棒材线倍尺飞剪改造
棒材倍尺飞剪剪切误差分析及改进措施
棒材倍尺飞剪剪切误差分析及改进措施摘要:本文阐述了陕西钢铁集团龙门钢铁公司轧钢厂棒材生产线上倍尺飞剪系统配置及控制方法,分析了棒材倍尺飞剪的剪切工作原理,针对影响剪切精度的倍尺测量及计算误差、剪切执行误差进行了分析和论述,总结出减小剪切误差的方案,在实际应用中提高了倍尺飞剪的精度,实现了倍尺飞剪稳定运行,达到了提高成材率的目的。
关键词:倍尺飞剪;剪切误差;改进措施0 引言陕西钢铁集团龙门钢铁公司轧钢厂棒材生产线倍尺飞剪是一台曲柄/回转联合式飞剪,飞剪的电气控制系统主要由西门子300系列PLC 315-2DP CPU、DI模块、DO模块、高速计数器模块FM350-1与剪刃同轴的高速接近开关、飞剪传动电机尾部编码器和西门子全数字直流调速系统6RA80装置及安装在3#飞剪前、后的热金属检测器组成。
高速计数器模块实时接收来自成品轧机编码器的脉冲信号。
倍尺飞剪是钢铁企业用来对金属坯料剪切加工的重要设备,与棒材生产工艺结合非常紧密,其性能的优劣将直接影响轧制生产线的作业率和成材率,同时倍尺飞剪的剪切精度对精整区员工的劳动强度、劳动生产率影响极大,因此保证倍尺飞剪稳定运行至关重要。
1 剪切工作原理1.1首支钢剪切步骤步骤1,测量前热剪到倍尺热剪距离,得到校对距离D;步骤2,PLC读出钢材至前热剪时,末架轧机脉冲数N1,PLC读出钢材至倍尺热剪时,末架轧机脉冲数N2;步骤3,计算当前比率,;步骤4,计算理论比率,;步骤5,根据步骤3,步骤4选择实际比率。
当时,实际比率=当前比率,当时,实际比率=理论比率;步骤6,计算首支剪切脉冲数,,其中首支倍尺长度为画面设置,实际比率根据步骤5选择。
步骤7,在前热检上升沿信号来后,末架轧机脉冲数与首支剪切脉冲数相等时,飞剪执行剪切动作。
1.2非首支钢剪切步骤步骤7,测量剪刃到倍尺热剪距离,得到校对距离D1;步骤8,PLC读出钢材至剪刃时,末架轧机脉冲数N1,PLC读出钢材至倍尺热剪时,末架轧机脉冲数N2;步骤9,计算当前比率,;步骤10,计算非首支剪切脉冲数,,其中非首支倍尺设定长度为画面设置,实际比率根据步骤4,步骤5,步骤9计算并选择。
棒材倍尺飞剪剪切稳定性改进措施

《装备制造技术》2020年第12期棒材倍尺飞剪剪切稳定性改进措施刘士杰(柳州钢铁股份有限公司棒线型材厂,广西柳州545002)摘要:棒材倍尺飞剪剪切的稳定性,直接制约连轧线能否正常生产,因工艺调整而引起检测信号异常导致的倍尺飞剪误动作或不动作故障发生率较高,通过对倍尺飞剪的剪切控制原理进行介绍,并分析影响飞剪剪切稳定性的原因,总结改进热检安装冷却方式,实现倍尺飞剪运行稳定,提高产品成材率的目的。
关键词:倍尺飞剪;热金属检测器;定尺长度;码盘轴中图分类号:TG335文献标识码:A文章编号:#672-545X(2020)#2-0#6#-030前言柳钢棒线型材厂共有六条棒材生产线,每条轧线共有18架轧机,分为粗轧、中轧、精轧机组,所有轧机都为短应力线轧机,各架轧机均由直流电机单独传动。
在中轧机组及精轧机组前各设一台启停式飞剪对轧件进行切头、切尾及事故碎断。
精轧机组后设置了4台水冷箱,可以对精轧机组出来的螺纹钢筋进行冷却,精轧后最后一段水箱后设置了成品倍尺3#飞剪,对轧件分段剪切,倍尺飞剪的性,直制生产的,对成材产率影要叫为了提高企业竞争力,降低钢厂生产成,棒材生产对成品上冷进后水冷却后螺纹钢由980!降280!300~1400°C),在轧制中水水后,轧件水 ,断,倍尺飞剪动动轧件在冷钢水 动直成材及业。
对其做出应的改进倍尺飞剪剪切。
#倍尺飞剪控制系统1.1硬件配置了直流电动机,型号为Z355-6C355kW电电660V电枢电流590A,额定转速530r/min,励磁电压220V,电流为18.9A,直流传动控制的是西子直流调速装置,型号为6RA7095-4KV62-0-Z+ K11+K01+G95,PLC控制系统采用的CPU型号为6ES7414-2XK05-0AB0、高型为HSC6ES7450-1AP00-0AE0、定位模块型号为AXIS 6ES7453-3AH00-0AE0,检测元件主要有三台热金属检测仪HMD0、HMD1、HMD2,出口轧机脉冲编码、机。
高速棒材倍尺飞剪工艺技术改进

山西冶金SHANXI METALLURGYTotal181No.5,2019 DOI:10.16525/14-1167/tf.2019.05.45总第181期2019年第5期高速棒材倍尺飞剪工艺技术改进李罗扣,刘强,李文平,丁建军(首钢长治钢铁公司轧钢厂,山西长治046031)摘要:简要介绍了长钢轧钢厂高速棒/线材复合生产线工艺布置,通过对高棒倍尺飞剪后摆杆系统改进、尾部倍尺进行优化,降低了故障率,提高了生产效率。
