全氢式罩式退火炉简介
全氢罩式退火炉安全控制(一)

全氢罩式退火炉安全控制(一)1概述强对流全氢罩式退火炉(以下简称全氢罩式炉)是在原低氢罩式炉的基础上于70年代发展起来的,具有低能耗、高效率、退火产品品质优良等众多特点。
国外在1984年开始大量应用于宽带钢卷的退火,至今已有近千座全氢罩式炉在世界各地建成。
在奥地利的奥钢联、德国的克勒克纳冷轧厂和蒂森冷轧厂、美国的l-TV钢厂和USX钢厂等钢铁企业中,都可以见到正在工作的全氢罩式炉。
直到80年代末、90年代初,全氢罩式炉这项先进的生产工艺才随着国外生产工艺、控制技术的成熟逐步引进到国内,并迅速得到推广。
国内已有鞍钢、武钢、本钢、上海益昌冷轧薄板厂、海南鹏达冷轧薄板厂等单位先后引进、建成了全氢罩式炉,生产、使用情况良好。
近年建设或改造的冷轧薄板厂正在大量采用全氢罩式炉,原有的低氢罩式炉正面临被全氢罩式炉替代的局面。
全氢罩式炉的安全性是至关重要的,这主要是由干在退火过程中采用了易燃、易爆的氢气充当退火产品的保护气体和热传导体,稍有不慎即有可能发生着火或爆炸事故。
如果没有可靠的安全保障措施,即控制系统没有完善的控制策略,不仅全氢罩式炉的生产不能进行,而且还有破坏整个生产设施的可能。
本文针对全氢罩式炉保护气体应用的安全性,介绍全氢保护气体控制过程的安全控制策略,以增强对这-问题的认识。
2全氢罩式炉设备及工艺过程简介全氢罩式炉是用来消除由冷轧变形而使带钢产生的内应力的一种处理装置。
通过使带钢升温、保温、降温的过程进行带钢的再结晶退火。
一座全氢罩式炉的基本设备包括:(1)一个带有底部循环风机的炉台及其附属介质供给管路。
(2)一个底部敞开、其余封闭焊接成整体的保护罩(以下简称内罩)。
将它扣在炉台上即与炉台构成一个封闭的小空问(以下简称退火空间),退火带钢就置于退火空间之中。
在退火过程中,退火空间即充满纯氢气以保护带钢在高温下不至干氧化。
(3)一个制成罩形的加热装置(以下简称加热罩)。
加热罩扣在内罩之上,两罩之间形成一个燃烧室,燃料在此燃烧,热量通过内罩传递到退火空间内。
冷轧钢带65mn全氢罩式炉球化退火工艺研究及应用

冷轧钢带65mn全氢罩式炉球化退火工艺研究及应用1 概述冷轧钢带65Mn是一种高强度、高硬度的低合金钢,因其卓越的机械性能被广泛应用于机械制造等行业。
然而,冷轧后的钢带会产生强烈的应力,影响其机械性能和形状稳定性,需要进行球化退火处理。
本文研究了全氢罩式炉球化退火工艺及其应用。
2 全氢罩式炉球化退火工艺原理全氢罩式炉球化退火工艺是一种常用的球化退火工艺。
该工艺采用氫气作为炉内退火气体,将钢带置于全氢罩式炉内进行加热、保温和冷却。
由于氫氣分子小,能够快速渗透进入钢带内部,有效降低钢带的内部应力和硬度。
在实际操作中,将退火炉内加入一定量的氫氣,形成一定浓度的氫氣氛,将钢带置于在高温氫氣氛中进行加热,使钢带达到退火温度,并保持一定时间,然后在氫氣氛中冷却至室温,即完成了球化退火处理。
3 全氢罩式炉球化退火工艺的优点(1)钢带表面无氧化皮、无碳化物和无金属污染,有利于表面质量的提高和后续加工处理的降低。
(2)由于氫氣分子小,能够有效渗透进入钢带内部,减少内部氧化并降低内应力和硬度,同时还能降低球化退火温度,大大缩短生产周期和能耗。
(3)由于球化退火温度降低,钢带在退火过程中具有良好的韧性和塑性,使得其具有更好的加工性能和形状稳定性。
