注塑工艺卡(样式)
注塑成型工艺卡
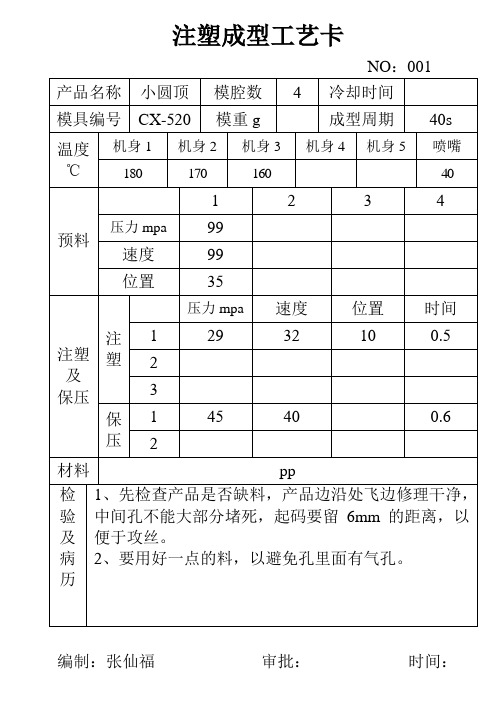
产品名称
透明小罩
模腔数
1
冷却时间
10s
模具编号
CX-122
模重g
成型周期
20s
温度
℃
机身1
机身2
机身3
机身4
机身5
喷嘴
190
180
160
40
预料
1
2
3
4
压力mpa
99
速度
99
位置
注塑及
保压
注塑
压力mpa
速度
位置
时间
1
2
3
保压
1
2
材料
聚苯乙烯(透苯)
检验及
病历
1、先检查产品有无缺料,表面有无银丝,透明度要好,产品四边卡扣这里不能断裂,底部不能破裂。放在纸箱里装好,要轻拿轻放。
2、生产的时候,料先放在烘箱里烘2个小时。温度一般100摄氏度,1个小时翻一下料,避免结块。
编制:张仙福审批:时间:
注塑成型工艺卡
NO:022
产品名称
桌面
模腔数
1
冷却时间
60s
模具编号
CX-833
模重g
成型周期
90s
温度
℃
机身1
机身2
机身3
机身4
机身5
喷嘴
190
180
160
40
预料
1
2
3
4
压力mpa
2、再检查产品螺纹处有无起泡变形,影响装配。
3、鸟盆表面要平整,加筋处不能有明显凸起,顶针这里不能定白,影响外观。
编制:张仙福审批:时间:
注塑成型工艺卡
NO:012
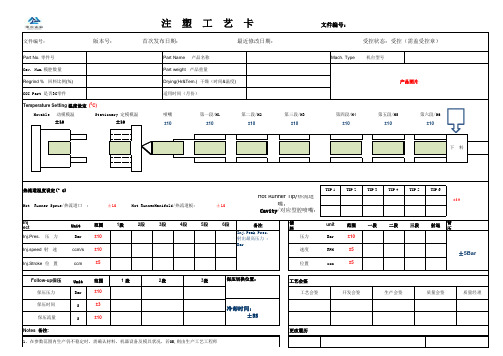
注塑工艺卡 海天

注塑工艺卡
编号:CQ/ZS-001
NO:
产品名称
设备型号
MA1600
物料名称
产品毛重
(g) 回料比例
产品型号 模具编号
设备编号 模具腔数
物料型号 色母代号
产品单重 水口重量
(g) (%)
(g)
成型温度
射嘴
一段
二段
三段
四段
五段
六段
色母重量 是否烘料 烘料温度 烘料时间
±10(℃)
□是 □否
(℃)
(h)
cqzs001产品名称设备型号ma1600物料名称产品毛重回料比例产品型号设备编号物料型号产品单重模具编号模具腔数色母代号水口重量成型温度10一段二段三段四段六段色母重量是否烘料烘料温度烘料时间关模设定一段二段三段低压高压关模行程mm开模设定四段三段二段一段位置mm位置mm压力bar压力bar压力bar速度速度射出设定六段四段三段二段一段保压设定四段三段二段一段位置mm压力bar压力bar速度速度时间s时间s顶出设定顶出一段顶出二段顶退二段顶退一段顶退次数储料设定一段二段三段四段位置mm一段位置mm压力bar压力bar速度二段速度时间s背压kgcm2中子ab中子a控制方式成型周期射胶时间冷却时间保压时间循环时间产品颜色压力bar速度时间s工作方式半自动时间全自动电眼全自动产品冷却方式强制风冷自然冷却模具温度备注1
速度(%)
时间(s)
时间(s)
顶出设定 顶出一段 顶出二段 顶退二段 顶退一段 顶退次数
储料设定
一段
二段
三段
四段
五段
位置(mm)
一段
位置(mm)
/
压力(Bar)
压力(Bar)
速度(%)
注塑工艺卡

mm S S Bar X
± 5 ± 2 ±0.1 ±30
备注:
1,在参数范围内生产仍不稳定时,需确 认材料,机器设备及模具状况,若OK,则
由生产工艺工程师修改工艺卡 2, 闭模监控时间比实际闭模时间多0.1秒 3, 射出终点Cushion参考 ccm 4,首次PPAP机台编号 5, 需阻塞模穴生产时,而超出参数范围 的,可使用由生产工艺工程师签字的临 时手工工艺卡。
200± 10
下 料 口
Tip6
Tip2
Tip3
nner Manifold(Ref.)
