SMD制程工艺流程图
SMT与DIP工艺制程详细流程介绍

SMT生产程序制作流程
SMT部
导出丝印图、坐标,打印 BOM
制作或更改程序
NC 程 序
排 列 程 序
基 板 程 序
打印相关程序文件
将程序导入软盘 导入生产线 在线调试程序
品质部
N IPQC审核 程序与BOM
一致性 Y
审核者签名
3
SMT转机工作准备流程
按PMC计划或接上级转机通知 熟悉工艺指导卡及生产注意事项 生产资料、物料、辅料、工具准备
1.5MM之间)
注意事项: 1.剪脚应严格按 剪脚的标准手法 作业。 2.台面应该定时 清理干净。
执锡及检修(按PCBA焊接标准对不
良的进行检修工作)
SPC(按PCBA标准检查PCBA的不良)
注意事项:
1. 执锡前应确认 PI、正确无误。
2. 执锡、SPC应 该呆好静电环。 3.整个过程中应 做到认真的点检 ,应该做到轻拿 轻放。
2
波蜂焊作业
压件并检查(依据样板和PI) 波蜂焊接(严格依据波蜂焊接PI)
注意事项:
1. 压件、波 蜂焊工位 应有样板 、PI。
2. 波蜂焊接 工位作业 时一定必 须严格依 据波蜂焊 接作业PI作 业
3. 波蜂焊接 工位应随 时保证在 生产线, 确保波蜂 焊无任何 异常
3
执锡段作业
剪脚(按区域呆板元件脚剪在1.0——
6
Q A 检验
1、核对《DIP 制程检验单》
2、首件核对 3、检查外观 4、区分、标识 5、记录、包装
7
入库
领物料及分区
领辅助材料
准备料架
更换资料
传程序
炉前清机
准备工具
网印调试
调轨道
SMT工艺制程详细流程图(更新版)

目 录
• SMT工艺简介 • SMT工艺流程 • SMT工艺材料 • SMT工艺设备 • SMT工艺质量与可靠性 • SMT工艺发展趋势与挑战
01 SMT工艺简介
SMT工艺定义
01
SMT工艺是一种表面组装技术,通 过将电子元件直接贴装在印刷电路 板(PCB)表面,实现电子产品的 组装和集成。
在选择贴片元件时,需要考虑 其电气性能、机械性能、可靠 性、成本等因素。
钢板
01
钢板在SMT工艺中起到支撑和定位电子元件的作用,是重要的 辅助材料之一。
02
钢板通常采用不锈钢或镀锌钢板制成,具有高强度、耐腐蚀、
不易变形等特点。
在选择钢板时,需要考虑其尺寸、精度、平整度、强度等因素,
03
以确保良好的支撑和定位效果。
图像处理系统用于处理和识别拍摄到的图像。
检测设备的精度和可靠性对于产品质量和生产效率有着至关重要的影响。
05 SMT工艺质量与可靠性
质量检测方法
视觉检测
通过高分辨率相机和图像处理技术, 对SMT制程中的元件放置、焊接质量 等进行实时检测。
自动光学检测(AOI)
利用光学原理对焊接后的PCB进行检 测,识别焊接缺陷、元件错位等问题。
02
SMT工艺涉及的设备包括贴片机 、印刷机、回流焊炉等,通过自 动化生产线完成电子元件的快速 、高密度组装。
SMT工艺特点
01
02
03
高密度组装
SMT工艺可以实现高密度、 小型化的电子元件组装, 提高电子产品的性能和可 靠性。
自动化程度高
SMT工艺采用自动化生产 线,提高了生产效率和产 品质量。
环保节能
SMT工艺使用的材料多为 无铅环保材料,有利于环 保和节能减排。
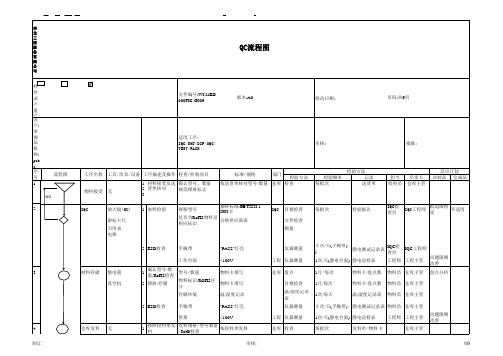
037 SMD QC工程图 A0

V
拉力计 温度计 V 显微镜
