双块式轨枕预制场生产能力与轨枕预制成本分析
双块式轨枕场建场规模设计

3
50ZL 装载机
单位 条 条 台 台 台
单位 台 台 台 组 个 组 组 台 台 台 台 套 套 台 个 台
单位 台 台 台
数量 1 1 1 2 2
备注
数量 2 2 4 34 4 2 2 2 60 2 4 4 4 1 4 1
备注 可提升效率 30%
数量 1 1 1
备注
4
洗石机
⑷存放吊装及运输设备
Q2=(480×0.95+904×1.82)×40×2.6×3.6=786719KJ/h。 W=Q 总/(I×H)=(1524690+786719)/(2471×0.45)≈2079Kg/h。
五、 资源配备
1. 人员
轨枕场人员包括管理人员和生产人员两大部分,管理人员和生产人员的配备如下:
⑴管理服务人员
CRTSI 双块式轨枕场建场规模设计
摘要:通过对投标过程中双块式轨枕预制场规划,参考兰新铁路鄯善轨枕场建场实施
方案和生产效果,对轨枕预制场的生产能力、存储能力及配套能力进行设计和计算,结 合现场场地条件和轨枕生产的工艺流程进行规模设计,以期为类似轨枕场的规划建设提 供有益的参考。
关键词:轨枕场规划 规模 生产能力
根据标段的轨枕生产量和工期要求,再结合单条生产线的生产能力计算,就可以得 出一个轨枕场生产线条数和作业班数。以兰新高速铁路第二双线 LXTJ5 标段鄯善轨枕场 为例,根据标段划分,该轨枕场需供应 DK1489+000~DK1679+000 范围内双块式轨枕 625586 根,铺设工期为 15 个月(含冬季 3 个月),按照铺枕前 4 个月开始正式生产,铺 枕结束前 1 个月全面完成,实际生产周期为 18 个月,月生产量为 34800 根左右。根据 上述计算,设置一条生产线组织两班制生产,能满足该项目的工期要求。考虑到工期提 前(铁路施工的常见情况),在场地规划设计时可考虑增设一条生产线的能力(可提升
简述CRTSI双块式轨枕场规划

简述CRTSI双块式轨枕场规划一、概述根据铁道部客运专线无砟轨道施工标准化管理的要求和双块式轨枕生产工艺,双块式轨枕场将分别设置钢筋加工车间、轨枕生产车间、轨枕存放场、生活办公区。
由于CRTSI型双块式轨枕具有高精度、高质量的特点,钢筋的加工采用自动焊接设备,经过现场冷轧后加工成轨枕桁架钢筋和箍筋;轨枕预制采用强度较高的新制钢模成型,模型通过运输辊道提高工作效率,混凝土在蒸养房进行蒸汽养护,达到脱模强度后利用翻转机脱模,轨枕运输到存放区进行堆码,施工过程全机械化流水作业。
二、生产能力设计在投标阶段,招标人对标段的划分和工期的安排已经能确定一个轨枕场的日均生产量。
根据已完成的轨枕场生产能力和成熟经验,双块式轨枕的生产节拍约为4分钟/套,通过提高液压提升系统的运行速度来缩短脱模工序完成时间可实现 3.5分钟/套,按照单班作业时间8~10小时计算,(8~10)×60÷3.5=137~171套,模型采用4×1钢模(即每套一次生产4根),单班的产量548~685根。
如果安排两班制生产,单条生产线的日生产能力1096~1370根,月生产能力可达3.7万根左右(每月按照生产27天计算)。
根据标段的轨枕生产量和工期要求,再结合单条生产线的生产能力计算,就可以得出一个轨枕场生产线条数和作业班数。
以兰新高速铁路第二双线LXTJ5标段鄯善轨枕场为例,根据标段划分,该轨枕场需供应DK1489+000~DK1679+000范围内双块式轨枕625586根,铺设工期为15个月(含冬季3个月),按照铺枕前4个月开始正式生产,铺枕结束前1个月全面完成,实际生产周期为18个月,月生产量为34800根左右。
根据上述计算,设置一条生产线组织两班制生产,能满足该项目的工期要求。
考虑到工期提前(铁路施工的常见情况),在场地规划设计时可考虑增设一条生产线的能力(可提升生产效率100%),也可采用鄯善轨枕场的方法增加1台翻转机脱模,并增加回模辊道的方式(2.7分钟/套,可提升生产效率30%)。
双块式轨枕总体施工方案

1 、双块式轨枕总体施工方案1.1双块式轨枕预制技术措施(1)为保证双块式轨枕的质量采用一套德国进口的双块式轨枕生产流水线及配套的钢筋行架生产线、模具吊运流水线,确保轨枕的生产质量及生产效率;(2)应根据产品类型,试验室应对它的组成进行分析并归类,制备混凝土时,枕混凝土的胶凝材料总量不宜少于320 kg/m3的水泥含量,不宜超过450kg/m3,水灰比低0.45。
(3)为防止轨枕砼干裂及加速模具的周转采用蒸汽养生,双块式轨枕强度增长快,不会出现表面收缩裂纹,干缩裂纹等,达到外观质量优良。
1.2 设计生产能力双块式轨枕在贺街车站预制场集中预制占地151亩,负责供应1-4标151Km(双线)双块式轨枕的铺设,约503434根;生产循环时间为4~6min(1×4套模型)。
按每天3班生产,每班采用8h工作制(含0.5h的设备检修及交接班时间),120套模具;分别按照5min循环时间计算,一条生产线每天的最大产量为3×7.5×60/5×4,即1080根轨枕;每月生产时间按28天计算每月的可以生产30240根,一年可生产362880根。
双块式轨枕预制场2009年2月1日开始规划建设,利用3个月的时间正式完成双块式轨枕厂的规划建设,2009年5月1日~2009年7月31日完成生产设备的联合调试,2009年08月1日~2009年9月30日完成双块式轨枕厂技术条件评审及生产许可证考核检验等各项工作,2009年10月1日正式开始生产双块式轨枕,2012年3月31日预制完成双块式轨枕。
生产总工期18个月;各类工种管理人员总计180人。
1.3 总体布置图1.3.1 轨枕厂(场)组成轨枕厂(场)建设一般包括一座生产工厂的各项建设项目。
可根据其工程项目的性质划分以下几类:主要生产工程:原材料存储设施、主要生产车间、成品库等。
对于无碴轨道轨枕厂(场)来说,主要是轨枕生产车间、钢桁架生产车间、钢材库、水泥库、砂石库和成品库等。
(完整版)SK-2型双块式轨枕制造技术.