200±10 2
Hot Runner tip 对应的Cavity
200± 10 C1 ,C2
200± 10 C3, C4 计量
N/A N/A Unit mm/s ccm Bar
N/A N/A 1
N/A N/A 2
N/A N/A
射出 射速 注射行程 注射压力 保压 保压压力 保压时间 保压速度
Unit ccm/s ccm Bar
1
3
4
± 10 ± 5 ± 20
1 (Packing)
± 10 ± 5 ± 20
2(holding)
± 10 ± 5 ± 20
± 10 ± 5
计量速度 计量行程 背压
KJSJ
产品名称 模具号 模腔数量 模穴分布图 1 2 Up 3 上4 5 6 7 8
青岛凯建塑胶包装有限公司注塑工艺卡
版本号: 生效日期: 2010/9/15
173壳体 KJZ-001 8
机台型号 机器吨位 螺杆直径
HX88 88
Ton mm mm Bar S
材料号 材料类型 回料比例(%) 干燥时间 色母比例(%) 色母号 材料干燥
注塑模具工艺卡(6页)
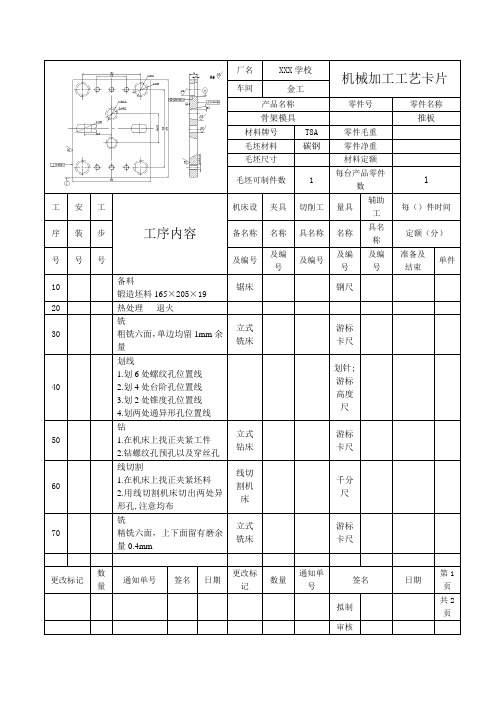
机械加工工艺卡片车间金工产品名称零件号零件名称骨架模具推板材料牌号T8A 零件毛重毛坯材料碳钢零件净重毛坯尺寸材料定额毛坯可制件数 1 每台产品零件数1工安工工序内容机床设夹具切削工量具辅助工每()件时间序装步备名称名称具名称名称具名称定额(分)号号号及编号及编号及编号及编号及编号准备及结束单件10 备料锻造坯料165×205×19锯床钢尺20 热处理退火30 铣粗铣六面,单边均留1mm余量立式铣床游标卡尺40 划线1.划6处螺纹孔位置线2.划4处台阶孔位置线3.划2处锥度孔位置线4.划两处通异形孔位置线划针;游标高度尺50 钻1.在机床上找正夹紧工件2.钻螺纹孔预孔以及穿丝孔立式钻床游标卡尺60 线切割1.在机床上找正夹紧坯料2.用线切割机床切出两处异形孔,注意均布线切割机床千分尺70 铣精铣六面,上下面留有磨余量0.4mm立式铣床游标卡尺更改标记数量通知单号签名日期更改标记数量通知单号签名日期第1页拟制共2页审核机械加工工艺卡片车间金工产品名称零件号零件名称骨架模具推板材料牌号T8A 零件毛重毛坯材料碳钢零件净重毛坯尺寸材料定额毛坯可制件数 1 每台产品零件数1工安工工序内容机床设夹具切削工量具辅助工每()件时间序装步备名称名称具名称名称具名称定额(分)号号号及编号及编号及编号及编号及编号准备及结束单件80 钳工1.钻扩铰两处锥度孔2.钻扩铰四处台阶孔立式钻床塞规90 钳工攻6-M10螺纹孔螺纹攻丝机床螺纹塞规100 磨磨上下两面.达粗糙度要求平面磨床千分尺110 钳工钳工修毛刺及锐边倒钝手工120 检验130 入库更改标记数量通知单号签名日期更改标记数量通知单号签名日期第 2页拟制共 2页审核机械加工工艺卡片车间金工产品名称零件号零件名称骨架模具型芯材料牌号T8A 零件毛重毛坯材料碳钢零件净重毛坯尺寸材料定额毛坯可制件数 1 每台产品零件数1工安工工序内容机床设夹具切削工量具辅助工每()件时间序装步备名称名称具名称名称具名称定额(分)号号号及编号及编号及编号及编号及编号准备及结束单件10 备料锻造坯料¢28×58锯床钢尺20 热处理退火30 粗车粗车大端面及外圆卧式车床游标卡尺40 半精车半精车小端面及各处外圆,并留有0.5mm磨量,其它达图示要求卧式车床游标卡尺50 热处理淬火HRC大于5560 磨磨达图示尺寸要求平面磨床千分尺70 检验80 入库更改标记数量通知单号签名日期更改标记数量通知单号签名日期第1页拟制共1页审核机械加工工艺卡片车间金工产品名称零件号零件名称骨架模具斜导柱材料牌号T8A 零件毛重毛坯材料碳钢零件净重毛坯尺寸材料定额毛坯可制件数 1 每台产品零件数1工安工工序内容机床设夹具切削工量具辅助工每()件时间序装步备名称名称具名称名称具名称定额(分)号号号及编号及编号及编号及编号及编号准备及结束单件10 备料锻造坯料¢23×75锯床钢尺20 热处理退火30 粗车粗车大端面及外圆卧式车床游标卡尺40 半精车半精车小端面及各处外圆,并留有0.5mm磨量,其它达图示要求卧式车床游标卡尺50 