产品首检、自检、巡检记录表
生产过程检验记录表 (试行版)
滨州中顺内燃机配件有限公司 Binzhou China internal combustion engine fittings Co.,Ltd
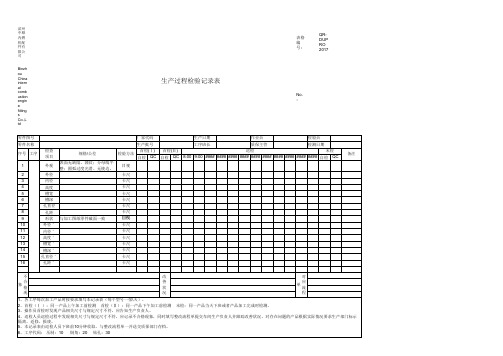
生产过程检验记录表
厂家代码 生产批号 生产日期 工序班长 首检(Ⅱ) 自检 QC号 工序 1 2 3 4 5 6 7 8 9 10 11 12 13 14 15 16 检查 项目 外观 外径 内径 高度 槽宽 槽深 孔直径 孔距 形状 外径^ 内径^ 高度^ 槽宽^ 槽深^ 孔直径^ 孔距^ 与加工图纸零件截面一致 规格/公差 表面无缺陷、裂纹;分母线平 整;圆弧过度光滑、无棱边。 检验方法 目视 卡尺 卡尺 卡尺 卡尺 卡尺 卡尺 卡尺 目视 卡尺 卡尺 卡尺 卡尺 卡尺 卡尺 卡尺
表格编号: QR- DUPRO 2017 No.: 检验员 检测日期 末检 QC 备注
8:00 9:00 #### #### #### #### #### #### #### #### #### #### 自检
不 对 改 合 应 善 格 流 状 现 程 况 象 单 1、各工序每次加工产品时按要求填写本记录表(每个型号一张\天)。 2、首检(Ⅰ ):同一产品上午加工前检测 首检(Ⅱ):同一产品下午加工前检测 末检:同一产品当天下班或者产品加工完成时检测。 3、操作员首检时发现产品相关尺寸与规定尺寸不符,应告知生产负责人。 4、巡检人员巡检过程中发现相关尺寸与规定尺寸不符,应记录不合格现象,同时填写整改流程单提交车间生产负责人并跟踪改善状况。对存在问题的产品根据实际情况要求生产部门标示隔 离、返修、报废。 5、本记录表由巡检人员下班前10分钟收取,与整改流程单一并送交质保部门存档。 6、工序代码: 压制:10 倒角:20 钻孔:30
首件检验记录表
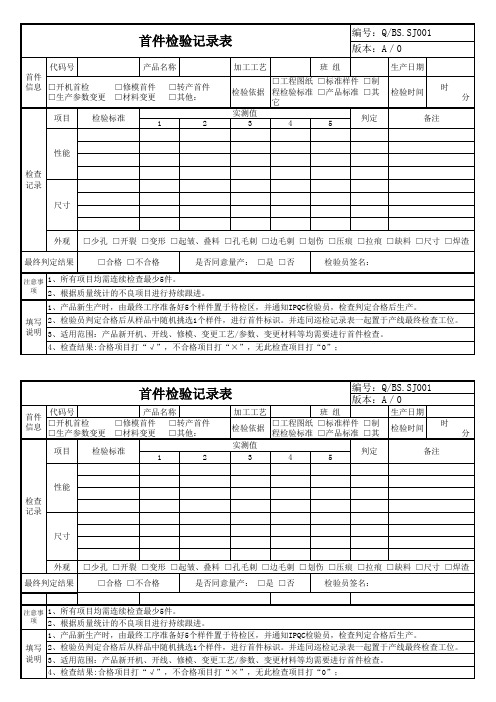
代码号 产品名称 首件 □修模首件 □转产首件 信息 □开机首检 □生产参数变更 □材料变更 □其他: 项目 检验标准 1 2 加工工艺 班 组
编号:Q/BS.SJ001 版本:A/0
生产日期 检验时间 备注 时 分 □工பைடு நூலகம்图纸 □标准样件 □制 检验依据 程检验标准 □产品标准 □其 它 实测值 判定 3 4 5
性能 检查 记录 尺寸
外观 最终判定结果
注意事 项
□少孔 □开裂 □变形 □起皱、叠料 □孔毛刺 □边毛刺 □划伤 □压痕 □拉痕 □缺料 □尺寸 □焊渣 □合格 □不合格 是否同意量产: □是 □否 检验员签名:
1、所有项目均需连续检查最少5件。 2、根据质量统计的不良项目进行持续跟进。 1、产品新生产时,由最终工序准备好5个样件置于待检区,并通知IPQC检验员,检查判定合格后生产。
注意事 项