4
二、 SK-2型双块式轨枕介绍
1、SK-2双块式轨枕外形结构
立面图 平面图 侧面图
SK-2型双块式轨枕具有结构简单、 受力合理、尺寸统一、方便生产、 经久耐用等优点。
5
SK-2型双块式轨枕外形尺寸
轨枕尺寸: 轨距: 混凝土体积: 轨枕重量: 预应力: 配筋: 混凝土等级:
轨枕长 2261mm,宽314mm,高220.5mm。
搅拌供料系统由混凝土搅拌站及供料小车组成; ①混凝土搅拌站采用立式行星强制搅拌机,具有自动计 量、自动检测原材料及混凝土含水率功能,主要完成轨枕预 制所需的混凝土; ②供料小车用于完成搅拌站至布料机构的混凝土物料运 输。
11
2)、布料振动系统 ① 混凝土布料机通过其内配机电控制的螺旋给料器向钢
模完成布料作业。
18
2、钢筋生产车间主要设备 钢筋生产车间设备主要由三部分组成 :冷轧生产线、钢筋
桁架生产线、数控弯箍机。
1)冷轧带肋钢筋生产线 用于原材料的加工,将φ13、φ11、 φ8的Q235光圆盘条钢 筋分别冷轧成φ12、φ10、 φ7的CRB550冷轧钢筋。
数控冷轧带肋钢筋生产线实物示意图
19
(2)钢筋桁架焊接生产线 钢筋桁架焊接生产线用于生产轨枕桁架,集放线、矫直、
混凝土高度要求到模具确定的上部边缘处,在 振动过程中用铁锹取出多余混凝土,使用金属盖板存 放,在振动过程中注意检查混凝土的密实情况,观察 轨枕厚度是否合适。
33
用测距规检查混凝土和桁架钢筋之间的间距,以 保证轨枕各断面厚度满足公差要求。灌注、振动成型 工序须严格控制,同时必须保证振动时间(最佳振动 方式和时间通过试生产确定),操作人员应做好质量 记录。
直 行 运 模 辊 道
轨枕预制分享

轨枕预制分享一、工程概况黔张常线设计范围DK3+500~DK341+214,线路全长336.265km,其中无砟轨道60.213km,设计CRTS无砟轨道双块式混凝土轨枕(SK-2)192912根。
中铁四局集团黔张常铁路张家界制梁场,轨枕区占地面积33.5亩,承担全线轨枕预制的生产任务,其中轨枕厂占地面积为 33.5 亩。
首批轨枕预制2017年3月15日;轨枕认证审查:2017年5月12、13日; 2018年5月24日完成全部预制生产任务。
二、主要工程施工方案(一)轨枕预制为实现工厂化、标准化、程序化的生产,本轨枕场共计配备3条生产线,即:数控钢筋弯箍机生产线、数控全自动桁架焊接生产线、双块式轨枕生产线,可实现分工序流水作业。
轨枕预制配备96套2*4联钢模具,轨枕生产线采用环形布置,所有工序通过滚轴通道将钢模具运输至各个工位,即:模具清理、脱模剂喷涂、套管及螺旋筋安装、箍筋及钢筋桁架安装、箍筋固定件及挡浆夹安装、混凝土浇筑及振捣、挡浆夹拆卸、清渣清边、蒸汽养护、翻转脱模、扣件安装、码垛运输等工序。
生产工艺详见图2.1-1 轨枕循环生产工艺流程图:图2.1-1 轨枕循环生产工艺流程图(二) 轨枕预制施工工艺1.模具设计混凝土在浇筑振动过程中会产生较大的激振力,要求模具必须有足够的强度、刚度及稳定性,以满足浇筑振动过程中的应力和最大变形要求,模具设计周转次数800次。
模具上、下平面四角200×200范围内平面度要求在2mm 以内,利于翻转脱模,模具下平面与振动台接触部位平面度要求在2mm 以内,利于混凝土振动密实。
2.模具清理每班次各模具投入使用前应通过辊道移动到模具清理工位,采用刮刀、空气喷枪、砂布和磨光机等工具进行模型清理,清理应仔细,以清理掉模具腔内的粘连混凝土,不损伤模具表面,不对模具表面造成较深或影响轨枕表面光滑度的刮痕为原则。
对清理完的模具进行检验,发现模型不符合使用要求或标识牌松动损坏时,及时进行修理,标牌不全的模具不得投入使用。
浅谈铁路CRTSⅠ双块式无砟轨道轨枕预制

浅谈铁路CRTSⅠ双块式无砟轨道轨枕预制摘要:文章就SK-2型双块式轨枕在国内首条环形生产线的制造,介绍了制枕总体方案的设计,对主要制枕工序的设备功能和工艺设计等关键技术进行了较详细的阐述,可供类似工程参考和借鉴。
关键词:无砟轨道,双块式轨枕,环形生产线,工艺流程近40年来,高速铁路先行发展的国家大力开发以混凝土或沥青混合料等取代道砟道床的各类新型无砟轨道,旨在提高轨道的稳定性、平顺性,大幅减少维修工作量。
在新建高速铁路干线大量铺设应用中,取得了很好的技术经济效果。
通过开展对国外双块式无砟轨道施工技术及施工设备的引进、消化、吸收及技术再创新工作,基本掌握了双块式无砟轨道轨枕制造、铺设施工关键技术,并开展了无砟轨道施工设备国产化技术研究。
