钣喷车间车辆维修进度看板(A0版)
车间钣喷业务提升项目总结报告3
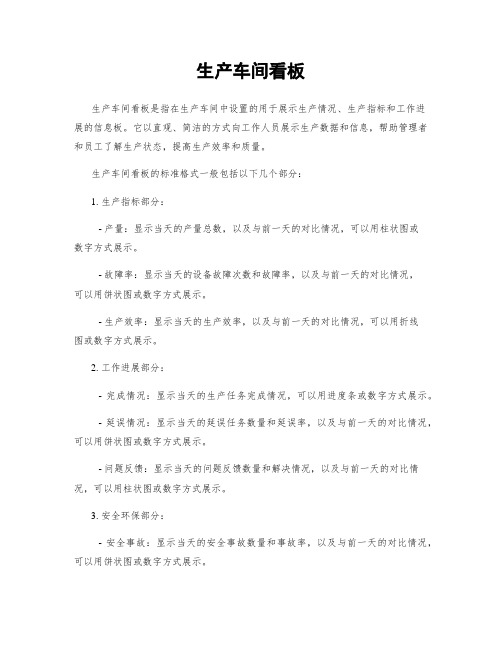
钣喷事故车辆维修进度看板
年
月
日
车型
XX XX XX XX XX
损伤类型 进厂日期/时间
A
XXX
D
XXX
C
XXX
BXBiblioteka XBXXX交车日期/时间
XXX XXX XXX XXX XXX
事故专员
XXX XXX XXX XXX XXX
幅数
1 5 3 2 3
定损 待料 机电 钣金 做底 喷漆 装配 抛光
备注
四、解决方案
目录
一
钣喷业务基本情况
二
钣喷车间问题
三
钣喷车间亮点
四
改善方案
五
改善行动推进
二、钣喷车间存在问题
1. 钣喷车间维修车辆流转慢
维修车辆流转慢主要原因有: 1. 没有对事故车辆损伤类型分类
2. 虽然有做钣喷快修意向,但是没有成为常态。 只是在特殊情况下可以做到小钣喷车辆快速 流转
3. 没有建全的小钣喷车辆快速流动业务流程
焊接面罩不正确使用导致损坏 不正确的喷枪清洗维护
用搭铁线试焊
喷枪清洗不彻底
二、钣喷车间存在问题
5. 作业安全隐患
1. 有可能引起火灾的相关作业时,灭火器必须放在 作业现场旁边
2. 挥发性溶剂储存不当 3. 车身校正进行拉拔作业时需要使用安全绳 4. 安全绳制作方法参照安全绳制作小案例
焊接时保护不足
1343
1205
1609
909
0.13
0.04
0.31
0.09
光照度 风速
:Lux :米/秒
目录
一
钣喷业务基本情况
二
钣喷车间问题
三
钣喷进度一览报表 电子版
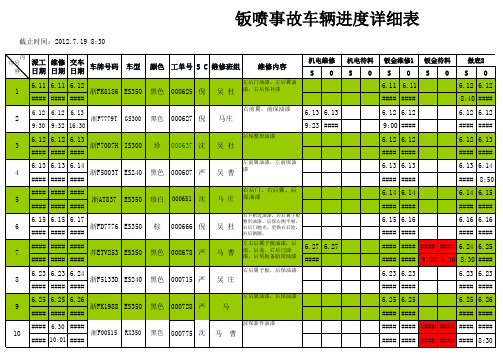
机电维修 S O
机电待料 S O
钣金维修1 S O
钣金待料 S O
做底2 S O
1
浙FK8186 ES350
黑色 000625 倪
吴 杜
6.11 6.11 #### ####
6.12 6.12 8:40 #### 6.12 6.12 #### #### 6.12 6.13 #### #### 6.13 6.14 #### 8:50 6.14 6.15 #### #### 6.16 6.16 #### ####
前保油漆
浙F3B995 ES350
黑色 001058 严
吴 杜
后保更换,油漆
#### #### #### ####
#### #### #### ####
37
浙F936ZB IS250
红
001064 严
吴 曹
左前翼整形油漆
#### #### #### #### #### #### 8:40 9:00 #### 8:30 9:10 9:30 #### #### #### #### #### #### #### #### #### #### 8:30 9:00
GS300
黑色
000934
严
吴杜
前保拆装油漆
7.18 7.19 7.18 7.19 7.19 #### 9:00 #### 9:00 8:00 #### 9:30 #### #### 9:45 #### #### #### #### ####
28
浙F3578U 凯美瑞 黑色 000971 杨
马 杜
后保油漆,右后翼整形 油漆,前保油漆赠送
黑色 000798 严
吴 曹
#### #### 8:30 8:30 8:50 ####
售后表格汇总【范本模板】
