看板管理讲义(动态使用过程)
第三章看板管理

外协看板的摘下和回收与工序间看板基本相 同。回收以后按各协作厂家分开,等各协作厂家 来送货时由他们带回去,成为该厂下次生产的生 产指示。
• 临时看板
临时看板是在进行设备保全、设备修 理、临时任务或需要加班生产的时候所使 用的看板。
生产控制看板
工序名称:总装
1.生产及运送工作指令 2.防止过量生产和过量运送 ——没有看板不能生产,也不能运送 3.进行“目视管理”的工具 ——看板必须附在实物上存放 4.改善的工具
(三) “看板”的作用
(1)明确工位零件信息 (2)在合理的时间投送合理的零件量,减少线边 库存 (3)方便装配工人要料 (4)方便理货员拣选 (5)树立良好的企业形象
(二)
物流 信息流
有WMS系统运做模式
实施看板管理的先决条件: ➢ 生产均衡化, ➢工序一体化(即作业的标准化), ➢生产的同步化
(五)看板分类 看板总体上分为三大类:
生产看板、传送看板和临时看板
• 工序内看板(生产看板)
工序内看板是指某工序进行加工时所 用的看板。工序内看板的使用方法中最重 要的一点是看板必须随实物,即与产品一 起移动。
• 信号看板 (生产看板)
信号看板是在不得不进行成批生产的工 序之间所使用的看板。
信号看板挂在成批制作出的产品上面。
• 工序间看板 (传递看板) 指工厂内部后工序到前工序领取所需的
零部件时所使用的看板。
工序间看板挂在从前工序领来的零部件的箱子 上,当该零部件被使用后,取下看板,放到设置 在作业场地的看板回收箱内。
日期:2008-9-18
计划产量:1000台
计划时间:10H=36000S
时间段
2019年看板管理(动态使用过程)培训课件

看板的总枚数
一天的需要量 集装箱的容量
一次搬运所
需要的天数
( 一1天 的搬搬运运间次隔数)(安全系数)
外协看板枚数确定
看板总枚数
一次搬运需要的天数
协作厂的订货周期 一天的搬运次数 协作厂的生产过程时间 对协作厂的订货周期搬运间隔
看板的总枚数
一天的需要量 集装箱的容量
一次搬运所 需要的天数
( 一1天 的搬搬运运间次隔数)(安全系数)
外协看板枚数确定
库存管理模式
库存管理分为定量订货方式与定期订货方式。
丰田看板领取方式与计算
定量领取方式
定期领取方式
定量领取方式的看板枚数
订货批量
Q 2AR/ ic
(A=1次的订货费,R=1个月的预测需求量,i=保管费, C=单价)
订货点 订货点=从订货到收货的时间内的平均消费量+安全库存-订货未收
量
定量领取方式的看板枚数(作业转换未充分改善)
大野耐一(Taiichi Ohno 1912-1990)
著名的丰田生产方式的创始人 被日本人称为:
“日本复国之父” “生产管理的教父” “穿着工装的圣贤”
1943年调入丰田汽车公司
1949年任该公司机械厂厂长;后来历 任丰田纺织公司和丰田合成公司会 长。
儿子啊!爸爸就要走啦~
爸爸,你要去哪里啊?
