控制计划填写说明(示例)
质量控制计划填写作业指导书
质量控制计划填写作业指导书一、引言质量控制计划是在项目管理过程中,确保产品或服务质量达到预期要求的重要工具。
本作业指导书旨在帮助学习者正确填写质量控制计划,以确保项目顺利进行并达到预期目标。
二、质量控制计划要素1. 质量目标详细描述项目的质量目标和标准。
例如,针对软件开发项目,可以设置软件的界面友好性、安全性、稳定性等作为质量目标。
2. 质量策划说明项目组织如何制定和实施质量策略,包括资源分配、质量相关培训计划等内容。
3. 质量控制活动列出项目中将执行的质量控制活动,例如检查和测试的类型、频率、方法等。
4. 质量检查和测试说明项目中需要进行的质量检查和测试,包括质量检查的具体内容、测试的方法与标准等。
5. 报告和记录描述项目中质量控制过程的报告和记录要求,以便监控和评估项目中的质量表现。
6. 缺陷管理说明项目中如何管理缺陷、问题和变更请求,以及如何跟踪解决方案的实施情况。
7. 质量改进计划提出改进项目质量的具体计划和方法,包括引入新的技术或方法,以及如何评估改进计划的效果。
三、填写指南1. 质量目标在此部分填写项目的质量目标和标准。
确保目标具有明确性、可测量性、可实现性,并与项目的其他目标相一致。
2. 质量策划描述项目组织实施质量策略的方式和概要计划。
包括组织成员需要接受的质量培训、相关的资源配备和使用安排等。
3. 质量控制活动根据项目类型和需求,列出具体的质量控制活动。
例如,在软件开发项目中,可以包括代码审查、单元测试、系统测试等活动。
4. 质量检查和测试详细描述质量检查和测试的方法、工具和标准。
确保检查和测试的过程具有可重复性和可验证性。
5. 报告和记录解释项目中质量控制过程的报告和记录要求。
明确报告的频率、内容和收件人,以及记录的存档和访问方式。
6. 缺陷管理提出项目中缺陷管理的具体计划,包括缺陷的报告、分析、解决和验证等流程。
确保团队成员能够及时处理和解决缺陷。
7. 质量改进计划在此部分提出改进项目质量的具体计划和方法。
控制计划范例Control plan

≦0.5mm
目测 visual inspection
1次 one
每件 per piece
流转卡 sign off sheet
返工或拒收 rework or reject
1h 2
筒体与样板的间距 Space between shell and templet ≦1.5mm
内圆模板 sample templet
返工或拒收 rework or reject
1次 one
每件 per piece
流转卡 sign off sheet
返工或拒收 rework or reject
2a
加工中心 管板加工 Machine tube sheet machining Center
管板加工后厚度 sheet thickness
管孔直径 Tube hole diameter
1a
领料 raw material
pick
领料正确 raw material being used
目测 visual inspection
1次 one
每件 per piece
流转卡 sign off sheet
拒收 reject
板厚 plate thickness 等离子切割(冷凝器壳 体,蒸发器壳体,经济 器壳体) plasma cutting(cond shell,evap shell ,econ shell)
板材清洁度 shell cleanness
材料追溯号标记移植 Material trace number stamp 焊接坡口加工 welding groove 坡口机 machining(cond, evap, groove econ) machine 纵缝坡口角度 Longitudinal welding line groove angle 纵缝坡口钝边高度 Longitudinal welding line groove root face height 环缝坡口角度 Twe end welding line groove angle
产品质量先期策划和控制计划(APQP)控制计划栏目填写说明(质量管理)
产品质量先期策划和控制计划(APQP)控制计划栏目填写说明1、样件试生产及生产;样件—在样件制造中,对进行的尺寸测量、材料和性能试验的描述。
试生产—在样件试制后的试生产中,进行的尺寸测量、材料和性能试验的描述。
生产—在正式批产中,对产品/过程特性、过程控制、试验和测量系统的全面文件化描述。
2、控制计划编号;控制计划文件编号可用于追溯。
对多页的控制计划则填写页码(第__页共__页)。
3、零件编号或最新更改水平;填写被控制的系统、子系统或零件的编号。
适用时,填入源于图样规范的最近工程更改等级和发布日期。
4、零件名称或描述;填入被控制产品/过程的名称和描述。
5、供方/工厂;填入制定控制计划的公司/工厂名称。
