差量分析法ppt课件
合集下载
差异分析法
x
标准差系数的应用条件是: 标准差系数的应用条件是:当所对比的两个总体其平均数不 同或计量单位不同时,要用标准差系数进行比较; 同或计量单位不同时,要用标准差系数进行比较;不能用 标准差直接比较。 标准差直接比较。
厂名 甲 乙 工人平均劳动生产率( 标准差( 标准差系数( ) 工人平均劳动生产率(元) 标准差(元) 标准差系数(%) 32000 16000 1200 800 3.75 5.00
常见的相对量差: 报告期-基期 常见的相对量差: 甲-乙; 报告期 基期 乙 使用相对量时应注意的问题:计算结果的计算单位不变; 使用相对量时应注意的问题:计算结果的计算单位不变; 百分数之差称为增减的“百分点” 百分数之差称为增减的“百分点” 常见的绝对量差: 乙 报告期-基期 实际-计划 基期; 常见的绝对量差:甲-乙;报告期 基期;实际 计划 注意的问题:应统一计量单位; 注意的问题:应统一计量单位;计算结果的计量单 位不变;对绝对量差的分析结论要视具体情况而定; 位不变;对绝对量差的分析结论要视具体情况而定;
x = 80
常见的标志变异指标包括: 常见的标志变异指标包括: 极差与极差系数、 一、极差与极差系数、 平均差与平均差系数、 二、平均差与平均差系数、 标准差标准差系数。 三、标准差标准差系数。
一、极差与极差系数
极差:也称全距,是指总体内各单位标志值中最大值与最小值之差。 1、极差:也称全距,是指总体内各单位标志值中最大值与最小值之差。 通常用R 通常用R。 其计算公式为:R= X max X min 其计算公式为:
X max 极差系数: 2、极差系数: VR = X min
3、极差与极差系数的优缺点: 极差与极差系数的优缺点: 优点:计算方法简单、易懂,容易理解; 优点:计算方法简单、易懂,容易理解;能说明标志值变 动的最大 范围。 范围。 缺点:不能反映总体所有单位标志值的差异分布情况; 缺点:不能反映总体所有单位标志值的差异分布情况;极差的大小完全 决定于极端数值的大小,在实际应用中有一定的片面性和局限性。 决定于极端数值的大小,在实际应用中有一定的片面性和局限性。
误差分析ppt

5
4.真值 任何测量都存在误差,真值不可能得到,只能尽
量接近 (1) 约定真值 由国际计量大会定义的单位(国际
单位)及我国法定的计量单位 七个基本单位:
长度、质量、时间、电流强度、热力学温度 发光强度、物质的量 例如:1米是光在真空中在 1/299792458 秒的时间 间隔内行程的长度.
6
(2)标准值(相对真值) 通过高精密度测量到获得的更 接近真值的值。 获得标准值的试样为标准试样(标准参考物质) 经有权威机构认定并提供
(2) 产生的原因 偶然因素、不确定因素
13
3. 过失
分析过程中的过失造成的误差不同于前两类误差。 它是由于分析工作者粗心大意或违反操作规程所产生的错误,
如溶液溅失、沉淀穿滤、读数记错等,都会使结果有较大的 “误差”。在处理所得数据时,如发现由于过失引起的“误差”,
应该把该次测定结果弃去不用。
14
(1) 准确度──分析结果与真实值的接近程度 (2) 精密度──几次平行测定结果相互接近程度 (3) 两者的关系
精密度是保证准确度的先决条件; 精密度高准确度不一定高; 准确度高精密度一定高。
9
精密度好, 准确度不好
精密度、 准确度都很好
精密度、 准确度都不好 10
二、系统误差和偶然误差
1. 系统误差 (可定误差)
滴定管,容量瓶未校正。
c.试剂误差——所用试剂有杂质
例:去离子水不合格;
试剂纯度不够
(含待测组份或干扰离子)。
d.操作误差——操作人员主观因素造成
例:对指示剂颜色辨别偏深或偏浅;
滴定管读数不准。
12
2. 偶然误差(随机误差,不可定误差):
由不确定原因引起
(1) 特点 a.不恒定不具单向性(大小、正负不定) b.难以校正,不可消除(原因不定) c.服从统计规律 (正态分布)
4.真值 任何测量都存在误差,真值不可能得到,只能尽
量接近 (1) 约定真值 由国际计量大会定义的单位(国际
单位)及我国法定的计量单位 七个基本单位:
长度、质量、时间、电流强度、热力学温度 发光强度、物质的量 例如:1米是光在真空中在 1/299792458 秒的时间 间隔内行程的长度.