生产指示看板
生产看板接收箱
生产指示看板
存放场
领取看板及实物
前工序(机械加工工序)
看板管理:看板的使用方法

看板管理:看板的使用方法
在看板管理中,可将物流与资讯流区分为工序间物流与资讯流、工序内物流与资讯流。
(1)工序间物流与资讯流。
工序间物流与资讯流由传送看板进行掌握。
传送看板担当指挥零部件在前后两道工序之间移动的任务。
传送看板的使用方法中,最重要的一点是看板必需随实物(产品)一起移动。
当后道工序需要补充零部件时,传送看板就被送至前道工序的出口存放处,并被附在放置所需零部件的容器上。
同时,前道工序作业人员取下该容器上的生产看板,放入生产看板专用盒中,之后将传送看板附在装有零部件的容器上,把该容器从前道工序的出口存放处搬运到后道工序的入口存放处。
当后道工序开头使用其入口存放处容器中的零部件时,传送看板就被取下,放入传送看板专用盒中。
因此,传送看板只是在前道工序的出口存放处和后道工序的入口存放处之间来回传递。
(2)工序内物流与资讯流。
生产看板可掌握工序内的物流与资讯流,指挥工序的生产,由于生产看板规定了所生产的零件及其数量。
当后道工序传来的传送看板与该作业点出口存放处容器上的生产看板相关内容全都时,作业人员取下生产看板,放入专用盒内。
该作业点的作业人员按挨次从生产看板专用盒内取走生产看板,并按生产看板的详细内容,从作业点的入口存放处取出要加工的零部件,加工完成规定的数量之后,将生产看
板附于容器上,放置于该作业点的出口存放处。
该容器连同传送看板一同被送到后道工序的入口存放处。
假如生产看板专用盒中的看板数量为零,则停止生产。
因此,生产看板只在作业点与其出口存放处之间来回。
KANBAN看板管理讲义

KANBAN
5
何谓看板-看板旳定义
看板是一种精简信息 看板是一种整合化旳信息 看板是传递生产情况旳信息
KANBAN
6
看板旳基本作用
传递作业指令和生产信息 确保现场旳原则操作程序 目视化管理 改善工具 降低成本
KANBAN
7
看板在精益生产中旳地位
最高库存= ________ ?最高库存= ________ ?
KANBAN
55
计算看板旳数量- 练习2
供给商采购周期
假设既有库存18个 在手订单35个
期初库存 (BOH)
系统产生旳新订单= ________ ?
KANBAN
56
拟定看板形式:
没有最佳旳形式,只有最合适旳形式!
KANBAN
57
Raw Materia l
Operation 1
Operation 2
Operation 3
Operation 4
Finished Goods
A
B
A
CTIA
送货间隔:
CTI
=
Batch x Yield Demand
C
Batch = CTI x Demand Yield
KANBAN
52
计算看板旳数量- 安全库存
KANBAN
12
看板旳种类和用途-板式看板之4
生产线发生异常時 ( 品质、设备、欠品、 补料、迟 延…等)作业者需要外来旳增援之呼喊灯号。
KANBAN
13
板式看板旳基本特点
能够把信息/指令同步传递给诸多人 信息不轻易跨车间传递 信息是开环传递 一般用于操作现场 经过警示灯、警示铃等能够更及时把信息
看板的使用流程解
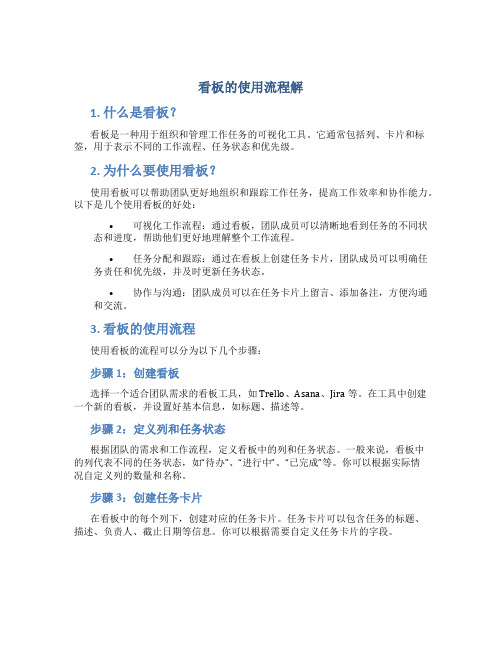
看板的使用流程解1. 什么是看板?看板是一种用于组织和管理工作任务的可视化工具。
它通常包括列、卡片和标签,用于表示不同的工作流程、任务状态和优先级。
2. 为什么要使用看板?使用看板可以帮助团队更好地组织和跟踪工作任务,提高工作效率和协作能力。
以下是几个使用看板的好处:•可视化工作流程:通过看板,团队成员可以清晰地看到任务的不同状态和进度,帮助他们更好地理解整个工作流程。
•任务分配和跟踪:通过在看板上创建任务卡片,团队成员可以明确任务责任和优先级,并及时更新任务状态。