铣铣两面,保证尺寸12.8mm立式铣床游标卡尺60 热处理淬火HRC大于5570 磨磨达图示尺寸要求平面磨床千分尺80 线切割线切割保证22.5度线切割角度尺90 检验100 入库更改标记数量通知单号签名日期更改标记数量通知单号签名日期第1页拟制共1页审核机械加工工艺卡片车间金工产品名称零件号零件名称骨架模具动模底板材料牌号45# 零件毛重毛坯材料碳钢零件净重毛坯尺寸材料定额毛坯可制件数 1 每台产品零件数1工安工工序内容机床设夹具切削工量具辅助工每()件时间序装步备名称名称具名称名称具名称定额(分)号号号及编号及编号及编号及编号及编号准备及结束单件10 备料锻造坯料165×205×37锯床钢尺20 热处理退火30 划线1.划2-¢6通孔位置线2.划4-¢6通孔位置线3.划4-¢13通孔位置线划针;游标高度尺40 铣半精铣六面,注意上下面留有余量.其它各面达图示要求立式铣床游标卡尺50 钻1.钻2-¢6通孔2.钻4-¢6通孔3.钻4-¢13通孔立式钻床游标卡尺60 磨磨上下面达表面粗糙度要求平面磨床千分尺70 钳工去毛刺80 检验90 入库更改标记数量通知单号签名日期更改标记数量通知单号签名日期第1页拟制共1页审核机械加工工艺卡片车间金工产品名称零件号零件名称骨架模具推杆固定板材料牌号45# 零件毛重毛坯材料碳钢零件净重毛坯尺寸材料定额毛坯可制件数 1 每台产品零件数1工安工工序内容机床设夹具切削工量具辅助工每()件时间序装步备名称名称具名称名称具名称定额(分)号号号及编号及编号及编号及编号及编号准备及结束单件10 备料锻造坯料99×205×17锯床钢尺20 铣粗铣半精铣六面,达图示要求立式铣床游标卡尺30 划线1.划4处螺纹孔位置线2.划4处台阶孔位置线立式铣床游标卡尺40 钻1.钻4-M6螺纹底孔2.钻4-¢6通孔3.钻4-¢13台阶孔立式钻床游标卡尺螺纹神魂塞规50 检验60 入库更改标记数量通知单号签名日期更改标记数量通知单号签名日期第1页拟制共1页审核。
无锡职业技术学院塑料件注射成型工艺卡

旧底图总号 原 使用设备 直连式烘干设备 加热时间 2h 料 盛料高度 保温时间 4-8h 3 干 底图总号 翻料时间 冷却方式 热空气 燥 120 4 处 干燥温度℃ 2h 签名 理 干燥时间 日期
标记 处数 更改文件号 签 名 日 期
编制(日期)
会签(日期)
批准(日期)
无 锡 职业技术学院
材 料 名 称 零 件 净 重 设 编 备 号
塑料零件注射工艺卡片
ABS 20g G54—S200/400 KJ2-00 4 注 射 成 形 工 艺 材 料 牌 号 零 件 毛 重 料 筒 温 度 第一段 第二段 第三段 第四段 第五段 料 颜 色 g 耗 定 额 消 200~210 210~230 180~200
型腔数量 模 具 附 件 总 图 高 号 名
320 45 称 数量
顶 出 高
℃ 喷 压 注 力 MPa 保
180~190 70~90 50~70 30~60
螺杆转速r/min 零件成形后处理
甲基硅油 工时 准终 单件
嵌 件 媒体编号
热处理方式 退火 加热温度 110-130 保温温度 120
1 干燥处理,控制物料的含水量小于0.3﹪ 2 清洗料筒 注射过程 停机,清洗料筒,保护螺杆或可以控制在 180℃保温. 审核(日期)
零部件图号 零部件名称 微黄色 30 注 射 成 形 时 间 S 模 加 料 刻 度 工 序 内 容 g/件 闭 模 注 射 保 压 冷 却 启 模 总时间 温℃ 螺杆类型 脱模剂 工 艺 装 备 直连式烘干设备 PE KJ2-00 模具 XS-ZY-300注塑机 PE 透气盖 共1页 第1页 1
每台件数 15 3~5 15~30 15~30 10 40~70 50~70 B
注塑工艺卡片

会签/日期
注塑工艺卡片