4 实验分析为了研究全氢罩式炉球化退火工艺的适用性,我们在实验室进行了一系列实验。
首先,我们制备了一批65Mn冷轧钢带,将其分成两组,一组采用常规的空气球化退火,另一组采用全氢罩式炉球化退火。
退火处理后,我们对两组样品进行性能测试,得到如下结果。
对比两组样品的硬度和拉伸强度,我们可以发现,采用全氢罩式炉球化退火的样品的硬度和拉伸强度均显著低于常规空气球化退火的样品。
这说明,全氢罩式炉球化退火能够有效降低外部和内部应力,同时还能提高钢材的韧性和塑性,使其更适合进行后续加工。
5 工业应用全氢罩式炉球化退火工艺具有广泛的工业应用价值。
例如在汽车、航空、军工等高端制造领域,对冷轧钢带的机械性能要求极高,采用全氢罩式炉球化退火工艺能够满足这些行业对钢材性能、品质和稳定性的要求。
浅谈全氢燃气罩式退火炉的温度控制

浅谈全氢燃气罩式退火炉的温度控制【摘要】全氢燃气罩式退火炉是冷轧带钢退火的一种主要设备,它对提高产品质量起着十分重要的作用。
由于其使用易爆的氢气作为保护气,因此对控制系统的要求是安全、可靠。
自控系统是退火工艺的核心,而自控系统主要是靠压力和温度控制,下面就谈谈唐山建龙冷轧厂全氢燃气罩式退火炉是如何进行温度控制的。
【关键词】全氢燃气罩式退火炉;工艺过程;自动控制;温度控制1.总述1.1简介唐山建龙冷轧厂的全氢燃气罩式退火炉生产线筹建于2007年12月,2008年5月36个炉台全部投入使用,目前运行状态良好。
本工程属于江苏凯特尔公司承包,电控部分由武汉海进承接。
1.2设备组成主体设备分为:19台加热罩,17台冷却罩,36座加热冷却炉台,24座终冷炉台,36套仪表阀架,2套液压系统,36套电控系统。
2.自动控制系统2.1基础自动化系统自动化控制系统采用德国西门子公司生产的S7-300PLC。
从每个炉台均完全独立的工艺特性出发,本着控制分散、管理集中的原则,每个炉台用一套S7-300PLC控制,CPU控制模块采用315-2DP。
36套S7-300PLC,通过6台交换机和光纤电缆连接成环状工业以太网,接成环状工业以太网的目的是为了提高工业以太网的可靠性。
现场各类检测信号通过控制电缆接到DI模块和AI模块。
各类控制信号经DO模块和AO模块,也通过控制电缆送到现场,分别控制各种阀门及调节阀等。
36座炉台,用2台操作站(OS)进行操作、监视和控制。
2台操作站的监测软件功能一样,正常情况下,每台操作站监控36个炉台;当某一台操作站故障时,另一台操作站可继续监控该故障操作站在故障前所监控的炉台,另外还有一台工程师站,工程师站供软件工程师维护和优化软件之用。
该自动化控制系统还设计有一台二级机(HPC)。
该二级机实时采集生产过程的数据,供生产管理部门或者调度部门实时掌握罩式炉车间的生产情况;同时该上位机留有与上级管理和通讯接口。
全氢罩式退火炉安全控制

全氢罩式退火炉安全控制引言全氢罩式退火炉是一种常用的化学气相沉积设备,主要用于制备各种材料的薄膜。
在使用过程中,需要加入氢气等特殊气体,因此需要考虑设备的安全性。
为了确保全氢罩式退火炉使用过程中的可靠性和安全性,需要灵活使用各种手段进行控制和管理。
本文将介绍如何对全氢罩式退火炉进行安全控制。
安全控制措施在全氢罩式退火炉的操作过程中,应根据以下措施进行安全控制:设备安全在使用全氢罩式退火炉之前,应确保设备的安全性。
首先应检查所有的管道和阀门是否已经紧闭并且安装正确,电缆是否接好。
