埋弧焊机配件
全球最具影响力十大焊接设备巨头都有哪些?
全球最具影响力十大焊接设备巨头都有哪些?来源:真空技术网()数字化企业网作者:数字化企业网最早的现代焊接技术出现在19世纪末,先是弧焊和氧燃气焊,稍后出现了电阻焊。
20世纪早期,随着第一次和第二次世界大战开战,对军用器材廉价可靠的连接方法需求极大,故促进了焊接技术的发展。
今天,随着焊接机器人在工业应用中的广泛应用,研究人员仍在深入研究焊接的本质,继续开发新的焊接方法,以进一步提高焊接质量。
国内外专家认为:到2020年焊接技术仍将是制造业的重要加工手段,它是一种精确、可靠、低成本,并且是采用高技术连接材料的方法。
电焊机作为工业部门中的必备设备,被广泛应用于各行各业。
所以对于电焊机的选择来说,同样是非常受企业重视的一个环节,下面为大家介绍一下全球最具影响力十大焊接设备巨头。
瑞典伊萨(ESAB)1904年,奥斯卡·卡尔伯格(OscarKjellberg)发明了药皮焊条,随后建立了伊萨公司。
自成立之始,公司就从未间断对已有技术和材料进行改进。
与此同时,伊萨还发明了许多新方法来迎接技术革新所带来的挑战。
目前公司生产的焊材和设备应用到焊接和切割工艺的各个方面。
经过一百多年的持续钻研、发展和生产,伊萨已成为焊接切割和全球产品供应的领军企业,在专业技术和客户服务方面均无人能及。
伊萨公司在很多国家设有代表处,向世界各地提供最出色的焊材和设备。
在四个关键行业中,伊萨就是专业经验的代名词—手工焊接及切割设备、焊接自动化、焊接材料以及切割系统。
2005年7月,伊萨在中国正式注册成立伊萨焊接切割器材(上海)管理有限公司,并由此陆续开始在中国投资设厂。
金属加工在线编辑统计截止目前,伊萨已在中国张家港、烟台、无锡等地建立了4家工厂及1家工艺中心,其范围涉及焊机、焊材、自动化以及切割机等,重点发展行业包括能源、工程机械、运输、造船与海洋平台等。
作为世界焊接切割领域的领先者,伊萨正随着俄罗斯、中国及亚洲其他国家重工业的快速崛起,以其领先的技术优势和一流的服务充满自信地打造伊萨的第二个百年。
钢结构加工设备清单

6
设备名称
规格型号
产地
数量
单价(万元)
总价(万元)
埋弧半自动焊机
MZ-1000/1250
成都
1
H型钢翼缘矫正机
HYJ-40H
无锡创信
1
数控彩钢压瓦机
任丘兴华
2
剪板机
QC12Y-16*2500
上海冲剪
1
22
22
剪板机
任丘兴华
1
两个
折弯机
任丘兴华
1
八米2个
10吨行吊
1
12
12
5吨行吊
1
7
7
摇臂钻床
可组构件高度180mm-2000mm可组构件宽度150-700mm。可保证良好的垂直度和腹板的中心度
垂直度±.十字柱中心偏移±
2
龙门焊机
无锡华联
MZG-2×1000
主要用于H形构件.大半径H形圆弧构件的主焊缝焊接
可焊H形构件高度100mm-1800mm,可焊十字形构件截面高度300mm-800mm,外表美观平滑气孔咬肉等现象少
可切割宽度:100mm-3000mm,可切割长度:0-28M,可切割圆弧半径:10mm-999999mm.外表美观平直
0~
4
仿形切割机
?
?
主要用于异型零件和圆弧零件的切割
?
0~
5
全自动坡口机
意大利
CHD-12
主要用于熔透焊缝的腹板坡口和零件坡口的切割
可切削坡口角度30°.45°,外表美观顺直
0°~2°
系
列
数控平面钻床
法因数控
PD-16
适用于钢结构所有零件的钻孔
设备资料设备规程及保养储罐自动埋弧横焊机操作规程

设备资料设备规程及保养储罐自动埋弧横焊机操作规程1、适用范围本文件规定了储罐自动埋弧横焊机的操作方法及操作过程注意事项。
本文件适用于储罐自动埋弧横焊机的操作。
2、操作规程要求2.1 运行前的准备2.1.1 储罐自动埋弧横焊机作业环境的要求(1)焊接电源活动房(棚)务必通风与防雨,确保设备的散热与防雨水,保证设备的安全运行。
(2)施工现场要保持规格标准化,消除不安全因素。
比如:焊接现场周围10m范围以内不准存放易燃易爆物及其它危险物品,在禁火区作业务必严格执行集团公司《工业动火管理规定》,并在建设方及安全部门的监督下方可进行动火作业。
作业时,严格执行安全措施,禁止违章进行动火作业。
(3)大车上不得堆放杂物,作业时禁止非操作人员上车,每台操作机焊接时最多同意载两人,禁止超载(4)检查行车线路是否安全,发现特殊情况,及时查清原因,进行整改。
2.1.2 对设备状态的规定;(1)设备各项技术性能及参数达到铭牌标准。
(2)焊接大车行走平稳、无震动与异响,操作灵活可靠。
(3)电气设施漏电保护装置,设备安全保护装置完好、有效。
(4)设备的清洁、润滑、紧固、调整与防腐等达到要求。
(5)设备运转记录与有关资料齐全、准确。
(6)零部件、附件与工具齐全、完好。
2.1.3 对人员状态及劳保穿戴得要求;(1)身体健康,无本岗位工作禁忌症与生理缺陷,操作人员上岗前禁止喝酒。
(2)完好的工作服:上衣口袋应有盖,裤长要能盖住鞋面,禁止穿化纤工作服。
(3)绝缘鞋要求耐电压试验合格,鞋的材质要抗热、不易燃烧、耐磨、防滑。
(4)绝缘手套应耐电压,防火烧烫要合格,长度要大于300mm。
(5)有适当浓度的黑玻璃面罩与无色透明的镜片的眼镜。
(6)在噪声强烈的场所作业,应用隔音耳塞。
2.1.4 设备交接班的规定;(1)储罐自动埋弧横焊机操作人员接班,务必按规定时间提早上岗,观察、熟悉设备的运行状态及电线线路是否良好,熟悉随机工具、附件等情况。
焊接工艺指导书(通用)
焊接工艺指导书(通用)公司名称:XXX产品名称:焊接工艺指导书部件名称:通用编号:版次/修改:为了正确指导焊工进行焊接操作,让焊工熟悉焊接的基本要求,特制定本工艺指导书,以利于提高焊接质量。
本公司所有焊接原则上必须遵守本指导书。
附件中有焊接图形符号的图解。
一、安全操作:1、电焊机应靠墙(柱)安装,一次电缆要尽量短。
2、相关电线必须正确安装,电缆接头要牢固、可靠。
3、员工必须正确穿戴防护用品,注意操作安全。
4、下班后应关掉焊机的电源。
5、应经常检查焊接电缆有无破损,如有,应及时停止使用并报修。
二、对人员的要求:所有焊工必须经过操作考核和岗位培训并取得上岗证后,方能上岗。
关键工序必须定人定岗。
三、对焊接设备的要求:1、所有焊机必须能可靠地、稳定地提供正常焊接所需要的规范。
2、常用的焊接方法见表1:表1 常用焊接方法焊接方法焊机类型型号举例气体保护焊气保焊机 KRⅡ500、GKRⅡ500埋弧焊埋弧焊机 KRⅡ350手工电弧焊交流焊机 MZ-1000、DC-600薄板的焊接 BX3-500、ZX7-500用于自动焊各种钢的焊接件接负极、焊枪接正极)适应范围中厚板的焊接电极接法直流反接(即工件接正极、焊枪接负极)四、焊前准备:1、气保焊机:应根据焊丝类别(实芯/药芯)和规格(Φ1.0、Φ1.2、Φ1.6)选择相应的档位(如果没有相应的档位,就选择最相近的挡位)。
交流焊机:根据使用的焊接电流大小,选择Ⅰ档或Ⅱ档。
2、Φ1.0的焊丝配用Φ1.2孔径的导电嘴,Φ1.2的焊丝配用Φ1.4孔径的导电嘴。
应经常检查导电嘴的磨损情况,及时更换。
3、焊前应检查焊接电源、送丝机、控制器、指示仪表和焊枪等是否正常。
如有异常现象,应及时通知有关部门检修,以保证焊接过程的稳定性。
4、检查气体通路是否通畅和有无泄漏现象。
否则检修管路。
5、焊前应在喷嘴端部浸粘适量的硅油或防飞溅剂。
焊接一定时间后,应对喷嘴进行清理,并再次浸粘硅油。
在进行焊接前,需要对焊接部位进行必要的清理,包括清除接缝旁边20mm范围内的铁锈和油污等异物。
双面埋弧自动焊焊接工艺评定
日期
审核
日期
批准
日期
焊接工艺评定报告(代号:PQR)
单位名称:宁夏青龙管业股份有限公司
焊接工艺指导书编号:2012-01焊接工艺评定报告编号:2012-01
机械化程度:自动焊接方法:双面埋弧自动焊
接头简图:(坡口形式、焊接层次及顺序)
坡口形式:Y型钝边:10mm间隙:0~1mm
错边:≤2mm余高:0~3mm焊缝宽度:≥24mm
无飞溅
9
焊瘤
不允许
无焊瘤
10
角焊缝焊K
K≤12时,K ;K>12时,K
—
检验结论
合格
检验员
李文涛
审核
宁靖华
日期
2012.5.2
1
裂纹
一、二、三类焊缝均不允许
无裂纹
2
表面夹渣
一、二类焊缝不允许,三类焊缝深不大于0.1δ;长不大于0.3δ,且不大于10
无夹杂
3
咬边
一、二类焊缝:深不超过0.5。
三类焊缝:深不大于1。
无咬边
4
未焊满
一、二类焊缝:不允许;
三类焊缝:不超过0.2+0.02δ且不超过1,每100焊缝内缺陷总长不大于25。
无未满焊
5
表面气孔
一、二类焊缝:不允许;
三类焊缝:直径不小于1.5的气孔,每米范围内允许5个,间距不小于20
无表面气孔
6
焊缝余高h
手工焊
一、二类焊缝≤25,△h=0~2.5
—
自动焊
0~4
1.5mm
7
对接接头焊缝宽度
手工焊
盖过每边口1~2.5,且过渡平缓
—
自动焊
盖过每边口2~7,且过渡平缓
TIG焊枪及配件(氩弧焊)

WP-9 Series Air Cooled TIG TorchTechnicalData Technical DataRating: 125A DC80A ACDuty Cycle: 60%Electrodes: 0.5~2.4mmNo Part NoNo.Part No.Description WP-9-1 (4m)WP-9 Torch (Gas and Cable Whole)WP-9-1 (8m)WP-9 Torch (Gas and Cable Whole)WP-9-2 (4m)WP-9 Torch (Gas and Cable Separate)WP-9-2 (8m)WP-9 Torch (Gas and Cable Separate)1WP-9Torch Body Torch Body (Flexible)1a WP-9FTorch Body (Flexible)1b WP-9VTorch Body (Valve)1c WP-9FVTorch Body (Flexible and Valve)1d WP-9PTorch Body (Pencil)241V24Long Back Cap 341V35Medium Back Cap 441V33Short Back Cap p 5598882Gasket 654N63-20Large Dia. Gas Lens Insulator 713N20, 0.5mmCollet 713N21, 1.0mm Collet713N22, 1.6mm Collet713N22M, 2.0mm Collet713N23, 2.4mm Collet813N20L, 0.5mm Large Dia. Gas Lens Collet 813N22L, 1.6mm Large Dia. Gas Lens Collet 813N23L, 2.4mm Large Dia. Gas Lens Collet 913N25, 0.5mm Collet Body913N26, 1.0mm Collet Body913N27, 1.6mm Collet