关键词:高速棒材倍尺飞剪改进中图分类号:TG334.9文献标识码:A文章编号:1672-1152(2019)05-0113-02收稿日期:2019-08-10第一作者简介:李罗扣(1973—),男,本科,毕业于内蒙古科技大学,工程师,现为首钢长治钢铁有限公司轧钢厂厂长。
121—前伺服电缸摆杆;2—倍尺飞剪;3—气缸式后摆杆分钢器图1飞剪结构示意图生产实践·应用技术首钢长治钢铁公司(全文简称长钢)轧钢厂高棒生产线是在原轧钢厂高线北线生产线中,从预精轧后通过分岔通道引出改造而成的复合型生产线。
该生产线新增4号剪前夹送辊1套,4号飞剪及碎断剪1套,侧活套1套,4架顶交45毅精轧机组1套,倍尺飞剪前夹送辊1套,高速倍尺圆盘飞剪(以下简称倍尺飞剪)1套,夹送制动辊2套,108m转毂式落料系统及冷床1套,以及后续棒材精整设备1套。
根据生产产品及规格要求可以在高线和高棒之间切换。
生产线于2018年8月1日一次性热负荷试车成功,并于次月达到设计目标。
1高速棒材倍尺飞剪系统组成倍尺飞剪系统由前伺服电缸控制摆杆系统、倍尺飞剪及后气缸控制摆杆分钢导槽组成。
其中伺服电缸摆杆位于高速飞剪前,可水平左右摆动,伺服电机驱动电缸带动摆杆做水平往复运动。
电缸摆杆工作时有两个工位,飞剪剪切后,摆杆摆动到另一个工位,此时飞剪再进行剪切,循环往复。
后气缸控制摆杆分钢导槽有左右两个通道,引导剪切后的轧件进入不同的通道。
棒线厂倍尺飞剪故障分析及改进

棒线厂倍尺飞剪故障分析及改进韩君栋1耿玉红21、河北钢铁股份有限公司承德分公司棒线厂2、河北钢铁股份有限公司承德分公司技术中心摘要:本文详细介绍了倍尺飞剪的故障现象、原因分析及改进措施.关键词:倍尺飞剪故障改进、优化剪切1、前言承钢一棒生产线的机械设备和工艺技术引进于意大利DANIELI公司,电气设备和控制系统引进于意大利的ASIRobicon公司,全线采用交流变频调速技术,年设计能力为80万吨/年。
3#飞剪因与国外生产现场环境不同,工作状态缺乏稳定性。
其工作的不稳定性直接关系到产品的质量和成材率。
因此,保证倍尺飞剪工作稳定非常必要。
2、存在的问题3#剪生产中有时会发生剪切倍尺不准、切短头、不切、倍尺恒等于冷床长度(120米)、头部弯曲等故障。
经常造成堆钢等工艺事故。
影响轧制节奏。
曾因飞剪剪切倍尺长度恒等于冷床长度造成裙板抛钢堆钢而停车近50分钟。
成为制约生产的一大难题,直接影响到了一棒稳定生产。
2.1、倍尺飞剪故障分析2.1.1.飞剪剪切不准2.1.1.1成品轧机辊径设定不准确倍尺剪剪切计数吗盘为成品轧机主电机码盘,控制系统根据成品轧机设定辊径计算计数吗盘每个脉冲的长度当量。
3#剪入口热金属检测器检测到轧件头部,倍尺剪剪切控制系统开始进行计数,当程序计算长度满足发出剪切信号条件时发出剪切信号,飞剪进行剪切。
成品辊径为预设值不准确,实际剪切长度与设定长度误差大。
2.1.1.2轧件实际运行速度的影响为防止轧机咬钢速降堆钢,对轧机设定动态速降补偿。
轧机存在咬钢抛钢速度波动的现象(见图1),活套调速控制、温度、入口导辊间隙、成品前料型等条件的限制,影响轧件前滑。
轧件实际运行速度不稳定造成现场飞剪剪切的倍尺不准。
------速度下降斜坡时间-------冲击速降补偿值-----咬钢信号图12.2.切短头现象倍尺剪根据HMI设定的剪切长度进行分段剪切,飞剪当完成设定剪切长度。
成品轧机后的热检信号仍为1时飞剪将按末剪倍尺设定长度进行分段剪切。
棒材生产线450吨摆动式冷飞剪的维修与改造

篓 虹 _ 、 ∑
1 磁性链 辊道 ;2 飞剪本体 ;3 剪切传动机 构; 一 一 一
4 一摆动传动机 构;5 剪后升降辊道 一
图 1 4 0冷摆 剪 结构 图 5t
Fi gur C ha tof 0tCol Sw i e1 r 45 d ng hea S r
u ra o a l e inf r u rc t n a d me h n c lmo e n f o df i gs e rwi wig n e s n b ed sg b ia i n c a ia v me to l y n h a t s n ol o c l h
昆钢科技
2 1年第5 00 期
和支撑板发生磨损碰撞 ,生产现场噪音很大 。
2 二 — \ 一…
1
— 4 I
… 一 一
32 冷摆 剪本 体 出现 的 问 题 .