•协作与沟通:团队成员可以在任务卡片上留言、添加备注,方便沟通和交流。
3. 看板的使用流程使用看板的流程可以分为以下几个步骤:步骤1:创建看板选择一个适合团队需求的看板工具,如Trello、Asana、Jira等。
在工具中创建一个新的看板,并设置好基本信息,如标题、描述等。
步骤2:定义列和任务状态根据团队的需求和工作流程,定义看板中的列和任务状态。
一般来说,看板中的列代表不同的任务状态,如“待办”、“进行中”、“已完成”等。
你可以根据实际情况自定义列的数量和名称。
步骤3:创建任务卡片在看板中的每个列下,创建对应的任务卡片。
任务卡片可以包含任务的标题、描述、负责人、截止日期等信息。
你可以根据需要自定义任务卡片的字段。
步骤4:移动任务卡片根据任务的状态变化,将任务卡片从一个列移动到另一个列中。
例如,当一个任务开始进行时,将其从“待办”列移动到“进行中”列;当一个任务完成时,将其从“进行中”列移动到“已完成”列。
步骤5:更新任务状态和信息随着任务的进行,及时更新任务卡片中的状态和信息。
可以使用标签、评论、附件等功能来记录任务的进展和相关信息。
步骤6:协作与沟通在任务卡片上留言、添加备注,与团队成员进行协作和沟通。
可以使用提醒、讨论等功能来提高团队成员之间的交流效率。
步骤7:评估和优化定期评估和优化看板的使用效果。
根据团队的反馈和实际情况,调整看板中的列、任务状态等,以达到更好的工作效率和协作效果。
看板管理PPT演示课件

3、看板卡的使用要点
• 规则与使用方法必须在现场被严格的执行, 否则,看板管理将无效
13
1) 看板管理的数量必须按实际要求最小化
看板卡数量 = 安全库存+生产库存
Inventory can be reduced to a minimum by minimizing the number of Kanban cards.
4) 下一道工序负责收集看板卡
看板卡必须被还给上一道工序,如果不返还的话, 下一道工序将会由于缺料被迫停止生产。 必须建立规则规定谁,什么时间归还看板卡 当第一件产品被下一道使用时,看板卡从容器上 取下,贴到看板上
16
ANDON 按灯
17
1、按灯的任务、角色
• 按灯有三个角色:
– 向领导/组长汇报突发事件及要求帮助 – 保证每一个人看得到线上的状态 – 向其他部门要求支持
• 物料控制
当物料和信息与看板系统整合到一起时,通过看 看板,整个库存状态可以被很容易的掌控。
• 消除过渡生产的浪费
因为通过看板卡来控制生产,过度生产会被杜绝
11
看板卡例子
Give consecutive number for each part.
Total number of Kanban Cards fo------Good / Running
●Flashing Lamp, Turning Lamp 闪灯和转灯
To be used to indicate an urgent situation, when an operation is having difficulties and calling for help. 用于紧急事件,当工人遇到困难需要帮助时 ●Buzzer蜂鸣
精益生产之看板管理 ppt课件

电子看板
说明
应用彩色乒乓球作为信息传递手段
容器本身也可以作为发出信号的工具
在地面或作业台面上画出标识方格明确存放什么零 部件 在墙上设置若干信号灯,某灯开启后即表示需要提 供某种物料 把信息系统引入传统的看板系统
38
ppt课件
பைடு நூலகம்
3.7 看板使用问题
一、常见错误与注意事项
序号 1 2 3 4 5
物流与信息流示意图
3
ppt课件
推式生产分析: 推式生产的物流和信息流基本上是分离的。 中间库存的增加导致库存和设备增加,进而占用资金、增加利息
支付;信息不畅也导致失去了“不断改进的机会”,从而隐藏了 各种浪费。
超产, 好啊!