为尽快打造出我国自己的品牌,在充分消化吸收了我国已引进的双块式轨枕生产线技术的基础上,依靠国内的研发力量,对铁路双块式轨枕预制工艺及设备进行开发创新,使双块式轨枕预制工艺及设备研制在国内实现国产化。
下面简要介绍铁路CRTS Ⅰ型双块式无砟轨道轨枕预制生产线组成、工艺流程。
1 总体方案设计中铁隧道集团二处整体道床施工项目部承担了龙厦客运专线象山隧道CRTS Ⅰ型双块式无砟轨道SK-2型双块式混凝土轨枕的生产任务,采用环形生产线进行轨枕的工厂化制造,以保证轨枕的制造质量与精度,提高生产效率。
生产组织按每天循环设计作业,流水生产节拍不大于5min,模具设计为4×1形式(即:4根轨枕在一个模型中,外层采用框架钢结构形式)。
生产能力在每天800根左右。
1.1 总体平面布置环形生产线生产车间设计尺寸为:长60m×宽20m×高8m(见图1),全部置于钢结构彩钢房屋内,在车间的长尺寸方向的一侧有一个口,用于混凝土的进料方向;在车间的短尺寸方向上,一端为用于工作人员进出车间和轨枕运出车间的大门,便于将加工好的钢筋桁架运送至安装钢筋桁架的工位,一端为方便工作人员出入车间。
双块式轨枕预制
双块式轨枕预制------------------------------------------作者xxxx------------------------------------------日期xxxx2.6.4.1 轨枕的预制(1)主要施工工序钢筋加工:Φ20和Φ12钢筋在加工场地定长下料后进行焊接,圆盘条定长下料机定长下料,用钢筋弯曲机弯曲或特殊模具成型。
用卷簧机1台制作螺旋筋。
骨架焊接:双块式轨枕钢筋焊接场地配电焊机12台,制作专用定位装置进行钢筋骨架焊接。
清模:产品脱模后,将钢模移到清模台位,用工具将底模、侧模上的混凝土残渣清除干净,更换损坏的密封胶条,不能敲击模型。
喷隔离剂:用喷雾器将模型内侧全部喷上隔离剂,但隔离剂不能积存。
安塑料套管及螺旋筋:钢模涂刷好隔离剂后,开始安装塑料套管,塑料套管位置准确,安装牢固。
同时安装套管螺旋筋,并进行固定。
骨架入模、安装端头挡板:将焊接好的钢筋骨架抬入钢模内,位置摆放正确,安装端头挡板,橡胶条,保证轨枕不漏浆,外形尺寸准确。
砼搅拌:轨枕采用C50耐久性混凝土,混凝土采用措施预防碱-骨料反应。
采用逆流式强制搅拌机搅拌砼,电子计量系统按照施工配合比要求进行准确量计量原材料,胶凝材料总用量不超过500 kg/m3,称量最大允许偏差符合下列规定(按重量计):胶凝材料(水泥、掺和料等)±1%;外加剂±1%;骨料±2%;拌和用水±1%。
计量设备每六个月校验一次,如发现有异常时,及时校验;搅拌砼前,严格测定粗细骨料的含水率,准确测定因天气变化而引起的粗细骨料含水量变化,以便及时调整施工配合比;一般情况下,含水量每班抽测2次,雨天应随时抽测,并按测定结果及时调整砼施工配合比;搅拌时,先向搅拌机投入细骨料、水泥、矿物掺和料和外加剂,搅拌均匀后,再加入所需用水量,待砂浆充分搅拌后再投入粗骨料,并继续搅拌至均匀为止。
上述每一阶段的搅拌时间不宜少于30s,总搅拌时间不少于2min,也不超过3min;炎热季节搅拌砼时,采取措施控制水泥的入搅拌机温度不大于40℃。
双块式轨枕预制场方案设计指导书1
双块式轨枕预制场方案设计指导书1 适用范围本条文适用铁路双块式轨枕预制场选址,平面布局设计的作业。
2 设计思路2.1双块式轨枕场应建于所供标段的中部,这主要是基于减少运输费用、加快轨枕运输效率考虑。
2.2轨枕场从功能上分为3个区,分别是:生产区、存枕区和办公生活区;枕场占地大小,主要是取决于根据需要临时存放轨枕数量确定。
2.3一方面枕场选址要根据总体平面布置保证有足够的建场面积,另一方面枕场总体布置要根据已选场址合理调整,保证经济与适用性的平衡。
2.4客运专线双块式轨枕场具有生产量大、标准高、工艺新等特点,因此,合理进行枕场工装和设备的配备,对于降低工程成本,确保工程质量、安全和进度均大有裨益。
2.5为了加快生产节奏、提高养护质量和节约能源考虑,本制枕场采用养护池进行养护。
养护池数量的多少,应根据设计日产量确定。
(本设计方案考虑日常量为800根)。
3 枕场的选址3.1 枕场选址前先根据工期、产量及生产工艺确定枕场大致所需面积。
3.2尽量选在所供标段的中部,根据铺架速度、工期、运距、轨枕运输方式和当地的地址状况等进行选址。
一般选在铁路沿线周边,交通枢纽段,交通便利。
