对轮找中心培训课件
联轴器找中心培训PPT

经验反馈
• 检验百分表是否灵活,表头有无松动,弹性是否合适,千 分尺使用前要进行校正。
• 转动对轮时要平稳,而且两个一起盘,只能朝一种方向, 假如转过了再转一圈。
• 每次测量前螺栓力量要紧到位,用力要均匀,假如是上张 口,前地脚垫片少抽几丝,一定要先紧前地脚,反之紧后 地脚。
• 统计数据要清楚,做好位置标识,预防数据记反,在调整 时出现错误。
联轴器找中心
总结
• 根据计算得出 • 电机前地脚需减去垫片0.12mm • 电机后地脚需减去垫片0.42mm
• 注:调整垫片需按照计算成果进行,相信自己, 不要因为临时没有合适旳垫片随意增减垫片厚 度,造成计算数据旳偏差。
• 左右计算同上下措施相同,上下没调整好,调 整左右在找中心前期没有实际意义
• 紧地脚螺栓是将圆周表放在左右方向,螺栓要一条一条地 紧,通识注意观察圆周表旳变化趋势,变化太大可能是单 个地脚悬空,需在增长少许垫片。
对轮找正ppt课件

ppt课件
31
ppt课件
32
1、优点:操作简单、直观
2、缺点:精度不高、误差较大;适用于转速 较低、对中要求不高的找正安装
பைடு நூலகம்
ppt课件
7
找中心测量方法
刀口尺+塞尺法 适用于对轮直径相
同,且外圆、立面加 工精度较高。
中心差=圆差=b 面差=a1-a3或a2-a4
ppt课件
8
找中心测量方法
桥规+塞尺法
适用于对轮尺寸不 同(如一侧对轮带齿 轮)及不适合打表测 量的场合。
ppt课件
17
找中心计算
立式泵找中心
立式泵找中心相对比较简单,如果园有偏差, 偏差多少移多少就可以了;如果有面差则需 加减垫片进行调整,调整垫片的厚度公式为 x=m×D/d ,其中X为加减垫片的厚度,m 为测得的张口值,D为电机与泵的支撑面直 径,d为对轮直径。如下图所示:
ppt课件
18
找中心计算
找中心测量结果需要二次结果相同才能确认,才能 按此结果计算、调整。
测量记录是下一步计算、调整的主要依据,因此要 求记录准确、规范清晰,如需标明打表位置、视图 方向、测量时间、测量人、记录人等。
ppt课件
13
找中心测量记录格式内容
ppt课件
14
找中心计算
ppt课件
15
找中心计算
已知:对轮直径D,两轴承间距L2,第一轴承距对轮面距离L1, 测得面差为X(上图为上张口)
调#1瓦(近瓦)时圆周下降为OP,因为:△OPE∽△EFD 所以:OP=EF×(L1+L2)/ L2 =调面差瓦移动数值×较远 轴承到对轮面距离/两轴承间距
ppt课件
2015.4.9技能培训(对轮找中心方法)
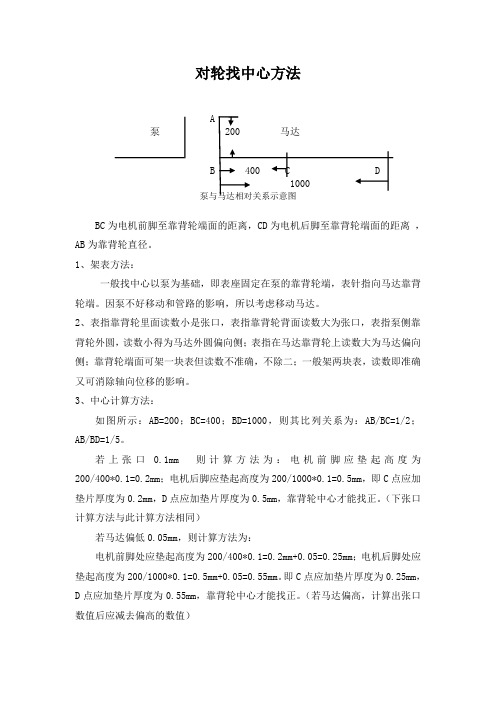
对轮找中心方法
A
泵 200 马达
B 400
C D
1000
泵与马达相对关系示意图
BC为电机前脚至靠背轮端面的距离,CD为电机后脚至靠背轮端面的距离,AB为靠背轮直径。
1、架表方法:
一般找中心以泵为基础,即表座固定在泵的靠背轮端,表针指向马达靠背轮端。
因泵不好移动和管路的影响,所以考虑移动马达。
2、表指靠背轮里面读数小是张口,表指靠背轮背面读数大为张口,表指泵侧靠背轮外圆,读数小得为马达外圆偏向侧;表指在马达靠背轮上读数大为马达偏向侧;靠背轮端面可架一块表但读数不准确,不除二;一般架两块表,读数即准确又可消除轴向位移的影响。
3、中心计算方法:
如图所示:AB=200;BC=400;BD=1000,则其比列关系为:AB/BC=1/2;AB/BD=1/5。