6
(2)标准值(相对真值) 通过高精密度测量到获得的更 接近真值的值。 获得标准值的试样为标准试样(标准参考物质) 经有权威机构认定并提供
(2) 产生的原因 偶然因素、不确定因素
13
3. 过失
分析过程中的过失造成的误差不同于前两类误差。 它是由于分析工作者粗心大意或违反操作规程所产生的错误,
如溶液溅失、沉淀穿滤、读数记错等,都会使结果有较大的 “误差”。在处理所得数据时,如发现由于过失引起的“误差”,
应该把该次测定结果弃去不用。
14
(1) 准确度──分析结果与真实值的接近程度 (2) 精密度──几次平行测定结果相互接近程度 (3) 两者的关系
精密度是保证准确度的先决条件; 精密度高准确度不一定高; 准确度高精密度一定高。
9
精密度好, 准确度不好
精密度、 准确度都很好
精密度、 准确度都不好 10
二、系统误差和偶然误差
1. 系统误差 (可定误差)
滴定管,容量瓶未校正。
c.试剂误差——所用试剂有杂质
例:去离子水不合格;
试剂纯度不够
(含待测组份或干扰离子)。
d.操作误差——操作人员主观因素造成
例:对指示剂颜色辨别偏深或偏浅;
滴定管读数不准。
12
2. 偶然误差(随机误差,不可定误差):
由不确定原因引起
(1) 特点 a.不恒定不具单向性(大小、正负不定) b.难以校正,不可消除(原因不定) c.服从统计规律 (正态分布)
《管理会计决策分析》

又假定三种产品的销售量、销售单价及成本资料,如下:
三种产品的销售量、销售单价及成本资料
摘要
A产品
B产品 C产品
销售量(X)
1000件
500件
400件
销售单价(P) 20元/件 60元/件 25元/件
单位变动成本 9元
(b)
46元
15元
固定成本总额 18000元(按各产品的销售额比利 分摊)
要求:为该公司做出 B 产品是否要停产或转产的决策分析
需考虑专属固定成本,只要对方出价高于单位变动 成本,并能使专属固定成本得到补偿,就可以接受。
贡献毛益计算分析表
摘要 订货数量(X) 销售单价(P) 单位变动成本(b) 单位贡献毛益(cm)
贡献毛益总额(Tcm=cm•x)
减:专属固定成本
剩余贡献毛益总额
数量或金额 3000件 46元
20+16+8=44元 2元
14000元,则甲零件自制还是外购有利?
解:由于专属固定成本与共同成本的性质不一样, 属于决策的相关成本,故在自制方案中应作为预 期成本的一部分。就差量成本所做的差量分析:
自制方案:预期成本 =a+bx=14000+24x3600=100400元
外购方案:预期成本 = 28 x 3600
=100800元
2x3000=6000元 4000元 2000元
结论: 接受追加订货 还有剩余贡献毛益总额2000元, 故该方案可接受。
案例三:亏损产品是否停产或转产 的决策分析
例: 假定某公司本年产销A、B、C三种产品, 年终按全部成本法算出三种产品的成本与 各该产品的销售收入比较, A 产品净利 5000元, B 产品净亏 2000元, C 产品净利 1000元, 全公司净利合计为4000元。
三种产品的销售量、销售单价及成本资料
摘要
A产品
B产品 C产品
销售量(X)
1000件
500件
400件
销售单价(P) 20元/件 60元/件 25元/件
单位变动成本 9元
(b)
46元
15元
固定成本总额 18000元(按各产品的销售额比利 分摊)
要求:为该公司做出 B 产品是否要停产或转产的决策分析
需考虑专属固定成本,只要对方出价高于单位变动 成本,并能使专属固定成本得到补偿,就可以接受。
贡献毛益计算分析表
摘要 订货数量(X) 销售单价(P) 单位变动成本(b) 单位贡献毛益(cm)
贡献毛益总额(Tcm=cm•x)
减:专属固定成本
剩余贡献毛益总额
数量或金额 3000件 46元
20+16+8=44元 2元
14000元,则甲零件自制还是外购有利?
解:由于专属固定成本与共同成本的性质不一样, 属于决策的相关成本,故在自制方案中应作为预 期成本的一部分。就差量成本所做的差量分析:
自制方案:预期成本 =a+bx=14000+24x3600=100400元
外购方案:预期成本 = 28 x 3600
=100800元
2x3000=6000元 4000元 2000元
结论: 接受追加订货 还有剩余贡献毛益总额2000元, 故该方案可接受。
案例三:亏损产品是否停产或转产 的决策分析
例: 假定某公司本年产销A、B、C三种产品, 年终按全部成本法算出三种产品的成本与 各该产品的销售收入比较, A 产品净利 5000元, B 产品净亏 2000元, C 产品净利 1000元, 全公司净利合计为4000元。
统计学公差分析理论课件

上偏差
目标 规格范围
两种主要的变异类型
1. 加工制程的变异
– 材料特性的不同 – 设备或模具的错误 – 工序错误 / 操作员的错误
– 模具磨损 – 标准错误
2. 组装制程的变异
– 工装夹具错误 – 组装设备的精度
4
变异的控制
变异的控制
从加工制造
解决方案
制成的选择 制程的控制 (SPC)
产品的检查
从产品设计
= 第i个尺寸对称公差.