剪芯 、锥套 间隙及调整存在 的问题 :1 )冷摆剪
:j ・
L ’—譬’ l●叼 : —叠 譬l- I二t_ I -
2 4 0t 5 冷摆 剪 主要 结构
1 前 言
图 1 5 t 摆 剪 结构 图 ,来料 经 磁 性链 辊 道 为4 0冷 红 河钢铁 有 限公 司8 万 吨棒材 轧钢 生产 线 ,安 0 装 了太 矿精铸 公 司制造 的4 0摆动 式冷 飞剪 ( 5t 以下 简称冷摆 剪 )。该冷 摆剪 在投入使 用初 期 出现 了一 些故 障 ,对棒材 生产产 生 了影响 ,钢材 产量 迟迟达 不 到设 计 指标 。经过对 设备 的熟悉 和 了解 ,弄清 了
达涅利倍尺飞剪在高强度棒材生产线的应用

达涅利倍尺飞剪在高强度棒材生产线的应用作者:于洋来源:《科技风》2017年第11期摘要:介绍了宣钢棒材生产线倍尺飞剪控制系统原理,阐述了倍尺飞剪控制系统获得脉冲当量两种方法,达到对倍尺飞剪剪切长度及精度的调整目的。
改造完成后认真做好在线使用运行状态的跟踪反馈,对一些不成熟的改造项目及时制定优化方案借机进行完善,以达到设备最佳运行状态。
关键词:倍尺飞剪;编码器;脉冲当量;辊径优先;测量优先宣钢高强度棒材生产线是宣钢第二次跨越发展的生产线,该生产线设计由中冶京诚负责,由意大利达涅利公司提供先进的技术,并由该公司设计制造全线的设备。
该生产线设计年产量90万吨,全线设有3台飞剪,1#飞剪位于粗轧机组后,用于轧件的剪头剪尾和事故碎断,2#飞剪位于中轧机组后,用于轧件的剪头剪尾和事故碎断,3#飞剪即倍尺飞剪位于QTB(轧后余热处理装置)水冷线之后,用于倍尺剪切。
飞剪控制系统完成对剪刃的位置和剪切起动、停止及回位等动作周期的控制,位置检测信号取自电机轴端编码器PG。
系统用一个热金属检测器及一个预设定计数器来检测轧件头部位置,计数脉冲取自出口机架电动机轴端脉冲发生器。
热金属检测器检测到轧件头部时起动计数器,当计数值达到预设定值时发出剪切起动信号。
轧件长度测量及飞剪剪切与位置控制由西门子高速工艺控制板T400完成。
1 倍尺飞剪的控制系统参数设置1.1 速度设定切头/分断速度超前率:取值范围1~1.1。
切尾速度滞后率:取值范围0.8~0.9。
碎断速度超前率:取值范围:一般等同切头分段超前率。
取较大的值可以减小。
1.2 长度设定成品长度:按实际冷剪定尺长度设定倍尺根数:上冷床的倍尺长度包含的定尺数附加长度:按冷剪切头/切尾长度、飞剪剪切误差和HMD1~2 距离测量误差等因素设定冷缩率:轧件冷态与热态长度的比值,一般为 0.98~09定采样长度:对于分断剪,选择采样功能后,采样时比倍尺长度多切的长度1.3 测量系统设置轧件长度测量系统中有两种设置方法,一种为测量模式,选择为测量优先方式,不用修改工作辊径;此时若换辊,则启车时飞剪画面的轧件速度与轧机计算机画面的对应轧机速度可能不匹配,直到热检检测到钢,计算出新辊的辊径,速度才显示正确的值。
棒材3#飞剪剪切控制及改进措施

棒材3#飞剪剪切控制及改进措施摘要:棒材生产在穿水轧制过中,因信号检测系统不能正常工作,引起3#飞剪误动作或者不动作,不能满足生产设备的控制要求,基于此对3#飞剪的剪切控制原理进行介绍,并分析影响飞剪剪切精度及稳定性的原因以及总结改进方法。
经过实际应用和不断改进,现在3#飞剪已经达到工作稳定、剪切精度高、便于维护、能获得较大的产品收得率。
关键词:3#飞剪热金属检测器脉冲编码器光幕改进一、前言棒线厂第一作业区轧制生产线由18台轧机和3套飞剪组成。
1#飞剪是起停式曲柄剪,位于6#轧机后,用于粗轧坯的切头和事故碎断;2#飞剪是起停式回转剪,位于12#轧机后,用于中轧切头和切尾;3#飞剪是起停式倍尺飞剪,用于棒材产品的倍尺分断,是棒材生产线的咽喉,与棒材生产工艺结合非常紧密,其性能是否优良,运行是否可靠对整个生产线的作业率和产品收得率有着至关重要的影响。
棒线厂在投产后为了适应市场需求,大批量生产Ⅲ级热轧带肋钢筋,在工艺上采用了穿水轧制等棒材生产的新技术。
轧制工艺改为穿水轧制后,轧件的表面温度由原来的1000℃左右降低至300℃左右;而且在穿水轧制中,易产生大量的水蒸汽,这些因素容易造成3#飞剪信号采集出错,造成3#飞剪误动作或者不动作。
3#飞剪动作的正常与否直接影响下游设备的动作。
出现异常时会引起堆钢以及造成设备损坏,造成停车,加大精整工人的劳动强度,直接影响了生产作业率和产品成材率等经济指标。
基于上述原因对其做出相应的改进和完善,抑制了外界环境因素所造成不利的影响,保证了正常剪切并且提高了剪切精度,达到了预期目的。
二、3#飞剪控制系统1、硬件配置电机:采用了低惯量他励电动机,型号为ZTFS-315-42,额定功率为280KW,额定电枢电压为440V,额定电枢电流为704A,额定转速为650r/min,励磁电压为220V,励磁电流为24A。
主传动:美国GE公司全数字直流调速装置6KDV31350Q4F40D3型。
倍尺飞剪优化剪切操作步骤V1

倍尺飞剪优化剪切操作步骤优化剪切的基本概念:倍尺剪切是棒材生产必须的重要工序。
整根钢坯轧出的钢材经倍尺剪切后,最后一段钢的长度总是不规则的。
在棒材轧制过程中,如果出现短尾现象会使冷床来不及接钢,从而出现尾钢在冷床上的停位不合适或者乱钢等现象。
倍尺飞剪优化剪切的基本目的是消除短尾现象,以保证冷床上卸钢的稳定性。
棒材生产工艺对倍尺优化剪切提出的进一步要求则是控制尾钢的长度。