1、所有项目均需连续检查最少5件。 2、根据质量统计的不良项目进行持续跟进。 1、产品新生产时,由最终工序准备好5个样件置于待检区,并通知IPQC检验员,检查判定合格后生产。 填写 2、检验员判定合格后从样品中随机挑选1个样件,进行首件标识。并连同巡检记录表一起置于产线最终检查工位。 说明 3、适用范围:产品新开机、开线、修模、变更工艺/参数、变更材料等均需要进行首件检查。 4、检查结果:合格项目打“√”,不合格项目打“×”,无此检查项目打“0”;
编号:Q/BS.SJ001 版本:A/0
班 组 □工程图纸 □标准样件 □制 检验依据 程检验标准 □产品标准 □其 实测值 判定 3 4 5 生产日期 检验时间 备注 时 分
性能 检查 记录 尺寸
外观 最终判定结果
□少孔 □开裂 □变形 □起皱、叠料 □孔毛刺 □边毛刺 □划伤 □压痕 □拉痕 □缺料 □尺寸 □焊渣 □合格 □不合格 是否同意量产: □是 □否 检验员签名:
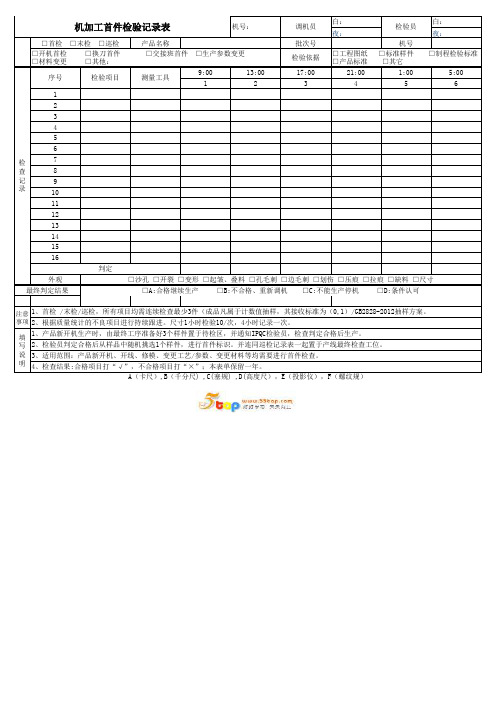
机加工首件检验记录表
最终判定结果
□A:合格继续生产 □B:不合格、重新调机 □C:不能生产停机 □D:条件认可
注意 1、首检 /末检/巡检,所有项目均需连续检查最少3件(成品凡属于计数值抽样,其接收标准为(0,1)/GB2828-2012抽样方案。 事项 2、根据质量统计的不良项目进行持续跟进。尺寸1小时检验10/次,4小时记录一次。
A(卡尺),B(千分尺) ,C(塞规) ,D(高度尺),E(投影仪),F(螺纹规)
检验依据
□工程图纸 □产品标准
□标准样件 □其它
□制程检验标准
序号
检验项目
测量工具
9:00 1
13:00 2
17:00 3
21:00 4
1:00 5
5:00 6
1
2
3
4
5
6
检
7
查
8
记
9
录
10
11Hale Waihona Puke 121314
15
16
判定
外观
□沙孔 □开裂 □变形 □起皱、叠料 □孔毛刺 □边毛刺 □划伤 □压痕 □拉痕 □缺料 □尺寸
0010111213141516判定外观开裂变形起皱叠料孔毛刺边毛刺划伤压痕缺料尺寸最终判定结果开机首检交接班首件生产参数变更材料变更其他
巡检记录表
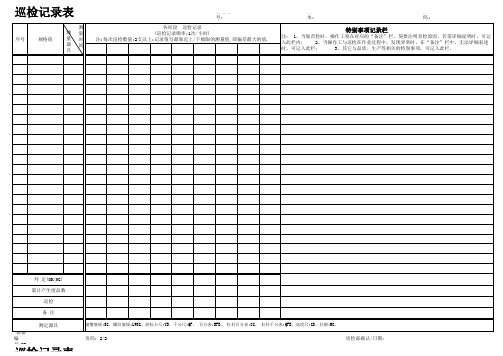
判 定(OK/NG) 累计产生废品数 巡检 备 注 测定器具 表格编号:Q-R-100603 A/1
键槽塞规:SG、螺纹塞规:LWSG、游标卡尺:YB、千分尺:QF、 百分表:BFB、 杠杆百分表:GG、 杠杆千分表:QFB、高度尺:GD、目测:MC、
页码:2/2
质检部确认/日期:
巡检记录表
管理编号:
巡检记录表
序号 规格值 测 量 器 具 测 量 时 间
管理编号: 各时段 巡检记录 (巡检记录频率:1次/小时) 注:每次巡检数量:2支以上;记录值写最靠近上/下极限的测量值,即偏差最大的值.