产品型号 零件名称 零件图号 开模参数 项目 开模5 开模4 开模3 开模2 开模1 转盘滑板参数 项目 左快 左慢 右快 右慢 工位选择 单模初位 压力% 速度% 项目 射胶1 射胶2 射胶3 射胶4 射胶5 保压1 保压2 温度参数℃ 1段 2段 3段 4段 5段 6段 油温 烘料温度 烘料时间 型腔温度 后模温度 压力% 速度% 位置mm 压力% 速度% 位置mm 项目 关模1 关模2 关模3 低压 高压 压力% 产品材质 产品颜色 模具编号 锁模参数 速度% 位置mm 项目 顶进1 顶进2 顶退1 顶退2 顶针方式 注塑工艺参数 时间S 项目 保压3 熔胶1 熔胶2 熔胶3 松退 冷却方式 冷却时间 压力% 速度% 位置mm 时间S 压力% 模 数 周 期
产品净重
料柄重量 设备型号 顶针参数 速度% 位置mm
备注:以上注塑工艺参数变更由授权指定人员根据实际情况具体调整!但须经过产品确认判定!工艺更改后需填写工艺更改记录表! 允许修改参数范围:压力±10,速度±10,时间±0.5,位置±2,背压±1,温度±10。
更改单编号
ቤተ መጻሕፍቲ ባይዱ
更改标记
更改者
校对
编制/日期 校对/日期 审核/日期
注塑工艺卡(新)

XXXXXX公司
零件名称
型 号
注塑工艺卡
图 号
文件编号
模具编号产品材质模穴来自量进胶方式模具结构
冷却方式
标准周期(S)
单个标准重量(g)
单模标准重量(g)
料杆标准重量(g)
55
合模(±10)
中子(±10)
项目
压力㎏/㎝2
速度f
位置mm
中子使用
合模快速
动作方式
合模低压
项目
压力㎏/㎝2
H2
H3
H4
备注:
(1)注塑件尺寸公差应符合产品图纸要求。
(2)注塑件外观应光洁,不允许有色差;气泡;飞边;缩痕顶白;充料不足;开裂;变形;擦毛等缺陷。
(3)字板商标;认证标记等字符要清楚和正确,符合订单之要求.
(4)根据不同批次原料来调整以上工艺参数,并记录。
(5)拌色料的冷却时间在原基础上再加十秒.
速度f
延时s
位置㎜
合模高压
中子进
开模(±10)
中子退
项目
压力㎏/㎝2
速度f
位置mm
射出
开模一慢
项目
压力㎏/㎝2
速度f
延时s
位置㎜
开模快速
射出1
开模二慢
射出2
托模(±10)
射出3
托模方式
保压1
托模次数
保压2
项目
压力㎏/㎝2
速度f
延时s
位置㎜
储料
托模进
背压
托模退
松退
示图:
冷却
料管温度℃(±15℃)
喷嘴
H1
标准工时(秒/件)
定额(模/6h)
注塑工艺卡

7.其它: 5, 需阻塞模穴生产时,而超出参数范围 的,可使用由生产工艺工程师签字的临时手 工工艺卡。 制表 日期 批准 日期 注 :Ref. 表示参考值
注
部件名称 模具号 模腔数量 总成 2010 4
塑
工
版本号:
艺
A 2010.G 2010.H卡ຫໍສະໝຸດ 文件编号 2012-4-20
产品编号 机器编号 机台型号 机器吨位 螺杆直径ø 低压闭模间隔
产品名称 设备厂家 材料名称 材料类型 回料比例(%) 干燥时间 色母比例(%) 色母号 产品用料
平塑片、止动件
宁波海天集团 ABS —— 5 30 0.4 794928 3×4 g 终止位置 5±2 20±5 40±10 % 分钟 %
名称 压力 托模进 45±10 托模退 40±10 座台 50±10 调模 50±10 公模吹气 母模吹气 保压转换选择:0
储料/射退/冷却设定 速度 延迟 时间 30±10 40±10 40±10 30±10 0 0 0 0
终止位置 45±10
名称 射出#1 射出#2 射出#3 射出#4 保压#1 保压#2 保压#3
特别工艺说明: 选项: 说明: 1.抽芯动作 2.顶杆强制回位 3.特别顶出 4.模水路示意 5.产品调湿处理 6.毛边/水口修除
注射时间 射出最高压力
S Bar
0.5 400 3.00 X
± 0.1 ± 30 4
产品单重X型腔数 (g) 水口总重 (g) 总重 (g) 短射重量 (g)
3.200 15.200 11.600
压力 80±10 70±10 0 0 80±10 80±10 0
时间 10±3 10±3 4±2 2±1 2±1 0
终止位置 10±3 0 0 0
注塑工艺卡(样式)

序号
变更原因
变更标示
变更内容
变更日期 变更确认 变更批准
制表:
审核:
批准:
□是
□否
3、材料:
胶料名称