若上张口0.1mm 则计算方法为:电机前脚应垫起高度为200/400*0.1=0.2mm;电机后脚应垫起高度为200/1000*0.1=0.5mm,即C点应加垫片厚度为0.2mm,D点应加垫片厚度为0.5mm,靠背轮中心才能找正。
(下张口计算方法与此计算方法相同)
若马达偏低0.05mm,则计算方法为:
电机前脚处应垫起高度为200/400*0.1=0.2mm+0.05=0.25mm;电机后脚处应垫起高度为200/1000*0.1=0.5mm+0.05=0.55mm。
即C点应加垫片厚度为0.25mm,D点应加垫片厚度为0.55mm,靠背轮中心才能找正。
(若马达偏高,计算出张口数值后应减去偏高的数值)。
对轮找中心培训课件

2/22/2021
对轮找中心培训
27
根据原始记录图作偏差总图
b1
b1
a1
a1’
b4
a4 a4’
a2 ቤተ መጻሕፍቲ ባይዱ2’
b2
a3’
a3
a1
b4 a4
a2 b2
a3
b3
b3
原始记录
b’ a’
a” b”
偏差总图
端面上下不平行值 a’=(a1+a1‵)∕2-(a3+a3‵)
∕2
端面左右不平行值 a”=(a2+a2‵)∕2-(a4+a4‵)
培训内容及达到目的
•熟悉百分表正确使用(正确架表); •学习转机找正的基本方法; •对轮找正的四种状态; •学会画中心状态分析图; •会利用公式计算; •会做记录。
2/22/2021
对轮找中心培训
1
找中心前工具的准备工作
精度:0.01mm, 量程:0-10mm。 外圆每刻度为0.01mm 内部小圆每刻度为1mm。
百分表测量法
•双表测量法(又称一点测量法)
泵
• 三表测量法(又称两点测量法)
双表法的特点: 优点:这种方法应用比较广泛,可满
足一般机器的安装精度要求。 缺点:是对有轴向窜动的联轴器,在
盘车时其端面的轴向度数会产生误差。 适用范围:适用于由滚动轴承支撑的
转轴,轴向窜动比较小的中,小型机器。
2/22/2021
2/22/2021
大型 中型 小型
8-12mm 6-8mm 3-6mm
对轮找中心培训
15
联轴器找中心方法
⑦架表 架表原则:通常表针指向需调整设备的联轴器。在电厂检修
维护,设备都已经安装完毕,泵或风机进出口管道已经连接好, 不宜进行调整,故一般表座架到泵或风机联轴器端,表针指到电 机联轴器端。
对轮找中培训课件

靠背轮找中心例题 解二(公式计算法):靠背轮平均间隙记录图如下
50 55 39 60 平均 30 42 25 38
3号轴承的上、下移动量为: (b1-b3)×L1/D+(a1-a3)/2=(55-25)×600/600-(50-38)/2=24 4号轴承的上、下移动量为: (b1-b3)×(L1+L2)/D+(a1-a3)/2=(55-25)×(600+4000)/600-(50-38)/2=224 3号轴承的左、右移动量为: (b4-b2)×L1/D+(a4-a2)/2=(60-30)×600/600-(39-42)/2=31.5 4号轴承的左、右移动量为: (b4-b2)×(L1+L2)/D+(a4-a2)/2=(60-30)×(600+4000)/600-(39-42)/2=231.5 答:需将3号轴承向上移24丝和向左移31.5丝;需将4号轴承向上移224丝和向 左移231.5丝。
练习2 -4 -71 -35 -235
练习3 16 83 35 235
例题提供的测量数据如在实际测量中出现则说明 测量不准,你知道是那些数据有问题吗?