库存, 受不了啊!
注意
4
ppt课件
二、拉式生产
拉式生产原理:每道工序或每个车间都按照当时的需要向前一道 工序或上游车间提出需求,发出工作指令,上游工序或车间完全 按照指令进行生产。物流和信息流是结合在一起的,整个过程相 当于从后工序向前工序拉动。
22
ppt课件
3.4 信号看板
一、信号看板定义
定义:在批量生产工序内(如冲压工序和锻造工序)使用的看板。 类型:三角看板和材料领取看板。
23
ppt课件
3.4 信号看板
二、信号看板的使用方法
以冲压工序为例,介绍信号看板的运行方法。
24
ppt课件
三、信号看板位置计算
三角看板的位置计算和工序内看板数量计算相同:
下图为总装车间使用的一种领取看板实例。
18
ppt课件
1、看板回收操作人员工作流程
① 收到生产线播报发 件信息;
② 将工序内领取看板 发放至物流零件货 架的看板回收盒内;
『原创』看板管理实施的8个步骤

『原创』看板管理实施的8个步骤看板管理实施的8个步骤一般来说,看板管理实施起来,需要经过以下8个步骤,通过这些步骤,使产品在一个流的生产线上由原材料直到加工成成品。
看板以后工序为起点,按照下面各个步骤使用。
(1)、后工序的搬运工把所必须的数量的领取看板和空托盘装到叉车或台车上,走向前工序的零部件存放场。
这时,领取看板必须是在领取看板箱中积存到事先规定好的一定枚数的时候,或者规定好时间定期去领取。
(2)、如果后工序的搬运工在存放场领取零部件的话,就取下附在托盘内零部件上的生产指示看板(每副托盘里都附有一枚看板),并将这些看板放入看板接收箱。
搬运工还要把空托盘放到前工序的人指定的场所。
(3)、搬运工在取下每一枚生产指示看板时,同时都换一枚领取看板附上。
这样,在交换两种看板的时候,要注意仔细核对领取看板和同物品的生产指示看板是否相符。
(4)、在后工序,作业一开始,就必须把领取看板放入领取看板箱。
(5)、在前工序,生产了一定时间或者一定数量的零部件时,必须将生产指示看板从接收箱中收集起来,按照在存放场摘下的顺序,放入生产指示看板箱。
(6)、按放入该看板箱的生产指示看板的顺序生产零部件。
(7)、在进行加工时,这些零部件和它的看板作为一对东西转移。
(8)、在这个工序零部件加工完成之后,将这些零部件和生产指示看板一起放到存放场,以便后工序的搬运工随时领取。
中国6S咨询赴服务中心指出,这样的两种看板的连锁运作,必须不间断地存在于各种各样的前工序中。
结果,各工序在必须的时候,仅按必须的数量领取必须的物品,全部工序自然就实现了准时生产。
这样的看板连锁运作,在实现各工序在循环时间内生产一个单位产品的生产线同步化上发挥作用。
注意事项:文库来源于生活,如果您觉得我们中心介绍的文库对您有所帮助,请您点击页面左下角的【分享】给我们一个小小的肯定,如果怕下次找不到我们的文库,请点击页面右下角的【收藏】本篇文库,欢迎热爱生活的小伙伴们关注我们的百度文库,我们会继续努力,向大家介绍更多实用的管理经验。
看板管理培训课件(PPT74页)

61
改善提案管理看板
1. 制作管理看板,内容包括:每月各班组改善提案现况、当月最佳 改善明星和事例,每月公布一次,如图所示。