V
V
首件表 作业流程
单 制程异常
通知设备 维护员或 领班处理
5.金球大小与位置
时 焊线拉力/金
单 作业流程
1.金线规格
8
IPQC 检验
2.金球大小与位置 3.焊接拉力
4.金球推力
5.焊线弧度
球推力每班/
参照焊线检验 规范
参照焊线检验 规范
每次/5PCS. 外观检查PCB 类每个流程
深圳市华特光电有限公司
文件名称
LED SMD QC 工程图 (LED SMD贴片 QC Managerial Table)
版本
A
页次
1/4
文件编号
HT-WI-037
版次
A0
生效日期:
2011/12/1
工程符号:△=工程开始 ○=操作作业 ◇质量检查 □=操作检查
▽=工程结束
流程
工程 序号
工程名称
管理项目
▽=工程结束
流程
工程 序号
工程名称
管理项目
制造管理(作业/设备) 作业规范 规格设定值 生产设备 检验项目
品质管理 检验规格 检测频率
责任者
首件 检查
检验设 备
作 业 员
设备
QC
管理 员
现 场 主 管
记录表单
异常处理
短烤
1. 温度设定 2. 时间设定
13
量产规格书、自
动点胶作业指导 书
作业指导书
烤箱
产品外观,烘 烤时间与温度
产品外观参照 外观检验规范
外观确认每 次出烤确认
一次 烤箱温度每
显微镜 温度计
SMDLED封装流程介绍 共21页

CHIP LED
TOP LED
原材料
支架
线路板
芯片
金线
封装工艺
粘合剂 封装用胶 荧光粉
胶饼
CHIP LED
TOP LED
四. 工艺流程
焊线
封装
编带
测试
划片/冲切
烘烤
包装
入仓
4.1 固晶
使用粘合剂将芯片固定在支架上。粘合剂有胶浆和 银浆之分,胶浆反光好但导热差且绝缘,银浆反光 差但导热好且能导电。一般双电极芯片用胶浆,单 电极芯片用银浆,而功率型芯片(大尺寸)用银浆。
Q TY: XXXX
IV : (x x x -x x x ) m c d
B IN : X X
V F : (x x -x x ) V
L O T : ||||||||||||||||||||||||||||||||| xxxx
Q C:
QC PA SS
F O S H A N N A T I O N S T A R O P T O E L E C T R O N IC S C O ., L T D 佛山市国星光电股份有限公司
4.6 编带
通过编带机将LED按统一的极性方向(一般为负极 向孔)编进载带里,不同外形的LED每卷编带数量 也不同(1000PCS-4000PCS)。
4.7 去湿烘和包装
对于类似TOP LED防潮要求较高的产品在包装前须 要作80℃×(12~24)h的祛湿焙烘,再进行真空 包装,并在里面放有干燥剂和湿度指示卡。
QC:
QC PASSxxxxFra bibliotekFO SH A N N A T IO N ST A R O PT O E L E C T R O N IC S C O ., L T D
SMD生产工艺流程图
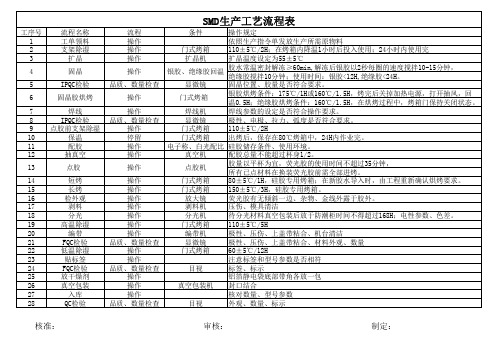
SMD生产工艺流程表工序号流程名称流程条件操作规定1工单领料操作依照生产指令单发放生产所需原物料2支架除湿操作门式烤箱110±5℃/2H;在烤箱内降温1小时后投入使用;24小时内使用完3扩晶操作扩晶机扩晶温度设定为55±5℃4固晶操作银胶、绝缘胶回温胶水常温密封解冻≥60min,解冻后银胶以2秒每圈的速度搅拌10-15分钟,绝缘胶搅拌10分钟;使用时间:银胶<12H,绝缘胶<24H。