3.3 所选场址附近水、电供应方便,最好有高压输电干线,防止频繁停电对制枕的影响。
3.4地质状况好,尽量减少枕场主要结构物的地基处理费用。
制枕场的位置应尽量选在地质条件好的地方,减少土石方工程和基础加固工程量,降低工程费用。
3.5征地拆迁少,复耕量少。
在满足制枕场工期和存枕的前提下,制枕场应选在占用耕地少、拆迁量少的地方。
3.6 考虑防洪排涝,确保雨季施工安全。
4 制枕场总体平面布置4.1 生产区设计4.1.1 钢筋结构生产车间共有两个:一个是在车间内安装双块式轨枕生产线,用于轨枕预制,设计尺寸为48m×24m;另一个车间是钢筋加工车间,在车间内安装冷轧生产线、桁架生产线、焊网机、冲弯机等设备,用于加工轨枕所用各种规格的钢筋,设计尺寸为96×18m。
提高双块式轨枕生产效率及合格率的改进技术

提高双块式轨枕生产效率及合格率的改进技术作者:富鑫来源:《中国科技博览》2016年第29期[摘要]本文以中铁二十四局双块式混凝土轨枕预制实际为例,在介绍该工程基础上,简单概括轨枕预制相关流程工艺,并对所得数据进行统计分析,并创新性的提出双块式混凝土轨枕合格率提高改进技术,最后对工程应用与效益进行分析,期望为今后相关研究作参考。
[关键词]双块式;混凝土;生产效率及合格率;改进中图分类号:TM185 文献标识码:A 文章编号:1009-914X(2016)29-0052-02双块式混凝土轨枕生产效率和不合率直接影响预制工程的施工进度与效果,在实际操作过程中,必须有效提高生产率,降低不合格轨枕的发生率,工艺技术创新就是解决这一问题的关键,在原有传统工艺上的合理化改进就是工艺技术创新。
一、工程概况(一)工程概述白云至龙里北联络线位于贵州省贵阳市与贵州省黔南州龙里县境内,正线线路长度53.565km。
中铁二十四局承担向白龙全线以及渝黔、沪昆等铁路的CRTSI型无砟轨道双块式混凝土枕预制施工的供应任务,共计生产SK-2型双块式轨枕31万根。
根据施工计划要求,于2013年6月1日开工,2015年8月30日完成预制任务。
(二)国内技术背景双块式轨枕预制的优良主要取决于设备的好坏,通常遵循“设备为主、人工为辅”的原则,这也造成了设备作用过大的局面,要想提高生产效率并生产出合格率较高的轨枕必须保证机械设备的性能及稳定性。
一旦不合格轨枕出现率升高,就会消耗大量的人力及物力,使得机械设备磨损率显著增加,同时成本升高、功能效用降低。
二、轨枕预制工艺流程简介(一)钢筋加工双块式无砟轨道需要双块式轨枕整体具有较高的平整度,仅靠高性能混凝土是不能达到轨枕整体性要求标准的,需要高强度钢筋骨架与双块式轨枕相连接,从而有效提升道床、双块式轨枕间的连接质量。
桁架钢筋与箍筋均使用CRB550级钢筋,并对钢筋桁架波形筋的位置及其扭曲、波形筋翘曲、钢筋直线度等提出高标准要求,允许偏差在2mm范围之内,从而使成品双块式轨枕的整体平整度得到更好地控制。
武广客运专线双块式轨枕预制施工技术
武广客运专线双块式轨枕预制施工技术武广客运专线双块式轨枕预制施工技术摘要双块式轨枕是无碴轨道系统最主要的基础部件,是固定钢轨的载体,武广客运专线引进了德国弗莱德尔公司的双块式轨枕无碴轨道系统。
本文结合武广客运专线施工经验重点介绍双块式轨枕工厂预制的施工步骤、机械设备配置、关键施工工艺和施工组织形式。
关键词双块式轨枕轨枕预制生产线中图分类号:TU74 文献标识码:A 文章编号:引言双块式轨枕无碴轨道是德铁最早使用的结构型式, 1972年试铺于车站,双块式轨枕无碴轨道是新近研制开发出的一种结构形式,用于正在建设的德国、荷兰和高速铁路上。
其结构为采用两根桁架形配筋与两块砼支撑块联结的结构形式。
双块式轨枕结构特点是:由于钢筋桁架的钢筋尺寸固定,仅部分浇铸到轨枕混凝土中,这保证了轨枕与混凝土承载层之间的有效结合,轨道扣件元件紧紧锚固在双块式轨枕。
连体钢模集中预制的工厂生产程序可以保证轨道基座保持精确的几何形状与轨底坡度。
两块轨枕与钢筋桁梁之间的连接可确保轨矩准确。
我国新建的300km/h的武(汉)广(州)客运专线引进了该项技术。
工程概况中铁十二局武广客运专线英德轨枕厂负责XXTJⅤ、Ⅵ标段的无碴轨道系统WG-1型双块式轨枕生产供应,即供应围为至花都,里程段为DK1901+261~DK2167+027.44,总计长205.8km,约76万根双块式轨枕。
轨枕预制厂布置轨枕厂占地94亩,分为办公生活区、生产区、混凝土搅拌区、轨枕成品区、辅助功能区六大区域,由办公生活区、轨枕生产车间、钢筋桁架加工生产线车间、混凝土搅拌站、轨枕存储区、蒸汽锅炉和风动力房、试验室、材料工具库、供配电室等组成。