Body913N27M, 2.0mm Collet Body913N28, 2.4mm Collet Body1045V41, 0.5mm Gas Lens1045V42, 1.0mm Gas Lens45V4210mm Gas Lens1045V43, 1.6mm Gas Lens1045V43M, 2.0mm Gas Lens1045V44, 2.4mm Gas Lens1145V0204S Large Dia. Gas Lens Body 1145V116S, 1.6mm Large Dia. Gas Lens Body 1145V64S, 2.4mm Large Dia. Gas Lens Body 45V64S24mm Large Dia Gas Lens Body 1213N08, 6mm Ceramic Nozzle1213N09, 8mm Ceramic Nozzle1213N10, 10mm Ceramic Nozzle1213N11, 11mm Ceramic Nozzle1213N12, 13mm Ceramic Nozzle1213N13, 16mm Ceramic Nozzle13796F70, 5mm Long Ceramic Nozzle 13796F71, 6mm Long Ceramic Nozzle 13796F72, 8mm Long Ceramic Nozzle 13796F73, 10mm Long Ceramic Nozzle 14796F74, 5mm Extra Long Ceramic Nozzleg14796F75, 6mm Extra Long Ceramic Nozzle 14796F76, 8mm Extra Long Ceramic Nozzle 14796F77, 10mm Extra Long Ceramic Nozzle 1553N58, 6mm Ceramic Nozzle1553N59, 8mm Ceramic Nozzle1553N60, 10mm Ceramic Nozzle1553N61, 11mm Ceramic Nozzle1553N61S, 13mm Ceramic Nozzle1657N75, 10mm Large Dia. Ceramic Nozzle 1657N74, 13mm Large Dia. Ceramic Nozzle 1653N88, 16mm Large Dia. Ceramic Nozzle 1653N87, 19mm Large Dia. Ceramic Nozzle 17Switch (With Wire)18105Z55HandleHandle19Cable Assembly20Cable Cover21VS-2Valve StemNo.Description 1Cable Assembly Cover, For 4m(12.5"), Leather/Jean Cable Assembly Cover, For 8m(25"), Leather/Jean WP-9,WP-9F,WP-9V,WP-9FV Cable Terminations(Cable and Gas Whole)Cable Assembly Cover, For 8m(25), Leather/Jean 2Control Wire 3Cable 102, 4m(12.5")Cable 102, 8m(25")4Nut Cup(SW19)No.Description 1Cable Assembly Cover, For 4m(12.5"), Leather/JeanCable Assembly Cover, For 8m(25"), Leather/JeanControl Wire 2Control Wire 3Cable 102, 4m(12.5")Cable 102, 8m(25")No.Description 1Cable Assembly Cover, For 4m(12.5"), Leather/Jean Cable Assembly Cover, For 8m(25"), Leather/Jean 2Control Wire3Cable 102, 4m(12.5")Cable 102, 8m(25")No.Description 1Cable Assembly Cover, For 4m(12.5"), Leather/Jean Cable Assembly Cover, For 8m(25"), Leather/Jean 2Control Wire 3Cable 162, 4m(12.5")Cable 162, 8m(25")4NutCup(SW19)ut Cup(S 9)No.Description 1Cable Assembly Cover, For 4m(12.5"), Leather/Jean Cable Assembly Cover, For 8m(25"), Leather/Jean 2Control Wire3Cable 162, 4m(12.5"),()Cable 162, 8m(25")4Nut Cup(SW19)No.Description 1Cable Assembly Cover, For 4m(12.5"), Leather/Jean Cable Assembly Cover, For 8m(25"), Leather/Jean 2Control Wire3Cable 162, 4m(12.5")Cable 168m(25")Cable 162, 8m(25")4Nut Cup(SW19)No No.Description 1Cable Assembly Cover, For 4m(12.5"), Leather/Jean Cable Assembly Cover, For 8m(25"), Leather/Jean2Control Wire 3Cable 162, 4m(12.5")Cable 162, 8m(25")Please indicate the length,cable termination,and cable cover type,when ordering complete torchWP-17 Series Air Cooled TIG TorchTechnical DataRating: 150A DC120AACDuty Cycle: 60%Electrodes: 0.5~2.4mmNo.Part No.DescriptionWP-17-1 (4m)WP-17 Torch (Gas and Cable Whole)WP-17-1(8m)WP-17Torch (Gas and Cable Whole) 120A AC WP-17-1 (8m)WP-17 Torch (Gas and Cable Whole)WP-17-2 (4m)WP-17 Torch (Gas and Cable Separate)WP-17-2 (8m)WP-17 Torch (Gas and Cable Separate)1WP-17Torch Body 1a WP-17FTorch Body (Flexible)1b WP-17VTorch Body (Valve)1c WP-17FVTorch Body (Flexible and Valve)257Y02Long Back Cap 357Y04Short Back Cap 418CGGasket518CG-20Stubby Gasket 654N01Gas Lens Insulator 754N63Large Dia. Gas Lens Insulator 10N21,0.5mm 810N21, 0.5mmCollet 810N22, 1.0mmCollet 810N23, 1.6mmCollet 810N23M, 2.0mmCollet 810N24, 2.4mm Collet910N21S, 0.5mm Stubby Collet910N22S, 1.0mm Stubby Collet910N23S, 1.6mm Stubby Collet910N23MS, 2.0mm Stubby Collet910N24S, 2.4mm Stubby Collet1010N29, 0.5mm Collet Body1010N30, 1.0mm Collet Body10N3010mm Collet Body1010N31, 1.6mm Collet Body1010N32, 2.4mm Collet Body1117CB20, All Size Stubby Collet Body1245V29, 0.5mm Gas Lens1245V24, 1.0mm Gas Lens1245V25, 1.6mm Gas Lens1245V26, 2.4mm Gas Lens1345V116, 1.6mm Large Long Gas Lens 1345V64, 2.4mm Large Long Gas Lens 1410N50, 6mm Ceramic Nozzle1410N49, 8mm Ceramic Nozzle1410N48, 10mm Ceramic Nozzle1410N47, 11mm Ceramic Nozzle10N4711mm Ceramic Nozzle1410N46, 13mm Ceramic Nozzle1410N45, 16mm Ceramic Nozzle1410N44, 19mm Ceramic Nozzle1510N49L, 8mm Extra Long Ceramic Nozzle 1510N48L, 10mm Extra Long Ceramic Nozzleg1510N47L, 11mm Extra Long Ceramic Nozzle 1613N08, 6mm Stubby Ceramic Nozzle 1613N09, 8mm Stubby Ceramic Nozzle 1613N10, 10mm Stubby Ceramic Nozzle 1613N11, 11mm Stubby Ceramic Nozzle 1613N12, 13mm Stubby Ceramic Nozzle 1613N13, 16mm Stubby Ceramic Nozzle 1754N18, 6mm Ceramic Nozzle54N186mm Ceramic Nozzle1754N17, 8mm Ceramic Nozzle1754N16, 10mm Ceramic Nozzle1754N15, 11mm Ceramic Nozzle1754N14, 13mm Ceramic Nozzle1754N19, 17mm Ceramic Nozzleg1854N17L, 8mm Extra Long Ceramic Nozzle 1854N16L, 10mm Extra Long Ceramic Nozzle 1854N15L, 11mm Extra Long Ceramic Nozzle 1957N75, 