5IPQC检验品质、数量检查显微镜固晶位置、胶量是否符合要求。
6固晶胶烘烤操作门式烤箱 银胶烘烤条件:175℃/1H或160℃/1.5H,烤完后关掉加热电源,打开抽风,回温0.5H;绝缘胶烘烤条件:160℃/1.5H,在烘烤过程中,烤箱门保持关闭状态。
7焊线操作焊线机焊线参数的设定是否符合操作要求。
8IPQC检验品质、数量检查显微镜极性、电极、拉力、弧度是否符合要求。
9点胶前支架除湿操作门式烤箱110±5℃/2H10保温停留门式烤箱出烤后,保存在80℃烤箱中,24H内作业完。
11配胶操作电子称、白光配比硅胶储存条件、使用环境。
12抽真空操作真空机配胶总量不能超过杯身1/2。
13点胶 操作点胶机胶量以平杯为宜,荧光胶的使用时间不超过35分钟,所有已点材料在换装荧光胶前需全部进烤。
14短烤操作门式烤箱80±5℃/1H,硅胶专用烤箱;在新胶水导入时,由工程重新确认烘烤要求。
15长烤操作门式烤箱150±5℃/3H,硅胶专用烤箱。
16检外观操作放大镜荧光胶有无倾斜一边、杂物、金线外露于胶外。
17剥料操作剥料机压伤、模具清洁18分光操作分光机待分光材料真空包装后放于防潮柜时间不得超过168H;电性参数、色差。
19高温除湿操作门式烤箱110±5℃/5H20编带操作编带机极性、压伤、上盖带粘合、机台清洁21FQC检验品质、数量检查显微镜极性、压伤、上盖带粘合、材料外观、数量22低温除湿操作门式烤箱60±5℃/12H23贴标签操作注意标签和型号参数是否相符24FQC检验品质、数量检查目视标签、标示25放干燥剂操作铝箔静电袋底部带角各放一包26真空包装操作真空包装机封口结合27入库操作核对数量、型号参数28QC检验品质、数量检查目视外观、数量、标示核准: 审核: 制定:。
SMD制作流程 LED显示屏表贴资料精

High Quality Easy Life!
引线键合
• 下列图为已经键合完成的样式。
• 白胶和黑胶都为共阳极SMD。
• 注意看右上角有个小小的三角形缺口,这个标记 代表共阳极。
共阳极
白胶键合完成
黑胶键合完成
High Quality Easy Life!
• 封装点胶工序主要是将 键合后的碗杯内注入外 封胶。
封装点胶
显 微 镜 放 大 点 胶 机 固 定 座
High Quality Easy Life!
后固化
• 后固化时将点胶完的整条支架放入烘箱内进行烘 烤。
• 经过高温几个小时的
烘烤之后,胶体开始
凝固。
• 待完全固化之后,从
烘箱内取出,然后降
温。 后固化工序完成。
• 目的:为了让后面的键合工序共金质量更 好更稳定。
• 清洗方式:
利用等离子清洗机对支架表面的打胶方式。 主要是用等离子轰击对支架表面的一些沾 污进行清除,来净化表面。
High Quality Easy Life!
固晶
• 固晶工序主要是把RGB三色芯片放入单颗SMD的碗 杯中。
• 首先在碗杯内将要固晶的部位点上少量固晶胶, 然后将芯片放入碗杯内已点胶部位上方即可。
的整条支架放入固晶机内,把
蓝、绿光芯片固在红光芯片之
上。
• 蓝、绿光芯片固完后再次进行
透明胶前固化。 • 这样整个固晶工序就完成了。
固晶完成
High Quality Easy Life!