钢筋桁架加工车间及拌合站、材料库、储存区围绕轨枕生产车间布置,实现原材料、半成品和产品最短化流动。
(轨枕预制厂布置见图2-1) 主要生产设备轨枕生产车间设备:轨枕车间设备按照典型的轨枕制造基地年生产能力45万根轨枕标准进行配置供应。
双块式轨枕预制环形生产配套设备及技术探讨

机构如图5 所示。
图 4 运模小车
图 5 钢丝绳牵引机构
每条养护通道有一套液压顶推装置和2 根导轨。每个泵 站可最多向3 套液压顶推装置提供动力。构件浇筑完成后, 将模型堆放在运输小车上,达 到 6 层后即可通过控制液压缸 系统将小车拖运至静停区。小车的起止位置均安装感应器, 感应器将相应的信号传送至P L C 控制系统以自动控制启停, 而 不 需 要 人 工 控 制 。 到 达 养 护 区 域 后 ,采用养护温 控 系 统 对 轨枕进行养护。
凝 土 浇 筑 、混凝土振捣、构件养护、构件脱模。该生产线每
个 轮 班 安 排 25 ~ 3 0 个 工 人 ,尽可能最快地完成轨枕加工。 整个生产线的示意图如图1 所 示 ,包括七个系统,分别为混
图 2 轨枕模具
2.2 混凝土布料与振实
凝 土 搅 拌 系 统 、混 凝 土 浇 筑 系 统 、混 凝 土 养 护 系 统 、构件翻
养护温控系统包括电气控制系统(中央控制器、控 制 柜 )、 温度传感器等部分。采用蒸汽养护法对轨枕构件进行养护, 养 护 过程包括4 个阶段,分别为静停、升 温 、恒 溫 、降温。 混 凝 土 浇 筑 完 成 后 ,需 要 在 5 ~ 3 0 1 环 境 下 静 停 2 ~ 3h , 方可进行升温。升温过程中,升温速率控制在15<C /h 以内; 在恒温阶段,枕芯处温度应小于55=C 。在降温阶段,降速率 应 控 制 在 B t /h 以内。蒸汽养护结束时,轨枕表面溫度与 环境温度差控制在15尤以内方可。
2 双块式轨枕环形生产线系统及组成
双 块 式 轨 枕 生 产 线所采用的模板为4 x 1 短 模 ,通过将
生 产 线 形 成 环 形 ,以 便 进 行 流 水 加 工 。采 用 双 通 道 连 续 养 护
2标双块式轨枕预制场
1 、双块式轨枕总体施工方案1.1双块式轨枕预制技术措施(1)为保证双块式轨枕的质量采用一套德国进口的双块式轨枕生产流水线及配套的钢筋行架生产线、模具吊运流水线,确保轨枕的生产质量及生产效率;(2)应根据产品类型,试验室应对它的组成进行分析并归类,制备混凝土时,枕混凝土的胶凝材料总量不宜少于320 kg/m3的水泥含量,不宜超过450kg/m3,水灰比低0.45。
(3)为防止轨枕砼干裂及加速模具的周转采用蒸汽养生,双块式轨枕强度增长快,不会出现表面收缩裂纹,干缩裂纹等,达到外观质量优良。
1.2 设计生产能力双块式轨枕在贺街车站预制场集中预制占地151亩,负责供应1-4标151Km(双线)双块式轨枕的铺设,约503434根;生产循环时间为4~6min(1×4套模型)。
按每天3班生产,每班采用8h工作制(含0.5h的设备检修及交接班时间),120套模具;分别按照5min循环时间计算,一条生产线每天的最大产量为3×7.5×60/5×4,即1080根轨枕;每月生产时间按28天计算每月的可以生产30240根,一年可生产362880根。
双块式轨枕预制场2009年2月1日开始规划建设,利用3个月的时间正式完成双块式轨枕厂的规划建设,2009年5月1日~2009年7月31日完成生产设备的联合调试,2009年08月1日~2009年9月30日完成双块式轨枕厂技术条件评审及生产许可证考核检验等各项工作,2009年10月1日正式开始生产双块式轨枕,2012年3月31日预制完成双块式轨枕。
生产总工期18个月;各类工种管理人员总计180人。
1.3 总体布置图1.3.1 轨枕厂(场)组成轨枕厂(场)建设一般包括一座生产工厂的各项建设项目。
可根据其工程项目的性质划分以下几类:主要生产工程:原材料存储设施、主要生产车间、成品库等。
对于无碴轨道轨枕厂(场)来说,主要是轨枕生产车间、钢桁架生产车间、钢材库、水泥库、砂石库和成品库等。
双块式轨枕生产工艺细则