10mm Extra Dia. Ceramic Nozzle 1957N74, 13mm Extra Dia. Ceramic Nozzle 1953N88, 16mm Extra Dia. Ceramic Nozzle 1953N87, 19mm Extra Dia. Ceramic Nozzle 20Switch (With Wire)Switch(With Wire)21105Z55Handle22Cable Assembly23Cable Assembly Cover24VS-2Valve StemNo.Description Cable Assembly Cover For 4m(125")Leather/Jean WP-17,WP-17F,WP-17V,WP-17FV Cable Terminations(Cable and Gas Whole)1Cable Assembly Cover, For 4m(12.5), Leather/Jean Cable Assembly Cover, For 8m(25"), Leather/Jean 2Control Wire 3Cable 102, 4m(12.5")Cable 102, 8m(25")4Nut Cup(SW19)No.Description 1Cable Assembly Cover, For 4m(12.5"), Leather/Jean Cable Assembly Cover, For 8m(25"), Leather/Jean Control Wire2Control Wire 3Cable 102, 4m(12.5")Cable 102, 8m(25")No.Description 1Cable Assembly Cover, For 4m(12.5"), Leather/Jean Cable Assembly Cover, For 8m(25"), Leather/Jean2Control Wire Cable 102,4m(12.5")3Cable 10, 4m(12.5)Cable 102, 8m(25")No.Description 1Cable Assembly Cover, For 4m(12.5"), Leather/JeanCable Assembly Cover, For 8m(25"), Leather/Jean 2Control Wire3Cable 162, 4m(12.5")Cable 162, 8m(25"), 8m(25)4Nut Cup(SW19)No.Description1Cable Assembly Cover, For 4m(12.5"), Leather/JeanCable Assembly Cover, For 8m(25"), Leather/Jean2Control Wire3Cable 162, 4m(12.5")Cable 162, 8m(25")4Nut Cup(SW19)No.Description1Cable Assembly Cover, For 4m(12.5"), Leather/JeanCable Assembly Cover, For 8m(25"), Leather/Jean2Control Wire3Cable 162, 4m(12.5")Cable 162, 8m(25")C bl168(25")4Nut Cup(SW19)No.Description1Cable Assembly Cover, For 4m(12.5"), Leather/JeanCable Assembly Cover, For 8m(25"), Leather/Jean2Control Wire3Cable 162, 4m(12.5")Cable 16, 8m(25)Cable1628m(25")Please indicate the length,cable termination,and cable cover type,when ordering complete torchWP-18 Series Air Cooled TIG TorchTechnical DataRating: 350A DC250A ACDuty Cycle: 100%Electrodes: 0.5~4.0mmNo.Part No.Description WP-18 (4m)WP-18 Torch (Gas and Cable Whole)WP-18 (8m)WP-18 Torch (Gas and Cable Whole)1Torch Body WP-18Torch Body 1aWP-18F Torch Body (Flexible)1bWP-18V Torch Body (Valve)1cWP-18P Torch Body (Pencil)257Y02Long Back Cap 357Y04Short Back Cap 418CG Gasket 518CG-2018CG 20Stubby Gasket 654N01Gas Lens Insulator 754N63Large Dia. Gas Lens Insulator 810N21, 0.5mm Collet 810N22, 1.0mm Collet 810N23, 1.6mm Collet 810N23M, 2.0mm Collet 810N24, 2.4mm Collet 810N25, 3.2mm Collet 910N21S, 0.5mm Stubby Collet 910N22S, 1.0mm Stubby Collet 910N23S, 1.6mm Stubby Collet 910N23MS, 2.0mm Stubby Collet910N24S, 2.4mm Stubby Collet910N25S, 3.2mm Stubby Collet1010N29, 0.5mm Collet Body1010N30, 1.0mm Collet Body1010N31, 1.6mm Collet Body1010N32, 2.4mm Collet Body1010N28, 3.2mm Collet Body10N2832C ll t B d1117CB20, All Size Stubby Collet Body1245V29, 0.5mm Small Gas Lens1245V24, 1.0mm Small Gas Lens1245V25, 1.6mm Small Gas Lens1245V26, 2.4mm Small Gas Lens1245V27, 3.2mm Small Gas Lens1345V116, 1.6mm Large Long Gas Lens 45V11616mm Large Long Gas Lens 1345V64, 2.4mm Large Long Gas Lens 13995795, 3.2mm Large Long Gas Lens 1345V63, 4.0mm Large Long Gas Lens 1410N50, 6mm Ceramic Nozzle1410N49, 8mm Ceramic Nozzle1410N48, 10mm Ceramic Nozzle1410N47, 11mm Ceramic Nozzle1410N46, 13mm Ceramic Nozzle1410N45, 16mm Ceramic Nozzle1410N44, 19mm Ceramic Nozzle1510N49L, 8mm Extra Long Ceramic Nozzle 1510N48L, 10mm Extra Long Ceramic Nozzle 1510N47L, 11mm Extra Long Ceramic Nozzle 1613N08, 6mm Stubby Ceramic Nozzle 1613N09, 8mm Stubby Ceramic Nozzle 1613N10, 10mm Stubby Ceramic Nozzle 1613N11, 11mm Stubby Ceramic Nozzle 1613N12, 13mm Stubby Ceramic Nozzle 1613N13, 16mm Stubby Ceramic Nozzle 1754N18, 6mm Ceramic Nozzle1754N17, 8mm Ceramic Nozzle1754N16, 10mm Ceramic Nozzle54N1610mm Ceramic Nozzle1754N15, 11mm Ceramic Nozzle1754N14, 13mm Ceramic Nozzle1754N19, 17mm Ceramic Nozzle1854N17L, 8mm Extra Long Ceramic Nozzle 1854N16L, 10mm Extra Long Ceramic Nozzle 1854N15L, 11mm Extra Long Ceramic Nozzle 57N7510mm Extra Dia Ceramic Nozzle 1957N75, 10mm Extra Dia. Ceramic Nozzle 1957N74, 13mm Extra Dia. Ceramic Nozzle 1953N88, 16mm Extra Dia. Ceramic Nozzle 1953N87, 19mm Extra Dia. Ceramic Nozzle 20Switch (With Wire)21105Z55Handle22Cable Assembly3Cab e sse b y Co e23Cable Assembly Cover24VS-2Valve StemNo.Description 1Cable Assembly Cover, For 4m(12.5"), Leather/Jean Cable Assembly Cover,For 8m(25"),Leather/Jean WP-18,WP-18F,WP-18V,WP-18P Cable TerminationsCable Assembly Cover, For 8m(25), Leather/Jean 2Control Wire 3Cable 82, 4m(12.5")Cable 82, 8m(25")4Cable Adaptor5Nut Cup(SW19)No.Description1Cable Assembly Cover, For 4m(12.5"), Leather/JeanCable Assembly Cover, For 8m(25"), Leather/Jean 2Control Wire 3Cable 82, 4m(12.5")Cable 82, 8m(25")No.Description 1Cable Assembly Cover, For 4m(12.5"), Leather/Jean Cable Assembly Cover, For 8m(25"), Leather/Jean 2Control Wire3Cable 