货油泵安装工艺
货油泵压载泵安装工艺规程
货油泵压载泵安装工艺规程货油泵安装工艺规程一.说明1.本船货油系统采用3台透平货油泵。
机与泵通过中间轴和浮动轴相互连接,分别安装在机舱和泵舱2.透平型号: RX1输出功率(额定): 1290kW输出轴转速(额定): 1330rpm厂家: SHINKO3.货油泵型号: KV450-3容量: 3000m总压头: 130m吸入压头: -5m厂家: SHINKO4. 压载泵型号: CV400-2容量: 2000m总压头: 30m吸入压头: -5m厂家: SHINKO5. 参考图纸、资料:● 货油泵、压载泵说明书● 货油泵、压载泵安装图● 货油泵透平安装图 3/h 3/h● 压载泵电机安装图● 船舶轮机安装质量要求 Q/DNS.JO4.006-1998注:1)如果施工进度允许,在透平及电动机机座和焊接垫焊固后,透平机、电动机和中间轴可临时固定在机座上2)泵的上部分零件必须在船舶漂浮24小时以后进行最终定位3)在船台进行水平度交验时,应该考虑到船台斜度二.安装工艺1.泵座安装1)泵座前后左右水平度<0.2︒。
2)焊接垫片坡度朝外1:100, 底面应该牢固贴合。
3)研磨焊接垫片并且使之与泵座的接触良好。
然后将焊接垫焊接完毕。
4)将货油泵吊运就位,使用临时顶丝顶起并根据泵座初步找正,同时调整泵的水平度<0.2︒。
2.泵安装1)研配调整垫片,要求调整垫片与焊接垫片的接触面积每25⨯25mm 范围内沾色1-2点,0.05mm 塞尺允许局部插入深度10mm ,宽15mm 。
2)钻螺栓孔,装配螺栓。
3)钻定位销孔,装配定位销。
3.机舱透平、电机座安装1)按照透平、电机及货油泵、压载泵的位置,找出其在透平甲板上的中心位置,划出十字线,并按中心划出φ300mm 的圆,以泵中心为基准在透平甲板上平面划出透平、电极中间轴加强套的外圆线及检查圆线(可加100mm ),将成品孔开出。
2)根据泵输入端发兰端面至透平机、电动机输出端发兰的理论高度,确定透平机、电动机基座的高度,并使基座前后左右水平度<0.2︒,焊固基座及焊接垫,焊接垫片坡度朝外1:100, 底面应该牢固贴合。
FRAMO液压深井泵安装工艺

16500DWT PRODUCT OIL& IMO IICHEMICAL TANKER16500吨成品油和IMO II 类化学品船DESIGN FOR PRODUCE施工设计标记REM数量QTY.修改单号REVISED姓名NAME日期DATEJZ519-401-016GY编制 WR.. 标记重量WEIGHT比例SCALE校对 CHK. 标检CHE. STD 审核 VER. INSTALLATION TECHNIA FOR FRAMO DEEP WELL PUMPFRAMO 深井泵安装工艺第 1 页 PAGE 1 共 14 页 TOTAL 14批准 APP.江州联合造船有限责任公司JIANGZHOU UNION SHIPBUIDING一、概述1、16500DWT成品油和IMO II类化学品船要安装的液压深井泵种类本船共有18台FRAMO液压泵:A: 12台型号为SD150的液货泵,规格为:设计容量300 立方米/小时。
分别安装于1、2、3、4、5、6号左、右货油舱,具体请参见货油泵安装布置图(JZ519-424-032)。
B: 2台型号为SD100的液货泵, 规格为:设计容量100 立方米/小时。
分别安装于 左、右污油舱,具体请参见货油泵安装布置图(JZ519-424-032)。
C: 1台型号为SD100的液货泵,规格为:设计容量100 立方米/小时。
安装于货油泄放舱的左舷,具体请参见货油泵安装布置图(JZ519-424-032)。
D: 2台型号为SB200的压载泵,规格为:设计容量500 立方米/小时。
分别安装于第5号左,右压载水舱,具体请参见货油泵安装布置图(JZ519-424-032)。
E: 1 台型号为TK80的便携式液货泵,规格为:设计容量70立方米/小时。
2、本船液货泵、污油泵的吸油井安装位置,见货油泵安装布置图。
吸油井的结构尺寸由船体结构体现,所有吸油井的长度方向都应平行于船的首尾方向。
油泵装配工艺
一、油泵(O/P)组立线情况:1、油泵的机能:主要起到把油箱中的油供到发动机内的作用。
2、以R40 O/P为例, O/P组立装配工序如下:①油泵体压检②溢流阀组件装配③压装定位销④下箱座油泵盖、滤网压入⑤箱座压检⑥¢18销压入⑦安挡板及粘圈⑧M6螺栓安装⑨转子组装及油泵体安装⑩QA机综合检查○11刻印、外观检查、装箱3、工序的功用及品质要求:①油泵体压检工序:主要是对泵体的泄漏情况进行气压检测;②溢流阀组件装配工序:主要是将溢流阀组件装配到泵体里面,在装配时,要求溢流阀能自由装配进入,又因溢流阀对油泵起到泄压的作用,保护泵体不因为超压而发生泄漏,所以该工序同时对装配后的溢流阀组件就行高压、低压检查,;③压装定位销工序:主要是压装两个定位销,起着泵体安装时定位作用;④下箱座油泵盖滤网压入工序:要求放入滤网后须涂油,油泵盖压入荷重为0.6~4.8KN,铆接点深度0.1~0.25mm;⑤箱座压检:主要是对油泵箱座泄漏情况进行气压检测,要求在气压为98KPa时,泄漏量为300cc以下为OK;压检合格后,打压检确认标识;⑥¢18销压入:主要是为后续工艺安装销起定位作用,要求压入高度为4.5~5mm,压入荷重为0.5~6KN;⑦安挡板及粘圈:主要是安装BC挡板,要求BC挡板不应变形,O型密封圈无缺损,且必须涂密封胶,要求粘接牢固不掉落;⑧M6螺栓安装:主要是安装挡板固定螺钉,要求拧紧力矩为12±2N·m;⑨转子组装及油泵体安装:要求内外转子组装后段差为0.035~0.07mm,油泵体安装后转动R轴确认转子灵活性、无卡滞现象,8-M6螺栓拧紧,拧紧力矩为12±2N·m;⑩QA机综合检查:主要是对前面工序的产品装配质量进行检查,包括转动灵活性检查等;○11刻印、外观检查、装箱:主要是对完成品进行批次刻印,然后目视对油泵整体进行一个外观全检,包括外观不良、错、漏装、转动灵活性、各工序检查确认标识等项目的检查。
货油泵安装
37300化学品船货油泵的安装袁重阳一.概述:37300化学品船共有16个货油舱,每个货油舱都安装一台浸没式液压驱动的货油泵(由FRAMO提供,型号为SD200),液动货油泵由Framo 高压主液压中心动力泵站驱动。
货油泵的顶板和泵头之间管束包括主货油管、超级扫舱管、净化管和液压管系。
37300化学品船货油泵由货油泵、座台、支撑三个部分组成。
货油泵。
由FRAMO厂家提供。
因长度较长不便于运输,所以分成两段。
座台。
货油泵由焊接在甲板上的座台支撑固定。
一套专用密封垫圈和弹性螺栓布置用于降低噪声和防止货油泄漏。
支撑。
货油泵支撑分为中间支撑和底部支撑两部分。
中间支撑共两组,焊接在液货舱的舱壁上;底部支撑一组,焊接在液货舱底部吸油井内用于固定泵头二.货油泵座台、中间支撑支架、底部支撑支架的安装在货油泵上船安装之前,货油泵座台、中间和底部支撑的支架必须要先安装完毕。
为了便于这些附件的安装,FRAMO供货商特别提供了一套完整的安装模板(假体)和测量工具2.1座台的安装1)在甲板上标出货油泵中心位置2)根据座台外圆划出切割线并开孔。
(包括坡口并打磨光顺)3)使用FRAMO提供的标尺杆及座台模板用调节螺栓定好座台。
注意:模板的两个平行边必须平行于中间支撑所焊接的隔舱壁。
4)把激光器安装在模板上,根据激光器和调节螺栓把座台点焊在甲板上。
(打开激光器,在激光束所照射在吸油井上形成的光斑中心作好标记;把激光器转90度,在激光束所击中的新位置再作好标记;如此重复,直到激光器转一圈,所有的标记全都集中在一个直径为20mm的圆圈即可)。
5)按规范焊接座台。
在焊接过程中用激光器和测量尺监控变形量(方法与4)相同),并做适当的校正,直至达到规范要求。
2.2 底部支撑支架的安装安装货油泵底部支撑支架前,必须安装好货油泵座台。
1)用激光器找到吸油井内货油泵中心2)把泵头支撑环模板固定在底部支撑支架上3)用标尺杆和激光器定位底部支撑支架。
泵的安装规范ppt课件
ppt精选版
12
(4)泵安装所用的测量器具均应在检定 期内,所用的施工机具、材料准备齐全; (5)泵安装前应按图样或技术文件要求, 画出安装基准线及定位基准标记,对相 互间有关联或衔接的设备,应按其要求 划定共同的安装基准线。 (6)安装前应检查泵及其附件、地脚螺 栓不得有损坏及锈蚀。要检查泵的方位 标记、重心标记及吊挂点,对不符合要 求的应予以补充或更改。
次灌完,不得分次浇灌,并应捣实,灌浆层
应与基础及泵底座结合紧密,不得有分层现 象,灌浆完毕后应对灌浆层进行养生。
ppt精选版
21
(4)泵的检查、清理和装配
A、按规定泵在安装时,不进行拆洗。当有 异常或超过防锈保证期时应拆卸清洗,其拆 卸、清洗和检查应符合设备技术文件的规定, 当无规定时应符合下列要求: a、泵拆检清洗前应了解设备的结构,装配 技术要求,对需要装配的零部件配合尺寸、 相应的精度、配合面、滑动面应进行复查清 洗处理,并应按照标记及装配顺序进行装配;
ppt精选版
23
(5)联轴器对中找正
A、泵的主动轴与从动轴以联轴器联接时, 两轴的对中找正是关键工序,两半联轴器 的径向位号、端面间隙轴线倾斜均应符合 设计文件的规定,联轴器的对中精调应在 二次灌浆后进行。
ppt精选版
24
B、记录方法可采用如图所示方法,.轴向间隙 写于圆内侧,径向间隙写于圆外侧,比较圆 内对称点的两个数值及圆外两个对称点的数 值,其偏差为两对应数值之差的一半。当偏 差不超过联轴节对中偏差要求时,则认为符 合要求。调整方法可采用移动电机和给电机 加减垫片的办法,逐渐使对中偏差达到要求。 Ⅰ(0o)Ⅳ(270o)Ⅲ(180o)Ⅱ(90o)
B、瞬时启动电动机,观察电动机的转向是 否正确,若电动机的转向不正确,则切断电源, 把电源换相后重新启动。
蒸汽透平驱动货油泵的安装分析与定位工装制作