目录一、总则 (1)二、适用范围 (1)三、编制目的 (2)四、编制依据和引用标准 (2)(一)编制依据 (2)(二)引用标准 (2)五、双块式轨枕的技术要求 (4)(一)结构形式 (4)(二)技术指标 (4)六、双块式轨枕原材料及技术要求 (5)(一)水泥 (5)(二)粗骨料 (6)(三)细骨料 (7)(四)外加剂 (9)(五)掺合料 (10)(六)拌合及养护用水 (11)(七)钢筋原材 (11)(八)冷轧钢筋 (12)(九)低碳冷拔钢丝 (14)(十)预埋套管 (14)(十一)轨枕垫木 (15)七、模具工程 (16)(一)模具设计 (16)(二)模具验收 (17)(三)模具作业流程及检修 (18)八、钢筋工程 (21)(一)准备工作 (21)(二)钢筋施工工艺流程 (22)(三)注意事项 (23)九、混凝土工程 (24)(一)耐久性混凝土技术指标 (24)(二)混凝土的拌制 (24)十、轨枕养护及脱模 (28)(一)混凝土蒸汽养护 (28)(二)轨枕脱模 (29)十一、轨枕检验、修补 (30)(一)轨枕检验 (30)(二)轨枕修补 (34)十二、标识及制造技术证明书 (35)(一)轨枕标识 (35)(二)产品合格证 (35)十三、轨枕的储存、堆放和运输 (35)(一)轨枕的储存、堆放 (35)(二)产品运输 (36)一、总则1、本生产工艺细则适用于SK-2型双块式轨枕预制的原材料检验和各道工序质量的过程指导和控制。
2、双块式轨枕生产质量必须达到设计要求的结构安全、耐久性和使用功能。
3、双块式轨枕生产采用先进、科学的检验检测手段,质量数据必须真实可靠,全面反映产品质量状况。
所用方法和仪器设备符合相关标准的规定,仪器精度满足质量控制要求,质量检验人员必须具有相应的资格。
4、双块式轨枕的各类质量检测报告、检查验收记录和其它技术管理资料,必须按规定及时填写,并且严格履行责任人签字确认制度。
质量验收资料的归档整理符合有关档案的要求。
CRTSI型双块式无砟轨道双块式轨枕预制生产工艺工法关键工序指导(正式发文)
CRTS I型无砟轨道双块式轨枕预制生产工艺工法关键工序指导意见为加强西成客专CRTSI型双块式无砟轨道双块式轨枕预制生产管理工作,落实总公司“机械化、工厂化、专业化、信息化”的要求,生产出质量优良的轨枕,强化轨枕成品保护,特制定本指导意见,请收文单位认真执行。
指导意见与现行国标、铁标及总公司有关规定不符的,及时与公司工程部联系,同时按上级有关标准执行。
一、总体要求双块式轨枕预制采用《CRTSI型双块式无砟轨道双块式轨枕结构设计》(图号:通线【2011】2351-I)施工,其标准符合《客运专线铁路双块式无砟轨道双块式混凝土轨枕暂行技术条件》科技基[2008]74号、《铁路混凝土工程施工质量验收标准》铁建设[2010]240号和《客运专线铁路双块式无砟轨道双块式混凝土轨枕检验细则》SDS-004-2008中的相关规定。
二、原材料原材料按《客运专线铁路双块式无砟轨道双块式混凝土轨枕暂行技术条件》科技基[2008]74号、《铁路混凝土结构耐久性设计规范》(TB10005-2010)及《铁路混凝土工程施工质量验收标准》(TB10424-2010)的规定的技术质量要求。
原材料采购专人、专部门管理,入场严格检验和复检。
堆放地点设明确标识,标识出材料名称、品种、规格、生产厂家、生产日期及检验状态。
粗、细骨料分级采购、分级运输、分级堆放、分级计量,存放地地面全部硬化并设置排水坡,存放料仓设置洗石设备,含泥量超标必须清洗后检测达标,方准使用。
粉状料采用散料仓分别储存,袋装材料采用专用库房存放。
三、轨枕场设备配备轨枕场设备配备应符合《预应力混凝土枕产品生产许可证实施细则》的有关要求:配置混凝土拌和站,混凝土自动养护设备,钢筋冷轧、弯箍、焊接、桁架生产设备。
拌和站符合公司标准化、信息化要求。
场内预装轨道扣件时配备自动油脂注入设备。
混凝土自动养护设备要实现微机控制,蒸汽养护,并具备存储和打印功能。
轨枕预制模具需采用一次冲压成型的钢模。
铁路双块式轨枕预制场建场设计技术研究

o f a p r e c a s t y a r d s h o u l d b e d e t e r mi n e d i n c o mb i n a t i o n wi t h t he wh o l e r a i l wa y l i n e ’ S p r o d u c t i o n p e r i o d a n d
s h o u l d i n d e p e n d e n t l y b e d e s i g n e d a c c o r d i n g t o t h e d e s i g n i d e a o f mo d u l a r i z a t i o n, a nd t h e n t h e o v e r a l l