• 什么是引线键合? 把芯片的某个电极和外部的 框架通过金线进行连接导通 的过程称为引线键合。
引线键合
ASM iHawk键合机
• 320芯片:分为蓝光和绿光两 种。
SMD QC流程图参考
IQC工程师 3次/天(手腕带) 静电测试记录表 IQC检查员 ) 1次/天(静电台面) 静电巡检表 1次/ 班 每罐 每罐 每罐 每罐 每片 工程师 工程主管 工程师
6
锡膏印刷 (B面)
冰箱 锡膏自动搅拌 机 锡膏自动印刷 机 钢网 CKD VP5000
1 锡膏储存
储存温度
冰箱温度记录表 班长
锡膏使用期限 有效期 管理 锡膏在室温下 时间控制 管理 锡膏自动搅拌 时间控制 锡膏类型 适应类型
FMZZ063,064 技术员 工程师 不适用 修理员 组长 静电环测试记录表 班长 技术员 静电巡检表 1 QC日报表 作业员 SMT主任 原因调查 再分析
11
CNG NG A OK OK
锡膏印刷 (A面)
冰箱
1 锡膏储存 锡膏使用期限 锡膏自动搅拌机 有效期 管理 锡膏自动印刷机
手腕带 静电台面 储存温度
首件检查记录表 QC 保养记录表
技术员 工程师 技术员
静电测试记录表 班长 静电巡检表 QC日报表 炉温曲线测试记 录 QC
2 基板回流焊接 回流炉温度设定
<100V 仪器测量 1次/天 无少件/偏位/反贴/反向/ SMT 目视 每片 错件 SMT 回流炉温度曲 1次/ 天,机种切换 线 或重新开启 参考点检表 "PASS"灯亮 <100V 320~ 350°C ≤ 10 ohm 无连锡/浮高/少(多)锡/反 向等 目视检查 仪器测量 仪器测量 目视检查 1次/6个月 每卷 3次/天(手腕带) 1次/天 保养及维护 仪器测量 仪器测量 烙铁温度测试 修理 仪 目视检查 天/周/月保养 3次/天(手腕带) 1次/天 1次/天 1
华北工控股份有限公司
QC流程图
SMT工艺流程及组装生产线ppt课件
翻板
清洗
A面再流焊接
焊膏烘干 胶黏剂固化
贴装SMD
胶黏剂固化
B面
双波峰焊接
清洗
图2-7双面表面组装工艺流程(b) 第六种方式
最终检测
15
SMT生产线的设计—生产设备
常见的生产设备:
JUKI贴片机
日立印刷机
富士贴片机 劲拓回流焊机
16
SMT生产线的设计—主要设备的位置与分工
Screen Printer
2.按照生产线的规模大小:可分为大型、中型和小型生产线 大型生产线:具有较大的生产能力,一条大型生产线上的贴装机由一台 多功能机和多台高速机组成; 中、小型 SMT 生产线:主要适合中、小型企业和研究所,满足中、小 批量的生产任务。贴装机一般选用可采用一台多功能机;如果有一定 的生产量,可采用一台多功能机和一至两台高速机。
Mount
AOI
Reflow
17
SMT生产线的设计—印刷机
焊膏印刷机:
位于SMT生产线的最前端,用来印刷焊膏或贴片胶。它将焊膏或贴片 胶正确地漏印到印制板的焊盘或相应位置上。
18
SMT生产线的设计—印刷机
HITACHI全自动网板印刷机NP-04LP
采用Windows NT交互式操作系统, 操作便捷,高速、高精度、重复印刷性好 定位精度达±15μm; 适宜细间距QFP、SOP等器件的连续印刷 50×50mm≤印刷尺寸≤460×360mm
9
SMT的组装工艺流程—双面混合组装
来料检测
组装开始 A面涂胶黏剂 贴SMIC
焊膏 烘干
再流焊接
翻板
胶黏剂固化 贴装SMD
PCB B面 涂胶黏剂
翻板
插装元件 引线打弯
SMT印刷工序作业流程图

SMT印刷工序作业流程图流程图作业内容1、熟悉工艺指导书及生产注意事项参照《锡膏印刷作业指导书》,里面有一些产品的特殊要求。
2、准备PCB、辅料、工具2。