感谢各位的聆听 敬请提出宝贵指导意见
靠背轮找中心例题 解一(分步计算法):靠背轮平均间隙记录图如下
50 55
39 60 平均 30 42 因b1-b3=55-25=30>0, b4-b2=60-30=20>0, 为上张口、左张口, 为消除张口应分别向上向左移动电机,调整量为: 25 38 3号轴承的上移量为:(b1-b3)×L1/D=(55-25)×600/600=30 4号轴承的上移量为:(b1-b3)×(L1+L2)/D=(55-25)×(600+4000)/600=230 3号轴承的左移量为:(b4-b2)×L1/D=(60-30)×600/600=30 4号轴承的左移量为:(b4-b2)×(L1+L2)/D=(60-30)×(600+4000)/600=230 因百分表杆顶在泵端靠背轮上且a1-a3=50-38 =12>0, a4-a2=39-49=-10<0, 为电机偏下、偏右,为消除偏移应分别向上向右移动电机,调整量为: 3、4号轴承的上移量为:( a1-a3)/2=(50-38)/2=6 3、4号轴承的右移量为:(a2-a4)/2 =(42-39)/2=1.5 将张口量与圆周偏移量叠加后调整量为: 3号轴承的上移量为:30+6=36 4号轴承的上移量为:230+6=236 3号轴承的左移量为:30-1.5=28.5 4号轴承的左移量为:230-1.5=228.5 答:需将3号轴承向上移36丝和向左移28.5丝;需将4号轴承向上移236丝和向 左移228.5丝。
联轴器找中心培训学习PPT课件

• 端面上、下不平行值为:
1 2
(a1
a1'
)
1 2
(a3
a3'
);
•
端面左、右不平行值为:
1 2
(a2
a2'
)
1 2
(a4
a4'
);
• 外圆上、下中心偏差为:
1 2
(b1
b3
);
• 外圆左、右中心偏差为:
1 2
(b2
b4
);
联轴器找中心时两轴偏移情况分析
联轴器中心状 态
• 1)上偏心下张口 • 2)上偏心上张口 • 3)下偏心上张口 • 4)下偏心下张口
You Know, The More Powerful You Will Be
结束语
感谢聆听
不足之处请大家批评指导
Please Criticize And Guide The Shortcomings
讲师:XXXXXX XX年XX月XX日
第一种情况:联轴器上偏心下张口中心状态及调整
方法
第二种情况:联轴器上偏心上张口中心状态 及调整方法
第三种情况:联轴器下偏心上张口中心状态及 调整方法
第四种情况:联轴器下偏心下张口中心状态及 调整方法
以上支点上移下移均通过加减垫片调整
• 在设备底座加减垫片时应注意事顶?
1、应将垫片及底座基础清理干净。 2、在调整垫片时,厚的放在下面,薄
的放在中间,较薄的放在上面。 3、加垫数量不允许超过3片。 4、垫片应完整,厚度均匀。 5、垫片面积应略小于底座支承面。
联轴器找中心调整时,产生的误差有哪些?