5. 确定公差分析的方法
6. 按要求计算变异
最大间隙 Xmin = dGap – Ttot = 1.00 – 0.58 = 0.42 最小间隙 Xmax = dGap + Ttot = 1.00 + 0.58 = 1.58
最小间隙的要求 (dGap >0) 完全达到
23
13.00 ±0.20
35.00 ±? 10.00 ±0.15 12.00 ±0.10
20.00 ±0.30
45.00 ±? 15.00 ±0.25
零件 4
10.00 ±0.15
零件 3
零件 2 零件 1
14
堆叠公差分析过程
1. 确定组装要求
2. 建立封闭尺寸链图 3. 转换名义尺寸,将公差 转成对称公差 4. 按要求计算名义尺寸
LSL
USL
Process variation 3s
Process variation 3s
mean - LSL
USL - mean
Tolerance range
11
一般公差分析的理论
这部分主要是说明怎样应用公差分析这个工具,去确保产品适合最终确定的产品功能和品 质的要求的过程。
《差异分析法》课件

总结词
通过分析影响结果的因素,找出影响结 果的关键因素。
VS
详细描述
因素分析法是一种常用的差异分析方法, 通过分析影响结果的各种因素,可以找出 影响结果的关键因素。这种方法可以帮助 我们更好地理解数据背后的原因和意义, 从而更好地解释和预测结果。
时间序列分析法
总结词
通过分析时间序列数据,发现数据随时间变 化的规律和趋势。
挑战1
如何处理大规模数据集,提高分析效 率,同时保证结果的准确性。
挑战2
如何结合其他统计方法和技术,形 成更为综合的分析框架,以满足复 杂问题的需求。
挑战3
如何加强差异分析法的实际应用, 提高其在解决实际问题中的效果和 价值。
THANKS
感谢观看
局限性
对数据质量要求较高、可能忽略数据 间的内在联系、无法解释差异产生的 原因。
02
差异分析法的实施步骤
确定分析目标
总结词:明确目标
详细描述:在实施差异分析法之前,首先需要明确分析的目标,确定需要解决的 问题或改进的方向。目标应具体、可量化,以便于后续的数据收集和分析。
数据收集与整理
总结词:数据准确
销售数据的差异分析
总结词
对不同销售渠道、不同销售地区的销售数据进行对比 分析,制定更加合理的销售策略。
详细描述
销售数据的差异分析有助于企业了解不同销售渠道和地 区的销售表现,制定更加合理的销售策略。通过对销售 额、销售量、客户反馈等数据的对比分析,企业可以发 现表现优秀的销售渠道或地区,并总结其成功经验;同 时也可以发现需要改进的方面,制定针对性的改进措施 。例如,根据不同地区的消费者购买习惯和偏好,调整 产品包装和宣传策略,提高市场竞争力。
生产成本的差异分析
化学差量法

2NH3 Δp
2
2
p(NH3) (3.0-2.5)×107Pa
2∶p(NH3)=2∶[(3.0-2.5)×107Pa]
p(NH3)=0.5×107Pa
φ(NH3)=
0.5107 Pa ×100%=20%。
2.5107 Pa
【典题示范1】为了检验某含有NaHCO3杂质的Na2CO3样品的纯度, 现将w1g样品加热,其质量变为w2g,则该样品的纯度(质量分数) 是( )
A. 84w2 53w1 31w1
C. 73w2 42w1 31w1
B. 84(w1 w2 ) 31w1
D.115w2 84w1 31w1
【解析】设原混合气体中CO的质量分数为x
CO+CuO ==△== Cu+CO2 Δm(气体质量增加)
28
44 44-28=16
12 g×x
18 g-12 g=6 g
28 16 x=87.5%
12 g x 6 g
答:原混合气体中CO的质量分数为87.5%。
答案:87.5%(解题过程见解析)
2.(固体质量法)将氢气通入10 g灼热的氧化铜中,过一段时间
中学常见的差量问题有固体(或溶液或气体)质量差法、气体体 积差(或气体物质的量差或压强差)法。
(一)质量差法 【内涵解读】 1.含义:根据化学方程式中反应物与生成物之间存在的质量差 量关系列式计算的一种方法。
2.类型: (1)反应前后固体的质量发生变化; (2)反应前后液体的质量发生变化; (3)反应前后气体的质量天平平衡,应在右盘加入镁24a-22a=2a(g)。
答案:在右盘的烧杯中加入2a克镁才能平衡(解题过程见解析)。
4.(气体质量差)在200℃时将11.6 g二氧化碳和水蒸气的混合 气体通过足量的Na2O2,反应完全后,固体质量增加3.6 g。求混 合气体的平均相对分子质量。 【解析】将11.6 g CO2和H2O通过足量的Na2O2且完全反应,固体 只增加3.6 g,根据反应2Na2O2+2H2O====4NaOH+O2↑
热分析法—热重分析法(TG) 差热分析法(DTA) 差示扫描量热法( DSC) ppt课件

of the first Na-containing i-QC, i-Na13Au12Ga15,
which belongs to the Bergman type but has an
extremely low valence electron-to-atom (e/a)
value of 1.75
PPT课件
800
1000
1200
140 780
180 205
1030
450
PPT课件Tຫໍສະໝຸດ ℃10差热分析法(DTA)
参比物:在测量温度范围 内不发生任何热效应的物 质,如-Al2O3、MgO等。
程序控温下, 测量物与参比 物的温差与温 度的关系 ΔT=f(T) 正峰:放热 倒峰:吸热
PPT课件
11
差示扫描量热法
PPT课件
21
亮点
金属氧化物薄层通常制备方法:原子层沉积、脉冲激 光沉积、化学气相沉积、射频溅射、喷墨印刷等方法。
