炉温均匀性测试作业指导书
真空炉炉温均匀性的测定

真空炉炉温均匀性的测定一、真空炉温度场形成的特点真空炉的发热元件一般呈圆形布置。
真空加热相对普通炉来说,其传热方式只有辐射,没有传导和对流;非真空加热时有传导、对流和辐射三种方式,其中对流、传导根据压力的不同又与普通炉( 常规压力) 同。
压力小于1 ×105Pa ( 绝对压力,普通炉的近似工作压力) 时,其对流、传导作用小于普通炉; 压力接近工作真空度( 2Pa) 时,其对流、传导作用基本不存在,工件升温缓慢,特别是低于600 ℃以下加热时,加热更为缓慢,工件温度相对控温热电偶的温度有一定的滞后现象。
二、真空炉温度均匀性测量的原理( 1) 真空炉温度均匀性的测定采取炉体控温系统控制加热温度,外加热电偶进行记录的测量方式。
温度均匀性的测定仪器有热电偶转换开关,WRNK —121 型3mm×3000mm 的测量热电偶,其测量范围为0 ~1300 ℃,日本岛电SR93 数显温度表、补偿导线。
测量原理图见图1 。
( 2) 根据KES78. 311. 1 标准有关要求,真空炉炉温的测量采取有效加热区9 点测量的方式( 见图2) 。
在600 mm×600mm×900mm 的有效工作空间内作9 点布置,任一个平面内均有3 个热电偶( 图2 中黑点为热电偶的固定位置) 。
( 3) 在炉体的炉门端的一侧有一测温口。
测量时拆下原盖板,安装上带有9 孔的测温法兰,测量热电偶通过法兰接入炉腔内并固定在支架上。
安装测量热电偶时需加密封垫圈、橡胶垫圈及真空脂用压紧螺栓进行压紧密封,以防止漏气( 见图3) 。
三、真空炉温度均匀性的测量过程1. 准备工作将测量热电偶及控温热电偶按GB/ J351 —1996 《中华人民共和国国家计量鉴定规程》中相关规定进行检测,检测合格方能进行炉温均匀性测定。
自炉体拆下测温孔的盖板,将9 根经过检测合格的热电偶依次穿上密封垫圈、橡胶垫圈,自法兰孔中引入炉腔内,并依次按图1 位置固定在位于炉门口支撑架上,支撑架的尺寸为有效加热尺寸。
热处理炉炉温均匀性检测方法

热处理炉炉温均匀性检测方法炉温均匀性测量:在热稳定前和热稳定后,用校准过的现场测试仪表对炉子的有效工作区进行炉温均匀性测量以确定工艺设备内的温度分布状况的一种测试方法。
常见炉温均匀性检测依据的标准:GB/T 9452-2012《热处理炉有效加热区测定方法》、GB/T30824-2014《燃气热处理炉温度均匀性测试方法》、GB/T 30825-2014《热处理温度测量》、API Spec 6A《井口装置和采油设备规范》、AMS 2750G《高温测量》、AIAG CQI-9 《热处理系统评审》、ASTM A991/A991M- 17《钢制品热处理炉温度均匀性测量标准试验方法》、GJB 904A-1999《锻造工艺质量控制要求》、GJB 509B-2008 《热处理工艺质量控制》、BAC 5621《波音工艺规范-材料处理温度控制》、HB 5354-1994《热处理工艺质量控制》、HB 5425-2012 《航空制件热处理炉有效加热区测定方法》。
炉温均匀性检测需要依据热处理炉的有效加热区尺寸、精度等级、炉型确定需要多少个测温点:热处理炉精度等级划分和TUS测试周期:炉温均匀性检测权威机构:江苏东方航天校准检测有限公司(简称OACT)位于江苏省苏州工业园区,是一家集校准、检测、培训及技术服务为一体的综合性第三方服务机构。