版本:
页码:
特别事项记录栏
注: 1、当做首检时,操作工须在对应的“备注”栏,简要注明首检原因,若需详细说明时,可记入 此栏内; 2、当操作工与巡检在作业过程中,发现异常时,在“备注”栏中,无法详细表述时, 可记入此栏; 3、其它与品质、生产等相关的特别事项,可记入此栏。
判 定(OK/NG) 累计产生废品数 巡检 备 注 测定器具 表格编号:Q-R-100603 A/1
螺纹塞规:LWSG、套游标卡尺:YB、千分尺:QF、 百分表:BFB、 杠杆百分表:GG、 杠杆千分表:QFB、高度尺:GD、目测:MC
页码:
页码:
序号
规格值
测 量 器 具
测 量 时 间
各时段 巡检记录 (巡检记录频率:1次/小时) 注:每次巡检数量:2支以上;记录值写最靠近上/下极限的测量值,即偏差最大的值.
特别事项记录栏
注: 1、当做首检时,操作工须在对应的“备注”栏,简要注明首检原因,若需详细说明时,可记入 此栏内; 2、当操作工与巡检在作业过程中,发现异常时,在“备注”栏中,无法详细表述时, 可记入此栏; 3、其它与品质、生产等相关的特别事项,可记入此栏。
产品首检、自检、巡检记录表

5 6 7 8 9 10
本日生产数
合格数不良品数单件Fra bibliotek格计件薪资
附注:1.本记录作为财务人员计算生产员工当日薪资的依据。 2.生产作业人员需按要求做好自检工作,并认真作好记录,检验合格打“√”,不合格打“×”,如未填写,一律不计当天产值。 3.检验员在生产作业期间需在负责工序内不间断进行巡回检验,每隔1~2小时内按作业指导书检验要求记录一次检验结果。
产品首检、自检、巡检记录表
产品名称 产品图号 设备状况: 产品规格 工序: 工序 作业人员: 班次 日期: 判 定 签名
作业前检查:加工单、图纸、工装、夹具、量具 技术要求 序 号 检验项目/尺寸 1 2 3 4 检测仪器
首 检
~ ~ ~ ~
自检 巡检 自检 巡检 自检 巡检 自检 巡检 自检 巡检
23灌装车间巡检记录表
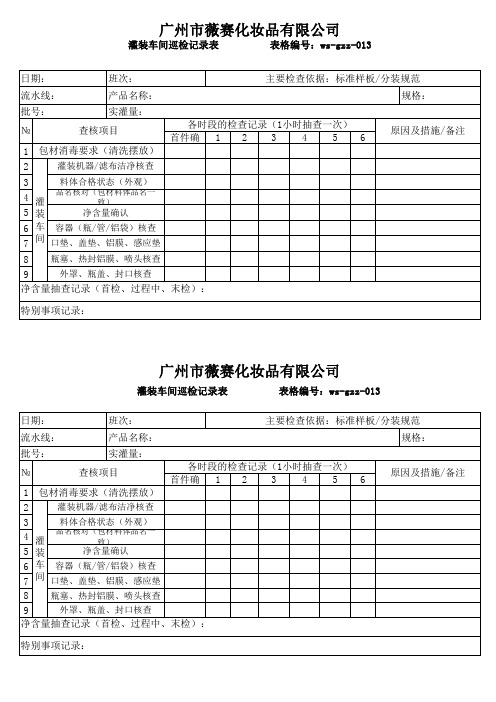
灌装车间巡检记录表 日期: 流水线: 批号: № 1 2 3 班次: 产品名称: 实灌量: 查核项目 包材消毒要求(清洗摆放)
灌装机器/滤布洁净核查 料体合格状态(外观)
表格编号:ws-gzz-013 主要检查依据:标准样板/分装规范 规格:
各时段的检查记录(1小时抽查一次) 首件确认 1 2 3 4 5 6
原因及措施/备注
4 灌 品名核对(包材料体品名一致) 净含量确认 5 装 6 车 容器(瓶/管/铝袋)核查 间 口垫、盖垫、铝膜、感应垫 7 8