6、供方代号;填入顾客规定的供方代码(识别号)。
7、主要联系人/电话;填入负责控制计划的主要联系人姓名和电话号码。
8、核心小组;填入负责制定控制计划最终版本的人员姓名和电话号码。
9、供方/工厂批准/日期;填入供方负责的制造批准和日期。
10、日期(编制);填入首次编制控制计划的日期。
11、日期(修改);填入最近修改控制计划的日期。
12、顾客工程批准/日期;如必要,获取负责的工程批准。
13、顾客质量批准/日期;如必要,获取负责的供方质量代表。
14、其他批准/日期;如必要,获取其他同意的批准。
15、零件/过程编号;该项编号通常参照于过程流程图。
16、过程名称/操作描述;识别流程图中最能描述所述活动的过程/操作名称。
17、生产设备;填入制造用机器、装置、夹具、工装。
18、编号;必要时,填入所有适当文件,如:过程流程图、已编号的计划。
潜在失效模式及影响分析和草图(计算机绘图或其他方法绘图)相互参照用的编号。
19、产品;产品特性是在图样或其他主要工程信息中所描述的部件、零件或总成的特点或性能。
所有的特殊特性都应列在控制计划中。
此外,制造者可将在正常操作中进行过程常规控制的其他产品特性都列进。
20、过程;过程特性是与被识别产品特性具有因果关系的过程变量(输入变量)。
fmea及对应控制计划的模板

fmea及对应控制计划的模板FMEA(Failure Mode and Effects Analysis)是一种用于识别和评估潜在故障模式及其对系统性能和安全性的影响的方法。
对应的控制计划是为了降低或消除潜在故障模式的风险而制定的一系列控制措施。
下面是一个常见的FMEA及对应控制计划的模板,供参考:1. FMEA模板:- 故障模式(Failure Mode):列出可能的故障模式。
- 故障原因(Failure Cause):对每个故障模式列出可能的原因。
- 故障影响(Failure Effect):描述每个故障模式对系统性能和安全性的影响。
- 严重度(Severity):评估每个故障模式的严重程度,通常使用1-10的评分,10表示最严重。
- 发现性(Detection):评估当前探测到故障模式的能力,通常使用1-10的评分,10表示最容易发现。
- 发生性(Occurrence):评估每个故障模式发生的可能性,通常使用1-10的评分,10表示最容易发生。
- RPN(Risk Priority Number):根据严重度、发现性和发生性计算出的风险优先级数值,用于确定优先处理的故障模式。
2. 对应控制计划模板:- 控制措施(Control Measures):针对每个故障模式,列出相应的控制措施,以降低或消除风险。
- 负责人(Responsible):指定负责实施和监督控制措施的人员。
- 实施期限(Implementation Deadline):规定控制措施的实施期限。
- 实施状态(Implementation Status):记录控制措施的实施状态,例如已实施、正在实施或未实施。
- 效果验证(Effectiveness Verification):评估控制措施的有效性,可以记录验证方法和结果。
举例说明:假设我们正在开发一款电子产品,其中一个潜在的故障模式是电池过热。
故障原因可能是电池过充、电路设计问题或温度过高等。
控制计划模板3篇
控制计划模板一、控制计划模板控制计划是项目管理中的一个重要环节,可以帮助项目经理监控项目进展,并按照预定计划采取必要的调整措施,保证项目的顺利进行。
下面是一个基本的控制计划模板,供参考:1. 项目概述在此部分中,需要概述项目的目标、范围、要求和其他重要信息,以便更好地掌握项目计划的背景和依据。
2. 变更管理变更管理是指针对项目计划中存在的风险和问题,对计划进行及时的调整和更改,以确保项目进展顺利和按照计划进行。
此部分需要详细说明变更的处理流程和过程,并提供变更管理的相关文档。
3. 任务分解任务分解是指将项目拆分成若干个小任务模块,以便更好地进行管理和监控。
在此部分中,需要对任务分解的流程和内容进行详细描述,并提供一个完整的任务分解表格。
4. 进度管理进度管理是指通过各种手段,对项目进度进行跟踪和监控,以确保项目能够按照计划和时间表进行。
在此部分中,需要提供进度管理图表和报告,并对进度管理流程进行详细说明。
5. 成本管理成本管理是指对项目的成本进行估算和控制,以确保项目的经济效益和利润最大化。
在此部分中,需要提供成本估算表格和成本控制报告,并对成本管理流程进行详细的说明。
6. 质量管理质量管理是指通过各种手段,对项目的质量进行控制和管理,以确保项目能够达到预期的质量标准。
在此部分中,需要提供质量管理计划和验收标准,并对质量管理流程进行详细的说明。
7. 风险管理风险管理是指对项目中可能出现的风险进行评估和控制,以确保项目不会受到不可预测的干扰。
在此部分中,需要提供风险管理计划和风险评估报告,并对风险管理流程进行详细的说明。
