亲水铝箔性能要求及检验方法
亲水铝箔企业标准
亲水铝箔1 范围本标准规定了TCL空调产品用亲水涂层铝箔(简称亲水铝箔)的分类与命名、技术要求、实验方法、检验规则及标志、包装、运输及贮存。
本标准适用于TCL空调产品热交换器用亲水铝箔。
2 规范性引用文件下列文件对于本文件的应用是必不可少的。
凡是注日期的引用文件,仅注日期的版本适用于本文件。
凡是不注日期的引用文件,其最新版本(包括所有的修改单)适用于本文件。
GB/T 228 金属材料室温拉伸试验方法GB/T 1771 色漆和清漆耐中性盐雾性能的测定GB/T 2828.1 计数抽样检验程序第1 部分: 按接收质量限(AQL)检索的逐批检验抽样计划GB/T 3198 铝及铝合金箔GB/T 3190 变形铝及铝合金化学成份GB/T 3199 铝及铝合金加工产品的包装、标志、贮存GB/T 6461 金属覆盖层对底材为阴极的覆盖层腐蚀试验后的电镀试样的评级GB/T 9286 色漆和清漆漆膜的划格试验GB/T 9753 色漆和清漆杯突试验GB/T 16865 变形铝、镁及其合金加工制品拉伸试验用试样GB/T 17432 变形铝及铝合金化学成份分析取样方法GB/T 20975 铝及铝合金化学成份分析方法YS/T 95.1 空调器散热片用铝箔第1 部分素铝箔YS/T 95.2 空调器散热片用铝箔QT/TK-08.01 产品质量特性重要度分级、不合格(缺陷)分类及编码、不合格品分类导则3 术语和定义本标准采用下列术语/ 定义。
亲水铝箔利用化学方法在铝箔表面生成一层稳定的高亲水性膜,使铝箔上的冷凝水由珠状变成膜状4 技术要求4.1 亲水铝箔基材合金牌号及状态见附表1表 1 亲水铝箔基材的牌号、状态4.2 亲水铝箔的尺寸规格应符合表2 的规定。
表24.3 化学成份铝箔的化学成份符合表 3 规定表3注: 本企业一般仅对Fe、Si、Cu 作化学分析, 必要时对其他成分作纯度分析4.4 力学性能亲水铝箔的力学性能应符合表4的规定。
亲水铝箔
亲水铝箔
目录
一、亲水铝箔介绍
二、亲水涂层铝箔产品特征
三、亲水铝箔应用
一、亲水铝箔介绍
亲水铝箔是对铝箔进行亲水处理,通过特殊工艺处理,在其表面覆膜一层亲水层,冷凝水在亲水铝箔上会迅速散开,不会凝结成水珠,增大热交换面积,加快制冷制热速度,还有效避免冷凝水阻碍空气流动而产生的噪音。
亲水铝箔是家用空调换热片的主要原材料,对空调器的效率有着极大影响。
如果换热器的原材料为亲水铝箔,能使制冷效率提高5%,还具有防腐蚀和防霉菌,无异味的功能,不会造成水珠的积聚堵塞影响换热。
铝板带国家标准(GB/T 3880-2006),适用于铝合金板带材料的统一标准。
GB/T3880-2006标准中规定厚度0.2毫米一下的称为铝箔。
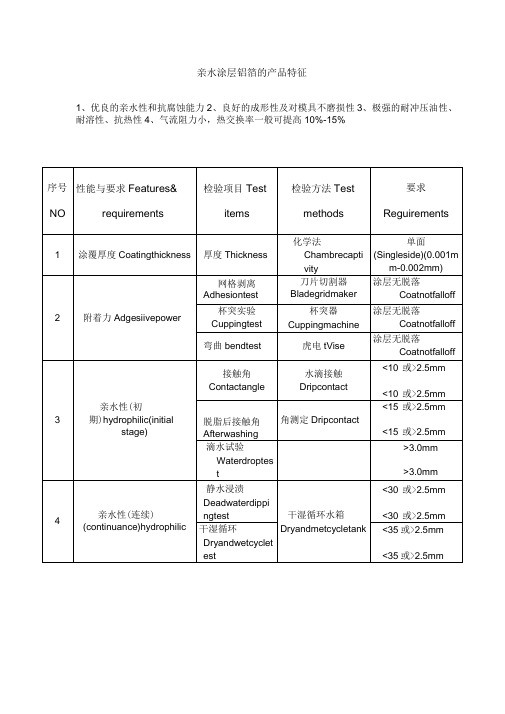
二、亲水涂层铝箔产品特征
1、优良的亲水性和抗腐蚀能力;
2、良好的成形性及对模具不磨损性;
3、极强的耐冲压油性、耐溶性、抗热性;
4、气流阻力小,热交换率一般可提高10%-15%。
三、亲水铝箔应用
亲水箔是空调器中换热片的主要原料,被广泛用于家用空调,冷藏柜,汽车空调等制冷设备,与普通光箔相比具有下述优点:
1、可以增加防腐性,防霉菌,无异味的功能;
2、换热片积聚表面的冷凝水均匀地分布在表面上,不会因为水珠形成后造成换热片间的聚集堵塞,影响热交换条件,从而提高了热交换率5%;
3、由于水无珠,相应也减少了震动造成的噪音;
4、可防止空调器氧化粉末吹入室内对人体产生不利影响,符合环保要求;
5、空调器散热片用亲水铝箔应符合YS/T95.2---2001的规定。
亲水铝箔性能要求及检验方法
结构代号Code
说明Summarization
HD2002-2
HW3302
基材+防腐层+有机亲水层
BaseMaterial+FilmwithCorrosive
Resistance+organichydrophiliccoating
HP2203
HW3303
杯突实验Cuppingtest
杯突器Cuppingmachine
涂层无脱落Coatnotfalloff
弯曲bendtest
虎电tVise
涂层无脱落Coatnotfalloff
3
亲水性(初期)hydrophilic(initial
stage)
接触角Contactangle
水滴接触Dripcontact
>2.5mm
10
耐三氯乙烯性
Trethylene-resistant
三氯乙烯对亲水涂层亲水性的影响trethylene'soncoat's
hydrophilicity
>2.5mm
11
成型Shapability
生产阶段观察,亲水涂层对高衡模具的
磨损情况Duringmanufacturing,checktheabrasionofhighdiedmouldbyhydro-coat.