2. 规格:长2000mm×宽1500mm,材料:万通板底料,不锈钢架子。 3. 文字和线条用即时贴材料,字体大小自选。 4. 设置在部门重要通道旁,无支撑架时,悬挂在离地面600mm处的
60
主要指标管理看板
1. 制作管理看板,内容包括:P、Q、C、D、S、M等管理指标,如图 所示,以月别推移的形式展示。
2. 规格:长2000mm×1500mm,材料:万通板底料,不锈钢架子。 3. 文字和线条用即时贴材料,字体大小自选。 4. 设置在部门重要通道旁,无支撑架时,悬挂在离地面600mm处的墙
(有物品的形迹,就容易知道了——) 电话机原位置
桌面
34
10
形迹定位
◎形迹定位管理自 己制作
35
油的颜色整顿
要点: ①首先要确实做好油品供应的3定; ②按各类油品类别,决定不同的颜色; ③放置场、零星储蓄缸、加油工具等,都定为同样的颜色; ④各设备的加油口贴上同样颜色的贴纸。 (让工读生也能给机械加油)
(2)抽屉:
办公用品一般的常用品:笔、订书机、涂改液、即时帖、便条纸、橡皮、 计算器,集中放置右侧第一抽屉内;书本类可以放置右侧第二抽屉内;个人的 参考资料、文件卷宗、空白稿纸、各种表格及个人包等,可放置第三抽屉;左 侧有序的放置文件资料。
42
(3)VPS电源放在主机上靠桌内侧;有主机台的可放置台内 ;
17
通行线画法
黄线不可踏或跨越,所以要留有可以出入的部份,称之为出入口线。
要点:①用黄色或白色箭头; ②要有一定间隔或画在转角附近; ③楼梯也不要忘记。
精益生产之看板管理课件

5S管理是现场管理的基础,通过整理 、整顿、清扫、清洁和素养五个方面 ,提高生产现场的效率和安全性。
例如,在整理阶段,可以通过看板明 确物品的存放位置和数量,方便员工 快速找到所需物品,提高工作效率。
看板管理可以与5S管理相结合,通过 看板实时反映生产现场的状态,促进 5S管理的实施和持续改进。
看板管理与TPM管理
数据采集难度
在某些情况下,获取实时、准确的生产数据可能 存在困难,可以考虑采用技术手段如传感器、 RFID等来提高数据采集的效率和准确性。
执行不力
在看板管理实施过程中,可能存在执行不力的情 况,需要建立相应的监督和激励机制,确保看板 管理的有效执行。
看板管理的效果评估方法与标准
01
02
03
04
生产效率提升
规范操作
使用看板时应遵循规定的操作流程 ,确保生产过程的顺畅。
看板的运作流程
确定需求
根据生产计划和实际需 求,确定物料的需求量
和时间。
制作看板
根据需求信息制作相应 的看板,包括实体看板 、信息看板和移动看板
。
放置看板
将制作好的看板放置在 相应的位置,以便相关 人员能够及时获取信息
。
调整看板
根据实际生产状况,及 时调整看板上的信息,
看板类型
实体看板
用于展示生产现场的实体 信息,如零件、半成品等 。
信息看板
用于展示生产计划、进度 、质量等信息,通常以电 子显示屏或公告板形式存 在。
移动看板
用于指导物料在生产过程 中的移动,如取料、送检 等。
看板的使用规则
明确标识
看板上应清晰、准确地标识所需 信息,避免产生歧义。
及时更新
看板上的信息应随生产状况的变化 而及时更新,确保信息的实时性。