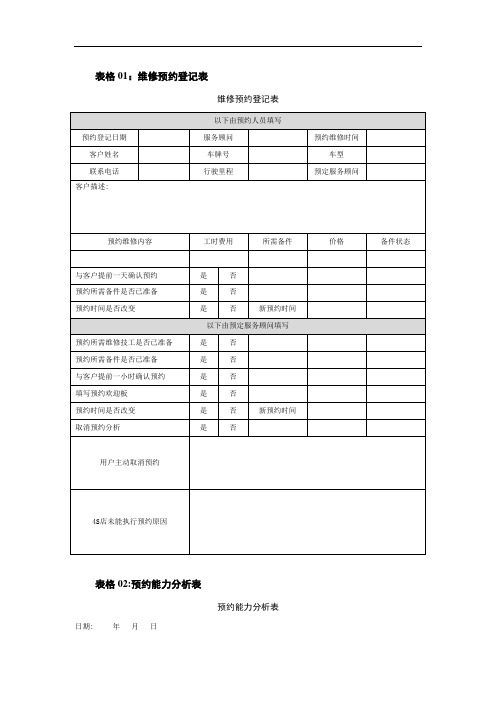
表格01:维修预约登记表
维修预约登记表
表格02:预约能力分析表
预约能力分析表日期: 年月日
注:通过“预约能力分配表”能明确地显示当天各服务顾问、各维修技工的预约安排。
箭头的起点是预约开始时间,箭头止点是客户接车时间,箭头上方注明车牌号。
(如没有上牌照的车辆,请将该车的VIN码的最后5位写在上面)。
表格03:维修报价表
维修报价表
总计金额:
表格04:维修接车单
维修接车单
机电□钣喷□改装□年月日时分
地址:电话:救援电话:
表格05:维修状态看板
维修状态看板
维修过程状态栏包括:维修状况(在修、待料、机加工、等待答复、停工、完工)
表格06:服务项目更改登记表
服务项目更改登记表
表格07:维修车出店检验记录表
维修车出店检验记录表
表格08:维修质量分析表
维修质量分析表
年月日
表格09:返修车处理记录
返修车处理记录
表格10:维修评核表(季度)
维修评核表(季度)
表格11:维修专用工具借用记录表
维修专用工具借用记录表
表格12:内部返修单
内部返修单
表格13:外部返修单
外部返修单
表格14:重复维修统计分析表
重复维修统计分析表
表格15:维修质检跟踪统计表(周)
维修质检跟踪统计表(周)
4S店: 日期:质检员:
表格16:钣喷车辆完工检查单
钣喷车辆完工检查单
修理单号:牌照号码:
检查人: 检查日期:
表格17:发动机总成维修检查记录表
发动机总成维修检查记录表
牌照号:车型:编号:
表格18:维修委托书
维修委托书工单号:汽车客服人员:。
钣金车间生产进度表
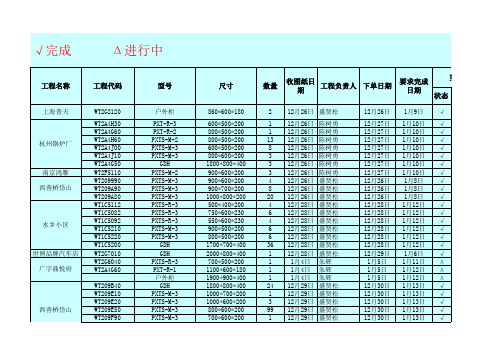
1月13日 1月14日 1月14日 1月5日 1月16日 1月12日 1月12日 1月24日 1月24日 1月24日 1月24日 1月18日 1月18日 1月15日 1月18日 1月18日 1月18日 1月18日 1月19日 1月25日 1月25日 1月25日 1月25日 1月25日 1月25日 1月25日 1月25日 1月25日 1月25日 1月25日
7 12 1 1 2 3 1 24 312 23 14 23 23 1 1 5 3 72 1 22 22 4 1000 1000 1000 1000 1000 1000 200 200 200 200 200
12月29日 1月7日 1月7日 1月8日 1月7日 1月7日 1月10日 1月10日 1月15日
PXT-R-3 PXT-M-3 GBL-2 GBL-2 GBL-2防雨柜 PXT-M-2 GDH HYP-18U/R PZ30HR PXT-M-3 GDH PXT-M-3 PXT-M-4 PXT-M-3 PXTS-M-3 PXT-R-3 pxt-m-3 PZ30JM-12 PXT-R-3 PZ30JR20 PZ30JR12 PXT-R-1 PZ30JR15底壳 PZ30JR15面板 PZ30JR18底壳 PZ30JR18面板 PZ30JR20底壳 PZ30JR20面板 HYP-8底壳 HYP-8面板 HYP-10底壳 HYP-10底壳 HYP-12底壳
备库 备库 备库 备库 备库 备库 备库 备库 备库 备库 备库 备库 备库 备库 备库 备库 备库 备库 备库 WT288220 WT288290 WT288260 WT1A1C60 WTB70021 WT2C6091