>13
>5.0
1200
H26
0.09-0.20
125-160
>10
>4.5
8011
H22
0.09-0.20
120-140
>20
>6.0
铝箔检验操作规程
有限公司食品GMP管理文件文件名称铝箔检验操作规程-0900200 共4页文件编号TS-B2制订制订日期年月日审核审核日期年月日批准人批准日期年月日颁发部门质管部颁发日期年月日执行部门质管部、生技部生效日期年月日分发部门质管部、生技部、行政部1. 名称:药用包装用铝薄2. 代号或编号3. 引用标准:药用包装用铝薄质量标准4. 操作规程:4.1 外观:取样品适量,在自然光线明亮处,正视目测。
表面应洁净、平整、涂层均匀。
文字、图案印刷应正确、清晰、牢固。
4.2 规格尺寸及允许偏差:用游标卡尺测量铝箔厚度,用量尺测量宽度、长度。
4.3 针孔度4.3.1 仪器与用具:剪刀、尺子、针孔检查后、玻璃板、黑色纸。
4.3.2 操作法:取长400㎜,宽250㎜(当宽小于250㎜时,取卷幅宽)试样十片,逐张置于针孔检查合(800㎜³600㎜³300㎜或适当体积的木箱、木箱内安装30W日光灯,木箱止面放一块玻璃板,玻璃板衬黑纸并留有400㎜³250㎜空间以检查试样的针孔)上,在暗处检查其针孔。
不应有密集的、连续性、周期性的针孔;每一平方米中,直径大于0.3㎜的针孔不允许有;直径为0.1~0.3㎜的针孔数不得过1个。
4.4 阻隔性能:水蒸气透气量:按水蒸气透气量测定法杯式法的规定进行。
试验时热封面向中湿度底的一侧,试验温度(38±2)℃,相对湿度(90±5)%,不得过0.5g/(㎡²24h)。
4.5 粘合层热合强度:4.5.1 仪器与用具:剪刀、尺子、热封仪、标准载切器、试验机。
4.5.2 操作法取100㎜³100㎜的本品二片,另取100㎜³100㎜的标准聚氯乙烯固体药用硬片二片。
将试样的粘合层面,向PVC面进行叠合。
置于热封仪进行热合,热合文件名称铝箔检验操作规程文件编号TS-B2-0800200 序页/总页2/4条件为:温度15万℃±5℃,压力0.2mpa,时间1S,热合后取出放冷,用标准载切器切成15㎜宽的试样,取中间三条供试验,试样应在温度23℃±2℃,相对湿度50%±5%的环境冲,放置4小时以上,并在上述条件下进行试验。
铝箔铜箔的检测方法
四,表面粗糙度测定方法
步骤:
取样:在铜箔的宽度方向的中心和两侧各取1个边长为50±0.2mm,厚度为铜 箔厚度试样共3个。
地方,在室温下将配好的染色溶液,用刷子涂于整个试样光面,5 min 后数出试样粗糙面上的针孔和渗透点数目。
六,载体铜箔的载体与铜箔分离强度测定方法
步骤:
取样:在铜箔的任意位置取3个长度为150±0.5mm,宽度为12±0.2mm或25± 0.25mm厚度为铜箔厚度的试样3个。
试验程序:将尺寸大于刚性板的载体铜箔层压到刚性板上。 沿试样长度方向将载体剥起50mm左右。 把剥起的试样固定在水平面上,使已分离起的载体伸出25mm。 使试样以50m/min的速度进行分离,记录分离长度不小于25mm 过程中的最小分离力f。
二,电性能检测方法
步骤:
取样:在所测的铜箔上切取长约1m、宽度为铜箔宽度作为样本单位, 后在 铜箔的宽度方向的中间部位和两侧各取1个长度为330mm,宽度为25mm,厚度为 铜箔厚度的纵向试样,横向取1个试样。 称重:将4个试样分别放在天平上称重,记录其质量m,并测出室内温度t。 试样电阻值的测定:在测试过程中,应尽量采用小电流,以免使试样变热引 起额外误差。判断电流是否过大的方法,是将测试电流增加40%,若测得的 电阻值大于原电流测出值的0.06%,则认为电流过大。需要降低测试电流, 直到小于0.06%。正反方向的电流各测一次,取其算术平均值R(t)。 质量电阻率的计算:
比较:将计算结果与产品的公称厚度相比较
空调亲水铝箔专用说明书
黄山嘉博瑞科技有限公司嘉博瑞科技亲水铝箔专用涂料我公司研发生产的亲水铝箔专用涂料,系由热固性高分子树脂、水溶性改性树脂调配而成的有机水性涂料,适用于带钢生产线采用的辊涂法使用,作为空调热交换器中铝箔表面的封闭防腐和亲水化处理.该产品具有优越的涂层性能及优良的施工性能.技术指标JBR-200D 水性底漆项目内容外观乳白色液体(可依客户要求配色)黏度 25℃/s(4#福特杯)13-14固含量%(120℃/30min)25±1PH值8.0-9.0JBR-300M 亲水面漆项目内容外观微黄微浊或透明液体黏度 25℃/s(4#福特杯)12±2固含量%(180℃/30min)10±1PH值4±1.5涂装工艺及条件(1)工艺流程:开卷→脱脂→水洗→干燥→辊涂JBR-200D底漆→烘烤固化涂膜→辊涂JBR-300M亲水面漆→烘烤固化涂膜→收卷.(2)使用方法:JBR-200D水性底漆根据工艺情况加纯水或去离子水稀释以获最佳外观.JBR-300M亲水面漆根据客户要求分单组份和双组份,单组份直接使用.双组份AB组份混合搅拌均匀即可使用.(3)涂层厚度:JBR-200D: 1±0.1 g/㎡(干膜) JBR-300M:0.2±0.05 g/㎡(干膜)(4)固化温度:JBR-200D: 225-230℃ JBR-300M: 240-245℃ (金属温度PMT)涂层性能:包装、储存、运输.(1)包装:单组份:125 kg/桶;双组份:A-120 kg/桶,B-5 kg/桶(2)储存、运输:防漏、防冻、防爆晒.室内(5-25℃):保质期为6个月【上述资料仅供参考,请按试验,以便适合您的要求】。