为了能够在定尺剪切时实现短尺(非定尺)分离,工艺上希望倍尺剪切的尾钢长度恰好超过所有整倍尺长度,即尾端的非定尺部分恰好延伸到所有整倍尺之外,这样在冷剪进行定尺剪切时,最后一刀切下的全部是非定尺(短尺),从而实现短尺材与定尺材的分离。
显然,如果能够控制尾钢的长度,自然能够消除短尾现象。
本优化剪切控制就是按尾长控制的概念进行设计的。
每根钢坯轧制后的总长度是一定的,要想改变尾钢的长度,只能通过改变其他倍尺段的长度来实现(分段剪切各段长度间的互补性)。
优化剪切正是通过延长或缩短整倍尺钢的长度来改变末段(尾钢)长度的。
为保证成品定尺收得率,要求优化剪切的调整过程不能产生新的非定尺,因此长度调整只能以成品定尺长度为单位,即按定尺的整数倍长度进行调整;从而能保证每根钢只(在尾段)出现一个非定尺。
1 分段长度在此画面中可以设定成品长度,倍尺根数,附加长度和冷缩率,显示倍尺长度和手动优化剪切的设定情况。
1.1 倍尺调整在此画面中可以手动调整每段钢的剪切长度(单位为成品长度)。
1.2 长度修正在此画面中可以手动精确修正每段钢的剪切长度(单位为毫米),用于修正由于钢坯温度不均产生的长度误差。
1.3 优化设定在此画面中显示每根钢坯轧制后的总长度和平均长度。
通过设定预计总长和末段留空自动计算优化调整前后的剪切结果。
其中末段留空指整倍尺长度与优化剪切后尾钢的目标长度的差值,单位为成品长度,取值范围为(0,3)。
按钮,使当前计算结果应用到实际剪切中。
1.4 优化调整在此画面中可以设定优化调整的目标、优化调整的限制和尾封长度。
棒材倍尺剪的优化剪切方法

棒材倍尺剪的优化剪切方法通过介绍飞剪的剪切方法在棒材倍尺剪上的应用,简要说明了该剪切方法的原理和优点。
标签:倍尺;剪切;lastbar引言棒材生产线在设计上采用K1轧机出口速度和倍尺剪前热金属检测器通过计算长度按定长度倍尺剪切;由于来料连铸坯长度不稳定等因素,常出现最后一根倍尺剪出短尾(只有几米或十几米),出现缓冲区或留在裙板中造成堆钢,严重影响棒材的成材率。
结合生产过程中实际存在的问题,有针对性的采取优化剪切的方法实现自动判断并进行剪切(见图1)。
图1 轧钢流程图1 倍尺剪切的数学分析1.1 坯料通过每一架的速度(出口处速度)V=■R-调整系数;N-机架的转速;D-轧辊工作直径;i-减速比R是一经验值,根据现场实际情况来矫正由于对工作辊径测量误差以及坯料密度不均匀而导致的计算误差。
由此可以计算出坯料在不同机架出口处的运行速度。
1.2 计算坯料通过K2机架的坯料体积坯料体积=T2×V2×M2T2-整个钢胚通过K2机架的时间;V2-K2机架轧机的速度;M2-K2机架孔型面积1.3 估算坯料通过K1出口机架的长度L=■M1-出口(K1)机架孔型面积;L的长度就是估算的棒材成品长度的估算值。
由此估算值我们可以比较精确的测算出成品棒材的长度,为棒材倍尺剪切优化提供可以参考的数据。
2 技术方案2.1 方案1:当钢坯的尾部,通过精轧区前的热金属检测器瞬间,按照长度预算方法,将3#剪剪刃中心至精轧区前热金属检测器之间的钢料,按成品尺寸计算出长度。
当然还要加上,此时已走过3#剪剪刃的当根倍尺的长度。
长度已知,按设定倍尺长度计算出剩余剪切刀数,及lastbar(最后一根倍尺剪切后剩余)的长度;如果lastbar长度小于最低倍尺长度,则将lastbar的长度按剪切根数分别加到每根倍尺长度中,实现尾部优化剪切。
2.2 方案2:根据任意架轧机秒流量及通过时间相等的概念,以坯料通过精轧区前热检的时长为t1,以3#剪前热检有钢至精轧区前热检没钢时长为t2(见图2)S=S1+S2+S3 S1=t×V1t=t1-t2S-3#剪前剩余没剪的长度;S1-精轧区前热检至3#剪前热检当前出口速度下的长度;S2-已走过3#剪剪刃的当根倍尺的长度;S3-3#剪前热检至3#剪剪刃的距离L长度通过数学分析,我们已经可以比较精确的计算出具体长度,按设定倍尺长度可以计算出lastbar的长度,该长度就是总长度除以倍尺长度后的余数(该长度在72米至0米之间)。
日照钢铁棒材生产线提产设备改造的实践-最新年文档
日照钢铁棒材生产线提产设备改造的实践-最新年文档日照钢铁棒材生产线提产设备改造的实践0 引言日照钢铁XX公司棒材生产线年设计生产能力50万t,生产规格φ12-14,生产规格有局限性,各工序之间的产能设计不匹配,造成该生产线部分工序闲置。
为了充分发挥好改生产线的最大生产能力,公司决定成立专门课题组对该生产线进行系统的提产和扩容改造。
通过对生产线各工序瓶颈环节、各工序实际产能提升空间以及车间内部场地空间进行系统分析,制定了切实可行的设备改造方案,对设备进行适应改造,具备了年生产130万t 的生产能力,取得了巨大的生产效益和经济效益。
1 棒材生产线主体设备改造1.1 热送提升机改造加热炉热送钢坯的提升机为卷扬式,在提升过程中,存在链条卡链、断链等现象,热送钢坯的效率低,加热能力受到限制,因此加热冷钢坯,不仅增加了煤气的消耗,而且影响了轧制产量。
针对此情况对提升机进行了改造。
重新设计和制造安装热送辊道,并配液压推钢装置,提升机支架由原90°改为具有60°的斜度支架,消除了链条在提升过程中的卡链和断链现象,减少了链条在提升过程中的阻力,运行稳定,从而提高了加热炉钢坯的热送率,不仅提高了加热炉的加热能力,而且减少了煤气的消耗,提高了加热炉的热装率。
1.2 加热炉改造原加热炉加热能力及助燃风机较弱,对加热炉蓄热式烧嘴两侧炉墙、两侧蓄热式烧嘴及及蓄热体箱进行更换,原空气、煤气、烟气系统管路基本保持不变,对烧嘴前的支管检修改造。