82, 4m(12.5")Cable 82, 8m(25")Nut Cup(SW17)No.Description1Cable Assembly Cover, For 4m(12.5"), Leather/JeanCable Assembly Cover, For 8m(25"), Leather/Jean2Plug 2-Pin, Panasonic3Cable 8, 4m(12.5)Cable82,4m(12.5")Cable 82, 8m(25")4Cable Adaptor5Nut Cup(SW17)6Nut Cup(SW19)Please indicate the length,cable termination,and cable cover type,when ordering complete torchWP-20 Series Air Cooled TIG TorchTechnical DataRating: 250A DC175AACDuty Cycle: 100%Electrodes: 0.5~3.2mmNo.Part No.DescriptionWP-20 (4m)WP-20 Torch WP-20 (8m)WP-20 Torch 175A AC WP 20 (8m)WP 20 Torch 1WP-20Torch Body 1a WP-20FTorch Body (Flexible)1b WP-20PTorch Body (Pencil)241V24Long Back Cap 341V35Medium Back Cap 441V33Short Back Cap p 5598882Gasket 654N63-20Large Dia. Gas Lens Insulator 713N20, 0.5mmCollet 713N21, 1.0mm Collet 713N22, 1.6mmCollet 713N22M, 2.0mmCollet 713N23, 2.4mmCollet 713N24, 3.2mmCollet 813N20L, 0.5mmLarge Dia. Gas Lens Collet 813N21L, 1.0mm Large Dia. Gas Lens Collet813N22L, 1.6mm Large Dia. Gas Lens Collet 813N23L, 2.4mm Large Dia. Gas Lens Collet 813N24L, 3.2mm Large Dia. Gas Lens Collet 913N25, 0.5mm Collet Body913N26, 1.0mm Collet Body913N27, 1.6mm Collet Body913N27M, 2.0mm Collet Body913N28, 2.4mm Collet Body913N29, 3.2mm Collet Body1045V41, 0.5mm Gas Lens Body1045V42, 1.0mm Gas Lens Body1045V43, 1.6mm Gas Lens Body1045V43M, 2.0mm Gas Lens Body45V43M20mm Gas Lens Body1045V44, 2.4mm Gas Lens Body1045V45, 3.2mm Gas Lens Body1145V0204S, 0.5&1.0mm Gas Lens Body1145V116S, 1.6mm Gas Lens Body1145V64SS, 2.4mm Gas Lens Body11995795S, 3.2mm Gas Lens Body995795S32mm Gas Lens Body1213N08, 6mm Ceramic Nozzle1213N09, 8mm Ceramic Nozzle1213N10, 10mm Ceramic Nozzle1213N11, 11mm Ceramic Nozzle1213N12, 13mm Ceramic Nozzle1213N13, 16mm Ceramic Nozzle13796F70, 5mm Long Ceramic Nozzle 13796F71, 6mm Long Ceramic Nozzle 13796F72, 8mm Long Ceramic Nozzle 13796F73, 10mm Long Ceramic Nozzle 14796F74, 5mm Extra Long Ceramic Nozzleg14796F75, 6mm Extra Long Ceramic Nozzle 14796F76, 8mm Extra Long Ceramic Nozzle 14796F77, 10mm Extra Long Ceramic Nozzle 1553N58, 6mm Ceramic Nozzle1553N59, 8mm Ceramic Nozzle1553N60, 10mm Ceramic Nozzle1553N61, 11mm Ceramic Nozzle1553N61S, 13mm Ceramic Nozzle1657N75, 10mm Extra Dia. Ceramic Nozzle 1657N74, 13mm Extra Dia. Ceramic Nozzle 1653N88, 16mm Extra Dia. Ceramic Nozzle 1653N87, 19mm Extra Dia. Ceramic Nozzle 17Switch (With Wire)18105Z55HandleHandle19Cable Assembly20Cable Assembly CoverNo.Description1Cable Assembly Cover, For 4m(12.5"), Leather/Jean Cable Assembly Cover, For 8m(25"), Leather/Jean WP-20,WP-20F,WP-20P Cable Terminations2Control Wire 3Cable 42, 4m(12.5")Cable 42, 8m(25")4Cable Adaptor5Nut Cup(SW19)No.Description 1Cable Assembly Cover, For 4m(12.5"), Leather/Jean Cable Assembly Cover, For 8m(25"), Leather/Jean Cable Assembly Cover, For 8m(25), Leather/Jean 2Control Wire 3Cable 42, 4m(12.5")Cable 42, 8m(25")No.Description 1Cable Assembly Cover, For 4m(12.5"), Leather/Jean Cable Assembly Cover, For 8m(25"), Leather/JeanPlug 2Pin Panasonic 2Plug 2-Pin, Panasonic 3Cable 42, 4m(12.5")Cable 42, 8m(25")4Nut Cup(SW17)5Nut Cup(SW19)Please indicate the length,cable termination,and cable cover type,when ordering completetorchWP-26 Series Air Cooled TIG TorchTechnical DataRating: 250A DC160A ACDuty Cycle: 60%Electrodes: 0.5~3.2mmNo.Part No.Description WP-26-1 (4m)WP-26 Torch (Gas and Cable Whole)WP-26-1 (8m)WP-26 Torch (Gas and Cable Whole)WP-26-2 (4m)WP-26 Torch (Gas and Cable Separate)()(p )WP-26-2 (8m)WP-26 Torch (Gas and Cable Separate)1WP-26Torch Body 1a WP-26FTorch Body (Flexible)1b WP-26VTorch Body (Valve)1c WP-26FVTorch Body (Flexible and Valve)1d WP-26P Torch Body (Pencil)Long Back Cap 257Y02Long Back Cap 357Y04Short Back Cap 418CGGasket 518CG-20Stubby Gasket 654N01Gas Lens Insulator 754N63Large Dia. Gas Lens Insulator 810N21, 0.5mmCollet ,810N22, 1.0mmCollet 810N23, 1.6mmCollet 810N23M, 2.0mmCollet 810N24, 2.4mm Collet810N25, 3.2mm Collet910N21S, 0.5mm Subby Collet910N22S, 1.0mm Subby Collet910N23S, 1.6mm Subby Collet910N23MS, 2.0mm Subby Collet910N24S, 2.4mm Subby Collet913N25S, 3.2mm Subby Collet13N25S32mm Subby Collet1010N29, 0.5mm Collet Body1010N30, 1.0mm Collet Body1010N31, 1.6mm Collet Body1010N32, 2.4mm Collet Body1010N28, 3.2mm Collet Bodyy y1117CB20, 3.2mm Stubby Collet Body1245V29, 0.5mm Small Gas Lens1245V24, 1.0mm Small Gas Lens1245V25, 1.6mm Small Gas Lens1245V26, 2.4mm Small Gas Lens1245V27, 3.2mm Small Gas Lens1345V116, 1.6mm Large Long Gas Lens1345V64, 2.4mm Large Long Gas Lens 45V6424mm Large Long Gas Lens1399579, 3.2mm Large Long Gas Lens1345V63, 4.0mm Large Long Gas Lens1410N50, 6mm Ceramic Nozzle1410N49, 8mm Ceramic Nozzle1410N48, 10mm Ceramic Nozzle1410N47, 11mm Ceramic Nozzle1410N46, 13mm Ceramic Nozzle1410N45, 