空调亲水铝箔技术协议

1适用范围本协议适用于房间空调器用1030B (GL-Io3)、8011、I100和1200、3102铝合金亲水铝箔,适用于格兰仕(中山)家用电器有限公司空调器所用的各种规格的以卷的形式提供,用于制作空调器热交换器散热片的亲水铝箔在批量生产使用。
金属拉伸试验方法铝及铝合金加工产品的化学成分金属杯突试验方法铝及铝合金加工产品包装、标志、运输、储存 铝箔厚度的测定称量法 铝及铝合金的化学分析方法 涂层防腐性试验方法逐批检查计数抽样程序及抽样表4.1 化学成份:4.2 合金状态、力学及工艺性能:合金状态、力学及工艺性能应符合表2的规定表2技术协议协议材料名称:亲水铝箔文件编号:位需供准Ztv ∕t ∖一小作方方向协甲乙执 2亍单位): 亍单位):GB/T228 GB/T3190 GB 4156 GB/T3199 GB/T6608 GB/T20975 JISZ 2371 GB/T28284 技术要求4.3规格卷的规格见表34.4表面质量1.1.1冲制翅片有效使用的亲水铝箔表面应洁净、平整,不允许有腐蚀、裂痕、锈斑、皱折、油污和碰伤等缺陷,涂层均匀、无漏涂。
铝箔边缘d≤6mm范围内,即冲制翅片的边料,允许存在不影响翅片冲制质量的轻微外观缺陷:变色、轻微锈迹、齿边、油污、碰伤等。
铝箔前三层允许有胶贴面、轻微锈迹、碰伤等轻微缺陷。
1.1.2铝箔边缘在6mmWdW15mm范围内,即冲制翅片的边列,若出现变色、轻微锈迹、油污等外观缺陷时,不作为整卷铝箔退货的依据,经办理代用手续后,经冲制成翅片后,将带有外观缺陷的翅片退回给亲水铝箔供货厂家。
每卷退货(实际称重)比例需控制在整卷铝箔重量的5%。
以下。
1.1.3铝箔应缠紧,不应出现管芯和层与层之间的滑动现象,铝箔展开时不应有粘结撕裂现象。
1.1.4铝箔端面应整齐,每卷错层不大于2mm,每卷塔形不大于5mm。
1.1.5亲水铝箔的表面颜色按格兰仕(中山)家用电器有限公司空调技术部的要求,分为蓝色和金色两种,每种涂层按标准色、深色上限、浅色下限三种色板,允许有轻微的条纹色差(按封样)。
换热器用亲水箔标准
公司企业标准空调器热交换器用亲水铝箔1 范围本标准规定了空调器热交换器用亲水铝箔(以下简称亲水箔)的术语、产品分类与命名、技术要求、试验方法、检验规则、标志、包装、运输及贮存和合同内容等。
本标准适用于空调器热交换器的散热片用亲水铝箔。
2 引用标准Q/ZGJZ 3-2011 空调器热交换器用素铝箔3 术语3.1 亲水铝箔利用某种特定的方法在铝箔表面生成一层稳定的高亲水性膜,使铝箔上的冷凝水由珠状变成膜状。
4 分类与命名4.1 产品分类4.1.1 亲水箔结构如图 1 所示4.1.2 涂层分类应符合表 1 的规定下列标准所包含的条文,通过在本标准中引用而构成为本标准的条文,本标准发布时,所示版本均为有效。
所有标准都会被修订,使用本标准的各方应探讨使用下列标准最新版本的可能性。
GB/T 1771 —2007GB/T 3199 —2007GB/T 6461 —2002GB/T 9286 —1998YS/T 419 —2000GB/T 16865 —1997GB/T 17432 —1998YS/T 95.1 —2001色漆和清漆耐中性盐雾性能的测定铝及铝合金加工产品包装、标志、运输、贮存金属基体上金属和其它无机覆盖层—经腐蚀试验后的试样和试件的评级色漆和清漆漆膜的划格试验铝及铝合金杯突试验方法变形铝、镁及其合金加工制品拉伸试验用试样变形铝及铝合金化学成分分析取样方法空调器散热片用铝箔图 1 亲水箔结构图涂层分类涂层主要成分构成有机涂层亲水性树脂基材+防腐层+有机亲水层无机涂层SiO2 或水玻璃基材+防腐层+有机、无机混合型亲水层4.1.3表2牌号铝纯度(≥)状态1030B、310299.0%H24、H264.2铝箔的生产执行标准铝箔的状态代号铝箔的牌号铝箔的规格(厚度×宽度,mm)铝箔的名称标记示例:用3102 牌号、H24状态、厚度为0.105mm、宽度为470mm的亲水箔,按YS/T 95.2—2001 标准生产的。
亲水铝板技术规范

亲水铝板技术规范1 范围本标准规定了蒸发器面板用亲水铝板的分类与命名、技术要求、实验方法、检验规则及标志、包装、运输及贮存。
本标准适用于美的冰箱蒸发器面板用亲水铝板。
2 规范性引用文件下列文件对于本文件的应用时必不可少,凡是注日期的引用文件,仅注日期的版本适用于本文件。
凡是不注日期的引用文件,其最新版本(包括所有的修改单)适用于本文件。
