FDS 工艺介绍教案资料
FDS技术介绍

可用螺纹长度b 取决于板厚S1 和 S2: b = S1 + 3 x S2 (无导向孔) b = S1 + 2 x S2 (有导向孔和)
FLOWFORM®技术资料
- 三层铝板接头截面: 1.0 mm + 2.0 mm + 2.0 mm - 有导向孔的连接
Source: Arnold Umformtechnik
● 生产在一个静态工作站自动进行
● 同样使用在 Audi TT, A4, A6L, A7, A8, S4, S5, R8
Thank you!
感谢下 载
高效率和控制成本。
钻尾螺钉即具有高螺纹负载比又具有较高的性价比
EJOT FDS® 螺钉
•
高螺纹负载比例
•
高装配安全性
•
高强度
•
动态安全性
•
适于多次重复装配
•
有无导向孔均可使用
•
成本优势
FDS® 螺钉的特征
能从内部或外部拧紧的螺钉头
负载螺纹
螺纹形成区 圆柱状区域 钻孔区域 螺钉尖端
在没有预冲孔和夹具作用的条件下FDS®螺钉装配的工艺过程
螺钉装配动图5
RSF20
螺钉装配动图6
RSF20
螺钉装配动图7
RSF20
螺钉装配动图8
RSF20
螺钉装配动图9
RSF20
螺钉装配动图10
RSF20
螺钉装配动图11
RSF20
螺钉装配动图12
RSF20
螺钉装配动图13
RSF20
螺钉装配动图14
RSF20
螺钉装配动图15
RSF20
螺钉装配动图16
= hold-down (clamp/device)
FDS5课件2

注:物体的坐标要同网格相匹配。
&HEAD CHID='test', TITLE='教学示例场景文件' / &MESH IJK=8,6,6, XB=0,4,0,3,0,3/ &TIME T_END=0/模拟时间 &SURF ID='FIRE' HRRPUA=1000/ &OBST XB=1,2,1,2,0,0.25, SURF_ID=‘FIRE’ / &VENT XB=2,3,0,0,0,2,SURF_ID='OPEN'/ &TAIL /
结论:网格越密,虽然离散误差越小,但由于计算次 数剧增导致舍入误差增大,“吃掉”了离散误差的减 小
热释放速率计算结果收敛
模拟结果与试验结果比较
3.网格的设置方法 ●不同输出变量对网格要求不同 ●由粗到细逐步加密网格,直至两次结果变化不大
●网格大小具体设置方法为:
D (
Q
2
)5
cPT g
D 4 ~ 16
(2)IJK参数设置x轴、y轴和z轴的网格数。 &MESH IJK=40,30,30, XB=0,4,0,3,0,3/
注:y轴和z轴网格的数值应为2l3m5n,具体如下:
2 3 4 5 6 8 9 10 12 15 16 18 20 24 25 27 30 32 36 40 45 48 50 54 60 64 72 75 80 81 90 96 100 108 120 125 128 135 144 150 160 162 180 192 200 216 225 240 243 250 256 270 288 300 320 324 360 375 384 400 405 432 450 480 486 500 512 540 576 600 625 640 648 675 720 729 750 768 800 810 864 900 960 972 1000 1024
FDS全面课件FDS软件的使用特制材料

contents •FDS软件概述•FDS软件安装与配置•FDS软件基本操作•FDS软件高级功能•FDS软件在特制材料中的应用•FDS软件使用技巧与注意事项目录该软件基于计算流体动力学(CFD )和火灾科学理论,用于模拟火灾的发展和烟气运动过程。