新增加1台助燃风机,并增设软启动器控制,原风机做为备用风机使用。
新增加1台煤气侧废气引风机,原有的煤气侧引风机作为改造后的空气侧废气引风机使用,原空气侧引风机作为备机使用,相应管路进行改造。
燃烧控制系统中对因烧嘴的改动后所引起的换向控制系统进行改造,加热炉计器仪表更换均热段、第一加热炉段空煤气孔板及相关设备。
加热炉局部进行改造后提高加热炉加热能力,将产能提高约20%,可大幅度降低燃料消耗,具有加热速度快,加热质量好等特点。
棒材倍尺分段飞剪优化剪切原理
第39卷 第3期2004年3月钢 铁I RON AND ST EELV o l.39,N o.3M arch2004棒材倍尺分段飞剪优化剪切原理程知松(北京科技大学轧钢研究所,北京100083)摘 要 就国内棒材倍尺分段飞剪两种运行模式常规分段和优化剪切分段作了详细分析,阐述了常规分段剪切原理、适用范围及其弱点,提出了精确优化剪切概念,采用实时预报分析下一根轧件的单位长度质量来精确计算下一根坯料轧出的成品总长,从而控制轧件分段长度及分段段数,并指出实现精确优化剪切的必要条件即坯料单根称重、轧件跟踪及二级自动化系统。
关键词 棒材 分段飞剪 优化剪切中图法分类号 T G333.2+1 文献标识码 AOPT I M U M CUTT ING PR INC IPL E FOR BAR D IV I D ING SHEARCH EN G Zh isong(Ro lling In stitu te of U n iversity of Science and T echno logy Beijing,Beijing100083)ABSTRACT In th is p ap er,tw o runn ing m ode of civil bar dividing shear including conven ti onal cu tting and op ti m um cu tting is sp ecifically analyzed,becau se of the fo rm er defect,the concep t of accu rate op ti m um cu tting is p u t fo rw ard,by m ean s of analyzing the cu rren t ro lling stack un it length w eigh t and fo recasting the nex t ro lling stack p roduct to tal length.M eanw h ile the necessary conditi on fo r realizing accu rate op ti m um cu tting is po in ted ou t that is single b loom w eigh,ro lling stack track ing and the second grade au tom ati on system.KEY WORD S bar,dividing shear,op ti m um cu tting1 问题的提出目前,尽管全国的棒材轧机都使用了倍尺分段飞剪将成品轧件分段后上冷床冷却,但对飞剪的控制要求却不尽相同,有的要求切头(或切尾)加分段,有的仅仅是分段。
小型棒材轧机飞剪剪刃结构改进与优化

图1
优化前后剪刃结构
4 改进效果
采取一系列改进措施后, 剪刃使用寿命比原来 提高了 2~3 倍, 使用次数由原来的 1 次变为 2 次, 降 低了成本, 缩短了剪刃更换时间。解决了因控轧控 冷工艺带来的制约生产的问题, 为控轧控冷工艺的 实施和生产创造了条件。
收稿日期: 2009-02-16 作者简介 : 刘宝生, 男, 1976 年生, 1999 年毕业于山东建筑材料工 业学院机械电子工程专业。现为莱钢银山型钢板带厂工程师, 从 事机械设备管理工作。
74
������������������������������������������������������
������ ������������
������������������������������������������������������������������������
山东省冶金企业管理现代化创新成果评审及 推广先进单位评比会议在威海召开
2009 年 8 月 1~2 日, 由山东省冶金工业总公司、 山 东钢铁集团有限公司联合组织的 2008 年度 (第二十四 届) 山东省冶金企业管理现代化创新成果评审及推广企 业管理现代化创新成果工作先进单位评比会议在威海市 召开。来自全省冶金行业内的 20 位专家学者参加了此 次会议。 本届评审会共收到参评成果 174 项, 涉及企业改革、 资源战略、 节能减排、 投资运营与财务管理、 计量和质量 创新管理、 物流与供应链管理、 安全管理、 人力资源管理、
W/% 2.0~2.5 1.0~1.7 <0.3 <0.3 V/% Mo/% 硬度 HSD 55~58 58 60 应用 冷剪 热剪 高速
基于棒材生产线倍尺飞剪电控系统的研究与应用
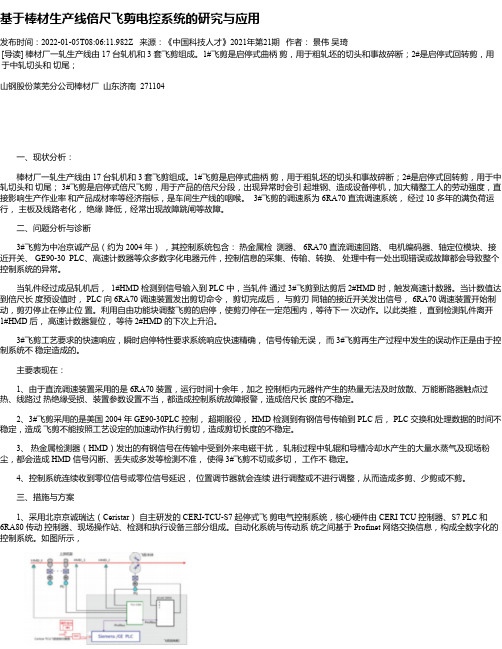
基于棒材生产线倍尺飞剪电控系统的研究与应用发布时间:2022-01-05T08:06:11.982Z 来源:《中国科技人才》2021年第21期作者:景伟吴琦[导读] 棒材厂一轧生产线由 17 台轧机和 3 套飞剪组成。