看板管理培训PPT课件
组织图
车间办公室管理看板
重点指标推移
重点指标推移
重点指标推移
问题点及对策
问题点及对策
问题点及对策
管理方针 部门月别计划
部门目标 部门周别计划
提案件数推移 提案金额推移
无事故活动现况 口号:天天安全
幸福人生 目标:无事故活
动365天 今日: 月 日
星期 今天是第: 天
公告栏
徐航压铸公司级重点指标管理看板
学习园地
看板-009
考核办法
安全信息
6S知识
资料
考勤表
工作日志
清扫记录
扣分记录
看板规格:长1.8米×高1.2米
组织图
职能部室管理看板
重点指标推移
人员去向管理板
目前状态
姓名 职务
联系电话
在岗 现场 休息出差
问题点及对策
管理方针/目标
提案件数推移
重点指标推移
公告栏
部门月别/周别计划
提案金额推移
问题点及对策
压铸产量
机加一产量
机加二产量
模具进度
产 量 管 理
压铸废品
机加一废品
品 质
管
理
机加二废品
顾客返品
业务名 担当 期限 进度
人员去向板
姓名
去向
联络 方式
备注
业务流程
公告栏
看板管理的功效之三:营造向上氛围
看板管理的功效之四:动态管理的前提
看板管理的功效之五:共享目标与成果
部门目标
生产部门管理看板
重点指标稚移
生产量
重点指标稚移
顾客品质
看板-001
重点指标稚移
成本
看板管理培训讲义
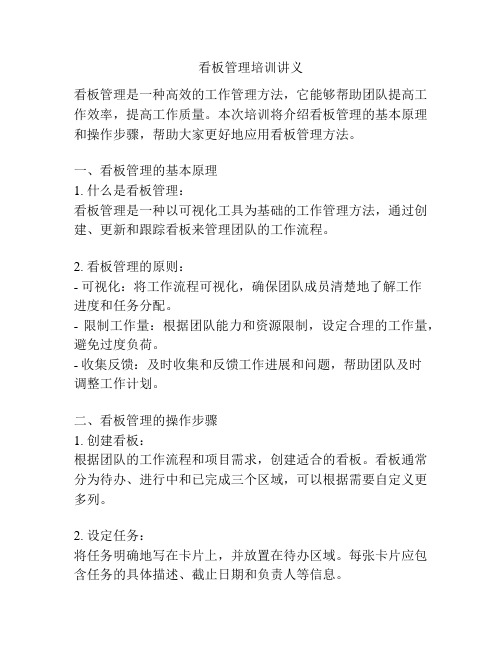
看板管理培训讲义看板管理是一种高效的工作管理方法,它能够帮助团队提高工作效率,提高工作质量。
本次培训将介绍看板管理的基本原理和操作步骤,帮助大家更好地应用看板管理方法。
一、看板管理的基本原理1. 什么是看板管理:看板管理是一种以可视化工具为基础的工作管理方法,通过创建、更新和跟踪看板来管理团队的工作流程。
2. 看板管理的原则:- 可视化:将工作流程可视化,确保团队成员清楚地了解工作进度和任务分配。
- 限制工作量:根据团队能力和资源限制,设定合理的工作量,避免过度负荷。
- 收集反馈:及时收集和反馈工作进展和问题,帮助团队及时调整工作计划。
二、看板管理的操作步骤1. 创建看板:根据团队的工作流程和项目需求,创建适合的看板。
看板通常分为待办、进行中和已完成三个区域,可以根据需要自定义更多列。
2. 设定任务:将任务明确地写在卡片上,并放置在待办区域。
每张卡片应包含任务的具体描述、截止日期和负责人等信息。
3. 移动卡片:当任务开始进行时,将卡片从待办区域移动到进行中区域。
负责人可以通过拖动卡片的方式更新任务进度。
4. 更新任务状态:根据任务进展情况,及时更新卡片状态。
可以使用不同的颜色或符号来表示任务的状态,比如进行中、暂停或需要帮助等。
5. 收集反馈:团队成员应当及时更新卡片上的备注和评论,以提供进展反馈和沟通交流的机会。
团队领导应密切关注卡片的更新,及时解决问题和提供支持。
6. 完成任务:当任务完成时,将卡片从进行中区域移动到已完成区域。
可以在卡片上添加备注和附件,以记录任务的成果和备注。
7. 回顾和改进:定期进行看板回顾,总结工作进展和问题,并提出改进措施。
通过持续优化看板管理方法,提高团队的工作效率和质量。