1、工具准备:搅拌刀、酒精瓶、擦拭纸、顶针、印刷治具、气枪、放大镜(针对一些特殊产品)2.2、锡膏、红胶准备根据产品要求选择无铅锡膏、有铅锡膏、红胶。
千住锡膏(M705-GRN360-K2)在室温下进行回温2小时.车间温度:18~26℃,车间湿度40—70%。
已回温未开封的焊膏不得放置超过24小时,超过24小时应重新放回冰箱,下次先领用;同一瓶焊膏的回温次数≤2次。
乐泰锡膏(CR37)在室温下进行回温4小时。
车间温度:18~26℃,车间湿度40—70%.已回温未开封的焊膏不得放置超过24小时,超过24小时应重新放回冰箱,下次先领用;同一瓶焊膏的回温次数≤2次。
贴片胶使用前,应先从冷藏柜中取出,放置在阴凉处(不要放在冰柜顶部)回温,ESGS.W880、富士NE3000S回温时间3—4小时.回温时不应打开封口,贴片胶只允许回温一次. 锡膏搅拌时间3分钟。
2。
3、准备PCB板2。
3.1、确认PCB型号/周期/数量/版本号/包装状态(OSP必须是真空袋包装).2。
3。
2、确认领取时是否有不同版本的PCB,如果有必须确认清楚.2.4、刮刀准备2. 4。
1、每次生产前必须先检查刮刀的平整度、变形、磨损情况,若不良现象存在于印刷区域中,致使无法印刷出品品质合格的图形,该刮刀必须报废处理;若不影响印刷效果或不良情况未在印刷区域中,则需请技术部确认后方可使用。
2。
4。
2、上述情况必须完全记录在《SMT制程记录表》上。
2。
5、准备钢网2。
5.1、检查钢网版本/状态/是否与PCB相符.2。
5。
2、每次使用前必须先检查钢网的平整度、变形、磨损、钢网绷网、张力,若不良现象存在于需印刷的图形之上致使无法印刷出合格的图形,该钢网必须报废处理;2。
5。
3、若不影响印刷效果或不良情况未在印刷图形之上,则需请技术部确认后,才能使用;针对绷网胶水开裂致使钢网松弛现象,则需请技术部进行绷网处理之后,测试张力大于30N/cm,方可使用.2.5。
SMD工艺流程简介PPT课件
2020/4/12
Page2
SMD LED 主要分類 – C150 (1206)
2020/4/12
Page3
SMD LED 主要分類 – C170 (0805)
2020/4/12
Page4
SMD LED 主要分類 – C191 (0603, 0.6T)
2020/4/1 C192 (0603,0.4T)
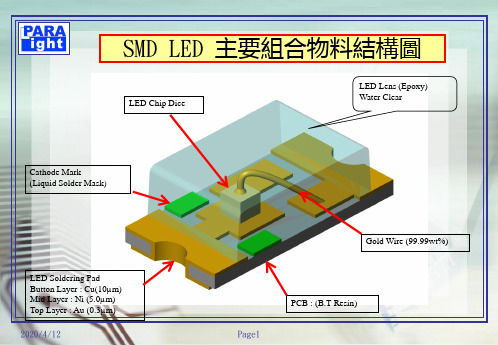
Gold Wire (99.99wt%)
Page1
PCB : (B.T Resin)
SMD LED 主要分類
• 一般統稱方法是以元件之面積的長和寬來稱呼 • 1. 1206 (120mil L x 60mil W), > 3.2mm L x 1.6mm W • 2. 0805 (80mil L X 50mil W), > 2.0mm L x 1.25mm W • 3. 0603 (60mil L x 30mil W), > 1.6mm L x 0.8mm W • 4. 0402 (40mil L x 20 mil W), > 1.0mm L x 0.5mm W
2020/4/12
Page6
SMD LED 主要分類–S110 Side Look (1206,1.0T)
2020/4/12
Page7
SMD LED 產品型號規範
L-C150GCXX-XXXX
L : PARA LIGHT
C : Top View Type S : Side View Type
0 : Single chip 1/2 : Super thin single chip 5/6 : Dual chip F : Three Chip (Full Color)
smd led封装工艺流程