OACT成立于2010年3月,是航天科技集团公司下属空间技术研究院(航天五院)下属北京东方计量测试研究所投资设立。
2011年4月获得CNA检测和校准实验室能力认可,认可编号CNAS L5056。
目前通过CNAS认可的检测和校准项目涉及电磁、无线电、时间频率、几何量、热工、力学、化学等七个计量专业领域。
OACT秉承严谨、专业、精确、先进的计量理念,信守“质量为本、客户至上、科学公正、止于至善”的质量承诺,利用先进的仪器设备和精湛的测试技术,竭诚为每一位客户提供高水平的校准检测服务和整体解决方案。
炉温均匀性测试报告
炉温均匀性测试报告一、引言本文旨在对某炉的温度均匀性进行测试并生成测试报告。
通过测试,我们可以评估该炉的温度分布情况,从而确定其是否符合要求。
二、测试目的本次测试的目的是验证该炉的温度在整个加热区域内的分布是否均匀。
通过测试,我们可以确定该炉是否适合用于特定工艺的加热需求。
三、测试步骤1.准备工作:确保炉内没有加热物体,炉门关闭严实,炉温达到设计工作温度。
2.选择测点:在加热区域内选择一系列均匀分布的测点。
测点的数量和位置应能够充分覆盖整个加热区域,以确保测试结果的准确性。
3.安装温度传感器:在每个测点上安装温度传感器,并确保其与炉壁保持良好的接触。
4.记录数据:开始记录温度数据,并持续记录一段时间,以确保数据的稳定性和准确性。
5.分析数据:将记录的温度数据导入计算机软件,进行数据分析和处理。
6.评估均匀性:通过分析数据,绘制温度分布图,评估炉温的均匀性。
7.撰写测试报告:根据测试结果,撰写测试报告并进行总结和分析。
四、测试结果及分析经过以上测试步骤,我们得到了以下测试结果:1.温度分布图:根据记录的温度数据,我们制作了温度分布图,图中显示了炉内各个测点的温度情况。
2.温度差异:通过对温度分布图的分析,我们发现在整个加热区域内,温度存在一定的差异。
部分区域的温度较高,而其他区域则相对较低。
3.均匀性评估:根据温度差异的分析结果,我们评估了炉温的均匀性。
结果显示,该炉的温度分布不够均匀,存在一定的温度偏差。
4.原因分析:我们分析了导致温度差异的可能原因,包括炉体结构设计、加热方式、传热介质等,以确定改进的方向。
五、结论与建议根据测试结果及分析,我们得出以下结论与建议:1.结论:该炉的温度分布存在一定的不均匀性,部分区域的温度相对较高,而其他区域则较低。
2.建议:针对温度不均匀的问题,建议在设计和制造阶段加强炉体结构的优化,改善传热方式,提高炉温的均匀性。
3.改进措施:具体的改进措施可以包括优化加热元件的布局,增加炉体隔热层的厚度,改善传热介质的流动方式等。
温度均匀性测试规范
温度均匀性测试规范
1.目的
依据CQI-9相关规定制定热处理工厂炉膛温度均匀性测试规范,以提高热处理设备过程控制的稳定性。
2.编制和适用范围
本规范由热处理厂xxxx科负责编制,热处理厂总监批准执行。
本规范适用于热处理厂真空炉、多用炉、回火炉及氮化炉设备。
3.术语
3.1温度均匀性测试
温度均匀性测试(TUS)基本要求:通过温度均匀性测试(TUS)可确认炉膛内的温度均匀性特性、合格的工作区以及工作温度范围。
4.规定内容
4.1按每个炉膛1年内至少1次的周期进行测试(停用的炉子除外)。