1#飞剪是启停式曲柄剪,用于粗轧坯的切头和事故碎断;2#是启停式回转剪,用于中轧切头和切尾;山钢股份莱芜分公司棒材厂山东济南 271104一、现状分析:棒材厂一轧生产线由 17 台轧机和 3 套飞剪组成。
1#飞剪是启停式曲柄剪,用于粗轧坯的切头和事故碎断;2#是启停式回转剪,用于中轧切头和切尾; 3#飞剪是启停式倍尺飞剪,用于产品的倍尺分段,出现异常时会引起堆钢、造成设备停机,加大精整工人的劳动强度,直接影响生产作业率和产品成材率等经济指标,是车间生产线的咽喉。
3#飞剪的调速系为 6RA70 直流调速系统,经过 10 多年的满负荷运行,主板及线路老化,绝缘降低,经常出现故障跳闸等故障。
二、问题分析与诊断3#飞剪为中冶京诚产品(约为 2004 年),其控制系统包含:热金属检测器、 6RA70 直流调速回路、电机编码器、轴定位模块、接近开关、 GE90-30 PLC、高速计数器等众多数字化电器元件,控制信息的采集、传输、转换、处理中有一处出现错误或故障都会导致整个控制系统的异常。
当轧件经过成品轧机后, 1#HMD 检测到信号输入到 PLC 中,当轧件通过 3#飞剪到达剪后 2#HMD 时,触发高速计数器。
当计数值达到倍尺长度预设值时, PLC 向 6RA70 调速装置发出剪切命令,剪切完成后,与剪刃同轴的接近开关发出信号, 6RA70 调速装置开始制动,剪刃停止在停止位置。
利用自由功能块调整飞剪的启停,使剪刃停在一定范围内,等待下一次动作。
以此类推,直到检测轧件离开1#HMD 后,高速计数器复位,等待 2#HMD 的下次上升沿。
3#飞剪工艺要求的快速响应,瞬时启停特性要求系统响应快速精确,信号传输无误,而 3#飞剪再生产过程中发生的误动作正是由于控制系统不稳定造成的。
达涅利倍尺飞剪在高强度棒材生产线的应用

机械化工 !"#$%&$'(') *+&,-./&$01$21(3$&)%$1$$$)8
达涅利倍尺飞剪在高强度棒材生产线的应用
于4洋
河钢宣钢二钢轧厂!河北宣化!$O%$$
摘4要介绍了宣钢棒材生产线倍尺飞剪控制系统原理阐述了倍尺飞剪控制系统获得脉冲当量两种方法达到对倍尺飞剪 剪切长度及精度的调整目的 改造完成后认真做好在线使用运行状态的跟踪反馈对一些不成熟的改造项目及时制定优化方案 借机进行完善以达到设备最佳运行状态
)&) 测量优先法 通过测量 方 式 获 得 即 记 录 轧 件 头 部 由 \G!2$ 移 动 到 \G!2) 过程中的脉冲数除以 \G!2$ 和 \G!2) 间的距离计算 得出 测量优先法的优点是脉冲当量值准确度高能自动适应 辊径变化 其存在的弊端易产生随机误差 当选择测量优先 时不用修改工作辊径此时若换辊则启车时飞剪画面的轧件 速度与轧机计算机画面的对应轧机速度可能不匹配直到热检 检测到钢计算出新辊的辊径速度才显示正确的值 针对测 量优先法存在的弊端可以采取如下方法进行弥补$ 有水冷 时增加风机顺着热检往轧件方向吹风以驱散雾气和水气 ) 及时检查是否有氧化铁屑堆积并及时清除 ( 在工艺许可的 情况下提高水冷温度使轧件表面光线不要太暗 3 请仔细 检查 \G!的环境状况尝试调整热检角度及灵敏度等保证其 处于最佳工作状态 其他原因都试过时也可考虑更换为低温 \G! 9 在电气系统中为了减小随机误差造成的影响采用 了十次测量记录平均值作为正在使用的脉冲当量以此来消除 测量突变造成的影响 0在电气系统中为了消除测量突变造 成的影响还在测量记录画面中增加了突变剔除按钮 1 检测 信号处导槽开疏水孔和溜渣孔减少氧化皮及污泥等堆积提 高热检准确性 8将吹热检仪的风源由压缩空气改成氮气氮 气纯净不含水提高了热检准确性尤其是冬季 ' 在轧钢过 程中要注意观察测长记录 随着时间的推移操作人员会发 现测量出的脉冲当量会越来越小 脉冲当量会越来越小说明 辊径越来越小可能是辊径磨损造成的此时应该调整轧辊压 下量了 在轧辊压下量调整完毕轧件尺寸合格后经过几根 钢的轧制系统自动适应辊径的变化 #结语 倍尺飞剪是棒材生产的重要工序高强度棒材生产线倍尺 飞剪控制系统的准确性可靠性及剪切的精度满足了目前生产 的需要为该生产线的满产高质量生产提供了可靠保障
棒材生产线2号飞剪倍尺功能开发
棒材生产线2号飞剪倍尺功能开发棒材生产线2号飞剪原功能仅限于切头和切尾,随着生产工艺的不断完善,根据工艺要求,2号飞剪需要增加倍尺功能,以适应钢轧厂不断拓展的、新的品种钢的轧制。
标签:飞剪;西门子PLC;倍尺;热检1 引言棒材生产线电控系统采用的是西门子S7-400PLC+S120传动控制系统,是全国为数不多的全线采用西门子S120传动控制系统的全交流棒材生产线。
随着生产指标的逐步攀升和轧制节奏的加快,使得生产工艺需要不断完善,同时要求电气设备必须满足工艺要求,尤其2号飞剪,需要根据工艺要求进行技术攻关改造。
2 现状棒材生产线在近年来逐步大力开发品种钢的需求下,工艺要求当轧制某些规格的品种钢时需要2号飞剪作为倍尺剪以实现剪切倍尺的功能。
而原有的2号飞剪功能仅限于切头切尾,所以亟待通过开发倍尺剪功能,使得2号飞剪可以作为剪切标准规格成品的倍尺剪。
3 技术方案及改造措施原有的2号飞剪功能仅限于切头切尾,通过开发倍尺剪功能,使得2号飞剪可以作为剪切标准规格成品的倍尺剪。
首先,激活2号飞剪倍尺剪功能。
由于2号飞剪原来只是用作切头切尾剪使用,所以倍尺剪功能是处在被禁止状态的。