三、看板管理的注意事项1. 看板要简洁明了,避免过于复杂的设计,以免影响使用和理解。
2. 看板应根据项目需求和团队特点进行定制,灵活适应各种工作场景。
3. 团队成员要及时更新任务进展和备注,确保看板信息的准确性和实时性。
看板管理PPTPPT32页
“三”看板系统
信息流 零件流
1 生产容器
3 外部供应商
2 备用容器
21
看板“碰碰撞”
针对一些特殊的场合,有其他类型的看板系统, 简单描述如下:
速递看板:当零件短缺时使用; 紧急看板:用以替换不良零件,或其它不确定零件,
如量产时机器故障或调整后产出的零件; 贯通看板:当毗连的工作中心位置很近时,将搬运
2
背景知识:准时化生产
需要的时候按 需要的数量生 产需要的产品
是一组活动的集合,其 目的在于实现在原材料、 在制品及产成品保持最 小库存的情况下进行大 批量生产。
一种生产 管理哲理
杜绝 浪费!
3
背景知识:拉动生产系统
倾听来自市场的声音
拉动式
工序 I+1
工序 I
生系统
需求信息流 产品供应流
4
看板
供应商 纵向联合协作者,团队成员之一 质量 零缺陷 机器维护 持续有效开展,最小化机器故障 周转期 短 工人 自我管理,发扬主人公精神
24
看板系统≠零库存
看板系统只是通过控制每种零件的容器数, 以达到控制一次投入工序中的物料数。
无法按时 强 加工零件 适
应 性
存在多余 零件容器
追加容器 去除容器
看板及生产看板设计成一块贯通看板
22
看板现场运用
条码识别器、计算机等电子设备的引入 进一步提高了看板系统的效率。
23
Toyota看板理念扫描
项目 库存 批次数量
Toyota看板系统 不利因素,尽量降低或消除 即时需求,要求补充最小量制造和外购零件
设置
弱化,通过采用已设置好的冗余机器或者能在 对生产影响极微的情况下做快速调整等方法
看板管理动态使用过程共61页文档
61、奢侈是舒适的,否则就不是奢侈 。——CocoCha nel 62、少而好学,如日出之阳;壮而好学 ,如日 中之光 ;志而 好学, 如炳烛 之光。 ——刘 向 63、三军可夺帅也,匹夫不可夺志也。 ——孔 丘 64、人生就是学校。在那里,与其说好 的教师 是幸福 ,不如 说好的 教师是 不幸。 ——海 贝尔 65、接受挑战,就可以享受胜利的喜悦 。——杰纳勒 尔·乔治·S·巴顿
谢谢!
看板管理动态使用过程
31、别人笑我太疯癫,我笑他人看不 穿。(名 言网) 32、我不想听失意者的哭泣,抱怨者 的牢骚 ,这是 羊群中 的瘟疫 ,我不 能被它 传染。 我要尽 量避免 绝望, 辛勤耕 耘,忍 受苦楚 。我一 试再试 ,争取 每天的 成功, 避免以 失败收 常在别 人停滞 不前时 ,我继 续拼搏 。
33、如果惧怕前面跌宕的山岩,生命 就永远 只能是 死水一 潭。 34、当你眼泪忍不住要流出来的时候 ,睁大 眼睛, 千万别 眨眼!你会看到 世界由 清晰变 模糊的 全过程 ,心会 在你泪 水落下 的那一 刻变得 清澈明 晰。盐 。注定 要融化 的,也 许是用 眼泪的 方式。
35、不要以为自己成功一次就可以了 ,也不 要以为 过去的 光荣可 以被永 远肯定ห้องสมุดไป่ตู้。