2019年第3期总第349期造船技术MARINE TECHNOLOGYNo.3Jun.,2019文章编号:1000-3878(2019)03-0060-05蒸汽透平驱动货油泵的安装分析与定位工装制作梁思渊(上海外高桥造船有限公司,上海200137)摘要VLCC特有的跨分段、隔舱设备的蒸汽透平驱动货油泵的定位安装,从时间和空间上的跨度贯穿分段总组、船坞内搭载、直至码头阶段。
为控制好货油泵各阶段的安装质量,减少返工,通过专用工装提高施工效率并确保安装精度,避免施工各阶段安全隐患的产生。
该工装的制作和应用为今后相同类型设备的安装提供借鉴。
关键词货油泵;安装分析;定位工装中图分类号U664.5+8文献标志码AFabrication and Application of Positioning Tool forSteam Turbine Driven Cargo PumpLIANG Siyuan(Shanghai Waigaoqiao Shipbuilding Co.,Ltd.,Shanghai200137,China)Abstract Position and installation of steam turbine driven cargo pumps in sections and cofferdams of VLCC lasts for a very long time,which starts from section assembling to drydock phase,and then quay phase.In order to control the installation quality of cargo pump and reduce rework at each stage,it is very important to improve the efficiency of the work and ensure the accuracy of installation by specialized ing this type of tool can also avoid the potential safety hazards at each stage of construction.The fabrication and application of such tool will provide references for the installation of the same type of equipment.Key words cargo pump;installation analysis;positioning tool0引言VLCC(超大型油船)的货油泵采用立式蒸汽透平驱动,透平机安装在机舱,货油泵安装在危险区域的泵舱,通过1根穿过隔舱气密填料密封函的中间轴和1根调整轴以齿形联轴节进行联接。
货油泵安装工艺流程

货油泵安装工艺流程货油泵安装呀,那可真是个挺有趣又有点复杂的事儿呢。
一、安装前的准备工作。
再说说泵体本身的检查,要看看它的外观有没有刮痕之类的。
就像咱们买新手机,肯定要先看看有没有划痕呀。
还要检查它的各个接口是不是都通畅,这就像人的嘴巴和鼻子要是堵住了可就麻烦啦。
另外呢,要核对一下泵体的规格参数,确保和我们的安装要求是一致的。
这就像找对象,得找合适自己的嘛。
二、基础安装。
基础部分可重要啦。
咱们要把基础打得牢牢的,就像盖房子打地基一样。
要按照设计要求来进行施工,尺寸呀、水平度呀都得严格把控。
要是基础没弄好,那货油泵在工作的时候就会像一个站不稳的小娃娃,摇摇晃晃的,肯定会出问题。
在安装基础的时候,可以找几个小伙伴一起帮忙,大家互相监督,就像一群小伙伴一起做游戏,谁要是犯错了,其他人就指出来。
把基础弄好之后,就可以把货油泵放上去啦。
这个时候要特别小心,就像捧着一个宝贝一样。
要慢慢调整货油泵的位置,让它和基础完美契合。
就像把拼图的最后一块准确地放进去一样,那种感觉是很美妙的。
三、管道连接。
接下来就是管道连接啦。
这管道就像是货油泵的血管,要把它们连接得妥妥当当的。
在连接之前,要把管道的接口清理干净,不能有杂质,不然就像血管里有血栓一样,会影响货油泵的正常工作呢。
管道连接的时候,要注意密封,这就像我们的嘴巴闭紧了才不会漏气一样。
可以用密封垫片之类的东西,把接口密封得严严实实的。
而且管道的走向也要符合设计要求,不能乱走一通,就像我们走路要走在正确的道路上一样。
四、电气连接。
电气连接也是很关键的一步呢。
要先检查电线有没有破损,就像检查自己的鞋带有没有断一样。
要是电线有破损,那可是很危险的。
然后按照电气原理图来进行连接,要确保每一个接头都接得正确。
这就像我们在玩拼图游戏的时候,每一块都要放在正确的位置上。
在连接完之后,还要进行电气测试,看看有没有短路或者是漏电的情况。
这就像我们考试完了要检查有没有做错的题一样。
五、调试与检查。
水泵安装施工工艺

水泵安装施工工艺一、泵安装工程施工及验收(一)基本规定1、泵的开箱检查,应符合下列要求:(1)按装箱单清点泵的零件和部件、附件和专用工具,应无缺件;防锈包装应完好,无损坏和锈蚀;管口保护物和堵盖应完好;(2)核对泵的主要安装尺寸,并应与工程设计相符;(3)应核对输送特殊介质的泵的主要零件、密封件以及垫片的品种和规格。