8. 沟通管理沟通管理是指对项目中各利益相关者之间的信息交流进行管理和控制,以确保信息传递的准确性和及时性。
在此部分中,需要提供沟通管理计划和沟通报告,并对沟通管理流程进行详细的说明。
以上是一个基本的控制计划模板,可以根据具体项目的需求进行调整和补充。
二、项目控制计划模板1. 项目背景在此部分中,需要对项目的背景、目标、范围、需求和其他重要信息进行详细的介绍,以便更好地为控制计划提供依据和方向。
IATF 16949 新版控制计划 ( 填写范例 )
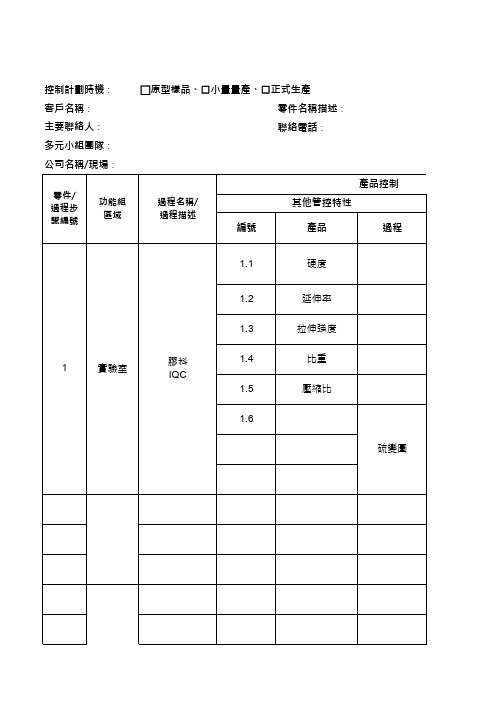
1.6 硫變圖
備註:“●”表示過程特殊特性;“★” 表示產品關鍵特性;“▲”表示產品重要特性
控制
控制計畫編號: 零件編號/最新版本號: 項目工程師/簽署日期:
控制計劃
供應商代碼:
特殊特 性分類
範圍/公差
過程條件 參數或 公差
特殊特 性分類
過程控制 機器/模夾治具
名稱
識別代號
硬度標準值
硬度計
Q001
ASTM D412 ASTM D412
拉伸機
+/- 0.02
ASTM D395
★
硫變儀
Q007
硫變分析
A固定座
R101
B固定座
E202
品重要特性
計劃
維護計畫 每週/次
評估或 測量技術
制定日期:
修訂日期:
客戶工程批準日期(如需要):
客戶品質批準日期(如需要):
其他批準日期(如需要):
監控方法
防錯
抽樣樣品
數量
頻率
Shore A Type M
系統防呆 系統防呆
每批
控制方法
作業指導書 /人員培訓 / PQC1測試
系統防呆
系統防呆
系統防呆
每年/次
1次
每首
使用後保養 使用後保養
正確使用 固定座
工程變更等級:
反應計劃
處理方式 參考文件
負責 人員
安全隱憂
1.重新確認 2.異常反饋單
IQC人員
安全防護要組團隊: 公司名稱/現場:
零件/ 過程步 驟編號
功能組 區域
□原型樣品、□小量量產、□正式生產 零件名稱描述: 聯絡電話:
過程名稱/ 過程描述
控制计划范文质量控制计划及实施资料的范本

控制计划范文质量控制计划及实施资料的范本1 目的提供用来控制特性的过程监视和控制方法,最大限度地减少过程和产品变差,降低成本,提高质量,按顾客要求制造出优质产品。
2 范围适用于本厂所有产品的控制计划。
3 职责项目小组负责制定样件、试生产、生产控制计划4 工作程序4.1 控制计划表的格式4.1.1 如顾客未书面规定,控制计划采用AP手册规定格式。
4.1.2 如顾客未要求提供控制计划,则控制计划可以适用于相同过程、相同原材料生产出来的同一系列的产品。
当顾客有要求时,则须提供顾客具体产品的控制计划。
4.2 控制计划相应栏目应按如下要求填写和制定:4.2.1 控制计划的分类:样件、试生产、生产样件---对发生在样件制造过程中的尺寸测量、材料和性能试验的描述;试生产---对发生在样件之后,全面生产之前的制造过程中的尺寸测量、材料和性能试验的描述;生产---对发生在批量生产过程中的产品/过程特性、过程控制、试验和测量系统的综合描述。
根据适合的AP阶段,选用不同的控制计划,在前面空格处打“ν”符号。
4.2.2 控制计划编号:填入控制计划编号,按《技术文件编号规定》填写。
4.2.3 零件编号/最新更改等级:产品图号/最新图纸日期。
4.2.4 零件名称/描述:产品/过程的名称和描绘。
4.2.5 供方/工厂:制定控制计划的公司/工厂的名称。
4.2.6 供方代码:顾客给定的识别号(代码),如顾客没有给定,则不填。
4.2.7 主要联系人/电话:负责控制计划的主要联系人姓名和电话。
4.2.8 核心小组:负责制定控制计划最终版本的所有人员姓名和电话。
4.2.9 供方/工厂批准/日期:控制计划由总工批准,填入姓名和批准日期。
4.2.10 日期(编制):首次编制控制计划的日期。
4.2.11 日期(修订):最近修订控制计划的日期。
4.2.12 顾客工程批准/日期:如必要,获取顾客工程部门的批准。
4.2.13 顾客质量批准/日期:如必要,获取顾客质量部门的批准。
控制计划范例

控制计划
第1页,共12页
□样件试生产□生产
控制计划编号
主要联系人/电话
徐为义
日期(编制)
03/30/
日期(修改)
零件号/更新更改水平
核心小组王文正、陈峰
顾客工程批准/日期(如需要)
零件名称/描述
11.1125钢球
供方/工厂批准/日期
顾客质量批准/日期(如需要)
供方/工厂:易腾公司
重庆滚动体有限公司
顾客质量批准/日期(如需要)
供方/工厂:易腾公司
重庆滚动体有限公司
供方代号
其它批准/日期(如需要)
其它批准/日期(如需要)
零件/过
程编号
过程名称/
操作描述
生产
设备
特性
特殊
特性
分类
方法
反应计划
编号
产品
过程
产品/过程
规范/公差
评价/
测量技术
样本
控制方法
容量
频率
50
酸洗
酸洗槽
表面质量
无伤痕裂纹
目测
100%