GB/T 228 金属材料室温拉伸试验方法GB/T 1740 漆膜耐湿热测定法GB/T 1771 色漆和清漆耐中性盐雾性能的测定GB/T 3190 变形铝及铝合金化学成分GB/T 3199 铝及铝合金加工产品包装、标志、运输、贮存GB/T 4156 金属材料薄板和薄带埃里克森杯突试验GB/T 6461 金属基体上金属和其他无机覆盖层经腐蚀试验后的试样和试件的评级GB/T 6682 分析实验室用水规格和试验方法GB/T 7999 铝及铝合金光电直读发射光谱分析方法GB/T 9286 色漆和清漆----漆膜的划格试验GB/T 9753 色漆和清漆----杯突试验GB/T 1732 漆膜耐冲击性测定法GB/T 16865 变形铝、镁及其合金加工制品拉伸试验用试样GB/T 17432 变形铝及铝合金化学成分分析取样方法GB/T 20975 铝及铝合金化学成分分析方法(系列)GB/T 22638.9 铝箔试验方法第9部分:亲水性的测定GB/T 22638.10 铝箔试验方法第10部分:涂层表面密度的测定.YS/T 95.2 空调散热片用铝箔第2部分:涂层铝箔JIS Z 2371 盐水喷雾试验方法GB 21551.1 家用和类似用途电器的抗菌、除菌、净化功能通则3 术语和定义以下术语和定义适用于本标准,公司其他标准中术语和定义不得与其冲突或有疑义。
3.1亲水性是指物料表面对水有极强的亲合力,可被水浸润。
3.2接触角液滴立于铝板平面或其它板带平面所形成的角度称为接触角,此处称为亲水角。
空调换热器亲水铝箔亲水性的测试及控制

14
7.45
34
5.45
54
4.52
15
7.27
35
5.39
55
4.48
16
7.12
36
5.33
56
4.44
17
6.97
37Βιβλιοθήκη 5.28574.40
18
6.83
38
5.22
58
4.37
19
6.71
39
5.17
59
4.33
20
6.59
40
5.12
60
4.30
从 EXCEL 表格中可得扩散直径 d 与亲水角θ的关系: 2)、具体测试方法: 将被测铝箔水平放在工作台面上,用微量进样器吸取容积为 10μL 的纯净水,竖直滴
当 20°<θ≤30°时,铝箔亲水性一般; 当 30°<θ≤50°时,铝箔亲水性较差; 当θ>50°时,可认为铝箔的亲水涂层已基本不起作用。 2、持续亲水角每减少 10°,对空调制冷量的影响可达 2~6% 如我们曾用亲 S(持续亲水角为 31°)生产的一台 KF50 机测得名义制冷量为 4782W, 在其它条件不变的情况下将蒸发器改用亲 A(持续亲水角为 17°)制作,结果测得名义制 冷量为 5102W。
摘要 为了降低生产成本,同时也为了满足消费者对空调外观小型化的需求,因而,换热器在 不改变换热效率的情况下将片距变小将成为一种必然的趋势,这就要求换热器翅片有良好的 亲水性。本文通过分析换热器加工过程对亲水性影响的因素及其控制方法,并寻找一种最简 易而有效的亲水性检验方法,以保证所选用的铝箔亲水性良好,且具持续稳定性。
于球缺,由球缺体积公式: V=4/3πh2(3h-R)
对空调器用长效亲水防腐型涂层铝箔检测标准的研究

对空调器用长效亲水防腐型涂层铝箔检测标准的研究作者:彭燕陆亮王钢甫来源:《名城绘》2020年第12期摘要:空调作为现代社会环境中常用的一种制冷设备,在集中应用程度越来越高,对制冷或制热效果要求越来越高的情况下,空调散热片区域的涂层铝箔质量和状态是影响空调应用质量的典型因素。
在长期应用的背景下,空调散热片区域的涂层铝箔亲水性会降低,防腐效果也会下降,这都会直接影响到空调的正常运行状态。
从专业的角度针对这一区域的性能进行检测分析是及时发现应用中的故障与问题,找到科学解决方法的合理路径。
关键词:空调器亲水性防腐涂层铝箔检测引言空调散热片区域的涂层亲水性与防腐性能所造成的影响是比较直接的,且这种影响如不及时得到消除,会持续对空调的运行状态产生干扰。
不仅意味着会产生一定的安全问题,也反映了相关区域的质量水平。
一、涂层区域的铝箔亲水性与防腐性所造成的影响研究(一)对换热器性能的影响关于铝箔的亲水性检验,通常情况下会运用亲水角进行。
当接触角的角度越小,则代表所测试区域的亲水性越好。
具体到对换热器设备的影响方面来讲,当亲水性处在较好的状态下时,换热器所遇到的风阻阻力也相对更小,这意味着换热器的工作状态是更加稳定且高效的,而若是亲水性能不佳,则空调系统的运转过程中,冷凝系统运行所产生的冷凝水会凝结在空调的翅片区域形成水滴,这必然會影响到空调换热器的运行状态[1]。
关于亲水角度与风力阻力的关系,通常情况下角度越大,阻力也会越大。
同时,当亲水性不佳时,空气中的一些粉尘与污染物也更容易在空调的翅片结构上集中堆积。
这意味着换热器本身所要承受的压降强度也会有所增加,换热器的性能也会因此受到影响。
另外,腐蚀的问题也会造成对换热器的影响,相应区域的结构完整性也会出现问题,也意味着腐蚀物本身会由于在铝箔表面堆积而降低换热率指标的水平。
腐蚀现象的严重程度越高,换热器的基础性能发挥效果就会越差。