4.2炉子进行过任何可能改变其温度均匀性特性的改造或维修后,在该炉再次投入使用之前都应进行一次温度均匀性测试。
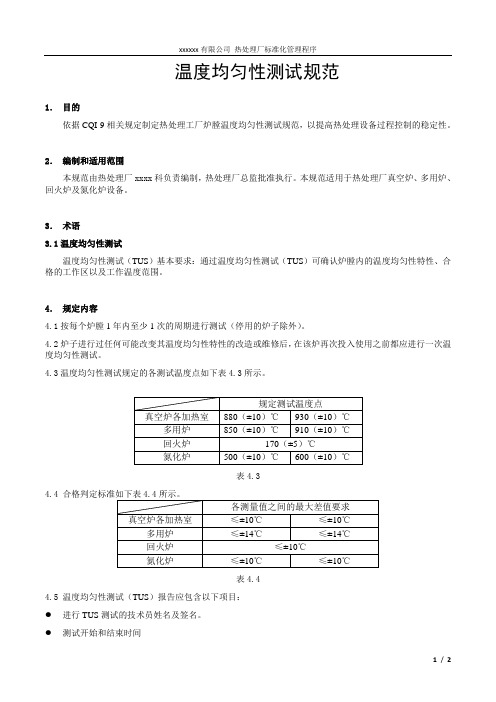
4.3温度均匀性测试规定的各测试温度点如下表4.3所示。
表4.3
4.4
表4.4
4.5 温度均匀性测试(TUS)报告应包含以下项目:
●进行TUS测试的技术员姓名及签名。
●测试开始和结束时间
1 / 2
●数据收集时间或保温时段
●测试用的测试仪器型号编号
●测试通过或不通过的判定
●负责人最后签名结束测试
4.6 温度均匀性测试采用九点测量法(图4.5)。
图4.6
5.存档文件
温度均匀性测试数据——保留1年
温度均匀性测试报告——保留1年
6.附件:
附件一:温度均匀性测试数据
附件二:温度均匀性测试报告
7.版本信息
更新信息:无
2 / 2。
WI-HT-1100 TUS热处理炉温均匀性测试作业指导书

苏州宝强精密制造股份有限公司
制订部门 质量部
文件编号 版本 页次 修订日期
WI-HT-1100 A1 1/2 2017.05.26
TUS 热处理炉温均匀性测试作业指导书
1.目的 为了确保使用的热处理炉 TUS(温度均匀性)和使用仪表及热电偶满足公司生产需要,并保证其稳定性,特制定此作 业标准; 2.范围 适用于本公司所使用的所有网带式连续加热炉; 3.定义 TUS 炉温均匀性测试:furnace temperature uniformity surveys 热处理炉内工作区温度达到稳定化后相对于 设定点温度的变化,工作区内任两点的温度偏差不应超过热处理工艺对温均匀性的要求,我司对于淬火炉区温度差 异为±15℃ ,对于回火炉区温度差异为±10℃ 4.职责 4.1 热处理部 4.1.1 负责日常热处理炉操作,设备点检及维护,协助技术人员进行 TUS 检测; 4.2 质量部 4.2.1 负责对于 TUS 测试温度计及热电偶的保管及使用,定期进行外校; 5.作业程序
质量部
TUS 测试计划 制定
相关部门
说明
每年年底由质量部负责制作出下一年度 TUS 炉温均匀性检测计划,并交由管代进 行批准; 所使用的,用于 TUS 炉温均匀性检测的设 备,温度计及 K 型铠装热电偶由质量部负
记录
TUS 炉温 均匀性检测 计划
确认温度计计 热电偶
责定期送外校验,确保其精度
依照作业指导书,在正常生产过程中, (如
报告存档
设备维修
编号
A1
日期
2017.05.02 新规制定
修订内容
修订者
向华勇
核准
审查
作成
向华勇
分发编号:
TUS 热处理炉温均匀性测试作业指导书
QS-JMME-115A(ProfilingWI)回流焊炉测温作业指导书共7页word资料

At least 3 channel s to present in profile, and at least 1 channel for IC / Connector (If Mounted).
7.3回流焊温区规格(适合一般无铅锡浆,如Alpha OMNIX 310 / OM-338等)。
Specification of reflow profiling(For general Lead Free Solder Paste, such as Alpha OMNIX 310 / OM-338 etc).