smd led封装工艺流程SMD LED封装工艺流程是指将LED芯片封装到SMD组件中的过程。
在整个流程中,需要经过多个步骤,包括准备材料、贴片、焊接、测试和包装等。
下面将详细介绍SMD LED封装工艺流程。
首先,准备材料。
首先需要准备SMD封装用的基板、贴片机、回流焊接机、自动测试设备以及包装材料等。
第二,贴片。
在贴片过程中,首先需要将基板放置到贴片机上,并按照规定的位置摆放好胶水。
然后,将LED芯片放置在胶水上,并精确地对齐。
贴片机将自动将芯片精确地贴在基板上,并固定好。
第三,焊接。
在焊接过程中,首先需要将贴好芯片的基板放置到回流焊接机中。
回流焊接机会将基板加热到一定的温度,使胶水熔化并固定芯片。
同时,焊接机还会加热焊盘,将焊膏熔化。
然后,将焊线放置在焊盘上,并进行焊接。
焊接完成后,基板会继续在回流焊接机中冷却。
第四,测试。
在测试过程中,需要将焊接好的基板放置到自动测试设备中。
测试设备会检测组件的亮度、色温、电压和电流等参数,并将测试结果记录下来。
如果组件通过测试,则会继续进行后续步骤。
如果组件未通过测试,则需要修复或重新制作。
最后,包装。
在包装过程中,首先需要将测试通过的组件放置到包装材料中,如透明塑料盒或纸盘。
然后,将包装好的组件放置到盒子中,并进行封箱。
最后,将封好的盒子进行标签贴上标签,并进行质检。
如果质检合格,则可以进行出货。
这就是SMD LED封装工艺流程的主要步骤。
通过这个流程,可以将LED芯片封装成SMD组件,以便于在电子产品中使用。
这个流程还可以保证组件的质量和性能,并提高生产效率。
SMT工艺流程PPT课件

之邦定部份
2024/10/14
编制:Boter
1
准备夹具、测试架 技术资料核对
机器配置准备
设备参数调试 N
设备故障修理 Y
交生产线继续使用
邦定工艺流程图
邦定
生产线安排生产
物料上机 N
核对物料 Y
点胶、贴芯片
PMC
下达生产计划
领料员发放物料
邦定测试过镜修理 封胶
烤箱固化
炉后检查
产品装箱
2024/10/14
邦定技术服务商
配件、维修和技 术支持
2
研发中心
拟发工程更改单 拟发新工程料单
2024/10/14
邦定工艺控制流程图
邦定
ME按料单制 作生产程序和上料卡
ME工艺组更改工程料 单、生产程序及上料卡
备份保存
按工艺要求制作邦定工艺指 导卡
相关部门
拟发工程更改单
品管 审核
Y
贴 胶 纸 工 艺 卡
Y
线长 N
是否停拉 Y 停拉
品管
N
Y 是否停拉
N
抽检机 芯品质 是否良
好Y
入库、出货
•ME有责任
对生产线提 出的工艺问 题进行调试、 确认。
•对模组进行检 查,发现不良 现象及时调试。 •调试不了的请 ME调试。
2024/10/14
•对机芯进行全 检,对不良机 芯进行纠正, 并及时反映给 操作工。保证 机芯100%合格。
邦定转机流程图
接上级生产安排 按工艺指导卡领PCB及IC
N
IPQC核对物料
Y
邦机程序调试
各生产环节生产参数确认 首件生产及确认
正常生产
SMT工艺制程详细流程图(更新版)

生产调试合格首部机芯
核对工程样机 Y 元件贴装效果确认 N N 通知技术员调试
IPQC元件实物 测量
Y
OQC对焊接质量进行复检
Y
N 回流焊接或固化并确认质量
填写样机卡并签名
对照样机进行生产、检查
原创:boter Mail: boter29@
9
SMT首件样机测量流程
SMT部
品质部
转机调试已贴元件合格机芯
Y
打印相关程序文件
审核者签名
将程序导入软盘
导入生产线
在线调试程序
原创:boter Mail: boter29@
5
SMT转机工作准备流程
按PMC计划或接上级转机通知
熟悉工艺指导卡及生产注意事项
生产资料、物料、辅料、工具准备
资料准备