WTB66011
HYP-12面板 HYP-15底壳 JR6导轨 HYP-8导轨 HYP-10导轨 HYP-12导轨 HYP-15导轨 HYP-18导轨 HYP-20导轨 调节支架 左支架 右支架 S大托架 S托架 左支架 右支架 H大托架 H小托架 调节支架 PXT-M-3 PXT-M-3 PXT-M-3 PXT-M-3 PZ30J PZ30J 调节支架 S小托架 JR8导轨 JR10导轨 JR12导轨 JR15导轨 JR18导轨 JR20导轨 JR6导轨 PZ30S-16
建立高效的BP汽车维修车间

建立高效钣喷车间
随着进厂维修的钣喷车辆台次的增加,钣喷车间工作效率低下的问题也就日益突出。
在此情况下,很多维修店都在尝试通过增加无尘干磨机和烤漆房等设备,增加钣喷人员以及扩大钣喷车间面积的方法来提高维修能力,但由于需要投入大量资金或车间面积拓展空间的局限,这些方法的作用都比较有限。
那么,维修店应该如何满足不断增加的维修车辆呢?实践证明,提高钣喷车间维修效率是维修店应对问题的最佳方法。
一个高效的钣喷车间应该具备以下要素:
●合理的喷漆车间布局;
●合理人员组织架构作业流程;
●先进的施工工艺;
●最大化的设备利用率;
●科学的数据化管理;。
车间质量看板模板

PZ-3
总装下线率
外部信息投诉跟踪
内部信息投诉跟踪
QCM跟踪
VRT小组工作跟踪
成都天兴仪表股份有限公司
VRT 小 组 看 板
PZ-4
VRT职责:关注质量看板,以数据趋势为导向, 从宏观到微观,发掘、分析、解决质量问题。
车转构VRT
专家组
VRT小组
信息传递机制
PZ-1
质量目标
过程质量:
PPM在上年基础上降 低50%
市场质量:
R/1000@3MIS在上 年基础上降低50%
会议地图
成都天兴仪表股份有限公司
质量看板
质 量 目 标 :1、过程质量PPM在上年基础上降低50%
2、市场质量R/1000@3MIS在上年基础上降低50%
3、下线合格率≧99
领导小组组长: 陈绪强 执行组长: 宋锦
长安团队: STA经理:周林 电器主任:张宇清 STA工程师:李伟
推进办公室:王跃 专家小组:邱建宏
目标绩效 流程与工具 信息流 会议制度 组织架构
车
水
显
整
转
油
示
表
速
表
V
外
表
V
R
装
V
R
T
结
R
T
构
T
杨
曾
V
刘
小
智
R
波
江
勇
T
段
长
宾
Quality Improve Process: QIP质量提升流程,以客户需求为导向,把“顾客的
装车线退情况三包实物情况市场呼声ecbr1000总装下线率质量看板1过程质量ppm在上年基础上降低502市场质量r10003mis在上年基础上降低503下线合格率99外部信息投诉跟踪内部信息投诉跟踪qcm跟踪vrt小组工作跟踪成都天兴仪表股份有限公司vrt职责
生产车间看板
生产车间看板生产车间看板是指在生产车间中设置的用于展示生产情况、生产指标和工作进展的信息板。
它以直观、简洁的方式向工作人员展示生产数据和信息,帮助管理者和员工了解生产状态,提高生产效率和质量。
生产车间看板的标准格式一般包括以下几个部分:1. 生产指标部分:- 产量:显示当天的产量总数,以及与前一天的对比情况,可以用柱状图或数字方式展示。