1、没有测量准! 2、计算有错误! 3、电动机支座不平整,有杂物! 4、支座垫片太多,垫片不平衡,
对轮找中心学习11

对轮找中心学习11
第一部分
第二部分
联轴器找中心是转动设备检修工作的一项重要内容,若找正的方法不对或找正找的结果不精确,会引起转动设备的振动值超标,严重威胁着转动设备的正常运行,尤其是高转速设备,对联轴器找正的数据要求极为严格。
旋转设备联轴器找中心课件.
旋转设备联轴器找中心课件批准:审核:编写:张四平2011年2月13日旋转设备联轴器找中心课件1 简述:旋转设备联轴器找中心工作,是检修工艺过程中一个极其重要环节。
设备联轴器中心的好坏,直接影响到设备安全运行及运行寿命。
随着精细化检修管理的深入,为减少材料消耗,提高工作效率、减少劳动强度,以及设备长周期安全运行,旋转设备联轴器找中心工作必须严格要求,认真做好达到技术要求。
本节针对CHTC6型给水泵电机对轮找中心(三转子对轮找中心)为列,进行分析,以减少找中心工作的劳动强度。
1.1 找中心作用。
在设备安装进行找中心,以及运行一段时间后由于轴承磨损造成中心变化需检修处理后进行找中心工作,以消除因设备中心不正而引起的振动、轴承温度升高,甚至引起设备动静部分发生摩擦等损坏设备问题。
1.2 找中心的目的。
1.2.1 使设备转子中心线连成一条连续光滑的曲线,各轴承负荷分配符合设计要求(或使转子中心达到设备安装说明书中设计的要求)。
1.2.2 使设备的转动部件与静子部件基本保持同心。
1.2..3 将轴系的扬度调整到设计要求。
(对给水泵电机转子来讲安装时要找平)1.3 给水泵电机找中心的步骤。
1.3.1 电机台板、偶合器台板、前置泵台板清理,找平找正。
各旋转设备联轴器清理,端面清理。
1.3.2 电机、偶合器、前置泵检修结束,电机相对于偶合器、前置泵轴向定位(电机安装上有明确说明)。
1.3.3 转子对轮找中心。
2 转子按联轴器找中心的准备工作及注意事项。
2.1 转子按联轴器找中心的准备工作。
(1)检查联轴器的圆周、端面应光滑,无毛刺、划痕及凸凹不平。
(2)联轴器记号应相互对应。
(3)联轴器应穿入两个对称的假活动销连接。
(4)准备好百分表、塞尺、赛块、专用卡具、内径百分表、镜子、行灯等工具(如图Ⅰ示:两转子联轴器安装百分表示意图)。
图Ⅰ:两转子联轴器安装百分表示意图2.2 转子按联轴器找中心的注意事项。
(1)检查各轴承已安装完成、位置正确,垫铁接触是否良好。
对轮校正中心PPT

目 录
• 对轮校正中心概述 • 对轮校正中心的设备与工具 • 对轮校正中心的工艺流程 • 对轮校正中心的质量控制 • 对轮校正中心的安全管理 • 对轮校正中心的未来发展与展望
01
对轮校正中心概述
定义与特点
定义
对轮校正中心是指专门从事铁路 车辆轮对校正和维修的机构或场 所。
特点
具备专业的设备和工艺,能够提 供高质量的轮对校正服务,确保 铁路车辆安全、稳定运行。
制造业
将对轮校正中心的服务 拓展到制造业,为各类 机械设备提供专业的对 轮校正服务。
能源行业
将对轮校正中心的服务 拓展到能源行业,为风 力发电、水力发电等设 备提供专业的对轮校正 服务。
对轮校正中心的发展趋势与前景
1 2
服务专业化
随着行业的不断发展,对轮校正中心将更加专业 化,能够提供更全面、更专业的服务。
功能测试
对重新装配的对轮进行功 能测试,确保设备正常运 行。
记录与归档
记录校正过程
详细记录校正过程中的重要步骤和数据,为后续工作提供参 考。
归档资料