FDS广泛应用于建筑火灾安全评估、火灾研究、应急疏散演练等领域。
FDS(Fire Dynamics Simulator)是一款由美国国家标准技术研究所(NIST)开发的开源火灾模拟软件。
火灾场景建模FDS支持创建复杂的建筑和火灾场景,包括房间、走廊、楼梯、门窗等元素的建模。
火灾模拟FDS能够模拟火灾的发展过程,包括火势蔓延、热量传递、烟气生成和扩散等。
数据输出与分析FDS提供丰富的数据输出选项,如温度、速度、浓度等参数的时空分布,以便进行后续的数据分析和可视化。
01020304开源免费高精度模拟灵活性可扩展性获取FDS软件安装包01安装前准备02执行安装程序03安装完成后,启动FDS 软件,进入软件界面。
选择或创建一个用于存储FDS模拟文件和结果的工作目录。
根据实际需求,设置模拟的时间步长、网格大小、边界条件等参数。
导入或创建需要模拟的建筑物或场景的模型文件。
启动FDS软件设置工作目录配置模拟参数加载模型安装失败无法启动模拟结果不准确软件崩溃或无响应常见问题及解决方法界面介绍主界面菜单栏工具栏状态栏模型视图区属性栏新建创建一个新的FDS模型文件。
打开打开一个已存在的FDS模型文件。
保存保存当前FDS模型文件。
打印撤销重做剪切复制粘贴删除提供新建、打开、保存、另存为、关闭和退出等文件操作命令。
文件菜单提供撤销、重做、剪切、复制、粘贴和删除等编辑命令。
编辑菜单提供缩放、旋转、平移和视图重置等视图操作命令。
视图菜单提供层叠窗口、水平平铺和垂直平铺等窗口管理命令。
窗口菜单提供测量距离、角度和面积等工具命令。
工具菜单提供软件帮助文档和在线支持等帮助命令。
帮助菜单用户界面定制快捷键设置插件开发030201自定义功能宏命令使用宏命令创建宏命令编辑宏命令调用脚本编写与调试脚本编辑器脚本语言支持提供专门的脚本编辑器,具有语法高亮、自动补全等功能,提高编写效率。
FDS5课件2

等同于 &SURF ID='FIRE' HRRPUA=1000/ &VENT XB=1,2,1.5,2.5,0,0,SURF_ID ='FIRE'/
四、FDS的网格设置
1.影响计算时间的因素
▲计算机性能(CPU、RAM等) ▲火灾场景
*网格数量 *火灾荷载 *建筑布局 *模拟时间
名称 体育馆 体育馆
注:物体的坐标要同网格相匹配。 &HEAD CHID='test', TITLE='教学示例场景文件' / &MESH IJK=8,6,6, XB=0,4,0,3,0,3/ &TIME T_END=0/模拟时间 &SURF ID='FIRE' HRRPUA=1000/ &OBST XB=1,2,1,2,0,0.25, SURF_ID=‘FIRE’ / &VENT XB=2,3,0,0,0,2,SURF_ID='OPEN'/ &TAIL /
f ( x ) f ( x 0 ) f ( x 0 )( x x 0 ) f ( x0 ) n!
n n
f ( x 0 ) 2!
( x x0 )
2
( x x0 ) Rn ( x )
•在网格节点上,离散方程的精确解与该点上相应微分 方程的精确解之间的误差,称为离散误差。 截断误差的阶数越高,网格尺寸越小,离散误差 越小。 •由于计算机浮点数表示方法的限制,存在舍入误差。 如:单精度数7位有效数字,双精度数16位。 结论:网格越密,虽然离散误差越小,但由于计算次 数剧增导致舍入误差增大,“吃掉”了离散误差的减 小