- 故障率:显示当天的设备故障次数和故障率,以及与前一天的对比情况,可以用饼状图或数字方式展示。
- 生产效率:显示当天的生产效率,以及与前一天的对比情况,可以用折线图或数字方式展示。
2. 工作进展部分:- 完成情况:显示当天的生产任务完成情况,可以用进度条或数字方式展示。
- 延误情况:显示当天的延误任务数量和延误率,以及与前一天的对比情况,可以用饼状图或数字方式展示。
- 问题反馈:显示当天的问题反馈数量和解决情况,以及与前一天的对比情况,可以用柱状图或数字方式展示。
3. 安全环保部分:- 安全事故:显示当天的安全事故数量和事故率,以及与前一天的对比情况,可以用饼状图或数字方式展示。
- 环境指标:显示当天的环境指标,如废水排放量、废气排放量等,以及与前一天的对比情况,可以用柱状图或数字方式展示。
4. 通知公告部分:- 生产计划:显示当天的生产计划和调整情况,以及未来几天的计划安排。
- 重要通知:发布重要的通知和提醒事项,如设备维护、安全注意事项等。
生产车间看板的制作要求如下:1. 显示内容要简洁明了,不宜过于繁杂,以便员工快速了解生产情况。
2. 使用图表和图形等可视化方式展示数据,便于员工直观理解。
3. 字体要清晰可读,颜色要醒目易辨认,以提高信息传递效果。
4. 更新频率要及时,一般每天至少更新一次,以保证信息的准确性。
5. 放置位置要合理,便于员工观看,一般放在生产车间的显眼位置。
生产车间看板的作用:1. 提高生产效率:通过实时展示生产指标和工作进展,激励员工积极参与生产,提高生产效率。
汽车钣金教学进度表精编版

汽车车身结构与维修教学进度表周次课次教学目标教学内容一 1 了解车身在整车中的作用,掌握车身结构,掌握车身用材料,掌握车身焊接基础知识。
掌握气焊、电弧焊、电阻点焊的作业方法,了解惰性气体保护焊及锡焊、铜焊的作业方法。
车身维修概论及焊接工艺2 3 4 、掌握汽车车身结构形式2、记住轿车车身各钣金构件的名称及位置3、了解各汽车钣金件的维修工艺4、掌握不、掌握汽车车身结构形式车身与整车结构及造型的关系车身结构与整车性能的关系车身的构成5 掌握:什么是1、汽车用钢板2、低碳钢3、高强度钢了解:铝制车身的特点和塑料车身的运用轿车车身材料二 1 掌握车身修复的重要性,了解车身修复的工艺种类车身维修概论2 了解气焊的结构,掌握气焊使用的操作方法,了解操作的注意事项气焊的焊接装置3 掌握气焊工艺操作气焊工艺4 掌握气焊操作方法并熟练操作气焊实操5 掌握气焊操作方法并熟练操作气焊实操三 1 掌握气焊操作方法并熟练操作气焊实操2 掌握气焊操作方法并熟练操作气焊实操3 掌握气焊操作方法并熟练操作气焊实操4 掌握气焊操作方法并熟练操作气焊实操5 了解电焊的结构,掌握电弧焊使用的操作电焊法,了解操作的注意事项四 1 掌握电焊,点焊工艺操作电焊.点焊工艺2 掌握电焊,点焊操作方法并熟练操作电焊.点焊工艺3 掌握点焊,电焊操作方法并熟练操作电焊.点焊工艺4 掌握电焊,点焊操作方法并熟练操作电焊.点焊工艺5 掌握点焊,电焊操作方法并熟练操作电焊.点焊工艺五 1 掌握点焊,电焊操作方法并熟练操作电焊.点焊工艺2 掌握点焊,电焊操作方法并熟练操作电焊.