将校正过程中的相关资料进行整理归档,便于后续查阅和追 溯。
04
对轮校正中心的质量控制
人员培训与资质认证
人员培训
定期对员工进行技术培训和安全培训 ,确保员工具备专业知识和技能,提 高工作效率和安全性。
操作前检查
对轮校正中心的操作人员 需在操作前对设备进行检 查,确保设备正常、无安 全隐患。
操作规范
操作人员需严格遵守操作 规程,按照规定的步骤进 行对轮校正工作。
操作后检查
操作完成后,操作人员需 对设备进行再次检查,确 保校正工作无误。
应急预案与演练
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
联轴器找中心原理
(1)使两个联轴器对轮中心重合,也就是使两对轮的外圆重合; (2)使两对轮的结合面(端面)平行,也就是两轴中心线平行。
泵
电机
对轮找正的四种状态
(1)两轴同心、平行 (3)两轴同心、不平行
(2)两轴不同心、平行 (4)两轴不同心、不平行
对轮找正的四种状态
a1
b1
泵
电机
电机前脚
b3 a3
螺栓
作记号
联轴器找中心方法
⑤用刀尺(或钢板尺)对吊装就位准备调整的机器上的联轴器做初步测量与调整, 紧固地脚螺栓。 用刀口尺及塞尺检查上、下、左、右四个位置外圆偏值:
联轴器找中心方法
⑥用量块检查上、下、左、右四个位置张口:
一般水泵联轴器端面距离要求,见下表。
大型 中型 小型
8-12mm 6-8mm 3-6mm
利用中心卡及塞尺可以同时测量联轴器的径向间隙及轴向间隙, 这种方法操作简单,测量精度较高,利用测量的间隙值可以通过 计算求出调整量,故较为适用。
百分表测量法
把专用的夹具(对轮卡)或磁力表座装在作基准的(不动设备)半联轴器上,用百分 表测量联轴器的径向间隙和轴向间隙的偏差值。此方法使联轴器找正的测量精度大大 提高。
电机后脚
a1 a3
a1
a1
b1
ቤተ መጻሕፍቲ ባይዱ
b1 b3
b1
b3 a3
a3 b3
(a)两对轮同心,端面平行。 (b)两对轮同心,端面不平行。 (c)两对轮不同心,端面平行。(d)两对轮不同心,端面不平行。
联轴器找中心方法
①准备好测量工具、找正用具及各种规格不锈钢垫片(或铜垫片)。 ②清扫电机台板,使其表面清洁后,方可将电机就位,并将地脚螺栓旋入螺丝孔内。 ③检查联轴器的圆周、端面应光滑、无毛刺、划痕及凹凸不平。 ④将两联轴器用一条螺栓连接起来,并作记号。
D L1 L2
b1 a1
b4 a4
a2 b2
a3 b3
测量原始记录
常把b1和a1调零,然后两半联轴器同时转动,每转90°读一次表中数值,并把读数值填到记录图中。 上、下、左、右圆周记录读数b1、b2、b3、b4,端面记录读数a1、a2、a3、a4,当百分表转回到零位时, 必须与原零位读数一致,否则需找出原因并排除之。常见的原因是架表问题、轴窜动或地脚螺栓松动等。
数据测量与记录
0°记录图
b1
a11 a21
记录数据
数据测量与记录
90°记录图
b1 a12
a11
盘动
a22
记录数据
b2 a21
数据测量与记录
180°记录图
盘动
b1 a12
a11 a23
a22 b3
记录数据
a13 b2
a21
270°记录图 盘动
b1
a12 a24
a11 b4
a23
a14 a22
b3
记录数据
a13 b2
a21
360°转回复查图 将联轴器转回测量起始位置,并检查数据是否与0度数值相差不大。相差不
大既可以认定
测量数值有效,数值相差很大则之
b1
测量数据无效,需重新测量并记录。
a12
a24
a11 b4