二、长效亲水防腐设计与检测分析关于亲水防腐的具体试验工作需要结合不同的设计标准,严格站中相应的步骤开展试验,并且注意试验的前期设计工作。
铝箔检验操作规程

有限公司食品GMP管理文件1.名称:药用包装用铝薄2.代号或编号3.引用标准:药用包装用铝薄质量标准4.操作规程:4.1外观:取样品适量,在自然光线明亮处,正视目测。
表面应洁净、平整、涂层均匀。
文字、图案印刷应正确、清晰、牢固。
4.2规格尺寸及允许偏差:用游标卡尺测量铝箔厚度,用量尺测量宽度、长度。
4.3针孔度4.3.1仪器与用具:剪刀、尺子、针孔检查后、玻璃板、黑色纸。
4.3.2操作法:取长400 mm,宽250mm (当宽小于250伽时,取卷幅宽)试样十片,逐张置于针孔检查合(800 m3 600 m3 300 m或适当体积的木箱、木箱内安装30W日光灯,木箱止面放一块玻璃板,玻璃板衬黑纸并留有400 m3 250 m空间以检查试样的针孔)上,在暗处检查其针孔。
不应有密集的、连续性、周期性的针孔;每一平方米中,直径大于0.3 m的针孔不允许有;直径为0.1~0.3 m的针孔数不得过1 个。
4.4阻隔性能:水蒸气透气量:按水蒸气透气量测定法杯式法的规定进行。
试验时热封面向中湿度底的一侧,试验温度(38 ± 2)C,相对湿度(90 ± 5) %不得过0.5g/ (rf2 24h)。
4.5粘合层热合强度:4.5.1仪器与用具:剪刀、尺子、热封仪、标准载切器、试验机。
4.5.2操作法取100 m3 100 m的本品二片,另取100 m3 100 m的标准聚氯乙烯固体药用硬片二片。
将试样的粘合层面,向PVC面进行叠合。
置于热封仪进行热合,热合广西博科药业有限公司食品 GMP 管理文件条件为:温度15万0± 5C,压力0.2mpa,时间1S,热合后取出放冷,用标准载 切器切成15伽宽的试样,取中间三条供试验,试样应在温度23C± 2C,相对湿度50%± 5%勺环境冲,放置4小时以上,并在上述条件下进行试验。
调整好拉力试 验机并使记录记录器指针为零点。
设定拉伸速度200伽/min ± 200伽/min 。
换热器用亲水箔标准

公司企业标准空调器热交换器用亲水铝箔1 范围本标准规定了空调器热交换器用亲水铝箔(以下简称亲水箔)的术语、产品分类与命名、技术要求、试验方法、检验规则、标志、包装、运输及贮存和合同内容等。
本标准适用于空调器热交换器的散热片用亲水铝箔。
2 引用标准下列标准所包含的条文,通过在本标准中引用而构成为本标准的条文,本标准发布时,所示版本均为有效。
所有标准都会被修订,使用本标准的各方应探讨使用下列标准最新版本的可能性。
GB/T 1771—2007 色漆和清漆耐中性盐雾性能的测定GB/T 3199—2007 铝及铝合金加工产品包装、标志、运输、贮存GB/T 6461—2002 金属基体上金属和其它无机覆盖层—经腐蚀试验后的试样和试件的评级GB/T 9286—1998 色漆和清漆漆膜的划格试验YS/T 419—2000 铝及铝合金杯突试验方法GB/T 16865—1997 变形铝、镁及其合金加工制品拉伸试验用试样GB/T 17432—1998 变形铝及铝合金化学成分分析取样方法YS/T 95.1—2001 空调器散热片用铝箔Q/ZGJZ 3-2011 空调器热交换器用素铝箔3 术语3.1 亲水铝箔利用某种特定的方法在铝箔表面生成一层稳定的高亲水性膜,使铝箔上的冷凝水由珠状变成膜状。
4 分类与命名4.1 产品分类4.1.1 亲水箔结构如图1所示亲水性涂层耐腐蚀层铝箔基材耐腐蚀层亲水性涂层图1亲水箔结构图4.1.2 涂层分类应符合表1的规定表 1表2铝箔的生产执行标准 铝箔的状态代号 铝箔的牌号铝箔的规格(厚度×宽度,mm ) 铝箔的名称标记示例:用3102牌号、H24状态、厚度为0.105mm 、宽度为470mm 的亲水箔,按YS/T 95.2—2001 标准生产的。
标记为:亲水箔 0.105 ×470 3102-H24 YS/T 95.2—20015 技术要求5.1 一般要求、结构尺寸、化学成分亲水箔的一般要求、结构尺寸、基材的化学成分应分别符合Q/ZGJZ 3-2011中4.1、4.3、4.5的规定。
亲水铝箔企业标准
亲水铝箔1 范围本标准规定了TCL空调产品用亲水涂层铝箔(简称亲水铝箔)的分类与命名、技术要求、实验方法、检验规则及标志、包装、运输及贮存。
本标准适用于TCL空调产品热交换器用亲水铝箔。
2 规范性引用文件下列文件对于本文件的应用是必不可少的。
凡是注日期的引用文件,仅注日期的版本适用于本文件。
凡是不注日期的引用文件,其最新版本(包括所有的修改单)适用于本文件。