版本号
要练说,得练听。听是说的前提,听得准确,才有条件正确模仿,才能不断地掌握高一级水平的语言。我在教学中,注意听说结合,训练幼儿听的能力,课堂上,我特别重视教师的语言,我对幼儿说话,注意声音清楚,高低起伏,抑扬有致,富有吸引力,这样能引起幼儿的注意。当我发现有的幼儿不专心听别人发言时,就随时表扬那些静听的幼儿,或是让他重复别人说过的内容,抓住教育时机,要求他们专心听,用心记。平时我还通过各种趣味活动,培养幼儿边听边记,边听边想,边听边说的能力,如听词对词,听词句说意思,听句子辩正误,听故事讲述故事,听谜语猜谜底,听智力故事,动脑筋,出主意,听儿歌上句,接儿歌下句等,这样幼儿学得生动活泼,轻松愉快,既训练了听的能力,强化了记忆,又发展了思维,为说打下了基础。Revision
炉温均匀性测试作业指导书(更新)

3.3技术部门对检测结果进行确认,检查是否在合格范围内。
4、炉温均匀性检测过程
4.1测试热电偶分布情况及编号
H
炉前
L
W
共需要9只测试热点偶进行测量,对每只热电偶按上图进行编号后再安装在料盘相应位置。
5、修订状态
版本
修订原因
修订内容
修订日期
修订人
编 制:
审 核:
批 准:
受控状态:
发行日期:
实施日期:
1、目的:为了在设备进行大修后,或年度检测炉温均匀性的过程中能够操作规范和保证测试结果的准确性。
2、适用范围:适用于本公司加热炉设备需要进行炉温均匀性温均匀性测试的设备进行计划提出,并做相应的准备工作,同时也有设备部门进行炉温均匀性测试进行操作与测定。
5、测试热电偶和测试仪表均需在校准合格期间内。
6、达到测试温度后,应在该温度段保持时间至少30Min以上。
4.5测试过程
①将待测试设备炉内气氛放空,同时打开前门;②将测试料盘找出;③将测试热电偶按照要求分别用铁丝绑在相应的测试位置;④将测试料盘吊在升降台上;⑤用推拉车将料盘先推入前室;⑥打开中门,将推拉车打向手动,手动缓慢推料盘;⑦将料盘推入后室后,关闭中门;⑧选定测试升温工艺,同时接好热电偶与测试仪表之间的连线,开始测量。
4.2各炉膛加热尺寸
UBE-600Kg型的有效加区为W600×H600×L1200(mm),
UBE-1000Kg型的有效加热区为W760×H800×L1200(mm)
4.3温度偏差标准
可控气氛多用炉有效加热区的温度偏差≤±15℃,回火炉有效加热区的温度偏差≤±10℃(JB3999);
炉温量测作业指导书

5.3.7 测温治具出炉后拿取时需戴上高温保护手套,取出测温治具放置于回焊炉后盖上,打开保护盒,按下测温仪上“mode” 按钮,存储指示灯亮后仪器停止记录。
5.3 炉温量测操作步骤:
5.3.1 记录器品牌:solderstar
5.3.2 记录器型号:neptune
5.3.3 将回焊炉轨道调至与所生产的产品相同的宽度,一般轨道宽度比PCB板宽0.5~1MM为宜。
5.3.4 将测温板上测温线插头从1~6对号插入测温仪插孔内。
5.3.5 将测温仪放入保护盒中,并取一块与测温板同宽度之载具垫于保护盒下。
5.3.11 调整炉温以后, 需重新量测, 再分析它们的差异, 直到符合标准为止,并将调整后的最新参数记录于〔各机种温度设定记录表〕内。
5.3.12 PCBA首件出炉后,需观察炉后焊接结果,如果焊接效果良好,则以此设定的炉温作为该产品的标准设定,否则需重新分析并调整炉温。
5.3.13炉温曲线由制程工程师确认签名后悬挂于产线。
5.3.14 炉温曲线电子档与纸档需按月进行备份和存档。
5.4 炉温量测时机:
5.4.1 正常量测频率为12±2H/次。
5.4.2 更换机种时需量测炉温。
5.4.3 抽风出现问题时需重新量测炉温。
5.4.4 制程品质发生异常时需重新量测炉温。
5.4.5 炉温参数调整后需重新量测炉温。
5.4.6 设备故障排除后需重新量测炉温。