2、泵的清洗和检查,应符合下列要求:(1)整体出厂的泵在防锈保证期内,应只清洗外表;出厂时已装配、调整完善的部分不得拆卸;当超过防锈保证期或有明显缺陷需拆卸时,其拆卸、清洗和检查应符合随机技术文件的规定;(2)解体出厂泵的主要零件、部件,附属设备、中分面和套装零件、部件,均不得有损伤和划痕;轴的表面不得有裂纹、损伤及其他缺陷;防锈包装应完好无损。
清洗洁净后应去除水分,并应将零件、部件和设备表面涂上润滑油,同时应按装配的顺序分类放置;(3)零部件防锈包装的清洗,应符合随机技术文件的规定;无规定时,应符合现行国家标准《机械设备安装工程施工及验收通用规范》GB50231的有关规定;(4)泵的清洁度的检测及其限值应符合随机技术文件的规定;5装配完成的旋转部件,其转动应均匀、无摩擦和卡滞。
3、整体安装的泵安装水平,应在泵的进、出口法兰面或其他水平面上进行检测,纵向安装水平偏差不应大于0.10/1000,横向安装水平偏差不应大于0.20/1000;解体安装的泵的安装水平,应在水平中分面、轴的外露部分、底座的水平加工面上纵、横向放置水平仪进行检测,其偏差均不应大于0.05/1000。
4、大、中型泵机组找正、调平,应符合下列要求:1应以泵轴或驱动机轴为基准,依次找正、调平变速器(中间轴)和泵体或驱动机;其纵、横向安装水平偏差不应大于0.05/1000;机组轴系纵向安装水平的方向应相同且使轴系形成平滑的轴线,横向安装水平方向不宜相反;5、管道的安装除应符合现行国家标准《工业金属管道工程施工及验收规范》GB50235的有关规定外,尚应符合下列要求:(1)管子内部和管端应清洗洁净,并应清除杂物;密封面和螺纹不应损伤;(2)泵的进、出管道应有各自的支架,泵不得直接承受管道等的质量;(3)相互连接的法兰端面应平行;螺纹管接头轴线应对中,不应借法兰螺栓或管接头强行连接;泵体不得受外力而产生变形;(4)密封的内部管路和外部管路,应按设计规定和标记进行组装;其进、出口和密封介质的流动方向,严禁发生错乱;(5)管道与泵连接后,应复检泵的原找正精度;当发现管道连接引起偏差时,应调整管道;(6)管道与泵连接后,不应在其上进行焊接和气割;当需焊接和气割时,应拆下管道或采取必要的措施,并应防止焊渣进入泵内;(7)泵的吸入和排出管道的配置应符合设计规定;(8)液压、润滑、冷却、加热的管路安装,应符合现行国家标准《机械设备安装工程施工及验收通用规范》GB50231的有关规定。
水泵组装操作规程书(3篇)

第1篇一、目的为确保水泵组装质量,提高工作效率,保障操作人员安全,特制定本操作规程。
二、适用范围本规程适用于本厂水泵组装生产过程中的操作。
三、操作步骤1. 准备工作(1)检查工作场地,确保无杂物、障碍物,符合安全操作要求。
(2)准备所需工具、设备,如扳手、螺丝刀、量具等。
(3)检查原材料,确保其质量符合要求。
2. 组装步骤(1)将水泵壳体、叶轮、轴承、轴套等部件按照图纸要求进行清洗、检查,确保无损坏、污垢。
(2)将叶轮与轴套进行装配,注意叶轮与轴套的同心度,确保装配后无偏移。
(3)将轴承安装到轴套上,注意轴承的轴向定位,确保装配后无松动。
(4)将轴套装入水泵壳体,注意轴套与壳体的配合间隙,确保装配后无干涉。
(5)将叶轮与轴套装入水泵壳体,注意叶轮与壳体的配合间隙,确保装配后无干涉。
(6)安装进出口阀门,确保阀门与壳体连接牢固,无泄漏。
(7)安装密封件,如O型圈、填料等,确保密封性能良好。
(8)安装电机,确保电机与水泵壳体连接牢固,无干涉。
(9)检查各部件装配情况,确保无松动、泄漏等异常情况。
3. 组装后的检查(1)检查水泵的同心度,确保叶轮与轴套、轴套与壳体等部件的同心度符合要求。
(2)检查水泵的密封性能,确保各连接部位无泄漏。
(3)检查水泵的旋转平衡,确保水泵旋转平稳,无振动。
四、注意事项1. 操作人员应熟悉水泵组装操作规程,确保操作过程规范、正确。
2. 操作过程中,严禁使用不合格的原材料、工具、设备。
3. 操作人员应穿戴好防护用品,如安全帽、手套、眼镜等,确保人身安全。
4. 操作过程中,严禁违规操作,如违规拆装、敲打等,以免损坏设备。
5. 操作完成后,应将工作场地清理干净,确保无安全隐患。
五、记录与验收1. 操作人员应做好水泵组装过程中的记录,包括材料、工具、设备使用情况、操作步骤等。
2. 组装完成后,由质检人员对水泵进行验收,确保其质量符合要求。
六、附则本规程由生产部负责解释,自发布之日起执行。
ZJST001-4GY-010 货油泵安装工艺
紫金山船厂 技术部
ZJS-T001-GY-010
共 6 页 TOTAL SHEETS
第 3页 SHEET
车间可根据透平平台下方船体结构实际情况,自行决定倾斜角度。
透平机输出轴中心
透平平台甲板
货油泵输入轴法兰