GB/T 228 金属材料室温拉伸试验方法GB/T 1771 色漆和清漆耐中性盐雾性能的测定GB/T 2828.1 计数抽样检验程序第1 部分: 按接收质量限(AQL)检索的逐批检验抽样计划GB/T 3198 铝及铝合金箔GB/T 3190 变形铝及铝合金化学成份GB/T 3199 铝及铝合金加工产品的包装、标志、贮存GB/T 6461 金属覆盖层对底材为阴极的覆盖层腐蚀试验后的电镀试样的评级GB/T 9286 色漆和清漆漆膜的划格试验GB/T 9753 色漆和清漆杯突试验GB/T 16865 变形铝、镁及其合金加工制品拉伸试验用试样GB/T 17432 变形铝及铝合金化学成份分析取样方法GB/T 20975 铝及铝合金化学成份分析方法YS/T 95.1 空调器散热片用铝箔第1 部分素铝箔YS/T 95.2 空调器散热片用铝箔QT/TK-08.01 产品质量特性重要度分级、不合格(缺陷)分类及编码、不合格品分类导则3 术语和定义本标准采用下列术语/ 定义。
亲水铝箔利用化学方法在铝箔表面生成一层稳定的高亲水性膜,使铝箔上的冷凝水由珠状变成膜状4 技术要求4.1 亲水铝箔基材合金牌号及状态见附表1表 1 亲水铝箔基材的牌号、状态4.2 亲水铝箔的尺寸规格应符合表2 的规定。
表24.3 化学成份铝箔的化学成份符合表 3 规定表3注: 本企业一般仅对Fe、Si、Cu 作化学分析, 必要时对其他成分作纯度分析4.4 力学性能亲水铝箔的力学性能应符合表4的规定。
华北铝,空调器散热片用亲水铝箔技术标准
空调器散热片用亲水铝箔技术标准一、范围本标准规定了空调器散热片用亲水铝箔(简称亲水箔)的合同内容、要求、试验方法、检验规则、标志、包装、运输及贮存。
本标准适用于空调器散热片用亲水铝箔的检查验收。
二、引用标准下列标准所包含的条文,通过本标准中引用而构成为本标准的条文,顺本标准使用时,所示版本均为有效。
所有标准都会被修订,使用本标准的各方应探讨使用下列标准最新版本的可能性。
GB/T228 金属拉伸试验方法GB/T3190 变形铝及铝合金化学成分GB/T3199 铝及铝合金加工产品的包装、标志、运输、贮存GB/T4156 金属杯突试验方法GB/T6608 铝箔厚度的测定—稳重法GB/T6987 铝及铝合金化学分析方法GB/T16865 变形铝、镁及其合金加工制品拉伸试验用试样三、合同内容订购本标准所列材料的合同内容应包括以下内容:1、材料名称2、合金牌号3、材料状态4、材料规格5、重量6、管芯材料及规格7、本标准编号及年代号8、特殊要求。
四、要求1、产品分类(1)牌号、状态规格应符合表1的规定:表1 牌号、状态、规格(2)亲水箔卷径符合表2的规定:(3)标记示例用1100牌号制造的H22状态,厚度为0.14mm,宽度为300mm的亲水箔,标记为:亲水箔1100—H22 0.14×300 Q/HL901-19982、化学成分亲水箔的化学成分应符合GB/T3190的规定。
表3 厚度及允许偏差(2)亲水箔的宽度及宽度允许偏差应符合表4的规定:亲水箔的室温纵向力学性能应符合表6的规定:注:用户有特殊要求时,由供需双方协商,并在合同中注明。
5、涂层要求应符合表7的规定。
6、外观质量(1)涂层表面为浅色,涂层要求色泽及厚度均匀,无缺涂现象。
(2)亲水箔整卷长度应易于展开平整,展开时不应有粘结和撕裂现象。
(3)亲水箔应缠紧,端面应平整、洁净,不允许有滑层现象及压陷和脏污,但允许有轻微的毛边。
(4)芯子管端面比箔卷端面长出不得超过2mm。
最新包装材料(铝箔)检验操作规程

包装材料铝箔检验操作规程
目的:建立包装材料铝箔的检验操作规程
范围:适用于包装材料铝箔的质量检验
职责:质量管理部包装材料检查员
执行标准:药品包装用铝箔质量标准
规程:
1 材质
——按标准检查铝箔的质量及品名
2尺寸规格(用具:直尺、千分尺)
——测量铝箔尺寸是否与标准一致
3 外观
3. 1 肉眼观察不得见穿孔、异物、粘连、涂层不均匀、复合层间分离及明显损伤、不得见气泡、皱纹、脏污缺陷,且不得有异狊。
3.2 检查卷筒两端面是否平整。
3.3 仔细检查卷筒是否紧实,卷芯不得自由脱落或松动。
3.4 检查每卷接头数:铝箔长<500m不多于1个,铝箔长≥500m不多于2个。
接头处应牢固、有明显标记。
4 印刷要求
4.1 检查铝箔上印刷的文字、图案、色彩是否符合设计要求。
4.2 检查铝箔上印刷的文字,图案是否清晰、完整、色彩均匀,无明显色差。
4.3 检查文字线条:清楚完整,不变形。
4.4 检查文字、图案尺寸是否符合要求。
5 卫生学检查
按微生物限度检查标准操作规程进行检查。
国家标准《铝箔试验方法 第9部分 亲水性的测定》编制说明

《铝箔试验方法第9部分:亲水性的测定》国家标准送审稿编制说明云南浩鑫铝业有限公司二〇一五年五月十五日《铝箔试验方法第9部分:亲水性的测定》编制说明1工作简况1.1项目背景和立项意义随着我国经济的快速发展,铝箔在空调行业的应用日益广泛,自GB/T 22638.9-2008《铝箔试验方法第9部分:亲水性的测定》于2009年11月1日开始实施以来。
我国生产空调器散热片用涂层铝箔的企业越来越多,生产技术水平也不断提高,但在其关键技术指标亲水性的检测方面存在着很多问题,使得各单位出具的检测数据有较大差异,造成这些问题的主要原因有仪器设备、试验夹具以及试验人员对亲水性的认识不足。
为了更好地规范检测方法,使检测数据科学合理,真正起到指导生产、提高技术水平的依据,对相应的检测方法标准进行修订,为产品标准提供技术支撑十分必要。