本文—— “combustion” process in which the
heat required for oxide lattice formation is provided by the large internal energies of the precursors
PPT课件
22
略:XRD 、电子迁移率等测试。。。。
PPT课件
23
贰
PPT课件
24
《应用化学》(德语:Angewandte Chemie) 每周出版一期 由德国化学会出版,由约翰威立公司发行。
PPT课件
25
主要内容
we report the discovery and characterizations
偏差处理 ppt课件

偏差的产生
• 8.生产过程数据处理 产出率不符合标准;物料平衡限度不符合 规定;平行样品检验结果相差较大;换算、 计算错误;单位控制错误;计算过程中保 留位数不正确;批生产指令处方有误等。
偏差的产生
• 9.验证事宜 未验证的仪器、设备、程序、系统或测试 方法用于物料、产品检验及生产;未对变 更进行相关验证审批等。
偏差分类
• 根据偏差的性质、对产品质量潜在影响程 度分类 1.重大偏差
整批报废、产品回收、混药、混批、包装材料混淆、测 试结果未达到质量标准或超过警戒水平
2.主要偏差
产品返工、回制;严重违反GMP或者SOP事件
3.次要偏差
偏差的产生
文件的制定及执行方面 物料接收、取样、储存、发放方面 生产、检验过程的控制方面 环境控制 仪器设备校验 清洁方面 设备/设施/计算机及系统 生产过程数据处理 验证
评估严重程度,采取立即采取 措施,视情况逐级上报
调查根本原因
审批偏差报告,启动CAPA
年度和阶段性回顾、总结 偏差处理流程及有效性
关键点
-- I 发现偏差 --
➢定义好的偏差分类 ➢对潜在质量影响的敏锐度 ➢定义好的沟通渠道 ➢与释放系统链接的编号及记录系统
关键点
-- II 调查 --
➢ 很强的根本原因分析技能
• OOS(Out of Specification):超标结果, 是指实验结果不符合法定质量标准或企业 内控标准的结果,包括稳定性研究中产品 在有效期内不符合质量标准的结果。
• OOE(Out of Expectation):非期望结果,是指 实验结果超过历史的、预期的或先前趋势的一个 或一系列结果。这类结果并未超标。以下类别的 结果均称为非期望结果。
《差异分析法》课件
质量控制数据差异分析案例
总结词
通过对比分析不同批次或不同时间段的质量检测数据,发现 产品质量之间的差异,探究差异产生的原因,为改进产品质 量提供依据。
详细描述
某食品加工企业发现近期产品质量有所下降。经过对比分析 不同时间段的质检数据,发现原料供应商B提供的原材料质量 问题导致了产品质量下降。企业及时更换了供应商,并加强 了质量检测环节,提高了产品质量。
优势与局限性
差异分析法能够快速有效地比较大量数据,发现其中的差异。然而,它也依赖于数据的可 靠性和准确性,以及样本的代表性。此外,有时差异可能仅仅是由随机误差所导致,而非 真正的生物学或社会学意义。
未来研究方向与展望
01
技术进步
随着统计学和计算机科学的发展,差异分析法将更加精确和高效。例如
,新的算法和软件将能够处理更大规模的数据集,并提高结果的可靠性
06
总结与展望
差异分析法的总结
定义与原理
差异分析法是一种比较不同组或不同条件下的数据,以确定它们之间差异的方法。它基于 统计学原理,通过对比数据间的差异来揭示潜在的规律或趋势。
应用领域
差异分析法广泛应用于各个领域,如生物学、医学、经济学、社会学等。它可以帮助研究 者发现不同组或不同条件下的数据之间的差异,从而为进一步的研究提供方向。
统计方法
总结词
运用统计学原理,对数据进行处理和分析。
详细描述
在差异分析中,统计方法是一种重要的工具。通过运用 统计学原理,可以对数据进行处理和分析,从而更好地 揭示数据背后的规律和特征。常见的统计方法包括均值 、方差、协方差、相关性分析、回归分析等。
数据分析软件
总结词
利用专业的数据分析软件,进行高效的数据处理和分 析。
测G实验中的误差分析ppt课件

7. 滞弹性测量
8. 扭秤周期误差评估简述
9. 测G结果
10. 后续改进实验
13
1 周期法测G基本原理
基本原理示意图
near
Mm
Fg m
M far
Fg
Fg
Fg
近程配置(周期减小)
远程配置(周期增加)
2 near
kn
GCgn I
I G
n22f
knkf
2 far
kf
GCgf I
CgnCgf
XXX
不确定度:以被测量的估计值为中心,反映对测量认识不足的 程度,可以定量评定。
Y yU
联系:了解误差是评定不确定度的基础
10
有效数字与数据运算
在记录数据、计算以及得到测量结果时,应根据测量误差 或实验结果的不确定度来定出究竟应取几位有效位数? 直接测量量(原始数据)的读数应反映仪器的精确度
11
18
2 周期法测G实验数学建模
19
3 周期法测G实验误差分析方法
G G x 1 ,x 2 ,x 3 ,...,x i,...x n xixixi,i1 ,...,n
独立参数达三百余项!
正误差: G G x i G x 1 ,x 2 ,x 3 ,...,x G i, ..x .x 1 , n x 2 ,x G 3 , .. x .1 ,, x x i, 2 . , .. x x 3 n ,. ..,x i x i,...x n 负误差: G G x i G x 1 ,x 2 ,x 3 ,...,x G i, ..x .x 1 , n x 2 ,x G 3 , .. x .1 ,, x x i, 2 . , .. x x 3 n ,. ..,x i x i,...x n
误差分析与数据处理ppt课件.ppt
(4)缓变误差: 是指数值上随时间缓慢变化的误差,一般它是由零部件的