瓶塞、热封铝膜、喷头核查 外罩、瓶盖、封口核查 9 净含量抽查记录(首检、过程中、末检)录表 日期: 流水线: 批号: № 班次: 产品名称: 实灌量: 查核项目 各时段的检查记录(1小时抽查一次) 首件确认 1 2 3 4 5 6 原因及措施/备注 表格编号:ws-gzz-013 主要检查依据:标准样板/分装规范 规格:
1 包材消毒要求(清洗摆放) 灌装机器/滤布洁净核查 2 料体合格状态(外观) 3 4 灌 品名核对(包材料体品名一致) 净含量确认 5 装 6 车 容器(瓶/管/铝袋)核查 7 间 口垫、盖垫、铝膜、感应垫 瓶塞、热封铝膜、喷头核查 8 外罩、瓶盖、封口核查 9 净含量抽查记录(首检、过程中、末检): 特别事项记录:
巡检报表
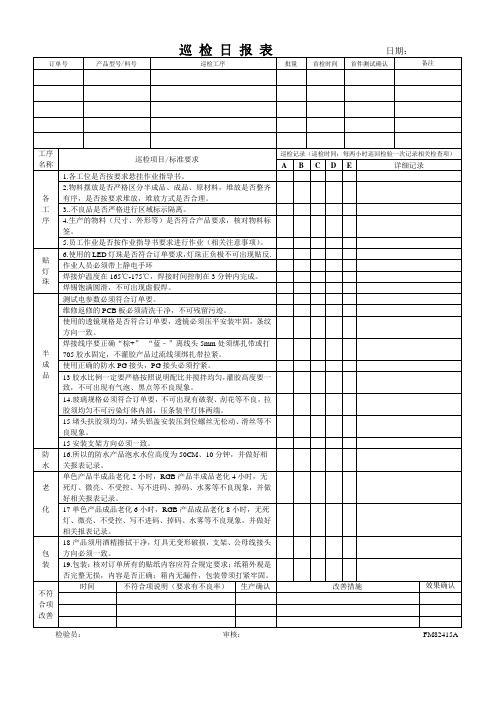
14.玻璃规格必须符合订单要,不可出现有破裂、刮花等不良,拉胶须均匀不可污染灯体内部,压条装平灯体两端。
15堵头扶胶须均匀,堵头铝盖安装压到位螺丝无松动、滑丝等不良现象。
15安装支架方向必须一致。
防水
16.所以的防水产品泡水水位高度为50CM、10分钟,并做好相关报表记录。
19.包装:核对订单所有的贴纸内容应符合规定要求;纸箱外观是否完整无损,内容是否正确;箱内无漏件,包装带须打紧牢固。
不符合项改善
时间改善措施
效果确认
检验员:审核:FM82415A
老
化
单色产品半成品老化2小时,RGB产品半成品老化4小时,无死灯、微亮、不受控、写不进码、掉码、水雾等不良现象,并做好相关报表记录。
17单色产品成品老化6小时,RGB产品成品老化8小时,无死灯、微亮、不受控、写不进码、掉码、水雾等不良现象,并做好相关报表记录。
包
装
18产品须用酒精擦拭干净,灯具无变形破损,支架、公母线接头方向必须一致。
焊锡饱满圆滑,不可出现虚假焊。
半
成
品
测试电参数必须符合订单要。
维修返修的PCB板必须清洗干净,不可残留污迹。
使用的透镜规格是否符合订单要,透镜必须压平安装牢固,条纹方向一致。
焊接线序要正确“棕+”“蓝﹣”离线头5mm处须绑扎带或打705胶水固定,不灌胶产品过流线须绑扎带拉紧。
使用正确的防水PG接头,PG接头必须拧紧。
巡检日报表日期:
订单号
产品型号/料号
巡检工序
批量
首检时间
首件测试确认
备注
工序
生产车间过程首检巡检记录表
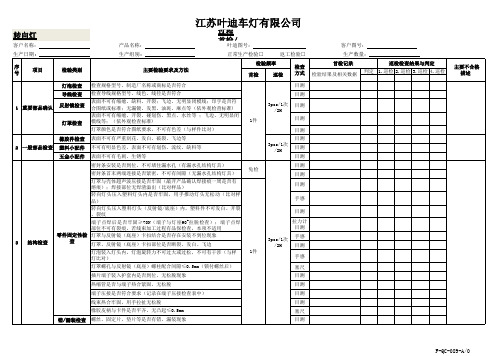
N/A
1次/2H 目测
目测
一个流确认 装配现场是否按一个流作业,有无产品堆积现象
目测
不合格标识 不良品是否放置在不良品箱(盒)内,不良现象是否标识清楚
目测
NO 标准要求
换线管理 在换线前产线上物料是否清理干净,无物料遗留(含不良品)产线
新品状态确认