4、烘料条件: 5、模温要求: 6、成型温度(℃)
是否烘料
前模温度 (℃)
后模温度 (℃) 射咀
□是 一段
压力(Bar)
关模设定
速度(%)
快速
慢速
位置(mm) 压力(Bar)
射一
射二
射出设定 速度(%)
位置(mm)
时间(s)
压力(Bar)
储料设定
速度(%)
储料一
储料二
中子进
位置(mm) 压力(Bar) 速度(%)
位置(mm)
烘料温度 (℃)
冷却/加热方式:
冷却/加热方式:
二段
三段
低压
高压
射三
射四
射退
时间(s)
原料牌号 烘料时间
(h) □机水
□机水 四段
□冷水 □冷水 五段
□否 □ 热水 □ 热水
六段
颜色
□热油 □热油
□发热管 □发热管
压力(Bar)
开模设定
速度(%)
一慢
快速
二慢
位置(mm) 压力(Bar)
保一
保二
保三
保压设定 速度(%)
位置(mm)
时间(s)
压力(Bar)
顶出设定
速度(%)
顶出1
顶出2
中子退
位置(mm) 压力(Bar) 速度(%) 位置(mm)
时间(s)
背压(kg/cm2)
螺杆转速(RPM)
备注 1、工艺条件允许调整范围为±5%;2、如工艺条件调整超出±5%,则需重新送样确认,合格后于下表中做变更记录。
注塑成型工艺卡
注塑成型工艺卡
NO:021
产品名称
反光罩
模腔数
1
冷却时间
10s
模具编号
CX-122
模重g
成型周期
20s
温度
℃
机身1
机身2
机身3
机身4
机身5
喷嘴
190
180
160
40
预料
1
2
3
4
压力mpa
99
速度
99
位置
注塑及
保压
注塑
压力mpa
速度
位置
时间
1
2
3
保压
1
2
材料
ABS
检验及
病历
1、先检查产品有无缺料,表面有无银丝和起皮,产品里面两个脚不能断裂,放在袋子里装好。
检验及
病历
1、先检查产品是否缺料,再检查产品边沿有无毛边,整个产品有无起泡变形,影响外观,
2、修好的产品必须用冷水泡,再装袋子。
编制:张仙福审批:时间:
注塑成型工艺卡
NO:010
产品名称
小柱子
模腔数
2
冷却时间
模具编号
CX-122
模重g
成型周期
温度
℃
机身1
机身2
机身3
机身4
机身5
喷嘴
190
180
160
时间
1
2
3
保压
1
2
材料
pp
检验及
病历
1、先检查产品有无缺料,产品内部有无起泡变形,两端飞边要修平整,产品表面要无毛边。
2、产品修好泡水冷却,再装袋子
注塑工艺卡模板
时间(S)
20
4 / / 背压 8 8 8
开位置 200 165 105 / /
5
6
关位置 195 0 0 / /
中子/顶出
作业注意事项:
脱模方式 压力 速度
时间
(S)
中子B进 100 70 行程控制
中子B退 100 60
6.5
位置、设定
审核/日期:
批准/日期:
速度 50 75 55 42 / 18 / /
储料 75 75 75 40
开位置 130 140 265 125 380
压力 95 100 95 75 / 45 / /
100 100 100 50 关位置 0 0 0 0 160
位置 300 120 35
0 / / / / 位置 100 165 334 15 顺序阀 阀门6 阀门7 阀门8 阀门9 阀门10
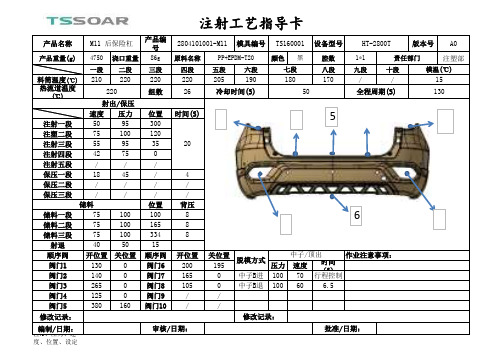
注射工艺指导卡
产品名称 产品重量(g)
M11 后保险杠
产品编 号
4750 浇口重量 86g
2804101001-M11 模具编号 TS160001
原料名称
PP+EPDM-T20
颜色 黑
设备型号 腔数
HT-2800T
版本号 A0
1*1
责任部门
注塑部
一段 二段
三段
四段
五段
六段
料筒温度(℃) 210
220
220
220
热流道温度
(℃)
220
组数
26
射出/保压
205
190
冷却时间(S)
七段
八段
180
170
50
九段
十段
/
注塑工艺卡
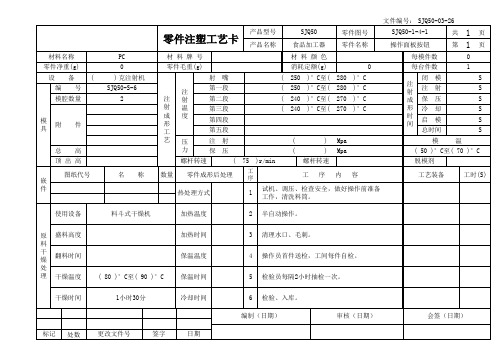
工 序
零件图号 零件名称
SJQ50-1-4-1 操作面板按钮 每模件数
1 1
0 1