(附图1) 5.1.3按上述要求找出的透平机输出轴的中心,并切割Ф770圆孔。 5.2 定位、焊接甲板密封单元法兰焊接座。 要求: (见附图2) 5.2.1法兰座下平面至货油泵输出轴法兰平面间的距离控制在2225± 5mm。 5.2.2法兰座下平面B与货油泵输出轴法兰平面A间要求保持平行,误差不大于 ± 0.2o
紫金山船厂 技术部
ZJS-T001-GY-010
共 6 页 TOTAL SHEETS
第 6页 SHEET
8.1 法兰紧固螺栓要求用力矩扳手把紧, 力矩为405Nm。 8.2 安装时注意轴中间处的标记要对正。 8.3 检查中间传动轴的工作角度: 按附图5所示用百分表盘车检查;α =arc.tg b/2a.其中b为盘车180o百分表的 读数差。 要求:0.5o<α <3o , α1与 α2 之间的误差不>0.5° (找正方法可用带磁座的百分表进行)
透平机输出轴中心
透平平台甲板
货油泵输入轴法兰中心
紫金山船厂 技术部
ZJS-T001-GY-010
共 6 页 TOTAL SHEETS
第 4页 SHEET
(附图2) 甲板密封单元座子焊接完后,法兰B平面的不平度要不大于± 0.2mm。 5.4 定位、焊接透平机基座 5.4.1确定基座的准确位置 5.4.2找基座水平 5.4.3焊接透平机基座 5.5甲板密封单元安装到位。 5.5.1检查输出轴法兰端面A与输入轴法兰端面C间的不平行度不得大于± 0.25o 两法兰间的距离要求保持在825± 5mm。 5.5.2测试法兰焊接座强度(见附图3)
3800DWT加油船货油泵对中安装及振动控制
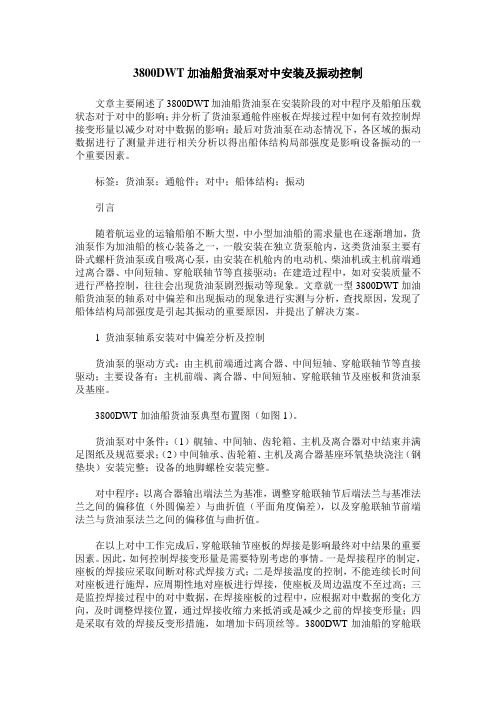
3800DWT加油船货油泵对中安装及振动控制文章主要阐述了3800DWT加油船货油泵在安装阶段的对中程序及船舶压载状态对于对中的影响;并分析了货油泵通舱件座板在焊接过程中如何有效控制焊接变形量以减少对对中数据的影响;最后对货油泵在动态情况下,各区域的振动数据进行了测量并进行相关分析以得出船体结构局部强度是影响设备振动的一个重要因素。
标签:货油泵;通舱件;对中;船体结构;振动引言随着航运业的运输船舶不断大型,中小型加油船的需求量也在逐渐增加,货油泵作为加油船的核心装备之一,一般安装在独立货泵舱内,这类货油泵主要有卧式螺杆货油泵或自吸离心泵,由安装在机舱内的电动机、柴油机或主机前端通过离合器、中间短轴、穿舱联轴节等直接驱动;在建造过程中,如对安装质量不进行严格控制,往往会出现货油泵剧烈振动等现象。
文章就一型3800DWT加油船货油泵的轴系对中偏差和出现振动的现象进行实测与分析,查找原因,发现了船体结构局部强度是引起其振动的重要原因,并提出了解决方案。
1 货油泵轴系安装对中偏差分析及控制货油泵的驱动方式:由主机前端通过离合器、中间短轴、穿舱联轴节等直接驱动;主要设备有:主机前端、离合器、中间短轴、穿舱联轴节及座板和货油泵及基座。
3800DWT加油船货油泵典型布置图(如图1)。
货油泵对中条件:(1)艉轴、中间轴、齿轮箱、主机及离合器对中结束并满足图纸及规范要求;(2)中间轴承、齿轮箱、主机及离合器基座环氧垫块浇注(钢垫块)安装完整;设备的地脚螺栓安装完整。
对中程序:以离合器输出端法兰为基准,调整穿舱联轴节后端法兰与基准法兰之间的偏移值(外圆偏差)与曲折值(平面角度偏差),以及穿舱联轴节前端法兰与货油泵法兰之间的偏移值与曲折值。
在以上对中工作完成后,穿舱联轴节座板的焊接是影响最终对中结果的重要因素。
因此,如何控制焊接变形量是需要特别考虑的事情。
一是焊接程序的制定,座板的焊接应采取间断对称式焊接方式;二是焊接温度的控制,不能连续长时间对座板进行施焊,应周期性地对座板进行焊接,使座板及周边温度不至过高;三是监控焊接过程中的对中数据,在焊接座板的过程中,应根据对中数据的变化方向,及时调整焊接位置,通过焊接收缩力来抵消或是减少之前的焊接变形量;四是采取有效的焊接反变形措施,如增加卡码顶丝等。
(完整版)水泵安装施工工艺

水泵安装施工工艺(一)工艺流程:基础检验→水泵就位安装→检测与调整→润滑与加油→试运转1、基础检验。
基础坐标、标高、尺寸、预留孔洞应符合设计要求。
基础表面平整、混凝土强度达到设备安装要求。
1)水泵基础的平面尺寸,无隔振安装时应较水泵机组底座四周各宽出100~150mm;有隔振安装时应较水泵隔振基座四周各宽出150mm。
基础顶部标高,无隔振安装时应高出泵房地面完成面100mm以上,有隔振安装时高出泵房地面完成面50mm以上,且不得形成积水。
基础外围周边设有排水设施,便于维修时泄水或排除事故漏水。
2)水泵基础表面和地脚螺栓预留孔中的油污、碎石、泥土、积水等应清除干净;预埋地脚螺栓的螺纹和螺母应保护完好;放置垫铁部位表面应凿平。
2、水泵就位安装。
将水泵放置在基础上,用垫铁将水泵找正找平。
水泵安装后同一组垫铁应点焊在一起,以免受力时松动。
1)水泵无隔振安装。
水泵找正找平后,装上地脚螺栓,螺杆应垂直,螺杆外露长度宜为螺杆直径的1/2。
脚螺栓二次灌浆时,混凝土的强度应比基础高1~2级,且不低于C25;灌浆时应捣实,并不应使地脚螺栓倾斜和影响水泵机组的安装精度。