主要联系人/电话
日期(编制)
03/30/
日期(修改)
零件号/更新更改水平
核心小组
顾客工程批准/日期(如需要)
零件名称/描述
11.1125钢球
供方/工厂批准/日期
顾客质量批准/日期(如需要)
供方/工厂:易腾公司
重庆滚动体有限公司
供方代号
其它批准/日期(如需要)
其它批准/日期(如需要)
零件/过
程编号
过程名称/
零件名称/描述
11.1125钢球
供方/工厂批准/日期
【推荐】controlplan范例-word范文 (5页)

本文部分内容来自网络整理,本司不为其真实性负责,如有异议或侵权请及时联系,本司将立即删除!== 本文为word格式,下载后可方便编辑和修改! ==controlplan范例篇一:CONTROL PLAN-样本控制计划 CONTROL PLANPage 1 of 7Page 2 of 7Page 3 of 7Page 4 of 7Page 5 of 7篇二:CONTROL PLAN-控制计划样本中国3000万经理人首选培训网站控制计划 CONTROL PLAN篇三:Example-Control Plan篇四:Control Plan 编制说明控制计划方法控制计划第___页共___页下方是碰焊小組提供的碰焊問題點:1.脫焊2.分流3.虛焊4.炸火5.間隙6.變形7.焊芯小8.漏焊9.尺寸不良10.燒傷等目录概述1 控制计划栏目描述1) 样件、试生产、生产 2) 控制计划编号3) 零件编号/最新更改水平 4) 零件名称/描述 5) 供方/工厂6) 供方代号7) 主要联系人/电话 8) 核心小组9) 供方/工厂批准/日期 10) 日期(编制)11) 日期(修订)12) 顾客工程批准/日期 13) 顾客质量批准/日期 14) 其它批准/日期 15) 零件/过程号16) 过程名称/操作描述17) 制造用机器、装置、夹置、工装(生产设备)特性18) 编号 19) 产品 20) 过程21) 特殊特性分类方法22) 产品/过程规范/公差 23) 评价/测量技术 24) 样本容量/频率 25) 控制方法 26) 反应计划2. 过程分析3. 补充材料A) 设备:设定主要过程控制计划的示例B) 设备:以机加工为主的过程控制计划示例C) 设备:以夹具/输送台为主的过程控制计划示例D) 设备:以工装为主的过程控制计划示例E) 人员:以操作人员为主的过程控制计划示例 F) 材料:以材料或部件为主的过程控制计划示例 G) 方法:以预防维护为主的过程控制计划示例 H) 环境:以气候为主的过程控制计划示例 I) 控制计划表格J) 控制计划检查清单K) 控制计划特殊特性工作单L) 座标值。
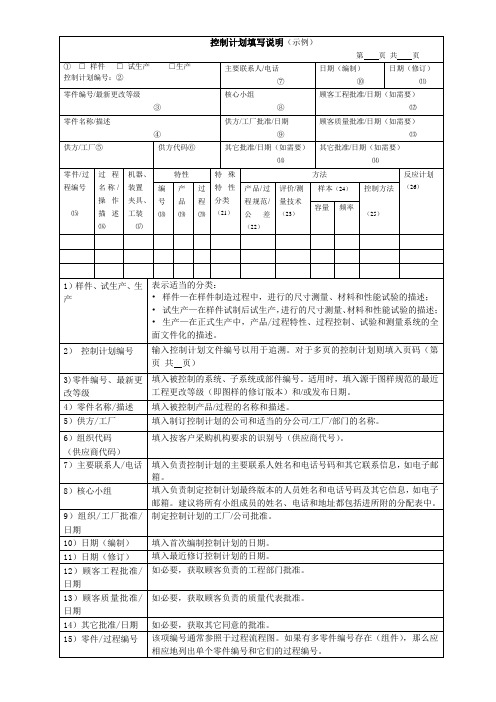
控制计划填写说明

填入被控制产品/过程的名称和描述。
5)供方/工厂
填入制订控制计划的公司和适当的分公司/工厂/部门的名称。
6)组织代码
(供应商代码)
填入按客户采购机构要求的识别号(供应商代号)。
7)主要联系人/电话
填入负责控制计划的主要联系人姓名和电话号码和其它联系信息,如电子邮箱。
8)核心小组
填入负责制定控制计划最终版本的人员姓名和电话号码及其它信息,如电子邮箱。建议将所有小组成员的姓名、电话和地址都包括进所附的分配表中。
15)零件/过程编号
该项编号通常参照于过程流程图。如果有多零件编号存在(组件),那么应相应地列出单个零件编号和它们的过程编号。
16)过程名称/操作描述
系统、子系统或部件制造的所有步骤都在过程流程图中描述。识别流程图中最能描述所述活动的过程/操作操作识别加工装备,诸如制造用的机器、装置、夹具或其它工具。
表11-2控制计划填写说明(示例)
第页共页
①□样件□试生产□生产
控制计划编号:②
主要联系人/电话
⑦
日期(编制)
⑩
日期(修订)
⑾
零件编号/最新更改等级
③
核心小组
⑧
顾客工程批准/日期(如需要)
⑿
零件名称/描述
④
供方/工厂批准/日期
⑨
顾客质量批准/日期(如需要)
⒀
供方/工厂⑤
供方代码⑥
其它批准/日期(如需要)
•试生产—在样件试制后试生产,进行的尺寸测量、材料和性能试验的描述;
•生产—在正式生产中,产品/过程特性、过程控制、试验和测量系统的全面文件化的描述。
2)控制计划编号
输入控制计划文件编号以用于追溯。对于多页的控制计划则填入页码(第页共页)
项目质量控制计划模板

项目编号:****科技有限公司项目质量控制策划项 目 名 称:项目起止时间:项 目 负 责 人:制: 核: 准:年 月 日一. 项目要求 主要性能项次技术指标要求结构及工艺要求 接口要求环保要求标识要求特殊要求环境及可靠性要求包装防护运输要求编审批技术要求示例 2:技术改进项目要求二. 项目策划、评审与实施1 。
项目设计方案及评审2 。