FDS假设: 低速流动:小于0.3马赫
fds焊接原理
fds焊接原理
焊接是一种将金属或其他材料连接在一起的过程。
FDS(Flux-Cored Wire Gas)焊接是一种气体保护电弧焊接方法,其主要原理如下:
1.焊接过程:在FDS焊接过程中,焊接电流通过焊丝和工件之间的电弧产生热量,使焊丝和工件熔化。
焊丝的外部包裹着一层药皮(也称为焊剂或焊条芯),它在高温下分解,产生气体。
2.气体保护:焊接过程中,气体从焊丝的端部流出,将焊缝周围的空气隔离,形成保护气氛。
这种保护气氛可以防止焊缝氧化、氮化和其他不良反应,从而保证焊接质量。
3.焊缝成形:FDS焊接通常采用填充焊丝,以获得所需的焊缝形状和尺寸。
焊丝的直径和焊接速度会根据工件材料、厚度和个人需求进行调整。
4.焊接参数:FDS焊接需要设置一系列焊接参数,如电流、电压、焊接速度、气体流量等。
这些参数会影响焊接过程的稳定性和焊缝质量。
5.操作技巧:FDS焊接过程中,操作工需要掌握正确的焊接姿势和焊接速度,以保证焊缝的稳定和美观。
此外,还需要注意控制焊丝的送进速度和焊接过程中的热量分布。
总之,FDS焊接原理主要是通过气体保护电弧焊接过程,将焊丝与工件熔化连接。
为了获得高质量的焊缝,需要合理设置焊
接参数和掌握操作技巧。
“流钻螺钉”(FDS)工艺
BMW 8 Series Coupe
Jaguar I-PACE
五、 FDS工艺的优、缺点
优点: 1、可连接的材料种类多,包括超高强钢、铝镁合金、复合材料在内 的异种材料; 2、单面操作,可用于封闭型腔结构、壁厚大或封闭腔体,无法使用 SPR或Clinching; 3、板件被加热,板件与螺钉接触好,连接强度大。 4、 螺钉可拆卸,回收方便,可使用公制螺栓进行返修。 5、工作环境清洁,无火花、碎屑,几乎无噪声。 缺点 1、设备系统成本远高于电阻点焊,铆钉成本高(单价 0.15 欧元) ; 2、单面施力,连接时需要高强度刚性支撑; 3、工艺完成后材料正反面均有较大凸起,同时大量使用会增加车身 自重(M5单个螺钉重4~5g,而SPR铆钉约0.3~0.8g) 4、CT时间长,约为2~6S(部分设备优化可达到1.5~3S,取决于板材 厚度)
六、FDS常见缺陷:
Hale Waihona Puke 缺失/位置错误螺栓断裂/破损
边距过小
头部间隙
FDS返修方法: 在缺陷螺钉附近重新打一个螺钉。
七、设备系统组成:
4.
2.
FDS两种标准枪
Standard Length
Reduced Length
二、 FDS工艺历史
FDS发明于1990年,1996年首次应用于莲花轿车车身框架的连接。由于当时采用的主 要是手持夹具进行装夹,整个装配过程的时间和精度不好控制,使得该工艺使用受到限 制。 20世纪90年代末,巍博(Weber)为EJOT公司开发了RSF20S螺钉驱动系统,此系 统的问世实现了FDS工艺的自动化生产,并可以增大连接的板材总厚度,于2000年首次 应用在奥迪A4后轮罩的连接上。
三、 FDS工艺的过程
FDS连接工艺过程包括六个阶段:旋转(加热)→穿透→通孔→攻螺纹→拧螺纹→紧固。
白车身FDS连接技术浅谈
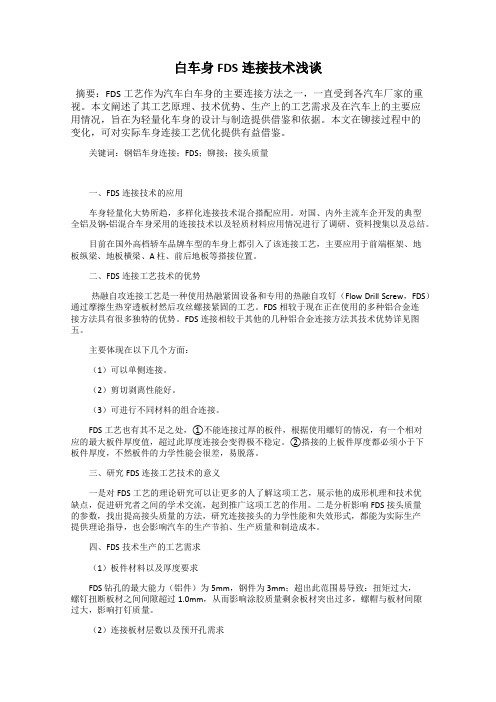
白车身FDS连接技术浅谈摘要:FDS工艺作为汽车白车身的主要连接方法之一,一直受到各汽车厂家的重视。
本文阐述了其工艺原理、技术优势、生产上的工艺需求及在汽车上的主要应用情况,旨在为轻量化车身的设计与制造提供借鉴和依据。
本文在铆接过程中的变化,可对实际车身连接工艺优化提供有益借鉴。