其次,需要检查设备中的氢气、氮气等气体储罐的安全性,以避免设备出现爆炸等事故。
火灾安全全氢罩式退火炉使用过程中容易发生爆炸、火灾等事故,因此需要进行火灾安全控制。
在使用全氢罩式退火炉之前,应排除设备中的氢气、氢气出口的管道以及各个部位松散的螺栓等设备隐患。
在炉内进气之前,应先充入气体和气体冷却水,以保证炉内有气流、炉外有冷却。
此外在全氢罩式退火炉的使用过程中,过程变化、异常情况自动诊断功能也要设定完善。
氧含量控制在全氢罩式退火炉的使用过程中,氧含量也需要进行控制。
高氧含量可能导致材料的腐蚀。
因此,在全氢罩式退火炉的使用过程中,应加入足够的氢气,控制气氛所含氧的浓度。
温度控制在全氢罩式退火炉操作过程中,温度控制非常关键。
需要根据所需退火温度,逐步升温或降温,并保持一定的升温或降温速率,以避免温度变化太过剧烈,形成热应力,从而导致材料变形、开裂等问题。
气压控制在全氢罩式退火炉操作过程中,气压控制也非常重要。
全氢罩式退火炉的气压一般设定在 100 Pa 左右,以保持非常干净的炉内环境。
需要注意的是,气压过低会导致退火过程不稳定,温度控制不当。
结论全氢罩式退火炉是一种非常重要的化学气相沉积设备,但在使用过程中也存在安全隐患。
为了确保全氢罩式退火炉使用过程中的可靠性和安全性,应根据设备安全、火灾安全、氧含量控制、温度控制以及气压控制等措施进行控制和管理,确保全氢罩式退火炉操作过程的安全,保障设备和操作人员的安全。
11_罩式退火炉介绍

中 间 对 流 板钢 卷
导
向
叶
循
器
轮
环
风
机
2、采用纯氢作为保护气体
罩式炉保护气体最先采用旳是N2作为保护气体,后来 发展用氮氢型保护气体(氮氢型保护气体,一般指 5%H2,95%N2),最终发展成为目前采用旳100%H2作为 保护气体。
选择全氢作为保护气体,主要有下列几点: a) 氢气旳密度仅是氮气旳1/14,氢气旳导热系数是氮 气旳7倍。氢气重量轻,渗透能力强,能够渗透钢卷层间, 充分发挥导热系数大旳特点,明显提升传热效率;并可提 升内罩内保护气体旳循环量。 b) 氢气作为还原性气体,在高温下能使FeO还原为铁, 并能大幅度降低由冷轧机带来旳轧制油(残碳)。 c) 以纯氢气作为保护气氛,能够是在结晶愈加均匀化, 退火产品旳机械性能愈加均匀。
φ610 mm
最大钢卷重量: 33.3t
最大堆垛高度: 5500mm
2、车间配置
冷却罩
内罩 加热罩
炉台
对流板 终冷台
运卷车
阀站
放加 热罩及 点火
冷密封 测试及 吹扫
放内罩 及压紧
装料
退火
吊加热罩, 扣冷却罩
风冷
喷淋
吊冷 却罩
移走 内罩
等待下一次装料
卸料至 终冷台 冷却
完 毕
3、罩式炉工艺操作流程
4、退火周期示意图
加热
均热
空气/水冷却
冷却
在室温下,原子旳动能少,扩散 力差,扩散速度慢,造成这种倾向无 法实现,须施加激活力,这种激活力 就是将钢加热到一定温度,使原子取 得足够旳扩散动能,消除晶格畸变, 使组织、性能发生变化。
所以经过冷轧后旳钢材必须经过 退火。
全氢罩式退火炉工艺设备及工程化特点
全氢罩式退火炉工艺设备及工程化特点摘要:本文介绍了全氢罩式退火炉工艺及设备主要特点,并依托某钢厂的冷轧退火线,从工程的角度介绍了随着市场的需求,对退火钢卷的需求不断增大,热处理配置需要进行相应提升改造,本文针对其产品方案重点介绍了产线的工艺流程及主体设备的相关参数及工程化特点。