页 页
( 250 )°C至( 280 )°C ( 250 )°C至( 280 )°C ( 240 )°C至( 270 )°C ( 240 )°C至( 270 )°C
S S S S S S
模腔数量
模 具
附
件
总
高
( 50 )°C至( 70 )°C 脱模剂 工艺装备 工时(S)
顶 出 高 图纸代号 嵌 件
共 第
零件注塑工艺卡
产品名称 材料名称 零件净重(g) 设 编 备 号 ( PC 0 ) 克注射机 SJQ50-S-6 2 材 料 牌 号 零件毛重(g) 0 每台件数 闭 模 注 射 成 形 时 间 注 射 保 压 冷 却 启 模 总时间 ( ( )r/min ) ) 螺杆转速 工 序 内 容 Mpa Mpa 模 温
干燥时间
1小时30分
冷却时间
6
检验、入库。
编制(日期)
审核(日期)
会签(日期)
标记
处数
更改文件号
签字
日期
零件成形后处理
热处理方式
1
试机、调压、检查安全,做好操作前准备 工作,清洗料筒。 半自动操作。
使用设备
料斗式干燥机
加热温度
2
原 料 干 燥 处 理
盛料高度
加热时间
3
注塑工艺卡片 模板
总周期
抽芯油缸动作参数
1
2
3
计量长度 mm
注射时间
4
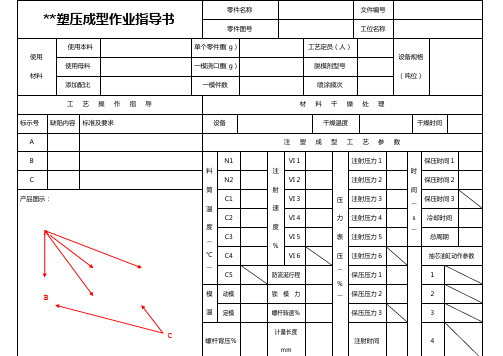
**塑压成型作业指导书
使用 材料
使用本料 使用母料 添加配比
工艺操作指导
标示号 缺陷内容 标准及要求
A
B
C
产品图示:
A
B C
零件名称 零件图号 单个零件重(g) 一模浇口重(g) 一模件数
设备
N1 料
N2 筒
C1 温
C2 度 ︵ C3 ℃ C4 ︶
C5 模 动模 温 定模
螺杆背压%
文件编号
工位名称
工艺定员(人) 脱模剂型号 喷涂频次
设备规格 (吨位)
材料干燥处理
干燥温度
注
VI 2 射
VI 3 速
VI 4 度
VI 5 %
VI 6
防流涎行程
锁模力
螺杆转速%
注射压力 1
注射压力 2
压 注射压力 3
力 注射压力 4
表 注射压力 5
压 注射压力 6 ︵
保压压力 1 % ︶ 保压压力 2
保压压力 3
保压时间 1 时
注塑记录工艺卡

╱
╱
╱ ╱ ╱
※注塑工艺参数
※射胶 射一 射二 射三 射四 保一 保二 保压转换 位置/mm 时间/sec ╱ 速度/% 压力/% 位置/mm 时间/sec ╱ ╱ ╱ ╱ ※储料 熔一 熔二 熔三 松退 背压 速度/% 压力/% 位置/mm 时间/sec 注塑时间 冷却时间 注塑终点 零件重量 水口重量 定模水路 动模水路
其他部分
sec sec mm g g 组 组
备注说明:1、打“※”为重要控制参数,调校允许公差为±5%,其余参数为±10%,超出调较公差则须检讨并记录本成型条件。2、为保护模具,锁模参数里面的低压 控制在10以内,防止模具损坏。3、炮筒温度在装模前可根据该试模材料来进行设定;计量可根据型腔大小程度来进行设定,但是必须从小到大逐步进行;速度,压 力也必须从低到高逐步进行设定。4、制品的脱模良好否?有无发白现象?管理尺寸,尺寸公差,实测值良否?外观(缩水,冷胶印,熔接线等)良否? 取出制品方 便否?有无因排气不良导致的烧黑,缩水?制品的充填状态良好否? 制表: 陈华刚 生产科: 品管部: 日期:
凯达文具有限公司
注 塑 工艺卡
产品图号 周期/s 客户名称 模数 机序号 零件名称 机型号 注塑形式 模具编号 材质/颜色
※温控部分参数(℃)
射咀 80% H1 H2 H3 H4 H5 H6 油温 芯腔温度/℃ 定模温度/℃ 动模温度/℃
开模行程
项目 慢速
制表: 陈华刚 开模2
(mm)
※开锁模参数 ※锁模参数
位置/mm 项目ห้องสมุดไป่ตู้快速
日期: 锁模2
※开模参数
速度/% 压力/%
生产科:
项针参数
位置/mm 项目 项针1 项针2 ╱ 退针1 退针2 形式 速度/% 压力/% 时间/sec ╱ ╱ ╱ ╱ 次数 位置/mm ╱ ╱
注塑产品工艺卡片

注塑成型工艺卡片