5.1.5 测温板制作完成后需制作〔测温板管理记录表〕,每次使用完成后需作使用记录。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
有限公司
热处理炉均匀性测试作业指导书
编制:
审核:
批准:
实施时间:
1、目的:
生产中使用的热处理炉TUS(温度均匀性)和使用仪表及热电偶满足公司生产需要以及符合客户需求特制定本作业指导书。
2、范围:
本作业指导书适用于公司热处理炉产品所使用的热处理炉温度均匀性测试。
3、职责
4.1 公司热处理工程师根据客户要求负责热处理工艺编制和最终确认。
4.2 技术部与生产部门按照产品热处理工艺选择需要的热处理设备,设备的仪表类型也必须经过国家法定检定机构校检并符合客户要求。
4.3由公司热处理工程师主持相关技术人员对热处理炉进行TUS测试。
4、热处理温度均匀性
热处理炉内工作区温度达到稳定化后相对于设定点温度的变化,工作区内任两点的温度偏差不应超过热处理工艺对温均匀性的要求(一般情况下用于正火的热处理炉温度均匀性:±14℃,回火热处理炉温度均匀性±8℃)。
热处理炉等级与温度均匀性范围要求:
5、温度均匀性测试(TUS)
进行TUS时,如果客户没有特别指出热处理炉的装载状态,一般情况下在满载情况下进行测试,装载的产品必须是依据公司工艺文件进行热处理的产品。
当下一次进行TUS时也必须是和前一次测试时的装载状态且产
品与上一次相同。
5.2 温度均匀性测试(TUS)步骤
5.2.1通常情况下,在进行TUS时热处理炉必须是室温状态下;如果热处理炉刚进行过生产有一定温度(例如:此时炉内温度是500℃),则下一次进行TUS测试也必须和此次情况相同(500℃)。
5.2.2 热电偶(传感器)的处理。
TUS测试进行之前,热电偶测量端必须用直径不超过13mm(0.5英寸)并且不超过待热处理产品的最薄处、与产品材料一致的长60mm,内部加工出与热电偶直径一样大小深40mm圆孔的圆棒,置于热电偶测量端进行保护。
5.2.3 测量点的选择与位置图
5.2.3.1测量点及热电偶的选择
本公司热处理炉温度均匀性测试,采用10点进行测量,9 TUS+1控温热电偶。
如下图所附。
5.2.3.2所有热电偶布置完毕后关闭炉门,并检查每一支热电偶是否工作正常;把所有测试点热电偶按照序号一一对应地接在数字式记录仪接线端子上。
5.2.3.3如果在测试过程中热电偶出现问题,则停止该次测试,并更换经校准后完好的热电偶再进行测试。
5.2.4准备工作就绪,依据产品的热处理工艺设置仪表的工作参数,热处理炉开始工作。
当控温仪仪表或TUS热电偶中任意一个测量点温度达到测试温度公差下限前,数字记录仪开始记录数据,每2分钟记录一次所有热电偶测量的数据(测量间隔最大不超过6分钟),当所有测量点温度均达到稳定(即所有测量点温度均在温度公差范围)之后,应至少连续记录30分钟数据。
数字记录仪的数据格式如下:
6数据的处理与结果的判定
6.1在测试结束记录下所有测试数据,找出所有温度稳定后30分钟数据中的最大值和最小值,最大值与测量点温度和测量点温度与最小值之差则为该热处理炉在当前测试点温度下的公差。
6.2如果当前测量点温度下热处理炉温度公差满足热处理工艺要求为合格,可按工艺要求进行热处理产品的生产。
6.3如果当前热处理炉温度达不到要求,则记录全部根据热处理工艺进入保温阶段的全部数据,以便于设备部对该热处理炉进行维修和调整;只有当TUS测试合格后,才可以投入产品正常生产。
6.4热处理炉TUS测试周期为12个月,如果连续3次TUS测试合格;则热处理炉TUS测试同期可延长为24个月。
热处理炉的控温仪表和热电偶每12个月校准一次。
所有的TUS测试和仪表、热电偶的校准报告必须保存5年。
6.5 TUS测试报告格式。
有限公司热处理炉温度均匀性测试报告。