关键词:钢铝车身连接;FDS;铆接;接头质量一、FDS连接技术的应用车身轻量化大势所趋,多样化连接技术混合搭配应用。
对国、内外主流车企开发的典型全铝及钢-铝混合车身采用的连接技术以及轻质材料应用情况进行了调研、资料搜集以及总结。
目前在国外高档轿车品牌车型的车身上都引入了该连接工艺,主要应用于前端框架、地板纵梁、地板横梁、A 柱、前后地板等搭接位置。
二、FDS连接工艺技术的优势热融自攻连接工艺是一种使用热融紧固设备和专用的热融自攻钉(Flow Drill Screw,FDS)通过摩擦生热穿透板材然后攻丝螺接紧固的工艺。
FDS相较于现在正在使用的多种铝合金连接方法具有很多独特的优势。
FDS连接相较于其他的几种铝合金连接方法其技术优势详见图五。
主要体现在以下几个方面:(1)可以单侧连接。
(2)剪切剥离性能好。
(3)可进行不同材料的组合连接。
FDS工艺也有其不足之处,①不能连接过厚的板件,根据使用螺钉的情况,有一个相对应的最大板件厚度值,超过此厚度连接会变得极不稳定。
②搭接的上板件厚度都必须小于下板件厚度,不然板件的力学性能会很差,易脱落。
三、研究FDS连接工艺技术的意义一是对FDS工艺的理论研究可以让更多的人了解这项工艺,展示他的成形机理和技术优缺点,促进研究者之间的学术交流,起到推广这项工艺的作用。
二是分析影响FDS接头质量的参数,找出提高接头质量的方法,研究连接接头的力学性能和失效形式,都能为实际生产提供理论指导,也会影响汽车的生产节拍、生产质量和制造成本。
四、FDS技术生产的工艺需求(1)板件材料以及厚度要求FDS 钻孔的最大能力(铝件)为5mm,钢件为3mm;超出此范围易导致:扭矩过大,螺钉扭断板材之间间隙超过1.0mm,从而影响涂胶质量剩余板材突出过多,螺帽与板材间隙过大,影响打钉质量。
“流钻螺钉”(FDS)工艺

流钻螺钉 (FDS) 工艺1. 引言流钻螺钉(FDS)工艺是一种常见的金属加工技术,用于在螺钉中切削连续螺纹,并提供更好的连接强度和密封性能。
FDS工艺通常应用于制造高质量的螺钉,用于各种工业和建筑领域。
本文将介绍流钻螺钉工艺的基本原理、材料要求以及其应用。
2. 工艺原理流钻螺钉(FDS) 工艺是一种通过将积极切削工具(如钻头)移动到螺纹表面上,使用旋转运动来切削或修整金属材料的金属加工方法。
该工艺适用于所有类型的螺纹设计,包括粗螺纹、细螺纹和特殊螺纹。
FDS工艺的最大优势是切削过程中无需预先开孔,从而提高了生产效率。
切削过程中,金属材料被制造螺纹的工具逐渐削除,直到形成所需的螺纹形状和规格。
3. 材料要求在流钻螺钉 (FDS) 工艺中,选择适当的材料对于最终产品的质量和性能至关重要。
一般来说,常用的螺钉材料包括碳钢、不锈钢、黄铜和铝。
材料选择时需考虑以下几个因素: - 强度和刚度:确保螺钉足够强度和刚性,能够承受所需的负荷。
- 耐腐蚀性:根据使用环境选择合适的耐腐蚀性能,以保证产品的使用寿命。
- 加工性能:选择易于加工而且能够满足切削要求的材料。
- 美观性:如果螺钉需要暴露在外部,外观方面也需要考虑。
4. FDS工艺步骤FDS工艺的步骤如下:1. 准备材料:选择适当的螺钉材料,并切割成合适的长度。
2. 加工设备准备:安装切削工具并调整其位置和角度。
确保工具能够准确地切削所需的螺纹尺寸。
3. 加工过程:将螺钉放置在夹具中,开始加工。
慢慢将切削工具移到螺纹表面上,旋转工具以切削金属,并逐渐形成螺纹。
4. 检验和修整:检查加工后的螺钉是否符合要求。
如有需要,可以使用其他工具进行修整,以确保螺纹质量。