关键词:全氢罩式退火炉;工艺及设备;工程化特点1 前言全氢罩式退火炉,是冷轧钢卷常用的热处理炉型之一,此方式因为其组织生产灵活、设备投资低而被众多用户所采纳。
罩式退火炉采用100%全氢气保护气体,整个退火周期采用耐高温风机使保护气体高速循环,以加强传热效果,提高产品质量和产量。
[1]某钢厂冷轧厂设计年产冷轧卷100 万吨,目前配套的罩式退火炉生产能力68.5 万t/年。
不能满足现有生产要求,因此需要再建设罩式退火炉增加钢卷退火能力。
2 工艺流程及主要设备特点2.1 工艺流程(1)选择退火程序。
在正常生产过程中,退火程序从COS 传送到炉台PLC,并储存PLC 中,直到接收新的退火程序。
(2)放置内罩。
炉台上料后,将内罩放在炉台上,然后用液压夹紧机构夹紧到水冷炉台法兰的圆形密封件上,这样可以达到很好的密封。
(3)冷泄漏测试。
泄漏测试可以在室温度下自动完成。
将内罩内的压力自动地调节到约5000Pa,并关闭所有入口和出口阀门。
(4)初始吹扫。
如果工作空间无漏气,那么将用氮气动吹扫工作空气。
吹扫结束后,炉台准备退火。
(5)压力控制。
为了使内罩内的压力高出外界压力一定范围,可以自动控制工作区压力。
(6)加热。
加热罩燃烧系统由几个位于加热罩周围的高速烧嘴组成。
(7)温度控制。
对于连续控制,将提供两个单独的温度控制器(分别用于加热罩和炉台);对于开/关控制,将提供两个其它控制器(分别用于加热罩和炉台)。
(8)连续控制。
当加热罩(或炉台)控制器发出打开信号时,机动阀将打开;当控制器发出“关闭”信号时,它将逐渐关闭。
在加热罩控制站配备有手动调节的手动/自动方式开关。
全氢罩式炉介绍

(2)退火类型: 光亮退火,球化退火、再结晶退火 退火温度:最高 870℃
(3)燃料种类: 混合煤气,焦炉煤气,天然气,液化石油气
(4)最大装炉量: 最大装炉量为125t,装炉高度5600mm
1.出炉时的照片
2.产品质量结果DDQ
抗拉强度 303 断裂延伸 43
屈服强度 177 90度R值 2.02 均匀延伸 24.0 90度N值 0.213
工艺阶段10 带冷却罩冷却
工艺阶段11 喷淋冷却
工艺阶段12 抽真空 / 充氮
工艺阶段13 移去冷却罩
工艺阶段14 移去内罩 / 炉台卸料
4、全氢罩式退火炉数学模型
(1) 退火过程模型: 对于特定的堆垛量,给出加热时间、保温时间、冷却时间。
重点是给出钢卷中心点温度变化值。 (2) 堆垛模型:
根据合同号和钢卷参数,给出最佳装炉量。 (3)车间管理模型:
达到钢卷力学性能及表面的光亮度的要求。 热处理分为中间退火,再结晶退火和完全退火。
未轧制前
轧制后
退火后
加热速度 对带钢的性能和表面质量有较大影响,一般为40~60℃/h,
400~723℃是再结晶形成阶段,加热速度必须控制。 保温温度和保温时间
再结晶温度在570~720℃ 带钢越薄,内能越大,越易形成再结晶,退火温度低。 带钢越厚,保温温度要高,保温时间要长。 冷却速度和出炉温度 对汽车板等特殊要求的钢种,冷却速度要求慢一些。 一般的钢种冷却速度尽可能快一些。 出炉温度一般在90~150℃。
使车间设备运行处于最佳状态,以降低运行成本。
全氢罩式光亮退火炉废氢燃烧系统

1 2 4 ・
科技 论 坛
全氢 罩式光 亮退 火炉废氢燃烧 系统
王 文 霞
( 哈尔滨松江电炉厂有限责任公司, 黑龙江 哈尔滨 1 5 0 0 5 0 )
