室前门口.
改善 后
现 状 已执行
改善 结果
1,产品不再被机械手刮伤 15 2,没有灰尘产生。
改善成果个案
项目名称
VS7665/7666 提 案 人
IE
项目类别
操作改善 实 施 人 邹龙庚
Before(图片)
提案时间 完成时间
09/07/ 提案部门 IE
Before(图片)
提案时间 完成时间
09/08/ 提案部门 IE
6
09/08/ 6
确 认 人 邹龙庚
After(图片)
问题点
改 善 原因分析 前
改善对策
员工在M8底壳上印日期时动作浪费, 印完产品后将印张放到桌上,用时再 从桌上拿起然后到印尼盒中沾印尼。
章直接放在印尼盒中,因印尼扁平, 会沾大量的印尼到旁边章上,故放在 桌上
确 认 人 车间
After(图片)
问题点
改 善 原因分析 前
每贴完一个产品都需重新贴黄胶纸,割
黄胶纸.
改善
后
治具面积小
现 状 已执行
改善对策 制做一大治具
改 善 可以一次贴好8PCS产品的量,节约
结 果 4秒/8PCS.
11
改善成果个案
项目名称
意大利眼镜 提 案 人
车间
项目类别
5S改善 实 施 人 邹龙庚
17
After(图片)
问题点
改 善 原因分析 前
每班的QC抽检不良品放的到处,导致
漏返工现象
改
善
没有统一规定地方,放置散乱倒置会漏 后 返工
改善对策
规定每班次QC抽检不良品放到办工 室前门口.
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
5
5S改善
责任区域的划分、区域内摆放规范&使用 规范、稽核小组的形成
6
错料改善
生产换料;炉前缺件手补料;贴片不良 维修换料;
7
程序异常
调用程序错误、设备内无程序、程序内 缺件,C/T变更
8
切换机种时间过长改善
切换时间具体统计、线内与线外区分、 线内转线外改善
9
锡膏、胶水过期使用
锡膏与胶水使用规范、人员训练、过期 回收流程、稽核小组形成
考核(标准制定); 实行目视化管理:
设备
1.日常保养计划制定,执行力度,效果评估; 2.设备相关工、治具的保养与管理规范 1.提高执行纪律的主动性; 2.具有高品质高效率的意识;
环境
1.责任区域的划分;2.区域内摆放规范&使用规范;3.稽核小组的形成
4
制造现场改善提案
8
制造现场改善提案
报告人: 2012.7.23
1
工作目录
制造现场改善提案
1 背景、目的
2 改善方向
3 现阶段不良问题提案
4 改善项目与实施计划
5 快速换线(SMED)案例
2
制造现场改善提案
改善背景&目的
背景:
近年来,电子应用技术的发展表现出三个显著的特征。 1.智能化 2.多媒体化 3.网络化
这种发展趋势和市场需求对电路组装技术提出了如下要求: 1.密度化 2.高速化 3.标准化
10 钢板的损坏
钢板的管理、领用、清洗、回收、过期 报废流程制定
11 不良产品的(重复)发生
不良产品反馈处理流程、不良产品检讨 、分析、处理、跟踪、结果比较
12 达成率不足
各机种C/T评估,达成率不足调查,分析 、对策,处理与结果比较
6
制造现场改善提案
快速换线(SMED)案例
7
制造现场改善提案
THE END
用户对电子产品多元化的需求,使少量品种的大批量生产转化为多品种、 小批量的生产,这样必然对元器件贴装制程提出更高的标准要求。
目的: 通过全员参与&制造现场改善达成: 短期: 提高生产效率; 提高品质;降低成本; 中长期: 生产标准化制程
3
制造现场改善提案
改善方向
人员
1.技能培训(项目&计划), 2.定岗定位(技能级别区分)
改善项目与实施计划
Schedule
8月
9月
序号
改善主题
具体项目
12341234 W W W W W W W W 参与实施人员 备注
1 全员参与改善
改善活动规范制度&检讨改善项目
2 作业人员技能培训
人员训练、考核、等级制定
3 日常保养制度形成
设备日常保养项目,稽核小组形成
4 工治具的保养与管理规范制定 保养项目、管理规范、稽核小组形成
现阶段不良问题提案
不良项目:
1.错料:(1)生产换料;(2)炉前缺件手补料;(3)贴片不良维修换料; 2.程序异常:(1)调用程序错误;(2)设备内无程序;(3)程序内缺件; 3.切换机种时间过长改善。 4.锡膏、胶水过期使用。 5.钢板的损坏。 6.不良产品的重复发生。 7.达成率不足。
5
制造现场改善提案