注射机 型号 产品名称及图号 模腔数 产品单重 总重 单件体积 总体积 产品参 投影面积 数 总投影面积 外形尺寸(H-V-W) 最大壁厚 最小壁厚 抽芯数 嵌件数 料筒温度(前、中、后) 喷嘴温度 模具温度 注射压力 注射时间 保压温度 注塑工 保压压力 艺参数 保压时间 冷却时间 锁模压力 螺杆转速 成型周期 加工地点 委托 单位 名称 厂家 牌名、品级 颜色 混合比 预备干燥温度、时间 比容 比热容 导热系数 收缩率 熔点 热分解温度 最大注塑容量 最大注射压力 最大锁模力 最大开模行程 最大装模尺寸 最大封闭高度 最小封闭高度 喷嘴球径 喷嘴口径 定位孔径 顶杆直径 液压系统油温 计量行程 工
注塑成型工艺参数卡

注塑成型工艺参数卡
机器编号:
客户
-
水口比例
零件名称
设备吨位
零件编号
烘烤温度/时间
用料
零件颜色
段数 压力Bar 速度%
一段
二段 注 三段
射 四段 五段
六段
注射时间:
转保模式
转保压值
保 保压 压力Bar
第一段 压 第二段
速度%
第三段
段数 压力Bar 速度%
顶出一段
顶 顶出二段
顶退一段 出 顶退二段
6 7 8
不用 不用 不用 不用 不用 不用 不用 不用
零 件 简 图
1、冷冻机温度设定为16℃【正负5】 备 注 2、注塑温度正负5℃。
页码 第1页 共1页
版本号
版本修订/描述
编制/日期 审核/日期 批准/日期 标准化/日期
顶出延时 0.0 顶退延时
顶出模式
顶出次数
动作 压力Bar 速度%
A进
抽 A退
B进 芯 B退
C进
C退
压力Bar 速度%
1段
合 2段
3段 模 4段
低压
高压
1段
2段 开 3段
模 4段 5段
6段
冷却时间
其 他
生产模式
成型周期 射台模式
位置mm
时间s 位置mm
0.0 位置mm
位置mm
段数
储 第一段 第二段
料 第三段
第四段
料 第一段 筒
压力Bar 背压Bar 第二段 第三段
速度% 第四段
位置mm 抽胶压力 抽胶速度 抽胶距离 抽胶模式 储前冷却
第五段 第六段 第七段
注塑工艺卡--模板
第五段/H5 ±10
第六段/H6 ±10
下
料
热流道温度设定(°C) Hot Runner Sprue/热流道口 : ±10 Hot RunnerManifold/热流道板: ±10
TIP 1
TIP 2
TIP 3
TIP 4
TIP 5
TIP 6 ± 10
Hot Runner Tip/热流道嘴: Cavity/对应型腔喷嘴:
文件编号: 受控状态:受控(需盖受控章)
Mach. Type 机台型号
版本号:
首次发布日期:
Part Name 产品名称
Part weight 产品重量 Drying(Hr&Tem.) 干燥(时间&温度) 适用时间(月份) 产品图片
第一段/H1 ±10
第二段/H2 ±10
第三段/H3 ±10
第四段/H4 ±10
±5Bar
Follow-up保压 保压压力 保压时间 保压流量 Not±3 ±10
1段
2段
3段
保压切换位置:
工艺会签 工艺会签 开发会签 生产会签 质量会签 质量经理
冷却时间: ±5S
更改履历
1。在参数范围内生产仍不稳定时,需确认材料,机器设备及模具状况,若OK,则由生产工艺工程师
提请质量工程师变更工艺参数。不得擅自更改工艺导致工艺超差。 2。需阻塞模穴生产时,而超出参数范围的,可使用由生产工艺工程师&质量工程师签字的临时手工工艺卡。
注
文件编号:
Part No. 零件号 Cav. Num.模腔数量 Regrind % 回料比例(%) CCC Part 是否3C零件 Temperature Setting 温度设定 (0C) Movable 动模模温 ±10 Stationary 定模模温 ±10 喷嘴 ±10
注塑成型工艺卡
上
后
前
下 后模 核准:
慢速关模
关模快速
关模低压
关模高压
开模一慢
开模快速
开模二慢
开模终止
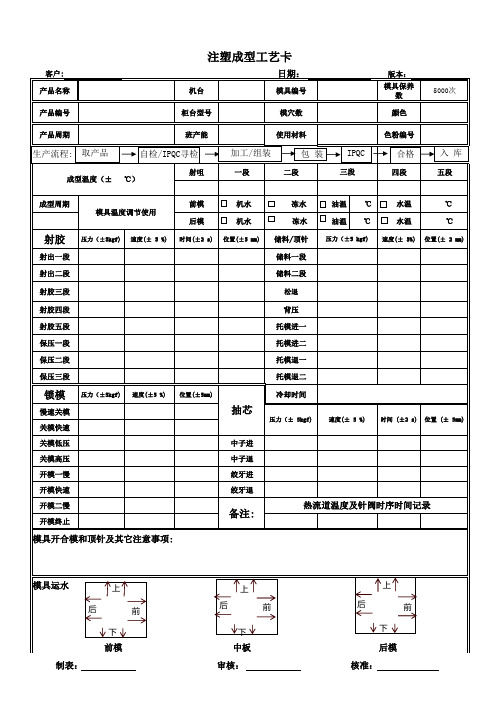
模具开合模和顶针及其它注意事项:
抽芯
中子进 中子退 绞牙进 绞牙退
备注:
托模退二 冷却时间
压力(± 5kgf)
速度(± 5 %) 时间 (±2 s) 位置 (± 5mm)
热流道温度及针阀时序时间记录