点焊工艺惰性气体保护焊3 了解惰性气体保护焊的结构,掌握惰性气体保护焊使用的操作方法,了解操作的注意事项4 掌握惰性气体保护焊焊操作方法并熟练操作惰性气体保护焊实训5 掌握惰性气体保护焊焊操作方法并熟练操作惰性气体保护焊实训六 1 掌握惰性气体保护焊焊操作方法并熟练操作惰性气体保护焊实训2 掌握惰性气体保护焊焊操作方法并熟练操作惰性气体保护焊实训3 了解锡焊与铜焊的结构,掌握锡焊与铜焊使用的锡焊与铜焊操作方法,了解操作的注意事项4 掌握锡焊与铜焊焊操作方法并熟练操作锡焊与铜焊实训5 掌握锡焊与铜焊焊操作方法并熟练操作锡焊与铜焊实训七 1 掌握锡焊与铜焊焊操作方法并熟练操作锡焊与铜焊实训2 了解工具的种类和用途和正确使用一般常用的工具3 了解工具的种类和用途和正确使用车身修复工具4 了解工具的种类和用途和正确使用钣金矫正工具5 了解工具的种类和用途和正确使用钣金矫正工具八 1 掌握车身变形的规律掌握矫正技巧和方法车身变形的矫正2 掌握正面碰撞的损伤规律和修理方法正面碰撞的修复3 掌握正面碰撞的损伤规律和修理方法正面碰撞的修复4 掌握侧向损伤的规律和修理方法侧向损伤的修复5 掌握侧向损伤的规律和修理方法侧向损伤的修复九 1 掌握追尾的损伤规律和修理方法追尾损伤的修复2 掌握追尾的损伤规律和修理方法追尾损伤的修复3 掌握颠覆的损伤规律和修理方法颠覆损伤的修复4 掌握颠覆的损伤规律和修理方法颠覆损伤的修复5 车架变形的规律和矫正方法车架变形的矫正十 1 掌握车身矫正的步骤和注意事项车身矫正过程中的注意事项2 了解板件的画图制作及安装工艺钣金修复基本工艺3 掌握工具的正确使用方法和注意事项工作平台车身锤垫铁和修平刀4 掌握工具的正确使用方法和注意事项撬具、凹坑拉出器和拉杆、吸杯5 掌握工具的正确使用方法和注意事项钢直尺、划针、划规、圆规和样冲十一1 掌握工具的正确使用方法和注意事项剪刀、夹具2 掌握工具的正确使用方法和注意事项装饰件修理工具、门手柄工具3 掌握工具的正确使用方法和注意事项手电钻、风枪4 掌握工具的正确使用方法和注意事项手提砂轮机、圆盘抛光器5 掌握机器的结构和正确操作和注意事项钣金零件压弯成形机十二1 了解车身修复机的结构和操作规范车身修复机结构和使用2 了解钣金大型设备的种类钣金操作常用的大型设备3 掌握划线的基本方法和基本要求划线的基本方法与要求4 掌握画圆弧线和打孔的技巧和方法以及要求打中心孔;圆弧线的划法5 掌握配裁的手法和技巧配裁工艺十 1 掌握手工剪刀的使用方法和技巧以及注意事项手工剪刀的剪切工艺;2 掌握手工剪刀的使用方法和技巧以及注意事项手工剪刀的剪切工艺;3 掌握小型剪切设备的使用方法和技巧以及注意事项小型剪切设备的剪切工艺;三4 掌握大型剪切设备的操作工艺和使用规范大型剪切设备的剪切工艺5 掌握双隆板面的粗加工与矫正工艺双隆板面的粗加工与矫正十四1 掌握双隆板面的粗加工与矫正工艺双隆板面的粗加工与矫正2 掌握修形匙的使用方法修形匙的使用3 掌握修形匙的使用方法修形匙的使用4 掌握双端重载卷边工具的使用双端重载卷边工具的使用5 掌握双端重载卷边工具的使用双端重载卷边工具的使用十五1 掌握敛缝工具的使用敛缝工具的使用2 掌握敛缝工具的使用敛缝工具的使用3 掌握皱缩修复法修整凹坑皱缩修复法修整凹坑4 掌握皱缩修复法修整凹坑皱缩修复法修整凹坑5 掌握车身锉的使用车身锉的使用十六1 掌握车身锉的使用车身锉的使用2 掌握铝质钣金零件的修复技巧和方法以及注意事项铝质钣金零件的修复3 掌握前保险杠的拆装方法和技巧前保险杠的拆装4 掌握机舱盖拆装的技巧和方法机舱盖拆装5 掌握后翼子板拆装技巧和方法后翼子板拆装十七1 掌握车门拆装与调整技巧和方法车门拆装与调整2 掌握后保险杠拆装技巧和方法后保险杠拆装3 掌握后备箱盖拆装技巧和方法后备箱盖拆装4 复习5 复习十八1 理论考试2 实训考试3 实训考试4 实训考试5 实训考试。