16mm Ceramic Nozzle1410N44, 19mm Ceramic Nozzle1510N49L, 8mm Extra Long Ceramic Nozzle1510N48L, 10mm Extra Long Ceramic Nozzle1510N47L, 11mm Extra Long Ceramic Nozzle1613N08, 6mm Short Ceramic Nozzle 13N086mm Short Ceramic Nozzle 1613N09, 8mm Short Ceramic Nozzle 1613N10, 10mm Short Ceramic Nozzle 1613N11, 11mm Short Ceramic Nozzle 1613N12, 13mm Short Ceramic Nozzle 1613N13, 16mm Short Ceramic Nozzle 1754N18, 6mm Ceramic Nozzle1754N17, 8mm Ceramic Nozzle1754N16, 10mm Ceramic Nozzle1754N15, 11mm Ceramic Nozzle1754N14, 13mm Ceramic Nozzle1754N19, 18mm Ceramic Nozzle1854N17L, 8mm Extra Long Lava Nozzle1854N16L, 10mm Extra Long Lava Nozzle 54N16L10mm Extra Long Lava Nozzle 1854N15L, 11mm Extra Long Lava Nozzle 1957N75, 10mm Extra Dia. Cermic Nozzle 1957N74, 13mm Extra Dia. Cermic Nozzle 1953N88, 16mm Extra Dia. Cermic Nozzle1953N87, 19mm Extra Dia. Cermic Nozzle 20Switch(with wire)2185WP13Handle 22Cable Assembly 23Cable Assembly Cover 24VS-1Valve StemNo.Description C bl A bl C F 4(125")L th /J WP26,WP-26F,WP-26V,WP-26FV,WP-26P Cable Terminations(Cable and Gas Whole)1Cable Assembly Cover, For 4m(12.5"), Leather/Jean Cable Assembly Cover, For 8m(25"), Leather/Jean 2Control Wire 3Cable 142, 4m(12.5")Cable 142, 8m(25")4Nut Cup(SW19)No.Description Cable Assembly Cover For 4m(125")Leather/Jean1Cable Assembly Cover, For 4m(12.5), Leather/Jean Cable Assembly Cover, For 8m(25"), Leather/Jean 2Control Wire 3Cable 142, 4m(12.5")Cable 142, 8m(25")No.DescriptionC bl A bl C F 4(125")L th/J1Cable Assembly Cover, For 4m(12.5"), Leather/Jean Cable Assembly Cover, For 8m(25"), Leather/Jean2Control Wire 3Cable 142, 4m(12.5")Cable 142, 8m(25")No.Description1Cable Assembly Cover, For 4m(12.5"), Leather/JeanCable Assembly Cover, For 8m(25"), Leather/Jean2Plug 2-Pin, Panasonic3Cable 142, 4m(12.5")Cable 142, 8m(25")4Cable Adapter5Nut Cup(SW17)No.Description1Cable Assembly Cover, For 4m(12.5), Leather/JeanCable Assembly Cover,For4m(12.5"),Leather/JeanCable Assembly Cover, For 8m(25"), Leather/Jean2Control Wire3Cable 252, 4m(12.5")Cable 252, 8m(25")4Nut Cup(SW19)No.Description1Cable Assembly Cover, For 4m(12.5"), Leather/JeanCable Assembly Cover For8m(25")Leather/JeanCable Assembly Cover, For 8m(25), Leather/Jean2Control Wire3Cable 252, 4m(12.5")Cable 252, 8m(25")4Nut Cup(SW19)No.Description1Cable Assembly Cover, For 4m(12.5"), Leather/JeanCable Assembly Cover, For 8m(25"), Leather/Jean2Control WireC t l Wi3Cable 252, 4m(12.5")Cable 252, 8m(25")Please indicate the length,cable termination,and cable cover type,when ordering complete torchWP-27 Series Air Cooled TIG TorchTechnical DataRating: 500A DCDuty Cycle: 100%Electrodes: 1.0~6.4mmNo.Part No.DescriptionWP-27-1 (4m)WP-27 Torch (Gas and Cable Whole)WP-27-1L (4m)WP-27 Long Torch (Gas and Cable Whole)WP-27-2 (8m)WP-27 Torch (Gas and Cable Separate)WP-27-2L(8m)WP-27 Long Torch (Gas and Cable Separate) 1WP-27Torch Body (8" Long, Include Shaft and Boot) WP-27(long)Torch Body (20" Long, Include Shaft and Boot) 257N46, 1.6mm Collet57N4724C ll t257N47, 2.4mm Collet257N48, 3.2mm Collet257N49, 4.0mm Collet349V23, 1.6mm Gas Lens349V24, 2.4mm Gas Lens349V25, 3.2mm Gas Lens349V26, 4.0mm Gas Lens49V2640mm Gas Lens457N56Gasket557N74, 8#Ceramic Nozzle557N78, 10#Ceramic Nozzle557N77, 12#Ceramic Nozzle 553N88, 10#Ceramic Nozzle 553N87, 12#Ceramic Nozzle 6Cable Assembly 7Cable Assembly CoverNo.Description 1Cable Assembly Cover, For 4m(12.5"), Leather/Jean Cable Assembly Cover For 8m(25")Leather/Jean WP27 Cable TerminationsCable Assembly Cover, For 8m(25"), Leather/Jean 2Control Wire 3Cable 122, 4m(12.5")Cable 122, 8m(25")4Cable Adapter5Nut Cup(SW19)No.Description 1Cable Assembly Cover, For 4m(12.5"), Leather/Jean Cable Assembly Cover, For 8m(25"), Leather/Jean2Control Wire3Cable 122, 4m(12.5")Cable 122, 8m(25")Please indicate the length,cable termination,and cable cover type,when ordering completetorchShanghai Rocfly Co.,Ltd Copyright 2008info@ Tel/Fax: 0086-21-50753167。
焊王 MINI160C MINI200C 弧焊机 说明书

欢迎您使用“焊王”焊机产品!在使用本机之前,请仔细阅读本说明书,并妥善保存,以备查询。
警告:本机内有危险电压,非专业人员请勿打开机盖!~~~~~~~~~~~~~~~~~~~~~~~~~~~~公司简介本公司是集焊接切割设备开发设计、生产制造、销售及售后技术服务为一体的专业公司,已通过德国TUVISO9001质量体系认证,认证号码为:781005111。
我公司始终贯彻“追求卓越,品质第一”的企业宗旨,在本行业中位居前列,销售及售后服务网络已遍及全国。
本公司拥有下述几大类产品系列,各系列产品通过国家安全认证(CQC ),年生产销售万台焊接切割设备。
本公司生产的“焊王”牌产品现有系列:﹡储能螺柱焊机系列 ﹡空气等离子切割机系列 ﹡直流氩弧焊机系列 ﹡埋弧焊机系列 ﹡交直流氩弧焊机系列 ﹡数控电阻焊机系列 ﹡气保护焊机系列 ﹡焊接自动化专机 ﹡直流手工焊机系列 ﹡焊接辅助专用设备系列 本公司将继续沿着产品专业化、通用化、系列化方向发展,使产品的使用性能及可靠性接近或达到国际先进水平。
目录序、公司简介一、主要特点及应用范围 (4)二、产品规格及技术参数 (5)三、产品面板说明 (6)四、产品安装说明 (8)五、产品操作说明 (9)六、注意事项或预防措施 (910)七、在焊接过程中可能遇到的问题 (11)八、维护 (11)九、故障检修 (12)十、装箱清单 (13)附录 (14)安全警告!防护,详细情况请参考符合生产商事故预防要求的操作人员安全防护指南。
触电________可能会导致死亡! !.按照应用标准,安装好接地装置。
.在皮肤祼露、戴有湿手套或穿着湿衣服时,禁止接触带电部件或电焊条。
.确保您和地面及工作间是绝缘状态。
.确认您的工位是安全状态。