量(试)产品有无(临时)生产许可证;临时生产许可证上涉及的 问题点责任部门有无按时间节点完成
外观检查
PVC皮管上的批号正确,印字清晰(记录批次号) 面罩安装方向是否正确,无左右反装,上下反装现象
灯体内无杂物(橡胶碎屑、镀膜磨损物、灯壳飞边等)
检验频率
首检
巡检
检查
首检记录
巡检检查结果与判定
方式 检验结果及相关数据 判定 1.巡检 2.巡检 3.巡检 4.巡检
1件
3pcs/1次 /2H
塞尺
1件
用专用工装封闭灯头部位将灯浸入水中对灯内加压05mpa观看密封部位是否漏水外观整体性是否符合客户标准比对样品胶槽一周有无影响外观的溢胶必要时封样5成品检验外观检查pvc皮管上的批号正确印字清楚记录批次号面罩安装方向是否正确无左右反装上下反装现象灯体内无杂物橡胶碎屑镀膜磨损物灯壳飞边等1件3pcs1次2h1件气密验证1pcs调机气密机胶时气压源目测目测目测目测目测成品外观fqc089a0序号67检验频率项目检验类别主要检验要求及方法首检1件
涂胶重量 气密验证 成品外观
涂胶重量符合标准要求(记录在热熔胶喷涂重量管理表)
封闭式灯具:取标准样件(一只漏气,一只OK)检查气密机工作是否 正常 带漏水孔的灯具:用专用工装封闭灯头部位,将灯浸入水中,对灯 内加压0.5MPa,观察密封部位是否漏水
家用燃气具(热水器、灶具)巡检记录表
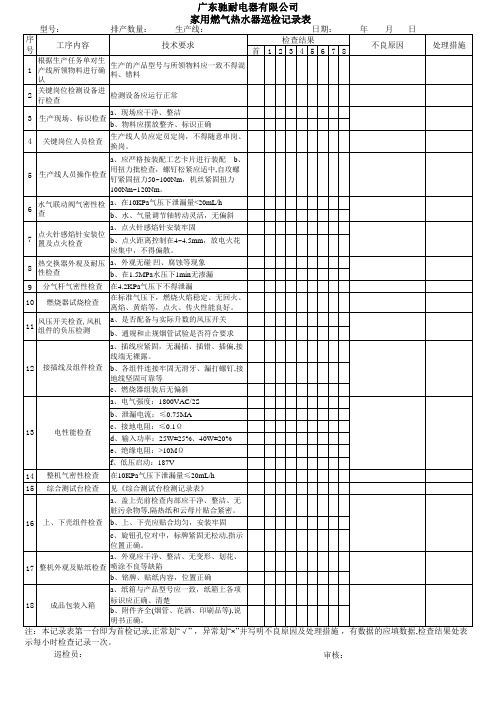
14 15
整机气密性检查 综合测试台检查
在10KPa气压下泄漏量≤20mL/h 见《综合测试台检测记录表》 a、盖上壳前检查内部应干净、整洁、无 脏污杂物等,隔热纸和云母片贴合紧密。
16 上、下壳组件检查 b、上、下壳应贴合均匀,安装牢固
c、旋钮孔位对中,标牌紧固无松动,指示 位置正确。 a、外观应干净、整洁、无变形、划花、 17 整机外观及贴纸检查 喷涂不良等缺陷 b、铭牌、贴纸内容,位置正确
18
成品包装入箱
a、纸箱与产品型号应一致,纸箱上各项 标识应正确、清楚 b、附件齐全(烟管、花洒、印刷品等),说 明书正确。
注:本记录表第一台即为首检记录,正常划“√” ,异常划“×”并写明不良原因及处理措施 ,有数据的应填数据,检查结果处 表示每小时检查记录一次。 巡检员: 审核:
12 接插线及组件检查 b、各组件连接牢固无滑牙、漏打螺钉,接
地线坚固可靠等 c、燃烧器组装后无偏斜 a、电气强度:1800VAC/2S b、泄漏电流:≤0.75MA c、接地电阻:≤0.1Ω d、输入功率:25W± 25%、40W± 20% e、绝缘电阻:>10MΩ f、低压启动:187V
13
电性能检查
7
8 9