钣喷运营--钣喷管理指导手册(6

三、钣喷运营管理的要点
1、车间布局及形象要求 A、车间布局——钣喷车间必须根据工艺流程设置以 下工位: 钣金拆装工位①,钣金修复工位②,车身校正工位③,前 处理打磨工位④,前处理遮蔽工位⑤,中涂房/快修房(视网点情况而定)⑥,烤漆房⑦,后处理抛 光工位⑧。
—— 钣喷车间设计要符合流水线原则,每工序有专门工位。—— 各工位的数量根据网点业务量及场地各有不同,但钣金工位总数(①②③)与油漆工位总数(④⑤⑥⑦⑧)之比应在2:3左右。
C、成本管控
D、质量管控
——为保证产品质量,必须使用公司认证备件,油漆及辅料。——加强过程检验,每一道工序完工必须先自检,再由本班班组长检查。——各工序员工必须对上一工序的工作进行质检,上一道工序不合格不能接手,不允许进行后道工序。油 漆过程质检表见(附件十一)。——过程检验与终检相结合,钣喷作业最终完工,必须进行终检。(见附件十二)——每月应建立返修记录分析表,对于产生返修的原因要分析清楚,追究问题工序及问题工序下一道工序 技工责任,进行考核。——为保证过程质检的执行,可为每台车建立随车的《事故车维修流转表》,随预检及派工单一起跟车流动, 每道工序完毕后必须由先一道工序的人员检查合格后方可接手(见附件十三)。——加强内部质检及返修控制,以内返代替外返,不将问题的车辆流入到用户手中。——对于多次出现的内返问题,应区分问题原因,重点改善。
2、人员配备要求
A、钣金/油漆人员至少各 1 人参加 DCAD 培训并考核合格。B、钣金/油漆人员至少各 1 人在商务工作网上维护。C、钣金/油漆人员备案比例≥50%。D、钣金/油漆人员培训合格比例≥30%。E、钣喷车间应设置钣喷主管,对整个钣金油漆工作进行调度协调,对作业现场进行管理监督(车间 5S 管 理,设备工具使用维护,干磨工艺执行等),对员工的工作进行培训指导。F、月钣喷车辆在 300 台以下,钣喷车间主管可兼质检;300 台以上,钣喷车间需配备一名专职质检员。G、钣金员工数量:油漆员工数量比基本和工位比一样是 2:3。H、喷漆工必须有一名接受过 DCAD 调漆培训,新建网点的油漆调色在 2 个月内应由油漆服务商主要调漆 逐步过渡到网点油漆工自己调漆,确有困难的颜色由油漆服务商调漆人员辅助。J、钣喷人员必要数=钣喷月来厂台次÷工作天数÷技工维修能力(行业干磨按 0.75 计,水磨按 0.45 计)例:钣喷400台/月 工作天数:26天计 干磨 400÷26÷0.75=21(个) 水磨 400÷26÷0.45=34(个)
钣喷进度表

约定交 车时间
月日时 月日时 月日时 月日时 月日时 月日时 月日时 月日时 月日时 月日时 月日时 月日时 月日时 月日时 月日时 月日时 月日时 月日时 月日时 月日时 月日时 月日时 月日时
机修完 工时间
月 日时 月 日时 月 日时 月 日时
钣金 技师
月 日时
月 日时
月 日时
月 日时
月 日时
月 日时
钣喷车间维修进度看板
序 号