我们查阅了大量的飞剪自动化资料,找到了激活倍尺剪功能的程序块DB800,这个程序块中含有更改飞剪功能的倍尺剪功能激活项DB672.DBX0.6,将这个点更改为TRUE,即完成程序中倍尺剪功能的开启。
保存更改,重新对2号飞剪plc进行上电,这个时候主控台的飞剪控制手操板上已经出现倍尺剪功能投入选项,即激活成功。
激活地址如下图:其次,在激活2号飞剪倍尺剪功能后,还必须保证切完的倍尺能够正常上裙板。
我们先是实验了运用原有3号倍尺剪的热金属检测器信号来作为裙板动作的信号,这个热金属检测器就位于末架轧机18架的出口位置。
结果发现2号飞剪切完后的倍尺在到达这个热金属检测器的时候不能确保前后两支倍尺能够达到分钢状态,经常是前后两支倍尺在到达这个热检的时候是前后首尾相连的,从而使得热检不能正常区分是哪支倍尺,进而导致裙板不动作或者误动作,造成裙板堆钢。
棒材倍尺飞剪高精度剪切
棒材倍尺飞剪高精度剪切潘鸿福(日照钢铁有限公司棒材厂,山东省日照市,276806)摘要:论述在棒材生产线上倍尺飞剪的自动化控制中,根据其高剪切精度、高运行稳定性的要求,通过采取在原先飞剪的硬件配置上,再增加二个热金属检测器,编写程序实时测量轧材头部速度并对此经过必要的数据处理无缝的集成到原程序中,便可以使其剪切精度误差由以往的1-6%降低到现在的1‰左右,经过两年的在线应用,证实了此技术的先进性和稳定性,为生产企业带来了巨大的经济效益,有良好的推广应用前景。
关键词:棒材;倍尺飞剪;高精度;脉冲当量High precision cutting of bar flying shearPAN Hong-fu(Rizhao steel Co., LTD. Bar factory, Shandong rizhao city ,276806)Abstract:Discusses the bar production line the automation of the flying shear control, according to its high shear precision, high operation stability requirement, through the adoption of the flying shear in the original hardware configuration, and then add two hot metal detectors(HMD),write programs real-time measuring passing bar vector, through the necessary data processing seamless integration to the original program, can make its shear by previous 1 - 6% down to 1 ‰, after two years of online applications, confirmed this technical sophistication and stability, ,good application prospect. ,Keywords:bar ;dividing flying shears; high precision ;length per pulse一、前言:在小型棒材生产中,棒材成品倍尺飞剪的高精度剪切控制一直是行业上研究的热点和难点,由于飞剪的实时动作周期,及速度测量系统的精度都将影响倍尺剪切精度的准确性,目前较常使用的传统轧制辊径折算脉冲当量方法,精度误差约为1-6%,显然误差大,而且实际上冷床的长度还实时变化,使操作工需不断的修正设定的倍尺长度,非常麻烦,而且实际长度变化的还很缓慢。
达涅利倍尺飞剪在高强度棒材生产线的应用
机械化 工
Байду номын сангаас善
D O I : 1 0 . 1 9 3 9 2 / j . c n k i . 1 6 7 1 — 7 3 4 1 . 2 0 1 7 1 1 1 2 8
达 涅利倍 尺飞 剪 在 高 强 度棒 材 生产线 的应 用
于
河钢宣钢二钢轧厂
洋
河 北 宣化 0 7 5 1 0 0
下量 了 。 2 . 2测 量优 先 法
切头/ 分断速度超 前率 : 取值范围 1~ 1 . 1 。 切尾速度滞后率 : 取值 范 围 0 . 8~ 0 . 9 。 碎断速度超 前率 : 取 值 范 围: 一 般 等 同切 头分 段超 前 率。 取较大 的值可 以减小 。
1 . 2 长度 设 定
1 . 1速 度 设 定
代手动输入。其存在 的弊端 是 : 一 是辊径 估计 不准 。二是 辊 径 变 化 不 能 自适 应 。 针对 辊 径 优 先 法存 在 的 弊 端 , 可以采取 以 下方法进行调整 : 1 ) 在轧钢 初期 , 即换 品种检修完 成后 的第 一 次轧钢 、 或换 轧辊 后的第一次轧钢 , 在辊径估计不准 时, 可 以先 按辊环直径进 行设 置 ; 或按 工艺 工作 辊 径 X 1 0 5 % 进行 设 置。 2 ) 在稳定 轧制几根螺纹 钢 以后 , 即在 轧辊压 下量调 整结束 、 轧 件尺寸合格后 , 经过几 根钢 的轧制后 , 在诊 断画 面中的测 长记 录画面中 , 观察测量 出的十个 脉冲 当量是否 一致 , 若十个脉 冲 当量的测量值偏 差均在 2 % 0 以 内, 则可 以点击改写辊径按钮 , 则 辊径随即按十个 脉冲当量 的测量值 的平均 值反算 出的辊径 进 行修改。此 时的辊径 即是准确 的工作辊 径 , 由此算 出的脉冲当 量即是准确的脉 冲当量 。 3 ) 在轧钢 过程 中, 要 注意观察测 长记 录。随着 时间的推移 , 操作 人员会发 现测量 出的脉 冲当量会 越 来 越小 , 此时剪切 出的钢的长度会越来越短 。此时可 以点击 改 写辊径按钮 , 即可将辊径改过来 。4 ) 脉冲 当量会越 来越小说 明 辊径越来越 小 , 可能是 辊径磨损 造成 的 , 此 时应该 调整轧辊 压