烟气———可能会有害健康!.让头部保持在烟气之外。
.在弧焊时,使用通风或抽气装置,避免吸入烟气。
弧光辐射———可能会损坏您的眼睛,灼伤皮肤!.使用合适的焊接面罩和滤光镜,穿上防护服,以保护您的眼睛和身体。
埋弧焊技术协议(0504)

技术协议供方:汕头市龙兴机电设备有限公司需方:赤天化集团有限责任公司签字:签字:日期:二零零五年七月26日目录总则 (2)一、设备的总体描述 (3)二、产品技术规格与参数说明 (4)三、产品质量、服务 (9)总则供方:汕头市龙兴机电设备有限公司需方:贵州赤天化集团公司供、需双方经过认真协商,就需方向供方购买的设备达成如下技术协议。
本协议保证供方有能力为需方提供以下所述设备及服务,并保证设备符合相应参数及要求。
本协议一式4份,买方持3份,卖方1份,作为合同附件。
一、设备的总体描述·本套设备适用于:不锈钢、碳(合金)钢材料的结构件,压力容器等的平直焊缝以及角焊缝的自动焊接,采用埋弧焊接方法完成焊缝的焊接,焊接参数预设、设定以及显示都可通过控制器来实现;·本套设备采用成熟先进的数字控制技术以及设备设计、制造工艺,外观造型美观,所有的部件具有高质量、高可靠性、稳定连续工作、高精度、响应速度快、使用寿命长、安全性能好等特点;·本套设备实现高度自动化焊接,操作简单方便,有良好的静态和动态特性,在整个调节范围内,能保证引弧容易和电弧燃烧稳定;·提供全套产品技术文件,包括:技术参数、产品内部主要结构与控制装置电路、原理图、布置图、装配示意图、使用操作手册和维修手册等。
·工作环境:输入:AC 380(±10%)V,50±5%Hz环境温度:-10~+40℃;相对湿度:≤85%;二、产品技术规格与参数说明1、名称:4×4埋弧焊接操作机系统2、生产厂家:1)瑞典伊萨公司:焊接机头、控制电缆、电源(含控制)及焊剂输送回收系统2)成都鑫兴众力科技发展有限公司:焊接操作机(含控制) 3、设备配置名称、数量:4、设备说明4.1 A6埋弧焊焊头A6埋弧焊焊头是ESAB 一款应用于重型制造的埋弧焊焊头,本套设备配置,可实现单丝埋弧焊接,具有良好的操控性和可靠性。
电焊机技术简介

第一部分焊机技术简介
三、抽头式保护焊机主要特点: 1:电流分为十档,非常适合汽修厂及 服务站焊接车辆薄板。 2:提前送气、滞后停气功能。 3:选用名厂电气配件, 比如:‘德力西’交流接触器。 4:选用国内第一品牌送丝机‘顶瑞’。 5:选用国际知名品牌焊枪‘阿比泰克’。 6:可以焊接不锈钢。
第一部分焊机技术简介
第一部分焊机技术简介
二、抽头式保护焊机主要功能: 1.抽头式CO2保护焊机可用于钢材(碳钢,合金钢及不锈钢)焊接, 还可以根据不同的合金材质,选择相应的合金焊丝进行焊接。 2.关键技术采用名厂名牌产品,使得整机性能得到保障。 3.具有过流过热保护。 4.生产效率高,比用手工焊条焊接提高效率3倍以上。 5.焊接成本低,只占手工焊接的40%-50%。
第一部分焊机技术简介
四、逆变焊机为什么节能
抽头焊机主变压器的重量:27.4KG 体积:9000cm3 逆变焊机高频变压器重量:1.0 KG 体积:78 cm3 重量相差:27倍 体积相差:112倍
第一部分焊机技术简介
五、内部主要结构:
控制板
中频变压器 逆变变压器 高频变压器 脉冲变压器
取样板 保护板
问题2:影响焊接电流大小的因素
1:调整电流大小的旋钮。 2:调整电压大小的旋钮。 3:调整出丝速度的旋钮。 4:焊丝粗细的选择。 5:焊丝材质的选择。 6:待焊接板材的薄厚以及材质。 7:焊枪导电嘴与焊接工件的距离。 8:保护气体的流量以及气体质量。 9:操作人员的技术水平。 10:导电嘴孔径与焊丝直径是否配套。 11:焊机的额定输出电流。 12:地线与工件的接触是否良好。 13:焊机只规定额定焊接电流,是指在规定的条件下,焊机可以安全输 出的焊接电流,而不至于过载损坏焊机。
问题3:常用焊丝材料有哪几种
14 第十四章 堆焊与热

第三节
堆焊工艺参数的选择
氧—乙炔焰堆焊工艺 氧—乙炔焰的堆焊工艺与气焊工艺差别不大。彼 此相同的是,都包括焊前清理,焊前预热,焊后缓冷, 操作方法、焊接参数的选择、焊接缺陷及变形的防止 等也相同;与气焊不同的是火焰能率的选择,堆焊时 希望熔深越浅越好,因此在保证适当生产率的同时, 尽量采用较小号的焊炬和焊嘴堆焊,使稀释率与合金 元素的烧损降低到最小限度。 氧—乙炔焰堆焊的安全技术和气焊是一样的,请 遵守。 一
焊丝直径2mm 电弧电压/V 26~30 30~34 34~38
焊丝直径5mm 电弧电压/V
38~40 40~42 40~43
1000~1200
40~44
3 堆焊速度:直接影响堆焊焊缝的成形,一般以 24~42m/h较为合适。 4 焊丝送进速度:自动埋弧堆焊的电流是由焊丝速 度来调节的,反之送丝速度可按预定的堆焊电流进行 控制。当焊丝直径为1.5~2.2mm时送丝速度为 60~180m/h。 5 焊丝直径:当其他参数不变时,焊丝直径增大, 则弧柱的直径增大,电弧加热的范围扩大,从而使堆 焊焊缝的宽度增加,熔深及堆高量相应减小;反之, 焊丝直径减小,则弧柱直径减小,电流密度增加,从 而使堆焊焊缝的熔深增加,熔宽减小。
第二节
堆焊的设备构成
一 堆焊用通用弧焊机 目前,通用弧焊机在对韩设备中占有很大比例尤 其是量大面广的手工电弧焊机和通用的自动、半自动 焊机,应用更为普遍。 二 堆焊专用焊机 埋弧自动堆焊机 二氧化碳气体保护内圆孔自动立堆焊机 等离子弧堆焊机 自动振动堆焊机
1 埋弧自动堆焊机 (1) MU—2X300型双头埋弧自动堆焊机主要用于堆焊 磨损了的火车车轮轮缘。它由机头、控制箱弧焊电源 等部分组成。
6 焊丝伸出长度:指焊丝从导电嘴中伸出的长度。一 般通常为20~60mm。
MZS-1000 1250 1600 自动埋弧焊机使用说明书

B1-1605MZS-1000/1250/1600 自动埋弧焊机Automatic Submerged Arc Welding user’s Manual使 用 说 明 书(请在安装、使用、维护前认真阅读此说明书)成都华远电器设备有限公司 四川华远焊接系统有限公司认证取得 华 远 焊 机成都华远电器设备有限公司²四川华远焊接系统有限公司MZS-1000/1250/1600用户安全提示:感谢您选用成都华远电器设备有限公司的产品!华远公司的所有焊接和切割设备在设计上已充分顾及用户的安全和舒适,尽管如此,如果您能正确地安装和使用该设备对您的安全仍将大有助益,在没有认真阅读说明书之前,请不要随意安装、使用或对设备进行维修。
图1 小车结构购买日期: 序列编号: 焊机型号: 购买地点:(正视)图1保护自己和他人免受电弧辐射和灼伤,避免小孩进入危险区,施焊人员应有权威机构出具的健康证明1电击:焊接回路在工作时其电路是开放的,如果身体的裸露部分同时触及焊机输出的两个电极回路,将导致触电事故,严重时有生命危险。
预防电击应该做到:⏹工作场地铺设干燥、足够大的绝缘材料,如果条件不允许,可尽量采用自动和半自动焊机;直流焊机。
⏹在自动和半自动焊机上,焊丝盘、送丝轮、导电嘴、焊接机头等都是带电部件。
⏹确保焊接设备到焊接工件的电缆连接可靠,并且靠近焊接点。
⏹焊接工件须与大地可靠连接。
⏹确保焊钳、接地夹、焊接电缆、机头等的绝缘材料没有破损,受潮,霉变等情况,并随时更换。
⏹严禁将焊接部件浸泡在水中冷却。
⏹严禁同时触及两台焊机的带电部分,因为在不了解地线接法时,认为其电压为两倍的焊接电压!⏹在高空或有跌落危险的场合作业时,应佩带安全带以防电击导致失去平衡。
2弧光:焊接时须佩戴面罩以防弧光损害眼睛和皮肤,注意采用符合国家标准的滤光玻璃。
⏹穿着阻燃性防护服或帆布工作服以免皮肤被强烈的弧光灼伤。
⏹工作之前提醒他人,以免他人在未戴防护工具之前被弧光意外伤害。
设备参数及配套清单
设备参数及配套清单一.逆变直流电焊机:1.设备参数:共计:30台2.全铜橡胶绝缘多芯软电缆线(电焊线): 规格:50mm2 焊把线:90m 地线:45m 共计:135m3.电焊钳: 规格:500A 数量:30把 共计:30把4.焊机摆放小车:1.小车下带四个万向轮,可锁车。
2.小车带有不高于小车平台800mm 的推手。
3.小车长720*宽400.颜色为蓝色,小车美观,兼顾,耐用。
数量:30台 共计:30台5. 工具橱1,柜体上部双抽屉带锁,下部双开门柜子带锁,美观,坚固,耐用。
2,抽屉采用特制导轨,打开率为90%,承载重量大,抽拉方便,安全可靠。
3,柜体内隔板高低可自由调节可加层。
4,尺寸:长800*深400*高1000厚度1.2颜色:蓝色输入电压 3相 380V±(15~20)% 50~60Hz 额定输入电流 3 4 A 型号zx7-500 额定输入功率 23KW 额定空载电压 65~75V 电流调节范围 I2 25~520A 推力电流调节范围 0~200A 引弧电流调节范围 I2~2I2 额定负载持续率 60% 效率 90% 功率因数 0.95 绝缘等级 F 外壳防护等级 IP21 冷却方式 风冷外形尺寸 698×360×780(mm) 重量58Kg共计:30台设备全部厂家安装调试需购买国家级、自治区技能大赛专用设备二、熔化极二氧化碳保护焊机规格:60mm2地线:45m共计:45m3.二氧化碳(Co2)气瓶共计:30瓶4二氧化碳减压器共计30个5.焊机摆放小车:1.小车下带四个万向轮,可锁车。
2.小车带有不高于小车平台800mm的推手。
3.小车长720*宽400.颜色为蓝色,小车美观,坚固,耐用。
数量:30台共计:30台5.焊条(焊丝)摆放架共计:6组设备全部厂家安装调试需购买国家级、自治区技能大赛专用设备三、直流脉冲氩弧焊机1.设备参数共计:30台2.全铜橡胶绝缘多芯软电缆线(电焊线): 规格:50mm2 焊把线:90m 地线:45m 共计:135m3. 氩气(Ar)气瓶 共计:30瓶4.氩气减压器 共计30个5.焊机摆放小车:输入电压3相 266V-456V 50~60Hz脉冲频率 0.1-500Hz 型号 WSM-400 额定输入功率 17KW 额定空载电压 55~70V 电流调节范围 5~410A 推力电流范围 0~1500A/ms 上坡时间 0.1-99.9s 下坡时间 0.1-99.9s 电焊时间 0.01-99.9s 提前送气时间 0-13s 滞后送气时间 0.1-50s 额定负载持续率 60% 效率 85% 功率因数 0.93 绝缘等级 F 外壳防护等级 IP21S 冷却方式 风冷 外形尺寸 560×300×530(mm)1.小车下带四个万向轮,可锁车。
埋弧焊常用焊丝及配用焊剂

型号用途颗粒度
(mm)配用焊丝
HJ130低碳钢,普低钢0.45~2.5H10Mn2
HJ131Ni基合金0.3~2Ni基焊丝
HJ150轧辊堆焊0.45~2.52Cr13,3Cr2W8
HJ172高Cr铁索体钢0.3~2相应钢种焊丝
HJ173Mn—Al高合金钢0.25~2.5相应钢种焊丝
HJ230低碳钢,普低钢0.45~2.5H08MnA,H10Mn2
HJ250低合金高强度钢0.3~2相应钢种焊丝
HJ251珠光体耐热钢0.3~2Cr—Mo钢焊丝
HJ260不锈钢,轧辊堆焊0.3~2不锈钢焊丝