车牌号
车型
服务 顾问
1
2
3
4
5
6
7
8
9
10
11 12 13
14
15
16
17 18 19 20 21
22
23
进场 时间
月日时 月日时 月日时 月日时 月日时 月日时 月日时 月日时 月日时 月日时 月日时 月日时 月日时 月日时 月日时 月日时 月日时 月日时 月日时 月日时 月日时 月日时 月日时
总装完 工时间
月日时 月日时 月日时 月日时
抛光 技师
月日时
月日时
月日时
月日时
月日时
月日时
月日时 月日时 月日时 月日时 ห้องสมุดไป่ตู้日时 月日时 月日时 月日时 月日时 月日时 月日时 月日时
月日时
抛光完 工时间
月日 时
暂停 原因
月日 时
月日 时
月日 时
月日 时
月日 时
月日 时
月日 时
月日 时
月日 时
月日 时 月日 时 月日 时 月日 时 月日 时 月日 时 月日 时 月日 时 月日 时 月日 时 月日 时 月日 时
月 日时 月 日时 月 日时 月 日时 月 日时 月 日时 月 日时 月 日时 月 日时 月 日时 月 日时 月 日时
维修进度看板使用说明书

“维修进度看板”使用说明书
维修进度看板由车间负责填写,展示每个工组或工位维修任务的进展情况和显示工位的忙闲情况。
作为后台和前台的信息沟通平台,服务顾问可以从看板了解工位的情况,做好制作任务委托书时科学估计交车时间,还能了解车辆的位置和状况,做好和客户的沟通交流,保障准时交车。
使用说明如下:
1)车辆进入车间,由车间主管或调度人员将车辆的车牌号填写在“车辆信息牌”上;
2)由车间主管或调度人员,依据任务委托书上的维修保养项目内容,将车辆分派至相应工位;
3)“车辆信息牌”左侧边或打“√”位置对应时间为实际开始维修保养工作的时间,右侧对应时间为维修保养工作完成的时间;
4)若工位整日时段均被占用,则将“车辆信息牌“放置在维修进度看板右下角的”待修车辆“的格内,表明车辆等待派工;
5)若该车辆在维修保养工作过程中,发现缺少相关配件/附件,则将“车辆信息牌“放置在维修进度看板右下角”缺件车辆“后的格内,表明车辆缺少相关配件/附件,暂时无法完成维修保养工作;
6)车辆维修保养工作完成后,由车间主管或调度人员将该车辆的“车辆信息牌“移除,并擦掉”车辆信息牌“上的车牌号。
。
07-福特汽车4S店钣喷流程之维修过程和品质控制

07-福特汽车4S店钣喷流程之维修过程和品质控制07-福特汽车4S店钣喷流程之维修过程和品质控制长安福特马自达QC运营指导手册07-维修过程和品质控制一.概述维修作业工单以及“工序间质检表”将跟随车辆,按照维修过程各工序的推进,在不同的地点和人员间流转,相应的人员将遵照上述文件,采用标准工艺,完成相应的作业和文档填写,包括三级检验制度的执行等。
维修过程结束,需确保工单、“工序间质检表”的执行、填写完整无缺。