i n c o m b i n a t i o n w i t h t h e s u p p l y — d e m a n d r a d i u s ;( 2 )i n t h e s t a g e o f t h e p l a n l a y o u t , e v e r y f u n c t i o n z o n e
De s i g n Te c h no l o g y Re s e a r c h f o r Bu i l d i n g a Pr e c a s t
国内外双块式轨枕发展现状及生产工艺对比
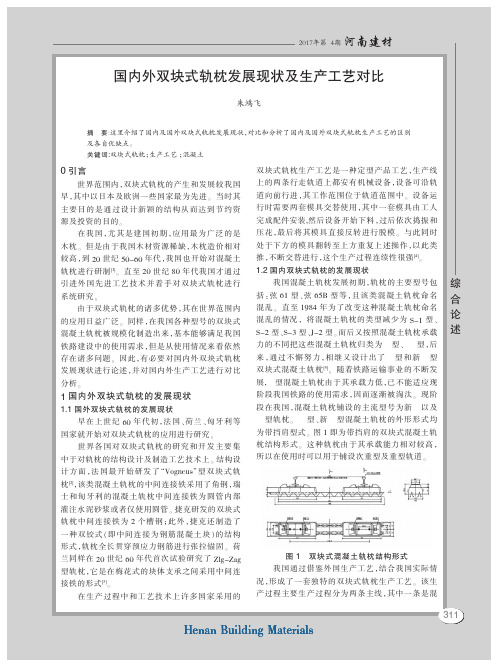
河南建材2017年第4期国内外双块式轨枕发展现状及生产工艺对比朱鸿飞郑州市建设工程治理检测有限公司(450000)摘要:这里介绍了国内及国外双块式轨枕发展现状,对比和分析了国内及国外双块式轨枕生产工艺的区别及各自优缺点。
关键词:双块式轨枕;生产工艺;混凝土0引言世界范围内,双块式轨枕的产生和发展较我国早,其中以日本及欧洲一些国家最为先进。
当时其主要目的是通过设计新颖的结构从而达到节约资源及投资的目的。
在我国,尤其是建国初期,应用最为广泛的是木枕。
但是由于我国木材资源稀缺,木枕造价相对较高,到20世纪50-60年代,我国也开始对混凝土轨枕进行研制[1]。
直至20世纪80年代我国才通过引进外国先进工艺技术并着手对双块式轨枕进行系统研究。
由于双块式轨枕的诸多优势,其在世界范围内的应用日益广泛。
同样,在我国各种型号的双块式混凝土轨枕被规模化制造出来,基本能够满足我国铁路建设中的使用需求,但是从使用情况来看依然存在诸多问题。
因此,有必要对国内外双块式轨枕发展现状进行论述,并对国内外生产工艺进行对比分析。
1国内外双块式轨枕的发展现状1.1国外双块式轨枕的发展现状早在上世纪60年代初,法国、荷兰、匈牙利等国家就开始对双块式轨枕的应用进行研究。
世界各国对双块式轨枕的研究和开发主要集中于对轨枕的结构设计及制造工艺技术上。
结构设计方面,法国最开始研发了“Vogneus”型双块式轨枕[2],该类混凝土轨枕的中间连接铁采用了角钢,瑞士和匈牙利的混凝土轨枕中间连接铁为圆管内部灌注水泥砂浆或者仅使用圆管。
捷克研发的双块式轨枕中间连接铁为2个槽钢;此外,捷克还制造了一种双铰式(即中间连接为钢筋混凝土块)的结构形式,轨枕全长贯穿预应力钢筋进行张拉锚固。
荷兰同样在20世纪60年代首次试验研究了Zlg-Zag 型轨枕,它是在梅花式的块体支承之间采用中间连接铁的形式[3]。
在生产过程中和工艺技术上许多国家采用的双块式轨枕生产工艺是一种定型产品工艺,生产线上的两条行走轨道上都安有机械设备,设备可沿轨道向前行进,其工作范围位于轨道范围中。
铁路客运专线双块式轨枕预制质量控制
铁路客运专线双块式轨枕预制质量控制摘要:结合工作实践笔者在本文中阐述了成品轨枕中的混凝土品质与预埋件方面的常见问题,并有针对性的提出了相关处理措施。
只有不断改善现有技术提高管理创新才能保证所生产的双块式轨枕符合客运铁路建设的要求。
关键词:双块式轨枕;预制生产;质量控制引言本文以实际生产的双块式轨枕为基础,参考生产中出现的轨枕质量缺陷,依据兰新铁路LX-Ⅰ型双块式轨枕生产的相关技术要求,对轨枕成品的尺寸误差与外观质量通病加以分析,并以此提出质量改善措施。
一、轨枕外观质量通病的表现形式(一)轨枕成品表面出现蜂窝、气孔出现上述问题的主要原因有:搅拌混凝土的时间不够,混凝土没有得到均匀拌合导致和易性较差;由于混凝土配合比调整不科学,造成水泥、粗细骨料以及用水量等方面不达标;拌合后的混凝土通过皮带输送至布料机间的距离过高造成砂浆离析;生产过程中由于机器设备故障造成混凝土无法连续供应等等。
(二)轨枕成品出现裂缝轨枕出现裂缝是另外常见质量问题,其主要原因是:脱模过程中,猛烈振动造成轨枕开裂;温差变化、干缩以及轨枕混凝土脱模强度不够等也会导致轨枕开裂;浇筑过程中,模具中剩余并已初凝的混凝土与后浇筑的混凝土无法很好地结合也会造成轨枕出现裂缝。
(三)成品轨枕出现缺棱掉角轨枕在脱模过程中较易出现边角部位混凝土的剥落或者不规则的状况。
这直接影响到轨枕的外观,严重的会造成无法使用导致报废。