钢网准 备 检查钢 网版本/ 状态/是 否与PCB 相符
清洗焊接后的残留物
原创:boter Mail: boter29@
IPQC检验(品质部)
13
SMT换料流程
SMT部
巡查机器用料情况
提前准备需要更换的物料 机器出现缺料预警信号
品质部
操作员根据机器显示缺料状况进行备料
机器停止后,操作员取出缺料Feeder
N
IPQC核对物料(料
对原物料、备装物料、上料卡进行三方核对 号/规格/厂商/周期)
3
SMT品质控制流程
品质部
SMT部
PCB外观检查 Y N 退仓或做废处理
IPQC在线工艺监督、物料/首件确认 IQC来料异常跟踪处理
PCB安装检查 N 网印效果检查 Y 清洗PCB N 校正/调试
OQC外观、 功能抽检 Y 贴PASS贴或签名 N
SMT工艺制程详细流程图
正常生产
7
SMT转机物料核对流程
SMT部
品质部
生产线转机前按上料卡分机台、站位
转机时按已审核排列表上料
Y
产线QC与操作员
N
核对物料正确性
物料确认或更换正确物料
查证是否有代用料 N
N IPQC复核生产线上料正确性
Y
产线QC与操作员确认签名
IPQC签名确认
开始首件生产
8
工程部 提供工程样机
PE确认
SMT首件样机确认流程
QC/测试员
接收检验仪器和工具 接收检验要求/标准
按“工艺指导卡”要求,逐项对 产品检验
Y
作良品标 记
包装待抽 检
检验结 果
N
产品作好 缺陷标识
作好检 验记录
不良品统计 及分析
生产线
在线产品
修理进行修理
Y 判断修 理结果 N
填写报废申请单 /做记录
区分/标识,待 报废
16
SMT不良品处理流程
N 向上级反馈改善
交修理维修
Y
后焊(红胶工艺先进行波 峰焊接)
N 后焊效果检查
向上级反馈改善
Y 功能测试
N 交修理员进行修理
Y
2
成品机芯包装送检
SMT部
对照生产制令,按研发部门 提供的BOM、PCB文件制作或
更改生产程序、上料卡
备份保存
按已审核上料卡备料、上料
SMT工艺控制流程
品质部
工程部
N
对BOM、生 产程序、上 料卡进行三
3
SMT品质控制流程
品质部 IPQC在线工艺监督、物料/首件确认
IQC来料异常跟踪处理
OQC外观、 功能抽检
SMD生产工艺流程图

SMD生产工艺流程图SMD生产工艺流程表工序号流程名称流程条件操作规定1工单领料操作依照生产指令单发放生产所需原物料2支架除湿操作门式烤箱110±5℃/2H;在烤箱内降温1小时后投入使用;24小时内使用完3扩晶操作扩晶机扩晶温度设定为55±5℃4固晶操作银胶、绝缘胶回温胶水常温密封解冻≥60min,解冻后银胶以2秒每圈的速度搅拌10-15分钟,绝缘胶搅拌10分钟;使用时间:银胶<12H,绝缘胶<24H。
5IPQC检验品质、数量检查显微镜固晶位置、胶量是否符合要求。
6固晶胶烘烤操作门式烤箱银胶烘烤条件:175℃/1H或160℃/1.5H,烤完后关掉加热电源,打开抽风,回温0.5H;绝缘胶烘烤条件:160℃/1.5H,在烘烤过程中,烤箱门保持关闭状态。
7焊线操作焊线机焊线参数的设定是否符合操作要求。
8IPQC检验品质、数量检查显微镜极性、电极、拉力、弧度是否符合要求。
9点胶前支架除湿操作门式烤箱110±5℃/2H10保温停留门式烤箱出烤后,保存在80℃烤箱中,24H内作业完。
11配胶操作电子称、白光配比硅胶储存条件、使用环境。
12抽真空操作真空机配胶总量不能超过杯身1/2。
13点胶操作点胶机胶量以平杯为宜,荧光胶的使用时间不超过35分钟,所有已点材料在换装荧光胶前需全部进烤。
14短烤操作门式烤箱80±5℃/1H,硅胶专用烤箱;在新胶水导入时,由工程重新确认烘烤要求。
15长烤操作门式烤箱150±5℃/3H,硅胶专用烤箱。
16检外观操作放大镜荧光胶有无倾斜一边、杂物、金线外露于胶外。