项目实施资源识别与配置2.1 人力资源 所在部门 项目组成员 资源名称姓名 分工 实现方案名称 评审进度 评审人员 完成进度 设计人员 监督参预评审人员立项内容 立项目的 项目目标 主要性能项次 拟参预评审部门/岗位2.2 设备资源2.3 供应商资源2.4 产品设计及监控任务名称 主设计 辅助设计 设计评审 计划完成时间 监督2.5 样件制作及监控任务名称 责任人 供应商/生产协作 计划进度 监督2.6 样件检验和试验、验证供应商联络电话 供应商联络人 建议供应商 外协件名称 服务范围 协调配置方式 到位时间 资源名称 责任人 规格 监督数量协作部门成员检验试验名称 责任人 验证人员 记录整理 计划进度 监督备注:按照《设计开辟控制程序要求》要求,验证结束需要提供样件验证报告, 附所有测试实测记录,并备份保留.2.7 样件质量评审质量评审项次 评审附件资料 评审人员 完成时间 监督备注:按照《设计开辟控制程序要求》要求评审结束需要提供样件评审报告。
2.8 样件交付样件交付监控样件交付监控内容 责任人 交付进度 监督责任人 供应商/协作部门或者岗位 计划进度 监督2.9 小批试制任务名称2.10 项目确认确认内容责任人参预确认岗位/人员计划进度监督三. 其他3 。
1 生产成本分析(按照单件计算)项目结构加工成本辅件综合成本喷漆成本包装运输成本合计样件小批量产预估3.2 未来市场前景分析项目概述未来客户群主要应用前景估计批投期间估计年需求。
控制计划填写说明书

控制计划控制计划是对控制产品所要求的系统及过程的形成文件的描述。
控制计划的指导文件APQP(产品质量先期策划)手册第六章控制计划方法论控制计划的信息来源工艺流程图;设计/过程失效模式及后果分析;特殊特性;从相似零件得到的经验;负责人员对过程的了解;设计评审;优化方法;控制计划的编制人员多方论证小组控制计划的项目1 样件、试生产、生产表示适当的分类,在相应名称前方框内打“√”表示控制计划的阶段(如此阶段为生产控制计划则在“生产”前方框内打“√”):①样件:在试制过程中,进行的尺寸测量、材料和性能试验的描述。
②试生产:在样件试制后试生产,进行的尺寸测量、材料和性能试验的描述。
③生产:在正式生产中,产品/过程特性、过程控制、试验和测量系统的全面文件化描述。
2 控制计划的编号填写控制计划编号,记录顺序号编号方法见《技术文件管理办法》。
3 零件编号/最新更改等级填写被控制产品的零件编号。
适用时,填入源于图样规范的最近工程更改等级和/或发布日期。
4 零件名称/描述填写被控制产品的名称及相关说明。
.5 供方/工厂填写公司名称。
6 供方代码如顾客指定公司识别号时,则填写该识别代号。
7主要联系人/电话填写负责控制计划的主要联系人姓名及电话。
8核心小组填入负责制定控制计划最终版本的人员的姓名和电话号。
9供方/工厂批准/日期由技术部经理批准。
10日期(编制)填入首次编制控制计划的日期。
11日期(修订)填入最近修订控制计划的日期。
12顾客工程批准/日期如必要时,获取负责的工程批准。
13顾客质量批准/日期如必要时,获取顾客代表批准。
14 其它批准顾客以外的批准。
15零件/过程编号通常参照过程流程图编号。
如果有多零件编号存在(组件),那么应相应地列出单个零件编号和它们的过程编号。
16过程名称/操作描述参照过程流程图中的过程/操作名称。
17机器、装置、夹具、工装过程需用的加工装备,如制造用的机器、装置、夹具或其它工具。
18编号必要时,填入如(但不限于)过程流程图FMEA和草图相互参照用的特性编号。
控制计划填写要求MicrosoftWord文档
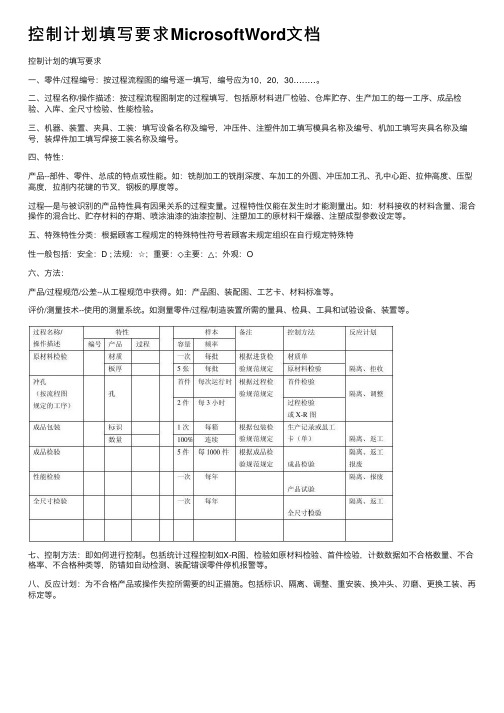
控制计划填写要求MicrosoftWord⽂档控制计划的填写要求⼀、零件/过程编号:按过程流程图的编号逐⼀填写,编号应为10,20,30‥‥‥‥。
⼆、过程名称/操作描述:按过程流程图制定的过程填写,包括原材料进⼚检验、仓库贮存、⽣产加⼯的每⼀⼯序、成品检验、⼊库、全尺⼨检验、性能检验。
三、机器、装置、夹具、⼯装:填写设备名称及编号,冲压件、注塑件加⼯填写模具名称及编号、机加⼯填写夹具名称及编号,装焊件加⼯填写焊接⼯装名称及编号。
四、特性:产品--部件、零件、总成的特点或性能。
如:铣削加⼯的铣削深度、车加⼯的外圆、冲压加⼯孔、孔中⼼距、拉伸⾼度、压型⾼度,拉削内花键的节叉,钢板的厚度等。
过程—是与被识别的产品特性具有因果关系的过程变量。
过程特性仅能在发⽣时才能测量出。
如:材料接收的材料含量、混合操作的混合⽐、贮存材料的存期、喷涂油漆的油漆控制、注塑加⼯的原材料⼲燥器、注塑成型参数设定等。
五、特殊特性分类:根据顾客⼯程规定的特殊特性符号若顾客未规定组织在⾃⾏规定特殊特性⼀般包括:安全:D ; 法规:☆;重要:◇主要:△;外观:O六、⽅法:产品/过程规范/公差--从⼯程规范中获得。
如:产品图、装配图、⼯艺卡、材料标准等。
评价/测量技术--使⽤的测量系统。
如测量零件/过程/制造装置所需的量具、检具、⼯具和试验设备、装置等。