问题原因多出于模具焊接部位处理不当、打磨不好造成该部位出现毛边和棱角,成品脱模过程中会粘掉部分混凝土;如果清理轨枕模具不彻底,其死角部位会直接造成成品质量问题;缺棱掉角出现的另外原因有喷涂脱模剂不够均匀、轨枕吊装操作有误致使轨枕掉落也会出现成品质量问题。
(四)轨枕成品出现孔洞一旦成品轨枕表面出现空洞,不仅影响到轨枕外观还会影响到其使用质量。
空洞出现的主要原因是砂浆分离、混凝土离析、以及石子过于集中等原因。
此外,如果现场控制混凝土的配合比不合理,有可能使混凝土含水量较少而造成孔洞的出现。
铁路双块式轨枕预制场建场设计技术研究

铁路双块式轨枕预制场建场设计技术研究朱勇战【摘要】作为无砟轨道系统的主要类型之一,双块式轨枕已广泛应用于我国高速铁路,依托双块式轨枕的生产工艺流程要求,从轨枕预制场的整体规划、平面布置以及资源配置等方面对预制场建设进行全面分析。
整体规划应结合全线的生产工期和供求半径确定预制场的生产能力;按照模块化的设计理念对各功能区进行独立设计,以轨枕生产车间模块为中心进行整体平面布置;资源配置时通过选取关键参数进行各功能区占地面积和机械、人员配置的公式化处理,实现双块式轨枕预制场建设的标准化和规范化。
%As one of the main parts of ballastless track, the bi-block sleepers have been widely used in high-speed railways in China. This paper, according to the requirements of production process of bi-block sleepers, comprehensively analyzes how to build a precast yard of bi-block sleepers, from a number of aspects of a precast yard of bi-block sleepers such as the overall planning, plan layout, resource allocation and so on. The paper points out:(1) in the stage of overall planning, the production capacity of a precast yard should be determined in combination with the whole railway line’s production period and in combination with the supply-demand radius;(2) in the stage of the plan layout, every function zone should independently be designed according to the design idea of modularization, and then the overall plan layout should be arranged around the module of sleeper manufacturing shop; ( 3 ) in the stage of resource allocation, the land area of every function zone as well as the machinery and personnel allocation should be formulized by means ofselecting the key parameters, in order that the precast yard of bi-block sleepers can be built with standardization and normalization.【期刊名称】《铁道标准设计》【年(卷),期】2013(000)012【总页数】5页(P54-57,62)【关键词】无砟轨道;双块式轨枕;预制场;整体规划;平面布置;资源配置【作者】朱勇战【作者单位】中铁第五勘察设计院集团有限公司,北京 102600【正文语种】中文【中图分类】U213.31 概述随着我国高速铁路的科学发展,无砟轨道结构广泛应用于高速铁路建设中,双块式轨枕作为无砟轨道结构主要类型之一,具有列车运行平稳性好,线路维修较少,耐久性和可靠度高,经济社会效益明显等优势,在我国的高速铁路建设中被大量采用。