17剥料操作剥料机压伤、模具清洁18分光操作分光机待分光材料真空包装后放于防潮柜时间不得超过168H;电性参数、色差。
19高温除湿操作门式烤箱110±5℃/5H20编带操作编带机极性、压伤、上盖带粘合、机台清洁21FQC检验品质、数量检查显微镜极性、压伤、上盖带粘合、材料外观、数量22低温除湿操作门式烤箱60±5℃/12H23贴标签操作注意标签和型号参数是否相符24FQC检验品质、数量检查目视标签、标示25放干燥剂操作铝箔静电袋底部带角各放一包26真空包装操作真空包装机封口结合27入库操作核对数量、型号参数28QC检验品质、数量检查目视外观、数量、标示核准:审核:制定:。
SMD贴片LED的生产流程
SMD贴片LED的生产流程1.草图设计和原料准备:首先,根据客户需求,设计人员会根据LED产品的功能、尺寸和颜色等要求进行草图设计。
然后,根据设计图纸,准备生产所需的原料,包括LED芯片、LED封装材料、半导体材料等。
2.光刻制程:首先,将原料进行光刻处理,通过涂覆光刻胶在光刻掩模上,然后将掩膜与LED芯片进行对位,曝光和显影处理,形成光刻图案。
3.原片分割:接下来,使用高精度切割机对光刻图案进行分割,将芯片切割成小的矩形片。
4.金属化处理:对芯片进行金属化处理,涂覆金属还原剂并通过烘烤使其完全的干燥,将金属电极层形成在芯片上。
5.丝网印刷:在上述步骤中制作的LED芯片中,使用丝网印刷技术在其表面印刷LED封装材料,形成LED灯泡的外部外壳。
6.自动化包装:接下来,通过自动化设备将刚制作好的LED芯片进行自动粘合和焊接到PCB(Printed Circuit Board)上。
在这个过程中,LED芯片和PCB通过锡膏相连接,通过回流焊接设备来完成焊接过程。
7.质量检查:焊接完成后,需要对贴片LED进行质量检查。
这包括检查焊接质量、外观质量、颜色均匀度等。
对于不合格的产品,需要重新加工或修复。
8.驱动电路和灯光效果测试:将贴片LED与驱动电路相连,以确保正常工作。
通过灯光效果测试来判断是否满足预期的亮度、颜色和光强度等要求。
9.产品包装和存储:合格的贴片LED产品进行最终的包装和标识,以便存储和运输。
包装一般包括静电袋、塑料盒等,以保护产品的品质。
10.成品存储和出货:最后,将包装好的贴片LED产品存储在适宜的温度和湿度条件下,以确保产品质量。
然后按照客户订单进行发货,以完成整个生产流程。
总结:SMD贴片LED的生产流程主要包括草图设计和原料准备、光刻制程、原片分割、金属化处理、丝网印刷、自动化包装、质量检查、驱动电路和灯光测试、产品包装和存储以及成品存储和出货等步骤。
这些步骤的顺序和精度都对最终产品的质量和稳定性有着重要的影响。
SMD制作流程 LED显示屏表贴

的缩写,意为:
单颗SMD
杭州美卡乐光电有限公司
VR0280BA红光芯片为倒装芯片,右图芯片表面圆形状为负极,芯片底部为正极。
芯片尺寸为:
280um×280um
•320芯片:分为蓝光和绿光两
种。
•芯片表面左下角圆形电极为
极(正极),右上角扇形电极
为N极(负极)。
•蓝光芯片型号为:MB0320IT
•绿光芯片型号为:NG0320IT
•芯片尺寸为:320um×320um 320芯片(蓝,绿光)
•280芯片:分为蓝光和绿光两
种。
•芯片表面下方圆形电极为P极
(正极),上方扇形电极为
极(负极)。
•蓝光芯片型号为:MB0280IT
•绿光芯片型号为:MG0280IT
•芯片尺寸为:250um×300um 280芯片(蓝,绿光)
先固红光,再固蓝、
AD830 SMD固晶机
固晶完成
ASM iHawk键合机
黑胶键合完成
座
后固化完成
震料盘
SLT400 自动编带机
High Quality。