七、控制⽅法:即如何进⾏控制。
包括统计过程控制如X-R图,检验如原材料检验、⾸件检验,计数数据如不合格数量、不合格率、不合格种类等,防错如⾃动检测、装配错误零件停机报警等。
⼋、反应计划:为不合格产品或操作失控所需要的纠正措施。
包括标识、隔离、调整、重安装、换冲头、刃磨、更换⼯装、再标定等。
控制计划范本3篇

控制计划范本控制计划范本第一篇:控制计划的概述和作用一、控制计划的概述控制计划是项目管理中的一个重要文件,它是规划阶段的重要产物之一。
通过控制计划,项目的管理团队可以识别和管理项目中的风险和变化,确保项目按时、按质地完成。
控制计划是对项目执行情况进行监督和对变化进行管理的工具,是实现成功的项目管理的关键。
二、控制计划的作用1、计划实现监控控制计划的主要目的是确定目标和计划,帮助项目在预算和时间方面保持在预期的范围内。
它可以帮助项目管理团队对项目的执行情况进行监督,以确保项目按计划进行。
由于大多数项目在执行的过程中会遇到一些问题和变化,控制计划可以帮助管理团队快速调整计划和执行方式,以便及时解决问题,确保项目成功完成。
2、规避风险控制计划还可以帮助团队预测项目中可能面临的风险,并在风险发生之前制定应对措施。
这种方法可以减少项目因意外情况出现的影响,并保证项目的顺利进行。
3、调整资源分配控制计划可以帮助管理团队对项目所需的人力资源、物力资源、时间资源等进行分配和调整。
由于项目执行的不可预测性,可能会导致一些资源需要进行扩大或缩小。
控制计划可以帮助团队有效地调整资源分配,以更好地适应实际执行情况。
4、对进度进行调整控制计划可以帮助团队对计划进度进行调整,以确保项目可以按时完成。
它可以帮助管理团队监督工作量和质量,并对项目进程进行有效的调整。
第二篇:制定控制计划的步骤一、确定计划的目标在制定控制计划之前,需要先确定计划的目标。
这个目标应该是基于项目的整体目标,并具备可测量性。
例如,在一个销售营销项目中,计划目标可能是提高总销售额10%,而这个目标可以通过对实际销售额进行比较来进行衡量。
二、识别和评估风险接下来,需要帮助团队确定可能出现的风险,并对这些风险进行评估。
风险评估可以帮助团队更好地理解可能出现的问题,并制定针对性的应对措施。
三、明确控制措施和标准根据风险评估的结果,需要确定项目的控制措施和标准。
线束控制计划模板-概述说明以及解释
线束控制计划模板-范文模板及概述示例1:线束控制计划是指在制造过程中管理线束组件的一项重要文件。
通过制定线束控制计划,可以确保线束组件在生产过程中得到正确的安装和组装,从而提高产品的质量和可靠性。
以下是一个线束控制计划模板,供参考:1. 项目概述- 项目名称:- 项目描述:- 项目周期:- 项目目标:2. 管理团队- 项目经理:- 线束工程师:- 质量控制员:3. 范围和目标- 定义所涉及的线束组件- 确定线束组件的安装和组装要求- 确定线束质量控制方法4. 资源需求- 人员需求:- 设备需求:- 材料需求:5. 时间计划- 制定线束安装和组装时间表- 设定质量检查时间节点- 制定问题解决时间表6. 质量控制- 制定线束质量控制标准- 制定线束测试方法- 设定线束检查频率7. 风险管理- 确定可能影响线束质量的风险- 制定应对风险的计划- 设定风险评估标准8. 沟通计划- 制定沟通计划,确保团队成员之间的信息流畅- 设定沟通频率和方式- 设立问题反馈渠道9. 变更管理- 制定变更管理流程- 确定变更申请程序- 设定变更评审标准10. 评估和改进- 制定线束控制计划的评估方法- 收集项目数据进行评估- 提出改进建议并制定改进计划以上是一个简单的线束控制计划模板,可根据具体项目需求进行调整和修改。
制定一个完善的线束控制计划可以帮助企业有效管理线束组件,提高产品质量,降低生产成本,确保项目顺利完成。
示例2:线束控制计划模板是指一个用于管理线束控制过程的计划模板。
线束控制是指对线束的设计、制造和安装过程进行管理和控制,以确保线束的质量和性能达到预期的标准。
线束控制计划模板通常包括以下几个部分:1. 项目背景和目标:在这部分,需要说明项目的背景信息和目标,包括项目名称、目的、范围和预期结果等内容。
2. 负责人和团队:在这部分,需要列出线束控制过程的负责人和团队成员,包括他们的职责和联系方式。
3. 时间表和里程碑:在这部分,需要制定线束控制过程的时间表和里程碑,以确保项目按时完成。
项目里程碑控制计划模板
项目里程碑控制计划模板一、项目概述本项目旨在描述项目里程碑控制计划模板的内容和要求,为项目管理人员提供一个有效的工具,以确保项目按时交付并实现相关目标。
二、项目里程碑定义里程碑是项目进展中的关键节点,代表项目完成的一个重要阶段或达到的一个特定目标。
里程碑的确定应该具备以下特点:1. 具体明确:里程碑应该明确表示项目的重要阶段或目标;2. 可衡量:里程碑应该具有可量化的指标;3. 重要性:里程碑应该对项目的进展和成果具有重要意义;4. 可验证:里程碑完成应该是可验证的,可以通过检查完成的成果或达到的目标来进行验证。