模具运水
上
后
前
制表:
下 前模
上
后
前
下 中板 审核:
前模
机水
后模
机水
时间(±2 s) 位置(±5 mm)
冻水 冻水 储料/顶针
油温 ℃
水温
℃
油温 ℃
水温
℃
压力(±5 kgf) 速度(± 5%) 位置(± 2 mm)
射出一段
储料一段
射出二段
储料二段
射胶三段
松退
射胶四段 射胶五段 保压一段
背压 托模进一 托模进二
保力(±5kgf) 速度(±5 %) 位置(±5mm)
客户: 产品名称
注塑成型工艺卡
日期:
机台
模具编号
产品编号
柜台型号
模穴数
产品周期
班产能
生产流程: 取产品
自检/IPQC寻检
成型温度(± ℃)
射咀
使用材料
加工/组装
包装
一段
二段
IPQC
三段
版本: 模具保养
数 颜色
色粉编号
合格
四段
5000次
入库
五段
成型周期
射胶
注塑成型工艺卡、注塑成型参数
拟制/签字/日期
50
20
2.50
关模二段 180
45
30
中子A退
35
20
2.00
关模低压 100
5
20
控制方式 时间
射出中子保持
关模高压
3
110
15
中子B进
/
/
/
保压切换 方式
位置 28
时间 /
压力 /
中子B退 控制方式
/ 不用
/
/
射出中子保持
储料
射退模式 射退距离 储前冷却
储料后
10
0.5
座台
座台 (调模)
项目 调模进 调模退
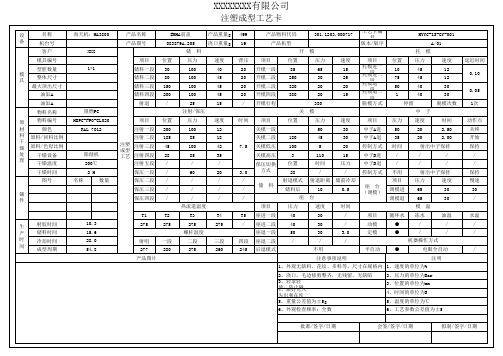
设
名称
备
机台号
客户
模具编号
型腔数量
模 具
整体尺寸
最大顶出尺寸
油缸A
油缸A
物料名称
原
物料编号
材
颜色
料 原料/回料比例 干 燥 原料/色母比例
处 干燥设备
理
干燥温度
干燥时间
图号
镶 件
生
射胶时间
产 储料时间
时
冷却时间
间 成型周期
海天机:MA3800 XXX 1*1
阻燃PC HBPC-FPO-CL020
RAL 7012
25
15
注射/保压
项目 位置
压力
速度
注射一段 200
100
12
注射二段 185
85
18
注塑 注射三段 45
100
42
成型
工艺 注射四段 28
85
35
注射五段 /
/
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
□否
3、材料:
胶料名称
4、烘料条件: 5、模温要求: 6、成型温度(℃)
是否烘料
前模温度 (℃)
后模温度 (℃) 射咀
□是 一段
压力(Bar)
关模设定
速度(%)
快速
慢速
位置(mm) 压力(Bar)
射一
射二
射出设定 速度(%)
位置(mm)
时间(s)
压力(Bar)
储料设定
速度(%)
储料一
储料二
中子进
XX工厂塑料件成型参数记录表
编码:
零部件供应商:
日期:
产品名称
物料编码
机台号
机台型号
锁模力(T)
模具编码 模号
模具腔数
1、机器操作方式: 2、成型周期(S):
□半自动 射胶时间
产品毛重 (g)
□ 时间全自动
冷却时间
保压时间
产品净重 (单重)
(g)
□ 电眼全自动
再循环时间 绞牙时间
是否使用喷脱模剂
水口重量 (g)
序号
变更原因
变更标示
变更内容
变更日期 变更确认 变更批准
制表:
审核:
批准:
快速
二慢
位置(mm) 压力(Bar)
保一
保二
保三
保压设定 速度(%)
位置(mm)
时间(s)
压力(Bar)
顶出设定
速度(%)
顶出1
顶出2
中子退
位置(mm) 压力(Bar) 速度(%) 位置(mm)
时间(s)
背压(kg/cm2)
螺杆转速(RPM)
备注 1、工艺条件允许调整范围为±5%;2、如工艺条件调整超出±5%,则需重新送样确认,合格后于下表中做变更记录。
位置(mm) 压力(Bar) 速度(%)
位置(mm)
烘料温度 (℃)
冷却/加热方式:
冷却/加热方式:
二段
三段
低压
高压
射三
射四
射退
时间(s)
原料牌号 烘料时间
(h) □机水
□机水 四段
□冷水 □冷水 五段
□否 □ 热水 □ 热水
六段
颜色
□热油 □热油
□发热管 □发热管
压力(Bar)
开模设定
速度(%)
一慢