分气杆气密性检查 在4.2KPa气压下不得泄漏 在标准气压下,燃烧火焰稳定、无回火 10 燃烧器试烧检查 、离焰、黄焰等,点火、传火性能良好 。 风压开关检查,风机 a、是否配备与实际升数的风压开关 11 组件的负压检测 b、通规和止规烟管试验是否符合要求 a、插线应紧固,无漏插、插错、插偏,接 线端无裸露。
广东驰耐电器有限公司 家用燃气热水器巡检记录表
型号: 序 号 工序内容
根据生产任务单对生
排产数量:
首检、巡检记录表记录表
签名
□首检□自检□巡检
□自检 □自检 □自检 □自检 □自检 □自检 □自检 □自检 □自检 □自检 □自检 □自检 □自检 □自检 □自检 □自检
□巡检 □巡检 □巡检 □巡检 □巡检 □巡检 □巡检 □巡检 □巡检 □巡检 □巡检 □巡检 □巡检 □巡检 □巡检 □巡检
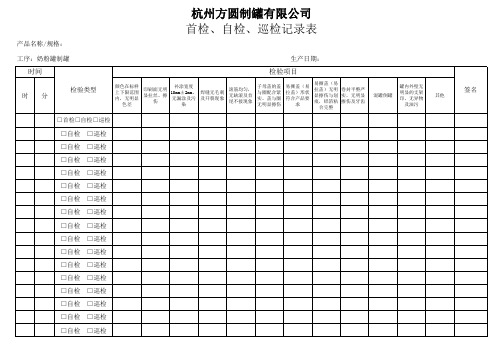
杭州方圆制罐有限公司 首检、自检、巡检记录表
产品名称/规格: 工序:奶粉罐制罐 生产日期:
时间
时 分ห้องสมุดไป่ตู้检验类型
检验项目
易撕盖(易 颜色在标样 补涂宽度 子母盖的盖 易撕盖(易 印刷面无明 滚筋均匀, 拉盖)无明 卷封平整严 上下限范围 10mm±2mm, 焊缝无毛刺 与圈配合紧 拉盖)形状 显拉丝、擦 无缺滚及首 显擦伤与划 实,无明显 内,无明显 无漏涂及污 及开裂现象 实,盖与圈 符合产品要 伤 尾不接现象 痕,铝箔粘 擦伤及牙齿 色差 染 无明显擦伤 求 合完整 混罐倒罐 罐内外壁无 明显的支架 印,无异物 及油污 其他
首末件检验巡检记录表
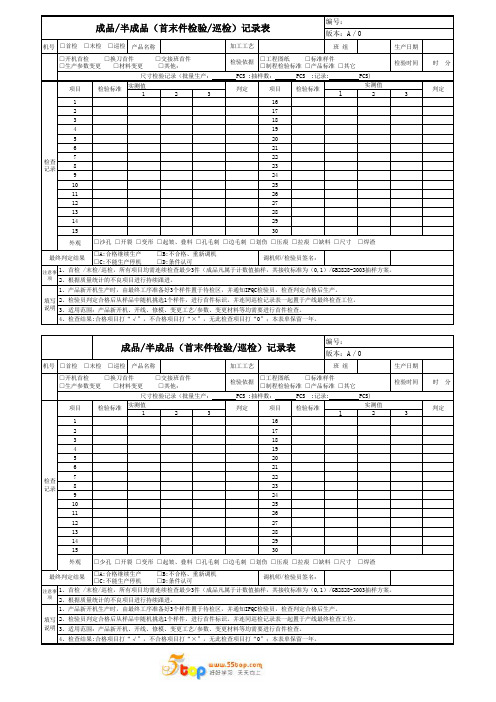
机号产品名称班 组生产日期检验时间 时 分实测值123123116217318419520621722823924102511261227132814291530外观机号产品名称班 组生产日期检验时间 时 分实测值123123116217318419520621722823924102511261227132814291530外观判定加工工艺编号:版本:A/0□开机首检 □换刀首件 □交接班首件□生产参数变更 □材料变更 □其他:□沙孔 □开裂 □变形 □起皱、叠料 □孔毛刺 □边毛刺 □划伤 □压痕 □拉痕 □缺料 □尺寸 □焊渣最终判定结果检验标准实测值2、检验员判定合格后从样品中随机挑选1个样件,进行首件标识。
并连同巡检记录表一起置于产线最终检查工位。
□首检 □末检 □巡检□首检 □末检 □巡检注意事项填写说明检验依据□工程图纸 □标准样件□制程检验标准 □产品标准 □其它检验标准项目项目成品/半成品(首末件检验/巡检)记录表4、检查结果:合格项目打“√”,不合格项目打“×”,无此检查项目打“0”;本表单保留一年。