本部分是在满足我国企业需求、提高企业产品性能检测能力的基础上,结合国内仪器设备生产情况与国外先进标准的要求而编制的,将进一步促进空调器散热片用涂层铝箔的生产企业质量控制水平及生产水平发展。
1.2任务来源根据国标委综合[2013]90号文《2013年第二批国家标准制修订计划的通知》精神,由云南浩鑫铝箔有限公司提出联合相关单位共同负责《铝箔试验方法第9部分:亲水性的测定》国家标准制定工作,项目编号为:20132135-T-610。
本标准由全国有色金属标准化技术委员会技术归口。
本部分完成时间为2015年。
本部分的主要起草单位有:1.3标准项目编制单位简况云南浩鑫铝箔有限公司多年始终致力于铝板、带、箔产品的生产研发和经营销售,产品厚度集中在0.0045~0.2mm范围,主导产品是食品、卷烟、药品、日用品等包装产品和电容器、空调器、建筑装饰板、保温材料及电缆通讯材料的重要制造材料。
公司先后与美国通用电气公司、ABB公司、中国西电、中国烟草等世界知名企业建立了良好的战略合作伙伴关系,产品畅销国内各主要经济发达城市,并远销美国、加拿大、日本、韩国、俄罗斯、印度、澳大利亚、南非以及中东等国家和地区。
亲水铝箔(含AM3)企业标准
研究是否可使用这些文件的最新版本。凡是不注日期的引用文件,其最新版本适用于本标准。
GB/T 228-2010 金属材料 室温拉伸试验方法
GB/T 1740-2007 漆膜耐湿热测定法
GB/T 1771-2007 色漆和清漆 耐中性盐雾性能的测定
GB/T 3190-2008 变形铝及铝合金化学成分
GB/T 3198-2010 铝及铝合金箔
自润滑铝箔要求20min涂层无起泡膨胀和脱落现象腐蚀缺陷面积7耐热性2005的中性测试环境中保持10min后且干湿循环300涂层附着力颜色保持不变且30对于灰色亲水铝箔15耐挥发油试样在挥发性翅片油中浸泡48小时涂层不起泡且10失重01gm210亲挥发油性挥发油在样片表面的润湿率9511涂层气味无异味12涂层颜色同一批次铝箔不得有明显色差13抗浑浊性在翅片挥发油中浸24小时或在80水中放置30分钟挥发油和水无浑浊现象14耐清洗剂中性性涂层无脱落亲水角1015耐溶剂丁酮性无露底现象亲水角2016抗菌大肠埃希氏菌金黄色葡萄球菌性抗菌率99017油接触角用调和油测接触角15或油迹40mm18除油性在涂层表面滴上调和油用自来水缓慢冲刷观察油被冲除的情况及润湿性晾干在相同部位重复记录不润湿的重复次数用自来水15
P11 P12 P15 P13、P33 P14 P21、P41 P22 P23、P43 P24、P44 P51、P61 P52、P62
涂层箔标识
1:基材+有机耐腐蚀层+有 机亲水性涂层 2:基材+有机耐腐蚀层+无 机亲水性涂层(+润滑层) 3:基材+无机耐腐蚀层+有 机亲水性涂层 4:基材+无机耐腐蚀层+无 机亲水性涂层(+润滑层) 5:基材+有机耐腐蚀层 6:基材+无机耐腐蚀层+有 机耐腐蚀层
铝箔检验标准(企业标准)

实用文档企业标准空调热交换器用铝箔检验规范1 范围本标准规定了空调热交换器用铝箔定义、技术要求与分类、检验方法、检验规则、标志、包装、运输与贮存。
本标准适用于空调热交换器用铝箔(包括亲水涂层铝箔,以下简称亲水铝箔和非亲水铝箔)。
本标准适用物料分类码为:803002。
2 规范性引用文件下列文件对于本文件的应用是必不可少的,凡是注日期的引用文件,仅注日期的版本适用于本文件。
凡是不注日期的引用文件,其最新版本(包括所有的修改单)适用于本文件。
GB/T 228 金属材料室温拉伸试验方法GB/T 3199 铝及铝合金加工产品的包装、标志、运输、贮存GB/T 4156 金属材料薄板和薄带埃里克森杯突试验GB/T 16865 变形铝、镁及其合金加工制品拉伸试验用试样GB/T 20975 铝及铝合金化学分析方法QJ/GD 12.12.004 环保标识使用管理规定QJ/GD 92.00.001 产品中有害物质控制管理规定JISZ 2371 Methods of salt spray testing(盐雾试验方法英文版)JISH 4001 铝和铝合金板、条的涂装和烧结JIS K 5600 7-2涂料一般试验方法3 术语和定义3.1 非亲水铝箔简称素箔,即由各铝基材轧制而成的铝箔。
3.2 亲水铝箔利用物理、化学方法在素箔表面涂覆一层稳定的高亲水性膜,使亲水铝箔上的冷凝水由珠状被吸附为膜状。
4 技术要求和试验方法4.1 外观4.1.1 技术要求4.1.1.1 铝箔表面铝箔表面应平整、洁净,不应有腐蚀、氧化、皱纹、漏涂、辊痕、擦划伤、针眼和伤痕等缺陷,手摸/擦拭,铝箔表面不应有明显的铝粉或其他粉尘;铝箔表面允许有分散、轻微的波浪、印痕;不允许存在明显的乳液痕、印痕及轧制润滑油燃烧后形成的油斑,其单边宽度小于4.5 mm。
4.1.1.2 断头、不接头铝箔不应有残缺、折叠、夹边和撕裂。
每5卷只允许有一个断头,断头处做明显标记,卷内部、外包装均需注明接头标识,并且接头处画黑圈处理。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