老化、机械零件内应力变化引起的。由于它有不平稳随机 过程的特点,误差值在单调缓慢变化,因此不能象对系统 误差那样引进一次修正量即能校正,又不能象对一般随机 误差那样按平稳随机过程的特点来处理,因而常需不断进 行校正,测量准确度与对仪器仪表的校正周期有关。
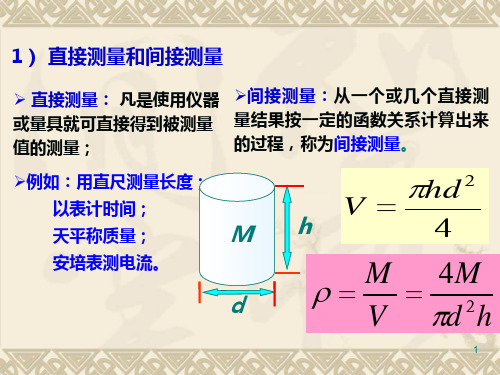
1) 直间接测量:从一个或几个直接测
或量具就可直接得到被测量 量结果按一定的函数关系计算出来
值的测量;
的过程,称为间接测量。
➢例如:用直尺测量长度;
以表计时间;
天平称质量;
M
安培表测电流。
d
V hd 2
h
4
M V
4M
d 2h
1
2)等精度测量和非等精度测量
2
1.2真值、代表值与误差
1.2.1真值
指在某一时刻和某一位置的某个物理量客观存在的真实值。严 格地讲,真值是无法测得的,只能测得真值的近似值。实际应 用中真值是指测量次数无限多时的平均值作为真值。
➢理论真值:理论上证明过的某些已知的固定量值,如三角 形之和为180º。
➢约定真值:国际计量组织通过决议规定的某些计量单位的 量值,如规定铂铱合金的国际千克原器为1kg的质量单位。 光在真空中1s时间内传播距离的1/299792485为1米。
仪器
天平不等臂
6
➢系统误差的分类
1)按系统误差产生的原因分 ➢设备误差:由于测量仪器、工具的不准确或安装不正确造成的,如 仪器的零位不准,空行程、不水平、不垂直、导线的影响等。 ➢环境误差:由于测量环境条件变化的影响,如温度、压力、外电磁 场的影响。 ➢人员误差:由测量人员自身造成的,如读数的偏大、偏小、测量的 超前或滞后等。 ➢方法误差:由于测量方法不完善,计算公式的近似简化引起的。
老化、机械零件内应力变化引起的。由于它有不平稳随机 过程的特点,误差值在单调缓慢变化,因此不能象对系统 误差那样引进一次修正量即能校正,又不能象对一般随机 误差那样按平稳随机过程的特点来处理,因而常需不断进 行校正,测量准确度与对仪器仪表的校正周期有关。
1) 直间接测量:从一个或几个直接测
或量具就可直接得到被测量 量结果按一定的函数关系计算出来
值的测量;
的过程,称为间接测量。
➢例如:用直尺测量长度;
以表计时间;
天平称质量;
M
安培表测电流。
d
V hd 2
h
4
M V
4M
d 2h
1
2)等精度测量和非等精度测量
2
1.2真值、代表值与误差
1.2.1真值
指在某一时刻和某一位置的某个物理量客观存在的真实值。严 格地讲,真值是无法测得的,只能测得真值的近似值。实际应 用中真值是指测量次数无限多时的平均值作为真值。
➢理论真值:理论上证明过的某些已知的固定量值,如三角 形之和为180º。
➢约定真值:国际计量组织通过决议规定的某些计量单位的 量值,如规定铂铱合金的国际千克原器为1kg的质量单位。 光在真空中1s时间内传播距离的1/299792485为1米。
仪器
天平不等臂
6
➢系统误差的分类
1)按系统误差产生的原因分 ➢设备误差:由于测量仪器、工具的不准确或安装不正确造成的,如 仪器的零位不准,空行程、不水平、不垂直、导线的影响等。 ➢环境误差:由于测量环境条件变化的影响,如温度、压力、外电磁 场的影响。 ➢人员误差:由测量人员自身造成的,如读数的偏大、偏小、测量的 超前或滞后等。 ➢方法误差:由于测量方法不完善,计算公式的近似简化引起的。
《差异表达分析》课件

THANKS FOR WATCHING
感谢您的观看
《差异表达分析》ppt课件
目 录
• 差异表达分析简介 • 差异表达分析的方法与技术 • 差异表达分析的流程 • 案例分享与结果解读 • 差异表达分析的挑战与展望 • 总结与致谢
01 差异表达分析简介
定义与概念
差异表达分析定义
差异表达分析是一种生物信息学 方法,用于识别在不同条件下基 因表达水平发生显著变化的基因 ,从而揭示生物过程的调控机制 。
临床样本分析
在临床样本分析中,差异表达分析可用于比较正常组织与病变组织、不同病程阶段或不同治疗方法的样本,以揭示疾 病发生发展过程中的基因表达变化。
药物筛选与评价
在药物筛选与评价中,差异表达分析可用于比较不同药物处理或不同浓度下的基因表达谱,以筛选出具 有潜在治疗作用的候选药物或化合物,并评估其疗效和副作用。
基于RNA-seq的方法
技术原理
RNA-seq通过将样本的RNA进行序列化, 然后利用序列数据进行基因表达分析。
优势
能够提供更全面的基因表达信息,不受芯片 限制,可检测低丰度基因。
局限性
数据分析复杂度高,对计算资源要求较高。
其他相关技术
数字化PCR技术
通过将PCR反应数字化,提高检 测的灵敏度和特异性。
蛋白质组学技术
通过检测蛋白质的表达水平,分 析基因的表达调控。
最新进展与趋势
单细胞测序技术
能够实现对单个细胞的基因表达进行分析,有助于深入了解细胞异质性。
人工智能与机器学习在差异表达分析中的应用
通过人工智能和机器学习的方法,提高差异表达分析的准确性和效率。
多组学整合分析
将基因组、转录组、蛋白质组等多组学数据进行整合分析,以更全面地揭示生物过程的机 制。
偏差及调查ppt课件

企业还应当采取预防措施有效防止类似偏差 的再次发生。
•
第二百五十一条 质量管理部门应当负责偏
差的分类,保存偏差调查、处理的文件和记录。
9
偏差处理流程
• 识别,报告 • 初步风险评估 • 调查(计划-实施计划-确认根本原因) • 调查结果及偏差的影响性评估 • 产品或物料的处置 • CAPA
10
偏差处理流程
➢仓库FMS温湿度仪表过期。 ➢灭菌后暂存间R323房间墙面微生物超标
32
偏差的影响性评估
• 偏差的影响性调查及评估:
➢及时纠正措施是否合适? ➢对本批物料、产品、环境的影响? ➢偏差对相关批及后续生产的影响?