二.目的确保工单和“工序间质检表”的流转和维修作业是相辅相成的,确保客户的需求得到完全满足及时发现问题,减少车辆外部返修,提高一次修复率确保各工序的顺畅交接,降低无效工时,提高工作效率降低主辅料的浪费,保证合理的成本三.流程图流程名称文件编制单位维修过程和品质控制流程作业流程图客户预约作业流程编号售后服务部日期年月日审批编制版权所有1QC钣喷流程之维修过程和品质控制长安福特马自达QC运营指导手册维修班组将维修信息输入控工系统,派工①在施工栏内签字,开工按照工艺要求,进行本道工序维修②否自检是否合格③通知班组是长,填写内转交下道工序,并更新控工返工看板④单⑥对上道进行否质量检查是否合格⑤是循环以上过程,完成维修项目车间总检员,质检是否合格⑦服务专员生成外返修单生成外返修单否服务专员终检,是否合格⑧是在总检栏签字,准备交车资料维修工单客户对质量的抱怨否通知班组长,填写内返工单否是在工序表总检栏内签字交车是与服务专员一起对车辆检查,是否满意⑨作业指导书审核制作版权所有2QC钣喷流程之维修过程和品质控制长安福特马自达QC运营指导手册流程名称文件编制单位作业编号①客户预约作业流程售后服务部作业名称代号日期年月日作业说明及操作要点辅助表单及资料接到维修需求②③④⑤⑥⑦⑧⑨1、核对车辆互动预检表内的车身损伤与车辆的实际情况;2、核对维修项目内容按标准工艺作业1、将维修过程分工序进行,将喷漆过程分成打底,中涂,遮蔽,面漆,抛光等;2、运用科学先进的维修工艺,按照油漆供应商提供的标准工艺施工。
4S店钣喷车间维修作业管理规定

4S店钣喷车间维修作业管理规定为了确保车间作业及安全生产的顺利进行,严格按4S店的标准流程和要求规范作业,进一步提高客户满意、维修进度和维修质量,结合车间现有实际情况,制定出本要求和规定:维修作业制度:1、调度人员及主管派工时,各班组,人员都应服从作业安排,不得找任何借口拒绝,如对派工安排或工时费等有异议,可向主管提出协调,如无法协调的,也不得拒绝作业,可在作业完工后再向上级部门提出投诉。
对于拒不服从作业安排的人员,对其给予降级试用,停工,调岗,开除等处理,并每次处罚200元,如一年内出现第三次不服从作业安排的,一律给予除名处理。
2、接到作业卡应先看清作业内容和要求完工时间,确认是否可按时完工,如不能按时完工的,应及时向前台接车员或调度人员,主管提出延长作业时间。
同时确认车辆内外观及车内物品等与问诊表上的表示是否相符。
如问诊表上有未做标记的,应马上与前台人员或车间管理人员共同确认,否则出现问题由相关人或班组负全部责任。
3、上一个工序完工后,主修班组或人员应及时把业作卡、问诊表及工时卡一起交与下一工序,并提醒下一工序对车辆内外观,物品等进行确认交接,下一工序确认齐全后应在作业卡及工时卡上注明接收时间并签名。
对于完工后还不及时交与下一工序的,按超时完工处罚。
对于没按规定办理交接手续的,如该车不能按时交车,两个工序都按超时完工处罚。
如车辆内外观等出现问题的,由两个工序共同承担责任,对于丢失作业卡、问诊表或工时卡的,每次处罚20元。
4、进厂的所有车辆都应使用CS件,严格按4S店标准规范要求作业,做到工具、零部件、油水三不落地,不随地丢杂物,如不慎油水沾湿地板应及时清理。
作业完工后更换下来的旧件应及时放到旧件存放室,不得摆放在工位。
违者每次每项处罚20元。
5、严格按作业卡项目及维修标准作业,如发现私自超出工卡项目或不经接车员开单私自作业的,按公司规定处罚,如发现不按工卡项目维修标准进行作业而采取偷工减料、弄虚作假来完成维修项目的,对相关人员的职务一律给予降级处理,停工,调岗,开除等处理,并处罚200元6、作业时应保证车内干净卫生,充分做好防护措施,车内任何部位不得出现油污、水渍、油漆印等,车辆拆件不得直接放置到车上,对于车间停放以及所有钣喷作业的车辆,都应把玻璃窗升上,以防止灰尘进入车内。