2)水泵隔振安装。
①卧式水泵隔振安装卧式水泵机组的隔振措施是在钢筋混凝土基座或型钢基座下安装橡胶减振器(垫)或弹簧减震器(如下图)。
②立式水泵隔振安装立式水泵机组的隔振措施是在水泵机组底座或钢垫板下安装橡胶减振器(垫)。
③水泵机组底座和减振基座或钢垫板之间采用刚性联接。
④减振垫或减振器的型号规格、安装位置应符合设计要求。
同一个基座下的减振器(垫)应采用同一生产厂的同一型号产品。
⑤水泵机组在安装减振器(垫)过程中必须采取防止水泵机组倾斜的措施。
当水泵机组减振器(垫)安装后,在安装水泵机组进出水管道、配件及附件时,亦必须采取防止水泵机组倾斜的措施,以确保安全施工。
3)大型水泵现场组装大型水泵的水泵与电机分离需在现场组装时,注意事项如下:①在混凝土基础上按照设计图纸制作型钢支架,并用地脚螺栓固定在基础上,进行粗水平。
机泵安装工艺流程
机泵安装工艺流程:
水泵就位→闸阀试压、就位→由泵体向吸、出水侧辐射安装→泵体精调→水泵电机找中→试运转
⑴机座制作安装
将机座设计尺寸和机泵厂家提供的几何尺寸严格校核,无误后加工制作。
同时根据设计尺寸,检查土建工程的墩座尺寸、位置、标高与主泵是否吻合,当机墩一期混凝土达到一定强度后(一般应大于60%),根据管轴线、泵轴线及相应高程放线就位,要求误差在±1mm 以内,然后与机墩内钢筋焊接固定,再进行复测,无误后,方可进行二期混凝土浇筑。
⑵设备到货后,主泵先清洗,润滑的应加油,在未吊装前电动机绝缘情况先进行测试,合格后安装,安装检测必须选用满足精度要求,并经国家批准的计量检定机构检定合格的仪器设备。
⑶当水泵电机到货后,利用厂房内先安装的电动单梁起重机,即可将其直接吊装到电机水泵机墩上。
⑷通过管轴线、泵轴线和高程的控制,使水泵、电机安装就位,泵的找平、校正按有关技术规范进行。
水泵吊装就位时首先控制泵高程和管轴线、水泵轴线,初步固定四个地脚螺栓,采用垫片调整水泵水平度,然后打开水泵泵盖,采用框式水平仪和水准仪精确调平,使其高程不能超过设计高程的±1mm,再拧紧底座上的止退螺丝,调整好水泵与管路轴线。
⑸泵轴线、管轴线以及泵水平度调好后,对电机和水泵找中。
电机和水泵找中时,由于水泵已定位,只考虑移动电机进行对中。
通过对楔形垫铁和止退螺栓的调整,调整电机高程轴线,达到电机高程、轴线和水泵一致。
⑹检查电机定、转子之间的间隙,以满足相关规定。
泵类设备安装工艺标准
泵类设备安装工艺标准泵类设备安装施工工艺标准QB-CNCECJ20701-20061适用范围本工艺标准适用于除蒸汽往复泵之外的化工用泵的安装工程(包括整体安装和解体安装的泵),包括单机试车和配合系统联动试车。
泵类设备的典型结构见图1(1)~(9)。
图1(1)离心泵结构图图1(2)水平剖分式离心泵图1(3)垂直剖分式离心泵1-泵体;2-泵盖;3-叶轮;4-泵轴;5-轴承体;6-齿轮联轴器;7-轴套;8-叶轮密封环;9-泵体密封环;10-填料环;11-填料;12-水冷式填料压盖图1(4)齿轮泵图1(5)螺杆泵图1(6)电动柱塞泵1-机座;2-曲轴;3-连杆;4-十字头;5-液缸;6-吸入阀;7-排出阀;8-柱塞;9-填料阀图1(7)柱塞式计量泵图1(8)隔膜式泵头计量泵图1(9)双隔膜式泵头计量泵2施工准备2.1技术准备2.1.1施工技术资料2.1.1.1审批合格的设备布置图。
2.1.1.2审批合格的设备配管图。
2.1.1.3审批合格的工艺流程图。
2.1.1.4审批合格的其它相关施工图。
2.1.1.5设备出厂技术资料。
2.1.2现行施工标准规范2.1.2.1《机械设备安装工程施工及验收通用规范》GB502312.1.2.2《化工机器安装工程施工及验收规范》HGJ2072.1.2.3《压缩机、风机、泵安装工程施工及验收规范》GB502752.1.2.4《工程建设安装工程起重施工规范》HG202012.1.2.5《脱脂工程施工及验收规范》HG202022.1.2.6《工业设备化学清洗质量标准》HG/T23872.1.2.7《石油化工施工安全技术规程》SH35052.1.2.8《施工现场临时用电安全技术规范》JGJ462.1.2.9《化学工业工程建设交工技术文件规定》HG202372.1.3施工方案2.1.3.1泵设备安装施工方案。
2.1.3.2泵设备单机试车方案。
2.2作业人员2.3设备、材料的验收及保管2.3.1设备的验收、保管2.3.1.1泵类设备的开箱检验,应在业主、设计、制造厂、监理单位有关人员参与下进行,专业技术人员及设备管理人员应在检验后提交有签证的检验记录。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
1. 在分段EB02上安装前的条件Condition before mounting on the subsection EB02.1) 货油泵的基座按基座图(图号:H012-101-02)安装到位.Seat for cargo pump must be installed completely, according to pumpseat drawing (H012-101-03).2) 将泵安装到基座上,并且垫块拂配结束。