33
偏差的影响性评估
• 案例分析: • 停电导致空调系统、水系统、生产设备停
止运行15分钟. • 停电前:
➢无菌车间空调系统停止运行 ➢最终产品引入异物 ➢最终产品标识错误 ➢误用过期或不合格物料
22
偏差的调查
• 偏差经常找不到原因?
✓主观上没有想去找到真正原因 ✓缺基础数据支持,缺历史监控数据? ✓过程中的异常没有去关注
23
偏差的调查
• 调查计划: • 原因调查:
➢界定调查的起始时间:
✓什么时候开始不正常?上次正常的依据? ✓什么时间出现偏差?偏差影响持续多长时间?
Plan 原因 causes
职能部门 Department
QA
QA&职能部门 QA&Department
明确 Found
不明确 No Found
调查结果评价 Evaluation of Investigation results
QA
纠正预防措施 CAPA
QA&职能部门 QA&Department
•
第二百五十一条 质量管理部门应当负责偏
差的分类,保存偏差调查、处理的文件和记录。
9
偏差处理流程
• 识别,报告 • 初步风险评估 • 调查(计划-实施计划-确认根本原因) • 调查结果及偏差的影响性评估 • 产品或物料的处置 • CAPA
10
偏差处理流程
➢仓库FMS温湿度仪表过期。 ➢灭菌后暂存间R323房间墙面微生物超标
32
偏差的影响性评估
• 偏差的影响性调查及评估:
➢及时纠正措施是否合适? ➢对本批物料、产品、环境的影响? ➢偏差对相关批及后续生产的影响?
33
偏差的影响性评估
• 案例分析: • 停电导致空调系统、水系统、生产设备停
止运行15分钟. • 停电前:
➢无菌车间空调系统停止运行 ➢最终产品引入异物 ➢最终产品标识错误 ➢误用过期或不合格物料
22
偏差的调查
• 偏差经常找不到原因?
✓主观上没有想去找到真正原因 ✓缺基础数据支持,缺历史监控数据? ✓过程中的异常没有去关注
23
偏差的调查
• 调查计划: • 原因调查:
➢界定调查的起始时间:
✓什么时候开始不正常?上次正常的依据? ✓什么时间出现偏差?偏差影响持续多长时间?
Plan 原因 causes
职能部门 Department
QA
QA&职能部门 QA&Department
明确 Found
不明确 No Found
调查结果评价 Evaluation of Investigation results
QA
纠正预防措施 CAPA
QA&职能部门 QA&Department
均值比较及差异性检验ppt课件

❖ 基本操作过程:
1. 选定Means过程对话框;
(Analyze-Compare Means-Means)
2. 选择自变量与分组变量(也可加入层变 量);
3. 对Means过程的分析结果进行比较分析;
5.2 单样本T检验
❖ SPSS单样本T检验是检验某个变量的总体均 值和某指定值之间是否存在显著差异。统计 的前提是样本总体服从正态分布。也就是说 单样本本身无法比较,进行的是其均数与已 知总体均数间的比较。
❖ 5.1 Mean过程 ❖ 5.2 单一样本T检验 ❖ 5.3 独立样本T检验 ❖ 5.4 两配对样本T检验 ❖ 5.5 正态分布检验
5.1 Means过程
❖ Means过程是SPSS计算各种基本描述统计量 的过程。与计算某一样本总体均值相比, Means过程其实就是按照用户指定条件,对样 本进行分组计算均数和标准差,如按性别计 算各组的均数和标准差。
❖ 在统计分析过程中,很重要的一点是对抽 样的样本必须有代表性,即每个个体都有同 等概率被抽中。但由于抽样误差的存在,在 抽样过程中不可避免会抽到一些数值较大或 较小的个体导致样本统计量与总体参数之间 有所不同,所造成的问题就是:某个样本能 否认为是来自某个确定均值的总体。
❖ 在正态或近似正态分布的计量资料中,经 常在使用统计描述过程分析后,还要进行组 与组之间平均水平的比较。本章介绍的T检验 方法,主要应用在两个样本间比较且只能进 行一个或两个样本间的比较。如果需要比较 两组以上样本均数的差别,则需使用方差分 析方法。
❖ 单样本T检验的零假设为H0:总体均值和指 定检验值之间不存在显著差异。
❖ 采用T检验方法,按照下面公式计算T统计 量:
❖ 基本操作步骤:
1.选择单样本T检验对话框;
管理会计第7章

[例2]
7.1 决策中的基本方法
7.1.3 成本无差别点分析法
无差别成本分析法,即“成本平衡点法”。所谓“成本平衡点”就是要确定在两个 备选方案的预期成本相等的情况下的业务量。找到了这个“成本临界点”就可以确定 在什么业务量范围内方案才是较优。
[例3]
7.2 产品生产决策
7.2.1 生产对象的决策分析
“差量”即为两个备选方案的差别。
“差量成本”即为两个备选方案预期成本的差异数。
[例1]
“差量收入”即为两个备选方案的预期收入的差异数。
它们之间的关系为:差量=差量收入-差量成本
7.1.2 贡献毛益分析法
贡献毛益分析法,就是通过对比备选方案所提供的“贡献毛益总额”(Tcm)大小来
确定最优方案的专门方法。
7.2 产品生产决策
7.2.3 是否接受追加订货的决策分析
接受追加订货的决策,是指根据目前的生产状况,企业还有剩余生产能力。除了
开发新产品外,还可考虑是否接受客户的追加订货。
这方面的决策分析可采用贡献毛益分析法和差量分析法。原则上只要对方客户的
开价略高于单位变动成本,并能补偿专属固定成本,即可接受。
生产对象的决策分析是企业短期经营决策的重要内容,这类决策主要解决生产什么
产品或提供什么劳务;生产多少数量的产品或提供多少数量的劳务;怎样组织和安排
生产和劳务等问题。
生产何种产品的决策分析
[例4]
开发新产品的决策分析
关于新品开发的决策分析,有以下几种情况:
第一种情况:利用现有生产能力开发新产品,其分析方法可以采用上述“生产何
7.2.6 零、部、配件取得方式的决策分析
7.3 产品定价决策
7.3.1 定价决策分析的意义 什么是定价决策
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
产和销售300000单位,单位售价4元,固 定成本240000元,变动成本每单位2.50元, 损益表如表1所示。
▪ 现有一客户订货80000单位,每单位出价
3.5元,接受订货后损益表如表2所示。
.