摘 要 : 通过 对全 氢罩式 光 亮退 火炉废 氢燃烧 系统 的介绍 了解废 氢燃 烧在 全氢罩 式光 亮退 火炉 中的应 用 目的。
节能功效。
2全 氢 罩 式炉 废 氢 烧嘴 结 构原 理 废 氢 燃烧 系统 在 生 产使 用 过 程 中稳 定 可 靠 , 减 少 了对 大 气 全 氢 罩式 退 火 炉 采 用 的 废 氢烧 嘴 , 主要包括燃烧室 、 空气 排 放 污 染 , 同 时也 节 约 了能 源 。热 处 理 炉 是 消 耗 能源大户 , 也 配 风盘 、 煤气喷头 、 空气 导 管 、 煤气流通管 、 双 电极 ; 将煤 气 、 废 是严 重 污 染 源 之 一 ,节 能 减 排 已 经 成 为 我 国 国 民经 济 中 的一 氢 燃 烧 整 合 于 同一 烧 嘴 中 , 废氢通人时 , 煤气做 长明火使用 , 引燃废氢 , 确保 废 氢 燃 烧 的安 全 性 及 稳 定 性 ; 空 气 在 配 风 盘 处 项大 事 。 参 考 文 献 被 分 为 三级 进 行 混 合燃 烧 , 煤气采用端面均布射流喷出 , 加 速 1 1 工 业 炉设计 手 册 『 M】 . 北京: 机 械 工 业 出版 社 , 1 9 9 6 . 了煤气 、 废氢及空气 的混合速度 , 保证烧嘴燃烧 的稳定性及点 【 [ 2 1 钢铁 厂 工 业 炉设 计参 考 资料 f M1 . 北京 : 冶金 工 业 出版社 . 火 及 火 焰 监测 的可 靠 性 , 利 用 高 速烧 嘴对 废 氢 进 行 高 速燃 烧 , 在 回 收利 用 资 源 的 同时 , 通 过 烟 气 高 速对 流 循 环 , 确 保 炉膛 温
罩式退火和连续退火优缺点
罩式退火和连续退火优缺点1)生产工艺全氢罩式退火炉是冷轧钢卷以带有少量残余乳化液的状态,未作脱脂便送入罩式退火炉进行退火处理,在氢气气氛中冷却,然后通过平整机中间库直接送往平整机,再检查等,设备布置空间大,生产周期长,但产品规格和产量变化灵活性强。
连续退火线上冷轧带卷在进口段进行脱脂,在连续退火的第一段进行退火,随后采用气体或水等进行冷却,在退火第二段进行时效处理,然后进行在线平整,检查等,设备布置紧凑,占地面积小,生产周期短,但产品规格范围覆盖面不宜太宽,产量不宜太低。
2)总成本所谓总成本包含工艺设备新建的投资费用再加上生产运行费用。
对于全氢罩式退火工艺途径来说,其投资、消耗与维修费用与连续退火线相比都要低,只有人员较多和材料损失比较高。
此外,对于连续退火线而言,还应累加冶炼深冲钢种所需的附加费用(用于真空脱气、微合金化等)以及较昂贵的酸洗费用(用于清除热轧卷取温度较高而形成的红色氧化铁皮)。
所以,从有关的资料评价估计全氢罩式退火炉的总成本比连续退火机组低。
3)品种性能品种方面,全氢罩式退火通常生产的品种有CQ、DQ和DDQ,生产EDDQ、S―EDDQ、HSLA等品种难度很大,适合小批量、多品种生产。
连续退火品种有CQ、DQ、DDQ、EDDQ、S―EDDQ、HSLA、HSS等,生产厚规格(大于2.5mm)产品有困难,规格范围太宽将增加控制难度,适合大批量、少品种生产。
表面洁净度方面,全氢罩式退火通过建立正确退火制度,加上在热轧、冷轧的预防措施(严格控制板形、新型轧制技术、一定程度的均匀粗糙度、精确的卷取张力等),减少粘结、折边、碳黑等缺陷。
而连续退火后的钢板表面十分光洁,不会出现粘结、折边、碳黑等缺陷,适合生产表面质量要求高的钢板。