版本:A/0检查记录□工程图纸 □标准样件□制程检验标准 □产品标准 □其它检验标准实测值尺寸检验记录(批量生产: PCS ;抽样数: PCS ;记录: PCS)判定3、适用范围:产品新开机、开线、修模、变更工艺/参数、变更材料等均需要进行首件检查。
1、首检 /末检/巡检,所有项目均需连续检查最少3件(成品凡属于计数值抽样,其接收标准为(0,1)/GB2828-2003抽样方案。
2、根据质量统计的不良项目进行持续跟进。
1、产品新开机生产时,由最终工序准备好3个样件置于待检区,并通知IPQC检验员,检查判定合格后生产。
检查记录项目判定检验依据加工工艺判定□开机首检 □换刀首件 □交接班首件□生产参数变更 □材料变更 □其他:□A:合格继续生产 □B:不合格、重新调机□C:不能生产停机 □D:条件认可调机师/检验员签名:尺寸检验记录(批量生产: PCS ;抽样数: PCS ;记录: PCS)检验标准项目编号:1、首检 /末检/巡检,所有项目均需连续检查最少3件(成品凡属于计数值抽样,其接收标准为(0,1)/GB2828-2003抽样方案。
模具加工制程巡检记录表

车床
铣床
抛光
组装
表格编号: 处理方法 返工结果
员工签认
品质确认
填写说明: 1.检验项目结果打×表示不合格,打√表示合格; 2.巡检确认时如结果NG,需在记录中填写处理方法,并需再次检测确认直至合格为止; 3.员工自主做完首件确认OK后,质检员再进行巡检复查,确认OK后方可批量量产,如员工没有进行自检确认就量产,一经发现进行提报处分; 4.检验频率:每3天至少巡查一次,每次至少检测1PC,并将检测合格与否记录于此报表中并同时在生产部工艺卡做好质量备注; 5.当品质验收合格,员工与品质签字即可,验收不合格与特殊情况,须由生产经理/项目经理签字确认,当生产/品质/项目三方有争议的情况下或特殊原因,由副总审批; 6.每班应有质检员做制程巡检,针对首件、自检、巡检、工艺标准执行等状况做巡查,如有违反作业标准的记录备案,将作为员工绩效评价依据。
宁波翔荣精密模具有限公司
巡检日期:
模具加工制程巡检记录表
巡检 时间
巡检工序
模号
材料名称
外观
检验项目 尺寸 参数
加工
检测 方式
检验类别
员工 首检
制程 巡检
检验 数量
检验 结果 (OK/NG)
问题描述
深孔钻
NC开粗
磨床
CNC
精雕
※高பைடு நூலகம்机
线切割
慢走丝
※电火花
热处理
巡检日期: 生产主管: 生产经理: 项目经理:
首件检验记录表
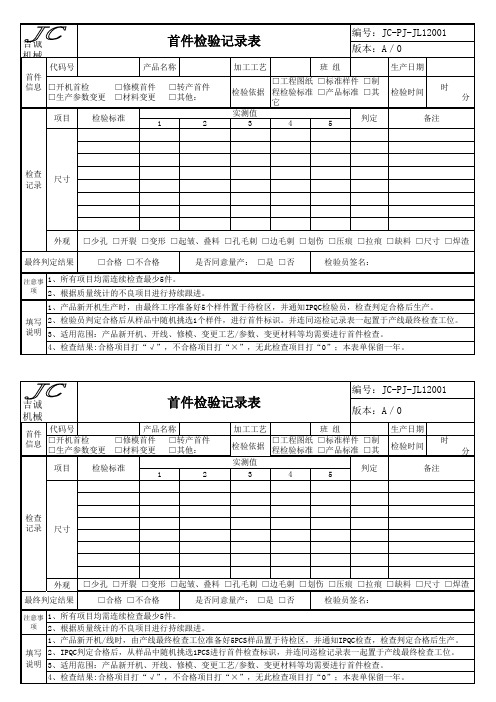
注意事 项