表1
表2
.
案例分析—特殊订货决策
▪ (二)超越生产能力的特殊订货(产能无
法对外转移)
▪ 某企业原有生产能力可以生产25000只甲
要素的计量均是在备选方案所带来的“增量”的基 础上进行的,并称之为“相关收入”和“相关成本” 。
.
差量分析法决策程序 :
决策规则:(P1 - P2 )>0 选择方案1; (P1 - P2 )<0 选择方案2。
.
▪ 某企业原来生产甲、乙、丙三种产品,变
动成本率分别为80%,60%和50%;它们的 年收入分别为20000元、30000元和40000 元。如果将生产甲产品的生产能力转移, 可分别用于以下用途(1)增产现有产品 乙产品,可使其年收入达到45000元(2) 增产现有产品丙,使其年收入增加14000 元(3)开发变动成本率为40%的丁产品, 每年可实现13500元的收入。
▪ 如果某项收入只属于某个经营决策方案,
即若有这个方案存在,就会发生这项收入, 若该方案不存在,就不会发生这项收入, 那么,这项收入就是相关收入。
.
相关成本
▪ 相关成本是指与特定决策方案相联系的、能对决
策产生重大影响的、在短期经营决策中必须予以 充分考虑的成本。
▪ 如果某项成本只属于某个经营决策方案,即若有
产品,原销售量20000只,单位售价20元, 单位变动成本12元,现有一客户提出订货 9000只,每只售价18元,是否要接受这批 订货?
.
9000*18=162000(元) 9000*18+4000*(20一12)=140000(元) 接受订货
.
案例分析—特殊订货决策
▪ (二)超越生产能力的特殊订货(产能可以对外
▪ 要求:做出是否转产其他产品的决策?
.
.
注意!
▪ 1、如果有多个方案可供选择,在采用差量分析法时,
只能分别两个两个进行比较、分析,逐步筛选,择 出最优方案。
具备价格、收入等信息时,差量分析法即为差量 成本分析法。决策规则为预期成本小的方案为最优 方案。
差额。 (广义)
【差量收入】指可供选择的不同备选方案之间预 计收入的差额。
【差量利润】指可供选择的不同备选方案之间预 计利润的差额。
.
差量分析法概述
▪ 通过对若干可行方案的相关收入和相关成
本的计量和比较,在确定、分析各方案差 量收入、差量成本和差量利润的数额及其 性质的基础上,评价有关方案优劣程度的 一种决策分析方法。
.
▪ 差量收入: ▪ 300*70=21000(元) ▪ 差量成本: ▪ 300*45+100*(100-45)+1200+300 =20500(
元)
▪ 差量利润: ▪ 21000-20500=500(元)
▪ 接受订货
.
谢 谢!
.
▪ 3、在计算、比较不同方案的差量成本时,需区别以
下两种情形:其一是预期成本中既包括变动成本, 也包括固定成本,差量成本即是有关方案总成本的 差额;其二是预期成本只包括变动成本,而不涉及 固定成本,差量成本即是有关方案预期变动成本的 差额。
.
案例分析—特殊订货决策
▪ (一)在生产能力允许范围内的特殊订货 ▪ 某企业生产能力夺400000单位.目前只生
这个方案存在,就会发生这项成本,若该方案不 存在,就不会发生这项成本,那么,这项成本就 是相关成本。
▪ 包括有:差量成本、边际成本、机会成本、付现成本、
重置成本、专属成本、加工成本、可分成本、可延缓成 本、可避免成本等。
.
差量成本
▪ 指产量增减变动而形成的总成本差异(狭义) ▪ 指可供选择的不同备选方案之间预期总成本的
转移)
▪ 某企业本年计划生产甲产品1000件,生产能力为
1200件,正常价格为100元/件,产品的单位成 本为55元,其中直接材料24元,直接人工15元, 变动制造费用6元,固定性制造费用10元,现有 一客户要向该企业订货300件甲产品,特殊订价 为70元/件,特殊订货要求1200元专属成本。若 不接受特殊订货,剩余能力可以转移,对外出租 可获租金收人300元。是否应接受特殊订货?
.
基本假设
▪ 差别损益导向假设:即以差别损益数值的大小判
断方案的优劣,从本质上讲差别损益是利润最大 化标准在差别损益分析法中的具体化。
▪ 两方案比较假设:即每一次决策都限定只有两个
可供比较的互斥方案,在三个或三个以上互斥方 案的选优决策中,该方法基本失效。
▪ 增量比较假设:即对差别收入和差别成本等基本
短期经营决策—差量分析法
尤晟 122049 蒋思聪 122045
.