a23
a13 b2
a21
盘动
a14 a22
b3
最终数据
• 双表测量法原始数据采集
泵
测量的读数必须符合下列条件才属正确,即 a1+a3=a2+a4;b1+b3=b2+b4 通过对测量数值的分析计算,确定两轴在空间的相对位置,然后按计算结果进行调整。
百分表测量法
• 双表测量法(又称一点测量法)
泵
• 三表测量法(又称两点测量法)
泵
双表法的特点: 优点:这种方法应用比较广泛,可满足一般机器的
安装精度要求。 缺点:是对有轴向窜动的联轴器,在盘车时其端面
的轴向度数会产生误差。 适用范围:适用于由滚动轴承支撑的转轴,轴向窜
动比较小的中,小型机器。
三表测量法 1、准备工作与两表法相同,不同之处是在与轴中心等距 离处对称布置两块百分表。 2、在测量一个方位上径向(圆周)读数和轴向(端面)读 数的同时,在相对的一个方位上测其轴向读数,即同时测 量相对两方位上的轴向读数, 优点:可以消除轴在盘车时窜动对轴向读数的影响,降低 测量误差。
联轴器找中心方法
⑦架表 架表原则:通常表针指向需调整设备的联轴器。在电厂检修维护,设备都已经安装
完毕,泵或风机进出口管道已经连接好,不宜进行调整,故一般表座架到泵或风机联轴 器端,表针指到电机联轴器端。
在水平位置端面处架两块表用来检查张口(俯视图如下)。
联轴器找中心方法
在圆周位置架一块表检查外圆(侧视图如下)。
表圈 表盘
毫米指针 指针
副杆
加装套筒
主杆
表夹
测杆 测头
磁力开关
磁力底座
准备好磁性标座、百分表、塞尺、刀口尺、圈尺、游标卡尺、千分尺等测量工具 及需用扳手、大锤、撬杠、手电等工具。
百分表及磁力表座使用注意事项
① 使用前,应对百分表的外观检查。不应有影响使用的缺陷,各活动部分应灵活可靠,指针不得 松动,当测头与工件接触时,要多次提起测杆,观察示值是否稳定。 ②百分表应牢固地装夹在磁力表座表夹上,但夹紧力不宜过大,以免使装夹套筒变形,卡住测杆, 夹紧后应检查测杆移动是否灵活,注意夹紧后再转动百分表。 ③ 在测量时,应轻轻提起测杆,把表移至联轴器上面面,缓慢下降测头,使之与联轴器接触,不 准把百分表强行推入至联轴器上,也不准急骤下降测头,以免产生瞬时冲击力,给测量带来误差。 ④测量时,测杆与被测工件表面必须垂直,否则将产生较大的测量误差,测量圆柱形工件时,测杆 轴线应与圆柱形工件直径方向一致,见下图。
对轮找中心培训
汽机国泰二班荣保军
培训内容及达到目的
• 熟悉百分表正确使用(正确架表); • 学习转机找正的基本方法; • 对轮找正的四种状态; • 学会画中心状态分析图; • 会利用公式计算; • 会做记录。
找中心前工具的准备工作
精度:0.01mm, 量程:0-10mm。 外圆每刻度为0.01mm 内部小圆每刻度为1mm。
注意:表架好后,尽量使表的毫米指针指在3mm~7mm之间
数据测量与记录
架表后示意图及记录简图
数据测量与记录
将两联轴器同时盘动(即双盘),每隔90度记录下三块表读数,观看方向见下图。 联轴器盘动方向为电机运行时转动方向。
黄色星标识背面端面表A1位置 蓝色星标识背面端面表A2位置
绿色星表示外圆表B位置
正确架表方法图示
以泵找电机(双表法)
转机找正的基本方法
1 • 角尺和塞尺的测量法
2 • 中心卡(对轮卡)测量法
3
• 百分表测量法 双表测量法、三表测量法
角尺和塞尺的测量方法
这种方法操作简单,但 精度不高,对中误差较大。 只适用于机器转速较低,对 中要求不高的联轴器的安装 测量。
中心卡(对轮卡)、塞尺测量法