5. 清洁和包装:清洁并包装好加工后的螺钉,准备发货或存储。
5. 应用领域FDS工艺广泛应用于各个领域,例如: - 建筑和施工:用于连接结构和构件,提供安全可靠的连接性能。
- 汽车工业:用于制造汽车零部件,如引擎、底盘和座椅。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
✓设备采购
FDS Matrix—设备
价格: 约80万/System (FDS GUN + AUTO Feeder +
Controller)
采购周期: 18周 (含运输)
FDS Matrix—标准
✓质量标准 推荐标准
在线依靠自动监控系统100%反馈质量,外观检查,扭矩检查 破检,拉伸试验
✓返修方法
Flow Drill Screw 旋转攻丝铆接
FDS Matrix
✓简介:旋转攻丝铆接工艺是通过高速旋转使板料热变形后攻丝铆接的冷成型工艺。
✓铆钉:通过特殊的感应加热高频淬火工艺– EJOT (M5,M6系列)
铆钉表面硬度从HV320提高到HV450-HV600
✓铆钉:通过特殊的感应加热高频淬火工艺– EJOT (M5,M6系列)
✓设备应用柔性、互换性
➢ FDS跟其他应用的互换:
Gripper,FDS
➢ Tool Changer:Walther,Staubli
➢ 不同铆钉可以通过Magazine Fill系统填充
➢ 换枪盘上装不同规格送钉管,不同送钉器
✓设备接口标准、公用动力要求:无特别要求
✓设备易损件寿命
Screw Driver拧紧头约 1万次 Collet Jaw 夹紧头约 1万次 Sleeve铜衬套约 1万次Biblioteka FDS Matrix—标准
1. 邻近位置FDS 2. 原位置用公制螺纹螺栓返修 3. 邻近位置拉铆
The END !
✓缺点:FDS工艺的局限性
1. 连接点处需要高的刚性支撑 2. Cycle Time时间长,约为5-8秒 3. 铆钉成本的piece cost 0.15Euro/Rivet 4. 设备系统成本远高于电阻点焊 800K人民币/system 5. 工艺完成后铆钉正反面均有较大凸起保留 6. 正面铆接方向需要留出大的进枪空间 7. 铆钉选用、工艺参数跟铆接材料、铆接姿态相关性强
Normal Rivet
Special Design Rivet
✓优点:FDS是单面自攻螺纹连接
1. 单面连接工艺(使型材、小孔洞连接成为可能) 2. 可以有预开孔或者没有预开孔 3. 可以连接不同材料 4. 因为连接过程中的旋转摩擦生热使得攻丝旋转扭矩低 5. 因为大的螺纹接触面而产生大的旋紧扭矩 6. 很高的松开扭矩 7. 气密性水密性好 8. 动态承载性好 9. 攻丝的螺纹可以重复旋紧 10. 可以使用公制螺丝返修
✓工艺要求MR接头设计要求
✓工艺参数
✓工艺参数
n: 转速
F: 压紧力
M: 扭矩
✓设备系统组成
4 . 2 .
✓设备FDS两种标准枪
Standard Length
Reduced Length
✓设备FDS枪组成结构
✓设备送钉方式
✓设备应用方式
Robotic System Prefer
Pedestal System Prefer
✓工艺要求MR材料、厚度匹配要求
1. 接头不能含脆性材料(如玻璃、脆性塑料)
2. 底层材料(die侧)通常是1.5mm-3.5mm的铝型材或者 3mm左右的铸铝件
3. 上层板材可以7mm的prehole引导孔或者没有引导孔
4. 没有引导孔时,不同材质铆接原则: 软材质铆向硬材质 薄材质铆向厚材质
✓工艺要求铆钉选择要求