HJ330低碳钢及普低钢重要结构0.45~2.5H08MnA,H10Mn2
HJ350低合金高强钢重要构件0.45~2.5Mn—Mo,Mn—Si及含Ni高强钢用焊丝HJ430低碳钢及普低钢重要构件0.2~1.4H08A,H08MnA
HJ431低碳钢及普低钢重要构件0.45~2.5H08A,H08MnA
HJ432低碳钢及普低钢重要构件(薄
板)
0.2~1.4H08A
HJ433低碳钢0.45~2.5H08A
SJ101低合金结构钢0.3~2H08MnA,H08MnMoA,H08Mn2MoA
SJ301普通结构钢0.3~2H08MnA,H08MnMoA,H10Mn2,
H10Mn2MoA
适用电流种类
交、直流
交、直流
直流
直流
直流
交、直流
直流
直流
直流
交、直流
交、直流
交、直流
交、直流
交、直流
交、直流
交、直流
交、直流。
埋弧焊机结构优化及节能减排效益分析

设备 改造 后,解决 了焊接 过程 中设 备内部 电路板损 坏\ 自 勺 长 期困扰 ,
大幅度 降低维修成 本,平均每 台设备一年 能节省维修和 购买配件 费用约 1 0 万元 。同时,也一举打破每 台设备需要两人协 调配合 的操作 方式,一 个人 即可完成整个 焊接过程 ,从而降低 设备 维护 费用 和人力成 本,提高 生产效率 。 2 . 3电加热辅助架加工 节能减排分析 电加热辅助架 自2 0 1 1 年3 开始施工制作 ,研制 加热 辅助架共 6 人参 与 ,共制 作了纵缝辅助架 2 0个 ,环缝辅助架 5 4个,用工 8 1 7 . 6小时 , 针对 环缝焊接 管件直径 不 同,制 作 了直径 2 6 0 0 m m 4 2 0 0 m m的焊接辅 助架 进行 加热。制作 电加热辅助架 的材料全 部使用项 目预料、废料 制作,共 计使 用 6 O 吨钢材 ,总造价约 1 5 万元 ,大大节 省了制作 成本。配 合现在 使用 的 1 0台加热器 ,调节使用 方便,加热效果好 ,并能够保证 焊接预热 温度 ,保证 了焊接质量,减 少返修量 。 为减轻工作压力, 提高施 工效率 , 部 门及 时联系焊接试验室相关人员 , 与 电加热辅助架配合使用, 功效提高 3 0 %以上 , 壁厚越大, 功效提高越高 , 1 0 0 m m厚 的杆件功效可提高 4 0 % 。
3 . 结 束 语
和上 下移动 ,但 是每台设备 的回程是 有限的,例如车 间用 的埋 弧焊机 的 理论 高度是 4 m ,而实 际上 的有效操作 高度大约为 3 . 5 m 左右 。对于大型深 水 的平台建造而 言,主结构 上面的钢 管管径远远超 出 了焊机 的高度 ,此 时便 无法完成 焊接工作 。以荔湾 3 — 1 导管 架为例 ,部 分导管 的直径有大 于3 5 0 0 m m( 最大达 4 2 0 0 m m ),车间的埋弧焊机便不 能满足焊接条件 。 为 了有效地解决埋 弧焊机 的局 限性,满足项 目建设 的需 求,根据本 身结 构的特 点和 项 目的特 点,对埋弧 焊机的结构 进行改造 。利 用车 间产 生 的一些废料和余料 , 根据 实际需要 , 制作出了一批 埋弧焊机焊接辅助架 , 专 门用于大 管径 钢管 的纵、环缝焊接 。这 样既解决 了 由于超 出回程不能 焊接 的问题 ,也有效地保证了项 目的进度。 1 . 2焊机操作系统易与 电流形成反馈及改进 由于设备设计原因 , 焊机操作系统是通过外接操作盒与控制 台连接 , 以满 足焊接操 作人员 的操作。经长期 使用发现 ,此种 设计 ,操 作盒容易 与 设备产生 电流反馈 ,造成 设备 内部 电路板损坏 ,且 该种设备 必须 由两 人 同时操作 ,一 人负责焊接 操作,一人 辅助调节 电流,长期 以来维修费 用较 高,浪 费人力资源 。 将焊接 操作 台集成 到机头 部位 ,这种设计 “ 解放 了”操作人 员,节 省 了人力 ,并且 方便 了操作 人员 的操 作,重要 的是此 种设计避 免了操作 盒 与设备 的电流 反馈 ,大大 降低 了电路板的损坏 率。经现场分 析和专业 咨询 ,在不影 响设备性 能以及焊接工 艺的前提下 ,大 部分 自动 焊焊接操 作机 头,具备 另行设计一个 小型集成 控制箱 的可 行性,将调节 电流及操 作部分集成到一起 ,安装至机头位置,取消外接 焊接操作盒 。 1 . 3焊接预热容易 中断及 电加热辅助架 加工 管件纵缝 、环缝焊接前,安装加热片必须使用单体小角铁进行 固定 , 且加 热完毕后拆 除麻烦 ,拆 除时需使 用砂轮机进 行打磨 ,拆 除后还需要 外观 处理 。环缝 焊接还 需要 搭脚手 架,且安全性 差,安装拆 除麻烦 ,及 废人 工又废物 料,极大减慢 了 日常 工作效率 。环 缝加热不均 匀,焊接过 程 中还有 降温 现象, 因此 导致焊接 中断,加热效 果差,必须再 加热才能 保证焊接工艺要求 ,无质量保证 。 为 了保证焊接温 度再次下 降,且使用方便 ,车间 自主研制 了简单可 行 的环缝焊接 辅助架 ,弧度 可调节效 果好,焊接辅助 架可 以升降调节使 用 ,并能保证一次性安装 重复使用 的效果 ,保证管件 直接滚动焊接温度 , 加 热均匀 ,避 免 了每道 口再次加热 1 . 5 — 2小时的 中断时 间,并 能保证焊 接质 量, 同时也节约焊材 。制作使用 效果方便 、安全 、工作效 率高并且 减少返修率 。 2 . 节_ E 藏排效益分析 2 , 1 埋弧焊机焊接辅助架节能减排分析 制作焊接辅助 架共使用钢材 5 0吨,按照废 旧钢铁 回收价计算 ,直接 约节约 了 1 2万元 。2 0 1 1 年 ,用于大管径钢管纵缝焊接 的辅助架全部投入
埋弧焊机安全技术操作规程模版(三篇)

埋弧焊机安全技术操作规程模版一、总则为了确保埋弧焊机的安全操作,保障操作人员的身体健康和财产安全,制定本安全技术操作规程。
所有从事埋弧焊机操作的人员必须遵守本规程。
二、操作人员要求1. 应经过相关埋弧焊机操作培训,并熟悉操作手册;2. 应熟悉焊接工艺、焊接电流、电压和焊接材料的安全要求;3. 应佩戴防护设备,包括焊接手套、面具、防护眼镜和耳塞等;4. 不允许使用有酒精、药物或其他影响判断力的物质情况下操作焊机;5. 不得穿戴过于宽松、易挂物品的衣物,以防被焊接材料或设备卡住。
三、安全设备1. 焊机应配置可靠的漏电保护装置,并定期进行检测和维修;2. 焊机操作区域应有良好的通风环境,以减少焊接废气对人体的影响;3. 应配置有效的消防设备及熄火器,以防止发生火灾事故;4. 在焊接操作区域周围应设置防护栏杆,并标明警示标志,以防止无关人员进入。
四、电气安全1. 连接线和电缆应保持干燥,不得遭受机械损坏;2. 焊机的接线应按照操作手册要求正确连接;3. 不得同时使用多个电源插座,以免过载;4. 在进行焊接操作前,应检查焊机的接地良好并接通;5. 焊工应戴上绝缘手套和绝缘鞋,防止电流通过人体;6. 执行电工安全操作规程,确保电源安全可靠。
五、操作规程1. 在进行焊接前,必须对工件进行表面清理和处理;2. 应根据焊接工艺要求选择适宜的焊接电流和电压,并在操作过程中不得随意调整;3. 在焊接过程中,应保持焊机远离易燃和易爆物品;4. 在进行高温焊接时,应注意周围环境的温度,防止引起火灾;5. 操作人员应正确使用焊接手套、面具、防护眼镜和耳塞等个人防护装备;6. 不得将焊接材料与皮肤直接接触,以防止灼伤;7. 操作人员在焊接过程中应保持集中注意力,防止意外伤害;8. 在焊接结束后,应将电源关闭并断开电缆,确保安全。
六、事故处理1. 在发生事故时,应立即停止焊接操作,并向上级报告;2. 在产生火灾时,应使用熄火器或其他灭火设备进行灭火;3. 在发生人员伤害时,应立即停止焊接操作,并寻求及时的医疗救助;4. 在发现设备故障时,应立即停机报修,并禁用设备。
埋弧焊时焊剂与焊丝选配

埋弧焊时焊剂与焊丝的选配焊剂的焊接工艺性能和化学冶金性能是决定焊缝金属化学成分和性能的主要因素之一,采用同样的焊丝和同样的焊接参数,而配用的焊剂不同,所得焊缝的性能将有很大的差别。
一种焊丝可与多种焊剂合理的组合,无论是在低碳钢还是在低合金钢上都有这种合理的组合。
1 对焊剂工艺性能及质量的要求(1)对焊剂的一般要求a、焊剂应具有良好的冶金性能,焊接时配以适当的焊丝和合理的焊接工艺,焊缝金属应能得到适宜的化学成分和良好的力学性能(与母材相适应的强度和较高的塑性、韧性)以及较强的抗冷裂纹和热裂纹的能力。
b、焊剂应具有良好的工艺性、电弧燃烧稳定、熔渣具有适宜的熔点、黏度和表面张力。
焊道与焊道间及焊道与母材间充分熔合,过渡平滑没有明显咬边,脱渣容易,焊缝表面成形良好,以及焊接过程中产生的有害气体少。
c、焊剂要有一定的颗粒度,并且应有一定的颗粒强度,以利于多次回收使用。
焊剂的颗粒度分为两种:普通颗粒度焊剂的粒度为2.5~0.45mm(8~40目),用于普通埋弧焊和电渣焊;细颗粒度焊剂的粒度为1.25~0.28mm(14~60目),适用于半自动或细丝埋弧焊。
其中小于规定粒度60止以下的细颗粒不大于5%,规定粒度14目以上的粗颗粒不大于2%。
d、焊剂应有较低的含水量和良好的抗潮性,出厂焊剂含水量的质量分数不得大于0.10%,焊剂在温度25℃、相对湿度70%的环境条件下,放置24h,其吸潮率不应大于0.15%。
e、焊剂中机械夹杂物(碳粒、生料、铁合金凝珠及其他杂质)的含量不得大于焊剂质量分数的0.30%;f、焊剂应有较低的S、P含量,一般为S≤0.06%,P≤0.08%。
(2)对电渣焊用焊剂的要求对于电渣焊用焊剂,为了使电渣过程能稳定进行并能得到良好的焊接接头,还应有以下特殊要求。
a、熔渣的电导率应适宜。
若电导率过低,焊接无法进行;若电导率过高,电阻热过低,影响电渣焊过程的顺利进行。
b、熔渣的黏度应适宜。
黏度过小,流动性过大,易造成熔渣和金属流失,使焊接过程中断;黏度过大、熔点过高,易形成咬边和夹渣。
埋弧焊焊接参数选择标准

埋弧焊焊接参数选择标准 Prepared on 24 November 2020本标准所引用的技术规范与标准分为“执行技术规范与标准”和“参考技术规范与标准”两部分。
执行技术规范与标准2.1.1 GB50205-2002 《钢结构工程施工及验收规范》2.1.2 GB986-88 《埋弧焊焊缝坡口的基本形式和尺寸》2.1.3 JGJ81-2002 《建筑钢结构焊接技术规程》2.1.4 GB50205-2001 《钢结构工程施工质量验收规范》2.1.5 GB5293 《碳素钢埋弧焊用焊剂》参考技术规范与标准2.2.1 《钢结构制作安装手册》2.2.2 《建筑钢结构施工手册》2.2.3 《焊接手册》2.2.4 《钢结构工程施工工艺标准》三部分:埋弧自动焊接技术焊接原理:焊接电弧是在焊剂层下的焊丝与母材之间产生,电弧热使其周围的母材、焊丝和焊剂熔化以致部分蒸发,金属和焊剂的蒸发气体形成一个气泡,电弧就在这个气泡内燃烧。
气泡上部被一层熔化了的焊剂——熔渣构成的外膜所包围,这层外膜以及覆盖在上面的未熔化的焊剂共同对焊接起隔离空气、绝热、和屏蔽光辐射作用。
焊丝熔化的熔滴落下与已局部熔化的母材混合而构成金属熔池,部分熔渣因密度小而浮在熔池表面。