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
RE N Ho n g — q i LV Gu o — we  ̄ S HI J i n — s h u i
( 1 . S h a n d o n g Lu h S t e e l CO. , L TD, We  ̄ f a n g 2 7 2 6 2 4 , Ch i n a ; 2 . S h a n d o n g L i ng d o n g E n e r g y S e r v i c e Co mp a n y Li mi t e d , We  ̄ f a n g
HM I 及
PLC 控 制 系 统
棒材线倍 尺飞剪改造
任洪琪 ’ , 吕国伟 , 石进 水 。
( 1 . 山 东鲁 丽 钢 铁 有 限 公 司 , 山 东 潍坊 2 7 2 6 2 4 ; 2 . 山东领 动节 能服务 有 限公 司 , 山 东 潍坊 2 7 2 6 2 4 ; 3 . 山 东 交通 职 业 学 院 . 山 东 潍坊 2 7 2 6 2 4 ) 摘 要 : 鲁 丽 铜 铁 有 限 公 司 螺 纹 铜 生 产 线 自投 产 后 , 倍 尺 飞 剪 因 采 用较 低 的 配 置 , 剪 切精 度 达 不到设 计要 求 , 给 生 产 造 成 了很 大 浪 费 。 针 对 此 问题 , 在 冷床 前增加 一 台热金属 检 测仪 , 并利 用软 件在 P L C 中对 此 热 捡 信 号 进 行 处 理 , 改 进倍 尺 飞剪 的控制 程序 . 飞 剪 的 倍 尺 精 度 由原 来 的± 0 . 8 3 %提 高到 ± 0 . 1 1 % 关键 词 : 棒材 线 : 倍 尺 飞剪 : P L C
飞 剪 的 电气 控 制 系统 主要 由西 门 子 3 0 0系 列 P L C 3 1 5 — 2 D P C P U、 D I 模块 、 D O模块 、 高 速 计 数 器 模
块F M3 5 0 —1 、 S I E ME NS T 0U C H人机界 面 、 与 剪 刃 同轴
d u c t  ̄ o n. Ac c o r d i n g t o t h e p r o b l e m, a h o t me t a l d e t e c t o r i s a d d e d i n ro f n t o f t h e c o l d b e d a n d t h e h o t d e t e c t i o n s i g n a l i s p r o —
K e y wo r d s: c o n t i n u o u s b a r r o l l i ng l i n e; mu l t i — l e n g t h s l f y i n g s h e a r ; PL C
0引言
现 阶段 棒 材 线 倍 尺 飞 剪 电 气 控 制 系 统 . 根 据 对 剪 刃 位 置 及 速 度 的 控 制 和 轧 件 计 长 方 式 不 同 可 分 为 3种 : 用 工 艺板 和 安 装 在 剪 刃 同轴 的 编 码 器 实 现 对 剪 刃 位 置 和 轧 件 剪 切 长 度 的 控 制 :用 P L C 的 定 位 模 块 和安 装 在剪 刃同轴 的编码 器 对 剪 刀位 置进 行控 制 .
me e t t h e d e s i g n r e q u i r e me n t s a s mu l t i — l e n g t h s l f y i n g s h e a r wi t h a l o we r c o n ig f u r a t i o n, wh i c h ma d e a l a r g e wa s t e f o r t h e p r o —
2 7 2 6 2 4 , C h i n a ; 3 . S h a n d o n g T r a n s p o r e g e , We  ̄ f a n g 2 7 2 6 2 4 , C h i n a )
Ab s t r a c t :  ̄ V h e n t h r e a d s t e e l p r o d u c t i o n l i n e o f L uh S t e e l Co . , L TD. i s p u t i n t o o p e r a t i o n ,t h e c u t t i n g a c c u r a c y d o e s n o t
I mp r o v e me n t o f Pr e c i s i o n o f Mu l t i - l e n g t h s F l y i n g Sh e ar
O f Co n t i n u o u s Ba r Ro l l i n g L i n e