三、项目里程碑控制计划模板以下是一个项目里程碑控制计划模板的示例,可以根据具体项目的需求进行调整和修改。
1. 里程碑名称:(填写项目里程碑的名称)描述:(对里程碑进行简要描述,包括里程碑的目标和重要性)2. 里程碑要素:- 时间安排:指定里程碑的预计完成日期和实际完成日期;- 关键成果:列出必须完成的关键任务或项目成果;- 负责人:指定负责监督和推动里程碑的责任人;- 里程碑评估:对里程碑的进展和达成情况进行评估和监控;- 问题识别和解决:及时识别和解决里程碑中出现的问题和障碍。
3. 里程碑控制计划:a) 里程碑的启动和规划阶段:- 确定项目的目标和范围;- 制定项目进度计划和时间安排;- 确定里程碑的关键成果和目标;- 指定里程碑的负责人和监督机构。
b) 里程碑的执行和监控阶段:- 监控项目进展,确保里程碑按计划完成;- 及时识别和解决里程碑中出现的问题和障碍;- 定期评估和记录里程碑的完成情况;- 与相关方沟通和协调,确保里程碑的顺利完成。
c) 里程碑的验收和总结阶段:- 验收里程碑的关键成果和目标;- 提取里程碑的经验教训和教训;- 总结里程碑的完成情况,为后续项目提供参考。
四、总结项目里程碑控制计划是项目管理中的重要工具,能够帮助项目团队有效管理和控制项目进展。
通过明确里程碑的定义和要素,制定详细的控制计划,项目管理人员可以更好地监控和管理项目的关键节点,确保项目的顺利进行和按时交付。
控制计划--样板

一次
每班
初始设定
见反应计划附 件
3
磁悬液浓度
0.1~0.5CC
测定试管
一次
每三班
填与记录表
见反应计划附 件
7
钻孔
摇臂钻+钻模
1
孔径
钻头尺寸
0 5
游标卡尺
加工前检验
操作工控制
见反应计划附 件
2
孔位
钻模控制
00.8
目测标识
加工前确认
操作工控制
见反应计划附 件
3
孔口毛刺
无毛刺
目测标识
100%
操作工控制
见反应计划附 件
10
涂油、入库
1
20#机械油
所有加工面涂 摸均匀
目测
100%
操作工控制
见反应计划附 件
2
托盘
码放整齐、标 识清楚
每托盘
操作工控制
见反应计划附 件
11
发运
按发货单(装箱 单)核对零件 号、发货数量
目测
100%
操作工控制
见反应计 划附件
见反应计划附 件
8
磁粉探伤
磁粉探伤机
1
无缺陷
无损检测△10来自%检测记录见反应计划附 件
2
通电电流
周向:2000A
径向:6000AT
观察表计
一次
每班
初始设定
见反应计划附 件
3
磁悬液浓度
0.1~0.5CC
测定试管
一次
每三班
填与记录表
见反应计划附 件
9
检验
2
几何尺 寸
序5+6
游标卡尺+目测 标识
控制计划填写说明(示例)
26)反应计划
反应计划规定了为避免生产不合格产品或操作失控所需要的纠正措施。这些措施通常应是最接近过程的人员(操作者、作业准备人员或主管)的职责,并应在计划中清晰地指定。
在所有的情况下,可疑或不合格的产品由反应计划指定的负责人员进行清晰地标识,隔离和处理。本栏还可用来标注特定的反应计划编号并标识反应计划的负责人员。
15)零件/过程编号
该项编号通常参照于过程流程图。如果有多零件编号存在(组件),那么应相应地列出单个零件编号和它们的过程编号。
16)过程名称/操作描述
系统、子系统或部件制造的所有步骤都在过程流程图中描述。识别流程图中最能描述所述活动的过程/操作名称。
17)制造用机器、装置、夹具、工装
适当时,对所描述的每一操作识别加工装备,诸如制造用的机器、装置、夹具或其它工具。
24)样本容量/频率
当需要取样时,列出相应的样本容量和频率。
25)控制方法
对于一个有效的控制计划,这是一个至关重要的因素。这一栏包含了对操作将怎样进行控制的简要描述,必要时包括程序编号。
所用的控制应是基于对过程的有效分析。控制方法取决于所存在的过程类型。可以使用(但不限于)统计过程控制、检验、防错和抽样计划等来对操作进行控制。
特性(包括18、19、20)
识别该过程/操作需要控制的产品特性或制造过程参数。
18)编号
这个编号是指产品特性或过程特性的编号。必要时,填入诸如(但不限于)过程流程图、已编号的计划、图纸等相互参照用的编号。
19)产品(特性)
产品特性是指在图样或其它主要工程信息中所描述的部件、零件或总成的特点或性能。核心小组应从所有来源中组成重要产品特性的产品特殊特性,所有的特殊特性都应列在控制计划中,此外制造者可将在正常操作中进行过程常规控制的其它产品特性都列入。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
这一栏目用பைடு நூலகம்标注被确定为特殊特性的符号。
方法(包括22〜25项)
使用程序和其它工具控制过程的系统的计划。
22)产品/过程规范/ 公差