随着焊丝向前移动,电弧力将熔池中熔化金属推向熔池后方,在随后的冷却过程中,这部分熔化金属凝固成焊缝。
熔渣凝固成渣壳,覆盖在焊缝金属表面上。
在焊接过程中,熔渣除了对熔池和焊缝金属起机械保护作用外,还与熔化金属发生冶金反应(如脱氧、去杂质、渗合金等),从而影响焊缝金属的化学成分。
埋弧焊焊接施工工艺流程3.3.1焊剂及焊丝的选择根据目前钢结构的钢材类型,常用埋弧焊丝和焊剂的选择如下表:表3.3.2焊接材料的保管和使用 3.3.2.1焊剂的烘焙3.3.2.2焊剂的保存焊接低碳钢的熔炼焊剂在使用中放置时间不超过24h ;焊接低合金钢的熔炼焊剂在使用中放置时间不超过8h ;烧结焊剂经高温烘焙后,应转入100~150℃的低温保温箱中存放,从保温箱中取出时间不超过4h 。
埋弧焊焊接参数
1.3 埋弧焊工艺参数及焊接技术1.3.1 影响焊缝形状、性能的因素埋弧焊主要适用于平焊位置焊接,如果采用一定工装辅具也可以实现角焊和横焊位置的焊接。
埋弧焊时影响焊缝形状和性能的因素主要是焊接工艺参数、工艺条件等。
本节主要讨论平焊位置的情况。
(1) 焊接工艺参数的影响影响埋弧焊焊缝形状和尺寸的焊接工艺参数有焊接电流、电弧电压、焊接速度和焊丝直径等。
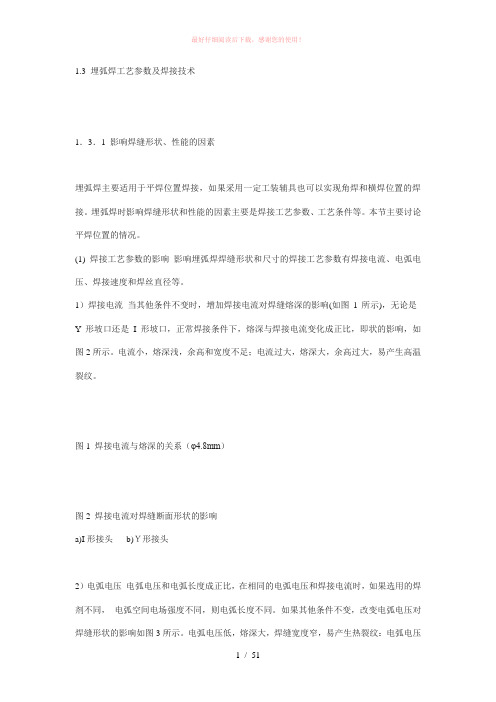
1)焊接电流当其他条件不变时,增加焊接电流对焊缝熔深的影响(如图1所示),无论是Y 形坡口还是I 形坡口,正常焊接条件下,熔深与焊接电流变化成正比,即状的影响,如图2所示。
电流小,熔深浅,余高和宽度不足;电流过大,熔深大,余高过大,易产生高温裂纹。
图1 焊接电流与熔深的关系(φ4.8mm)图2 焊接电流对焊缝断面形状的影响a)I形接头b)Y形接头2)电弧电压电弧电压和电弧长度成正比,在相同的电弧电压和焊接电流时,如果选用的焊剂不同,电弧空间电场强度不同,则电弧长度不同。
如果其他条件不变,改变电弧电压对焊缝形状的影响如图3所示。
电弧电压低,熔深大,焊缝宽度窄,易产生热裂纹:电弧电压高时,焊缝宽度增加,余高不够。
埋弧焊时,电弧电压是依据焊接电流调整的,即一定焊接电流要保持一定的弧长才可能保证焊接电弧的稳定燃烧,所以电弧电压的变化范围是有限的。
图3电弧电压对焊缝断面形状的影响a)I形接头b)Y形接头焊接速度焊接速度对熔深和熔宽都有影响,通常焊接速度小,焊接熔池大,焊缝熔深和熔宽均较大,随着焊接速度增加,焊缝熔深和熔都将减小,即熔深和熔宽与焊接速度成反比,如图4 所示。
焊接速度对焊缝断面形状的影响,如图 5 所示。
焊接速度过小,熔化金属量多,焊缝成形差:焊接速度较大时,熔化金属量不足,容易产生咬边。
实际焊接时,为了提高生产率,在增加焊接速度的同时必须加大电弧功率,才能保证焊缝质量。
3)焊接速度焊接速度对熔深和熔宽都有影响,通常焊接速度小,焊接熔池大,焊缝熔深和熔宽均较大,随着焊接速度增加,焊缝熔深和熔都将减小,即熔深和熔宽与焊接速度成反比,如图4 所示。
埋弧焊的焊接材料

H08A
交、直流
0件
0 . 45 ~
H08A
交、直流
HJ43 低碳钢及普低钢重要构 2.5
H08MnA , H08MnMoA , 交、直流
0 件(薄板)
0.2~1.4 H08Mn2MoA
HJ431 低碳钢
0 . 45 ~ H08MnA , H08MnMoA ,
HJ43 低合金结构钢
2.5
H10Mn2,H10Mn2MoA
含量
高硅 >30%
中硅 10%~
按 MnO 含量
焊剂类 型
含量
高锰 >20%
中锰 15%~
按 CaF2 含量
焊剂类 型
含量
高氟 >20%
中氟 10%~
低硅
30% <10%
低锰 无锰
30% 2%~ 15% <2%
低氟
30% <10%
(3)按焊剂化学性质分类, 1)氧化性焊剂 含大量 SiO2、MnO 或 FeO 的焊剂。 2)弱氧化性焊剂 含 SiO2、MnO、FeO 等氧化物较少。 3)惰性焊剂 含 Al2O3、CaO、MgO、CaF2 等,基本上 不含 SiO2、MnO、FeO 等。 3.焊剂型号编制方法 (1)熔炼焊剂 由 HJ 表示熔炼焊剂,后加三个阿拉伯数 字组成。 1)第一位数字表示焊剂中氧化锰的含量,1、2、3、4 代 表无锰、低锰、中锰、高锰焊剂。 2)第二位数字表示焊剂中二氧化硅、氟化钙的含量,1~ 9 依次代表低硅低氟、中硅低氟、高硅低氟、低硅中氟、中 硅中氟、高硅中氟、低硅高氟、中硅高氟和其它类型焊剂。 3)第三位数字表示同一类型焊剂的不同牌号,按 0、1、 2、…9 的顺序排列。 4)对同一牌号焊剂生产两种颗粒度时,在细颗粒焊剂牌
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
主变压器
ZD5-1000
主变压器
ZD5-1250
主变压器
ZD5-1600
隔离变压器
8W-27V/27V
控制变压器
BK-200-380V/120V、42V
控制变压器
BK-275-380V/0V、27V、110V
控制变压器
BK-400-380V/±18V、36V、9V、0-27-110V
电子干簧管
干簧管
4107
电位器
P20-4.7K
钮子开关
KN1-202
钮子开关
KN1-203
钮子开关
KN1-223
钮子开关
KN1-302
钮子开关
KN1-303
转换开关
XB2-ED21
转换开关
XB2-ED31
波段开关
KD03-2D5W
十Hale Waihona Puke 开关XD2-PA24继电器
JZX-18FF-4Z1-024
继电器
JQX-13F-2Z1-024
滚轮架手控盒
变位机手控盒
操作机手控盒
矫正机手控盒
HYJ-40
磁触电节点压力表
全包胶轮KT-3
Ø250XØ50(Ø35)X110
全包胶轮KT-5
Ø350XØ40(Ø45、Ø65)X118
钢胶轮ZT-10
Ø350XØ40X170
钢胶轮ZT-20/30
Ø350XØ40X180
钢胶轮ZT-40/50/60
Ø425XØ60X198
氧气管Ø6
乙炔管Ø6
切割机抱夹
上、下调节
切割机抱夹
左、右调节
切割机钢带
0.35X50
齿条
300mm模数2mm
割枪
L=350mm
割炬
L=380mm
电磁阀
2w-160-15/220V
电磁阀
2W-025-220V
龙门焊焊剂回收管
L=3.4m
龙门焊送丝管
L=3.4m
龙门焊导电棒
龙门焊接地装置
龙门焊导电夹
龙门焊焊枪
中间继电器
JZ7-44/AC36V
交流接触器
CJ20-100A/AC380V
可控硅
KP-1000A/600V
可控硅
KP-500A/600V
蓄流二极管
ZP300A/1200V
整流二极管
ZP1000A/600V
电抗器
ZD5(D)-1000
电抗器
ZD5(D)-1250
卧式电抗器
ZD5-1000/1250
主变压器
矫丝轮架
压丝轮架
压紧轮
轴承6002
矫丝轮
送丝轮
送丝轮绝缘件
挡片10、绝缘件30
送丝轮带绝缘件
压紧手轮
矫直手轮
娇直轮轴
轮架轴
手轮座
手轮座轴
夹持器
导向轮(娇直轮)
送丝L板
送料管
手动十字拖板
100X100mm
回转盘
压盘70、转盘50、底盘80各一件
小车漏斗部分
漏斗
筛网
焊剂铲
漏斗支架
绝缘板
下料硅胶管
下料蛇皮管
控制板
名称
型号
控制板
KZ-1
控制板
KZ-3(4张)
控制板
ZD5(D)-1000/1250
控制板
ZD5(L)-630
程序控制板
ZD5-1000/1250
触发控制板
ZD5-1000/1250
小车控制箱
KZ-1
小车控制箱
KZ-3
A2小车底盘部分
标准行走轮
Ø(16X131X26)
同步带
2mmX104mmx14mm
航空插件
WS28-16芯
航空插件
WS40-26芯
航空插件
WS40-31芯
电压表(小车)
KLY-C60-100V/AC&DC
电流表(小车)
KLY-C60-750A/75MV
电流表(小车)
2093A10-1000A/75MV
电流表(小车)
2093A10-1500A/75MV
电流表(小车)
2093A10-2000A/75MV
冷却风扇
NEF-40Z/AC380V
电磁离合器
DLYQ-2.5A/24V
电动托板
100mmX100mm
电动托板
200mmX200mm
电动托板
300mmX300mm
手动托板
200mmX200mm
手动托板
300mmX300mm
变频器
VFD007M43B
变频器
VFD015M43B
变频器
VFD022M43B
碗型下料斗
A2小车电缆部分
控制电缆
RVV14X1MM
焊接电缆
140mm
其他
柔性小车送丝管
焊接电缆
YH-95MM
焊接电缆
YH-70MM
焊接电缆
YH-50MM
控制电缆
YZ-31X1
控制电缆
ESAB-12芯屏蔽
航空插件
P20-2芯
航空插件
P20-4芯
航空插件
P20-5芯
航空插件
P32-14芯
航空插件
P48-26芯
变频器
VFD037M43B
变频器5.5KW
M系列(升级为E系列)
B系列
V系列
拖板电机及减速机
宾采尔DC24V
操作机横梁减速机
J90PX64
操作机横梁减速机
J110PX64
操作机回转减速机
J130PX256
激光指示器
行程开关
AZD1008
氧气减压器
YQY-11
乙炔减压器
YQEY-224
氧气管Ø13
乙炔管Ø13
Ø500XØ100X240
半包胶轮
Ø500XØ100X280
钢胶轮
Ø580XØ140X280
弧形板
弧形板绝缘垫
阻尼器
阻尼器绝缘板
闭式焊丝盘
开式焊丝盘
A2小车机头部分
弹簧指示器
指针20、绝缘夹15
导电杆
Ø22X235
导电嘴
Ø1.6——Ø5.5
导电夹
铝托架
70/90送丝机绝缘套
导丝槽
送丝电机
J70SZ54
送丝电机
J90SZ54
送丝减速器
J90PX64/216A3
送丝减速器
J70PX64/216A3
同步带轮
底座锁紧手柄
M12
行走减速机
J55PX216/A3
行走电机
ZYT55
行走电机座
行走电机绝缘套
小车水平托板
100X100
大锥齿
小锥齿
水平手轮
A2小车立柱部分
底座
立柱
立柱横梁包夹
含夹套盖
U型夹(小横梁)
可调手柄
M10
A2小车横梁部分
铝支架
主横梁
L=500
小横梁
L=404
A2焊丝盘部分
连接杆
L=210
电流表(电源)
KLY-C801500A/75MV
电压表(电源)
KLY-C80100A/AC&DC
电流表(电源)
750A/75MV
电流表(电源)
1000A/75MV
电流表(电源)
1500A/75MV
电流表(电源)
2000A/75MV
电流表(电源)
1500A/5A
电流表(电源)
1000A/5A
数显表
DDM3-20V
钢胶轮ZT-80
Ø500XØ80X260
钢胶轮ZT-100
Ø500XØ100X260
钢胶轮KT-100
Ø580XØ140X260
半包胶轮
Ø350XØ40(Ø65)X170
半包胶轮
Ø350XØ40X180
半包胶轮
Ø425XØ60(Ø70、Ø90)X198
半包胶轮
Ø500XØ80(Ø100)X260
半包胶轮