目录
▪ 短期经营决策考虑因素 ▪ 差量分析法概述 ▪ 案例分析—特殊订货决策
.
短期经营决策考虑因素
▪ 生产经营能力 ▪ 相关业务量 ▪ 相关收入 ▪ 相关成本
.
相关收入
▪ 相关收入是指与特定决策方案相联系的、
能对决策产生重大影响的、在短期经营决 策中必须予以充分考虑的收入,又称有关 收入。
▪ 现有一客户订货80000单位,每单位出价
3.5元,接受订货后损益表如表2所示。
.
表1
表2
.
案例分析—特殊订货决策
▪ (二)超越生产能力的特殊订货(产能无
法对外转移)
▪ 某企业原有生产能力可以生产25000只甲
要素的计量均是在备选方案所带来的“增量”的基 础上进行的,并称之为“相关收入”和“相关成本” 。
.
差量分析法决策程序 :
决策规则:(P1 - P2 )>0 选择方案1; (P1 - P2 )<0 选择方案2。
.
▪ 某企业原来生产甲、乙、丙三种产品,变
动成本率分别为80%,60%和50%;它们的 年收入分别为20000元、30000元和40000 元。如果将生产甲产品的生产能力转移, 可分别用于以下用途(1)增产现有产品 乙产品,可使其年收入达到45000元(2) 增产现有产品丙,使其年收入增加14000 元(3)开发变动成本率为40%的丁产品, 每年可实现13500元的收入。
▪ 如果某项收入只属于某个经营决策方案,
即若有这个方案存在,就会发生这项收入, 若该方案不存在,就不会发生这项收入, 那么,这项收入就是相关收入。
.
相关成本
▪ 相关成本是指与特定决策方案相联系的、能对决
策产生重大影响的、在短期经营决策中必须予以 充分考虑的成本。
▪ 如果某项成本只属于某个经营决策方案,即若有
产品,原销售量20000只,单位售价20元, 单位变动成本12元,现有一客户提出订货 9000只,每只售价18元,是否要接受这批 订货?
.
9000*18=162000(元) 9000*18+4000*(20一12)=140000(元) 接受订货
.
案例分析—特殊订货决策
▪ (二)超越生产能力的特殊订货(产能可以对外
▪ 要求:做出是否转产其他产品的决策?
.
.
注意!
▪ 1、如果有多个方案可供选择,在采用差量分析法时,
只能分别两个两个进行比较、分析,逐步筛选,择 出最优方案。
具备价格、收入等信息时,差量分析法即为差量 成本分析法。决策规则为预期成本小的方案为最优 方案。
差额。 (广义)
【差量收入】指可供选择的不同备选方案之间预 计收入的差额。
【差量利润】指可供选择的不同备选方案之间预 计利润的差额。
.
差量分析法概述
▪ 通过对若干可行方案的相关收入和相关成
本的计量和比较,在确定、分析各方案差 量收入、差量成本和差量利润的数额及其 性质的基础上,评价有关方案优劣程度的 一种决策分析方法。
.
▪ 差量收入: ▪ 300*70=21000(元) ▪ 差量成本: ▪ 300*45+100*(100-45)+1200+300 =20500(
元)
▪ 差量利润: ▪ 21000-20500=500(元)
▪ 接受订货
.
谢 谢!
.
▪ 3、在计算、比较不同方案的差量成本时,需区别以
下两种情形:其一是预期成本中既包括变动成本, 也包括固定成本,差量成本即是有关方案总成本的 差额;其二是预期成本只包括变动成本,而不涉及 固定成本,差量成本即是有关方案预期变动成本的 差额。
.
案例分析—特殊订货决策
▪ (一)在生产能力允许范围内的特殊订货 ▪ 某企业生产能力夺400000单位.目前只生
这个方案存在,就会发生这项成本,若该方案不 存在,就不会发生这项成本,那么,这项成本就 是相关成本。
▪ 包括有:差量成本、边际成本、机会成本、付现成本、
重置成本、专属成本、加工成本、可分成本、可延缓成 本、可避免成本等。
.
差量成本
▪ 指产量增减变动而形成的总成本差异(狭义) ▪ 指可供选择的不同备选方案之间预期总成本的
转移)
▪ 某企业本年计划生产甲产品1000件,生产能力为
1200件,正常价格为100元/件,产品的单位成 本为55元,其中直接材料24元,直接人工15元, 变动制造费用6元,固定性制造费用10元,现有 一客户要向该企业订货300件甲产品,特殊订价 为70元/件,特殊订货要求1200元专属成本。若 不接受特殊订货,剩余能力可以转移,对外出租 可获租金收人300元。是否应接受特殊订货?
.
基本假设
▪ 差别损益导向假设:即以差别损益数值的大小判
断方案的优劣,从本质上讲差别损益是利润最大 化标准在差别损益分析法中的具体化。
▪ 两方案比较假设:即每一次决策都限定只有两个
可供比较的互斥方案,在三个或三个以上互斥方 案的选优决策中,该方法基本失效。
▪ 增量比较假设:即对差别收入和差别成本等基本
短期经营决策—差量分析法
尤晟 122049 蒋思聪 122045
.
目录
▪ 短期经营决策考虑因素 ▪ 差量分析法概述 ▪ 案例分析—特殊订货决策
.
短期经营决策考虑因素
▪ 生产经营能力 ▪ 相关业务量 ▪ 相关收入 ▪ 相关成本
.
相关收入
▪ 相关收入是指与特定决策方案相联系的、
能对决策产生重大影响的、在短期经营决 策中必须予以充分考虑的收入,又称有关 收入。