Put the pump on the seat and the chock must be finished.3) 垫块交船东认可,按图纸钻孔达到图纸规定尺寸。
Application inspection the chock to owner and surveyor. Boring theholes according to the drawing.4) 紧固货油泵联接螺栓。
Tighten cargo oil pump bolts.2. 在船台上安装前的条件Condition before mounting on the slipway.1)机舱EG43,EG41及EG42分段所有工作全部完工。
Welding work for block EG43, EG41 and EG42 must all be finished.3. 透平基座的安装步骤Installation process of turbine foundation1)泵舱顶平台的透平安装位置开Φ200孔。
不能开到实际大小,开小孔以便于安装时调节整体误差。
Hole for cargo pump on pump room top platform first should be cut Φ200 in order to easy to adjust.2)透平机基座放置到位,点焊。
高度误差不超过±5mm。
The seat for turbine only need be touched welding. The permissible errorof height no more than±5mm.3)用铅垂从泵舱顶开孔处放下,校准货油泵基座中心位置以确定泵舱顶平台开孔圆心位置。
Align the center of cargo pump foundation with a plumb from the hole onpump room top, and then find the real center point of the hole.4)根据已确定的圆心位置开Φ580孔。
Cut Φ580 hole according to the center of the hole that just found.5)根据已确定的圆心位置确定透平基座位置,并将透平基座安装到位。
高度误差不超过±5mm。
Install the foundation of the turbine completely according the center ofthe hole that just found. The permissible error of height no more than±5mm.4. 货油泵的安装步骤Installation process of cargo pump1)按图①所示加工一临时轴,确保两端法兰的同轴度不超过0.05。
Machining a temporary shaft refer to the figure ①,keep the same axial angle not more than 0.05mm.2)将通舱联轴节与6420平台焊接,焊接过程中注意对称焊接,以防止不锈钢波纹管的变形。
Welding the intermediate shafting of penetration with the 6420 platform, to be prevent deformation give to the stainless bellow by welding must be keep symmetry welding.3)将货油泵组按图②初步布置到位,同时用调整螺钉支承,将临时轴与货油泵固定并用联接螺栓固定,按照货油泵的输出轴来校正。
Installing the cargo oil pump and support by adjusting bolts, and fitting temporary shaft with cargo oil pump tightly by bolts,shaft alignment according to the output shaft of cargo oil pump.4)根据图③所示将通舱件安装到位,确保联轴节的两端的平面距离距6420平台上表面的距离达到如图③所示的要求,在安装过程中要确保通舱联轴节的不锈钢波形管保持自由安装状态。
Installing the penetration stuffing box refer to drawing ③. Keep the distance from the both end surface to the 6420 platform as figure ③shown. And keep the stainless free in the install process.5)通过调整通舱件与货油泵的相对位置达到如图④所示的要求,确保中心偏移误差,法兰间开口误差<0.4mm。