□少孔 □开裂 □变形 □起皱、叠料 □孔毛刺 □边毛刺 □划伤 □压痕 □拉痕 □缺料 □尺寸 □焊渣 □合格 □不合格 是否同意量产: □是 □否 检验员签名:
1、所有项目均需连续检查最少5件。 2、根据质量统计的不良项目进行持续跟进。 1、产品新开机/线时,由产线最终检查工位准备好5PCS样品置于待检区,并通知IPQC检查,检查判定合格后生产。 填写 2、IPQC判定合格后,从样品中随机挑选1PCS进行首件检查标识,并连同巡检记录表一起置于产线最终检查工位。 说明 3、适用范围:产品新开机、开线、修模、变更工艺/参数、变更材料等均需要进行首件检查。 4、检查结果:合格项目打“√”,不合格项目打“×”,无此检查项目打“0”;本表单保留一年。
吉诚机械
代码号 首件 信息 □开机首检 □生产参数变更 项目
首件检验记录表
产品名称 □修模首件 □材料变更 1 □转产首件 □其他: 2 加工工艺 班 组
编号:JC-PJ-JL12001 版本:A/0
生产日期 检验时间 备注 时 分
检验标准
□工程图纸 □标准样件 □制 检验依据 程检验标准 □产品标准 □其 它 实测值 判定 3 4 5
填写 2、检验员判定合格后从样品中随机挑选1个样件,进行首件标识。并连同巡检记录表一起置于产线最终检查工位。 说明 3、适用范围:产品新开机、开线、修模、变更工艺/参数、变更材料等均需要进行首件检查。 4、检查结果:合格项目打“√”,不合格项目打“×”,无此检查项目打“0”;本表单保留一年。
吉诚机械
代码号 首件 □开机首检 信息 □生产参数变更 项目
首件检验记录表
产品名称 □修模首件 □转产首件 □材料变更 □其他: 1 2 加工工艺
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
本日生产数
合格数
不良品数
单件价格
计件薪资
附注:1.本记录一式二两联,第一联由检验人员保存,第二联由车间统计人员收集上交财务人员计算生产员工当日薪资。
2.生产作业人员需按要求做好自检工作,并认真作好记录,检验合格打“√”,不合格打“×”,如未填写,一律不计当天产值。
3.检验员在生产作业期间需在负责工序内不间断进行巡回检验,每隔1~2小时内按作业指导书检验要求记录一次检验结果。
产品首检、自检、巡检记录表
产品名称
产品图号
产品规格
作业前检查:文件、图纸、工装、夹具、量具、刀具等 设备编号:
技术要求
序 检测仪器 号 检验项目/尺寸
工序:
车间 作业人员:
班次 日期:
JX/PL-FR001
判 定
签名
1 首 自检 2 检 巡检
3
自检
~
4
巡检
5
自检
~
6
巡检Biblioteka 7自检~8
巡检
9
自检
~
10
巡检