规范/公差可以从各种工程文件,诸如(但不限于)图样、材料标准、计算 机辅助设计数据、制造和/或装配要求中获得。
23)评价/测量技术
这一栏标明了所使用的测量系统和测量方法。它包括测量零件/过程/制造装
7)主要联系人/电话
填入负责控制计划的主要联系人姓名和电话号码和其它联系信息,如电子邮
箱。
8)核心小组
填入负责制定控制计划最终版本的人员姓名和电话号码及其它信息,如电子
邮箱。建议将所有小组成员的姓名、电话和地址都包括进所附的分配表中。
9)组织/工厂批准/日期
制定控制计划的工厂/公司批准。
10) 日期(编制)
相应地列出单个零件编号和它们的过程编号。
16)过程名称/操作描 述
系统、子系统或部件制造的所有步骤都在过程流程图中描述。识别流程图中
最能描述所述活动的过程/操作名称。
17)制造用机器、装 置、夹具、工装
适当时,对所描述的每一操作识别加工装备,诸如制造用的机器、装置、夹 具或其它工具。
特性(包括18、19、
(23)
容量
频率
1)样件、试生产、生 产
表示适当的分类:
?样件一在样件制造过程中,进行的尺寸测量、材料和性能试验的描述;
?试生产一在样件试制后试生产,进行的尺寸测量、材料和性能试验的描述;?生产一在正式生产中,产品/过程特性、过程控制、试验和测量系统的全 面文件化的描述。
2)控制计划编号
输入控制计划文件编号以用于追溯。对于多页的控制计划则填入页码(第 页共_页)
置所需的量具、检具和/或试验装置。
24)样本容量/频率
当需要取样时,列出相应的样本容量和频率。
25)控制方法
对于一个有效的控制计划,这是一个至关重要的因素。这一栏包含了对操作 将怎样进行控制的简要描述,必要时包括程序编号。
所用的控制应是基于对过程的有效分析。控制方法取决于所存在的过程类 型。可以使用(但不限于)统计过程控制、检验、防错和抽样计划等来对操 作进行控制。
表11-2控制计划填写说明(示例)
第页共页
① 口样件口试生产□生产
控制计划编号:②
主要联系人/电话
⑦
日期(编制)日期(修订)
⑩ (11)
零件编号/最新更改等级
③
核心小组
⑧
顾客工程批准/日期(如需要)
(12)
零件名称/描述
④
供方/工厂批准/日期
⑨
顾客质量批准/日期(如需要)
(13)
供方/工厂⑤
供方代码⑥
3)零件编号、最新更 改等级
填入被控制的系统、子系统或部件编号。适用时,填入源于图样规范的最近 工程更改等级(即图样的修订版本)和/或发布日期。
4)零件名称/描述
填入被控制产品/过程的名称和描述。
5)供方/工厂
填入制订控制计划的公司和适当的分公司/工厂/部门的名称。
6)组织代码
(供应商代码)
填入按客户米购机构要求的识别号(供应商代号)。
填入首次编制控制计划的日期。
11) 日期(修订)
填入最近修订控制计划的日期。
12)顾客工程批准/日期
如必要,获取顾客负责的工程部门批准。
13)顾客质量批准/日期
如必要,获取顾客负责的质量代表批准。
14)其它批准/日期
如必要,获取其它同意的批准。
15)零件/过程编号
该项编号通常参照于过程流程图。如果有多零件编号存在(组件),那么应
控制计划的描述应反映在制造过程中实施的策划和战略。如果使用复杂的控
制方法,计划中将引用特疋的文件名称和/或编号。
26)反应计划
反应计划规定了为避免生产不合格产品或操作失控所需要的纠正措施。 这些措施通常应是最接近过程的人员(操作者、作业准备人员或主管)的职 责,并应在计划中清晰地指定。
在所有的情况下,可疑或不合格的产品由反应计划指定的负责人员进行 清晰地标识,隔离和处理。本栏还可用来标注特定的反应计划编号并标识反 应计划的负责人员。
其它批准/日期(如需要)
(14)
其它批准/日期(如需要)
4
零件/过
程编号
(15)
过程 名称/操作 描述(16)
机器、 装置 夹具、 工装
(17)
特性
特殊 特性 分类
(21)
方法
反应计划
(26)
编
号
(18)
产 品(19)
过
程
(20)
产品/过 程规范/公差
(22)
评价/测
量技术-
样本(24)
控制方法
(25)
20)
识别该过程/操作需要控制的产品特性或制造过程参数。
18)编号
这个编号是指产品特性或过程特性的编号。必要时,填入诸如(但不限于) 过程流程图、已编号的计划、图纸等相互参照用的编号。
19)产品(特性)
产品特性是指在图样或其它主要工程信息中所描述的部件、零件或总成的特
点或性能。核心小组应从所有来源中组成重要产品特性的产品特殊特性,所 有的特殊特性都应列在控制计划中,此外制造者可将在正常操作中进行过程
常规控制的其它产品特性都列入。
20)过程(特性)
过程特性是与被识别产品特性具有因果关系的过程变量(输入变量)。过程
特性仅能在其发生时才能测量出。核心小组应识别和控制其过程特性的变差
以最大限度减少产品变差。对于每一个产品特性,可能有一个或更多的过程
特性。在某些过程中,一个过程特性可能影响数个产品特性。