Adjusting the intermediate shaft according to figure ④. Keep the coupling parallel misalignment and angular misalignment less than 0.4 mm.6)将涡轮机组的输出轴的法兰安装到位,同时用调节螺钉调整涡轮机组,确保输出轴与中间轴法兰偏差<0.2mm,见图④所示。
Fitting the coupling for turbine and support by adjusting bolts, keep the permissible error between the output shaft and intermediate shaft less than 0.2mm, refer to drawing ④.7)将涡轮机组的各垫块安装到位,同时交船东、船检认可,按图纸钻孔达到图纸规定尺寸。
Fitting the chocks for turbine with foundation and inspection by owner and surveyor boring the holes according to the drawing.8)浮动联轴节的安装The mounting of the floating coupling浮动联轴节的安装前首先将通舱件处的联轴节与输出端的法兰联接好并紧固,浮动轴安装时应注意浮动联轴节的一端标有“C”应向上与联轴节联接,标有“PC”的一端应向下与货油泵联接。
参见图⑤。
The coupling in penetration and the flange in output to be continued andtightened correctly before mounted the floating shaft.It is therefore special attention should be paid for that the floating shaftwith the coupling marked with “C” is to be fitted up and the other sidemarked with “PC” fitted down with cargo oil pump. Reference to figure⑤.5. 安装过程中允许的误差Permissible deformation1)垂直方向的伸长误差±10mm。
Elongation or contract in vertical direction±10mm。
2)角度偏差5。
(见图⑥)Angle deviation 5 (See figure ⑥).3)垂直方向的偏差±8mm(见图⑥)。
Perpendicular deviation ±8mm (See figure ⑥).6. 货油泵外接管路的注意事项Caution for piping错误的管路布置引起的外力作用导致泵的变形不仅引起振动而且导致泵的故障,因此排出与吸入侧的法兰联接必须正确的相配,必须避免如图所示的联接,导致在泵侧的不合理的外力,也不必让泵由于管重量和热膨胀而产生变形。
Deformation given to the pump by outside force due to incorrect piping cause not only vibration but also pump troubles. Therefore, the pipe flanges connecting with the suction and discharge nozzles must be correctly matched. Be sure to avoid the cades shown in fig. Otherwise the pump may receive unreasonable force. Nor must the pump be directly given deformation due to the total weight of piping and thermal expansion.7. 吸入管SUCTION PIPING吸入侧的管路很大程度上影响泵的效率,为避免故障的出现,必须从以下几个方面考虑。
The piping on the suction side affects pump efficiency to a grate degree and to avoid troubles arising there from the following points must be noted.1)管路中必须没有气穴的形成。
No air pocket must be formed in the piping.2)与管路联接的管路附件确保气密防止气体进入。