挥发油对涂层亲水性的影响Naphtha's effect on coat's hydrophilicity
≥2.5mm
10
耐三氯乙烯性Trethylene-resistant
三氯乙烯对亲水涂层亲水性的影响trethylene's on coat's hydrophilicity
≥2.5mm
11
成型Shapability
基材状态Temper
厚度(mm)Thickness
抗拉强度MPa
伸长率50mm
杯突值I.E.mm
1100
H22
0.09-0.20
95-135
≥15
≥5.5
H24
0.09-0.20
125-145
≥13
≥5.0
1200
H26
0.09-0.20
125-160
≥10
≥4.5
8011
H22
0.09-0.20
120-140
三氯乙烯加热溶解Heat and dissolve trethylene
≤1%
8
抗碱性Alkaline Resistance
碱液腐蚀后对亲水性的影响The change of hydrophilicity after alkali eroding
≥2.5mm
9
抗挥发油性Anti-volatility
亲水涂层铝箔的产品特征
1、优良的亲水性和抗腐蚀能力
2、良好的成形性及对模具不磨损性
3、极强的耐冲压油性、耐溶性、抗热性
4、气流阻力小,热交换率一般可提高10%-15%。
序号NO
性能与要求Features & requirements
检验项目Test items
检验方法Test methods
要求Reguirements
≥tNo9.8无穿孔子
≥tNo9.8no hole
6
抗热气味性Heat-resisting Property
200℃
在200℃的烘箱中加热5分钟Heat5℃min in the oven at200℃
不变色,无异味
No color change
No terrible smell
7
抗溶解性Solvent Resistance
基材+防腐层+有机亲水层
Base Material+Film with Corrosive
Resistance+organic hydrophilic coating
HP2203
HW3303
基材+防腐层+有机、无机混合型亲水层
Base Material+Film with Corrosive
Resistance+organic, inorganic hydrophilic coating
1
涂覆厚度Coating thickness
厚度Thickness
化学法Chambre captivity
单面(Single side)(0.001mm-0.002mm)
2
附着力Adgesiive power
网格剥离Adhesion test
刀片切割器Blade grid maker
涂层无脱落Coat not fall off
干湿循环水箱Dry and met cycle tank
≤30°或≥2.5mm
≤30°或≥2.5mm
干湿循环Dry and wet cycle test
≤35°或≥2.5mm
≤35°或≥2.5mm
5
防腐性Corrosion
盐雾试验Salt.spray test
盐雾试验机(72h)Salt.spray tester
杯突实验Cupping test
杯突器Cupping machine
涂层无脱落Coat not fall off
弯曲bend test
虎钳Vise
涂层无脱落Coat not fall off
3
亲水性(初期)hydrophilic(initial stage)
接触角Contact angle
水滴接触Drip contact
生产阶段观察,亲水涂层对高衡模具的磨损情况During manufacturing, check the abrasion of high died mould by hydro-coat.
对高衡模具无磨损No abrasion to high died mould
亲水铝箔性能要求及检验方法基材牌号Allo Nhomakorabea No.
≤10°或≥2.5mm
≤10°或≥2.5mm
脱脂后接触角After washing
角测定Drip contact
≤15°或≥2.5mm
≤15°或≥2.5mm
滴水试验Water drop test
≥3.0mm
≥3.0mm
4
亲水性(连续)(continuance)hydrophilic
静水浸渍Dead water dipping test
≥20
≥6.0
H24
0.09-0.20
125-150
≥15
≥5.5
H26
0.09-0.20
130-155
≥10
≥5.0
1030B
H26
0.09-0.20
130-155
>9.5
>4.5
注:牌号、状态及性能有其他要求时,供需双方协商决定
结构代号Code
说明Summarization
HD2002-2
HW3302