深冲性方面,对于铝镇静钢而言,一般用全氢罩式退火比用连续退火质量要优,其机械性能均匀,塑性应变比r 值、加工硬化指数n值一般都能高于连续退火的产品。
近年发展起来的微合金化超深冲(IF)钢,又称无间隙原子钢,该钢具有极优良的成形性,即高r值(r>2.0)、高n值(n>0.25)、高伸长率(8>50%)和非时效性(AI=0)。
全氢式罩式退火炉简介
冷却系统〆
氮氢罩式炉配有冷却罩,冷却罩内有冷却风 机々还装备有位于炉台下的旁路冷却系统, 旁路冷却系统采用水冷对炉内气氛进行循环 冷却。炉台橡胶密封圈的下面还有专门的流 动水冷却槽,用以对密封圈进行冷却
退火工艺过程简述
全氢罩式炉设备包括炉台、内罩、加热罩和冷却罩。其工艺 过程如下〆 炉台装料,放置内罩并利用液压装置压紧内罩々 检验氢气人口阀和炉台内罩密封性,确保系统安全々 用氮气吹扫内罩内空气,使炉内氧含量减少到1% 以下,为 通入氢气做好准备(在内罩外放置加热罩,内罩和加热罩之 间为燃烧区间)々 用氮气置换空气完成后,氧含量低于1%时,开始加热点 火,并用氢气置换氮气实现全氢气氛退火过程々 退火过程的加热段、均热段,氢气定流量吹扫々 带加热罩冷却、辐射冷却々 带冷却罩冷却、分流冷却々 用氮气吹扫炉内氢气々 料卷出炉。
冷却过程可细分为四个阶段:
带加热罩冷却 辐射冷却 带冷却罩冷却 快速冷却
带加热罩冷却:
從均热阶段后的热态密封试验结束开始,这 时停止燃气供应,由烧嘴中喷射常温空气直 接冷却内罩,达到冷却钢卷的目的
辐射冷却阶段
当炉内控制热电偶温度达到600℃时,结束带 加热罩冷却,移走加热罩〃从移走加热罩到 吊盖冷却罩一般约有12min的等待时间〃在这 一时间段内,内罩的散热方式为对环境的辐 射和自然对流,称为辐射冷却阶段
带冷却罩冷却
扣上冷却罩后,开始带冷却罩冷却〃此阶段 中,由大流量、高流速的冷风对内罩进行冷 却
快速冷却
当炉内控制热电偶的温度达到一定值(根据不 同的快冷方式,此温度为300~450oC不等) 时,启动快速冷却装置,进行快速冷却
快速冷却方式
通常有两种快速冷却方式: 氢气旁路冷却 (将内罩内的循环氢气按比例抽取通过气/水 换热器冷却后,再输入炉内,以快速降低循环氢气的温度)在退火过程的 快冷过程中,旁路冷却风机对不同介质和不同温度情况下也有不同要 求。针对这种情况,旁路冷却风机和旁路冷却阀的动作需按行程控制。 经过现场使用,行程控制的方式满足快冷过程的工艺要求。 水喷淋冷 却(JA冷却罩顶部直接向内罩喷水进行冷却) 当钢卷达到规定的出炉温度时,结束此过程,也即结束整个退火过程
带钢退火工艺及其装备(全氢罩式退火炉)
(培训教程大纲) 培训教程大纲)
北京科技大学热能工程系
2011-3-18
Department of Thermal Energy Engineering of USTB
1
第一部分—全氢罩式炉退火工艺及其装备 第一部分 全氢罩式炉退火工艺及其装备
一、发展历程(历史沿革) 发展历程(历史沿革) 二、基本构造与操作过程 三、炉内传热过程的分析 四、数值模拟与实验验证 五、参数优化及其分析 六、主要结论
38<t ≤ 58.5 f=f 0 + a 1 e -(t-t0)/x1 f 0 =0.79184 t 0 =38.03 a 1 =0.21853 x 1 = 3.07573 f=a+b 1 t+b 2 t 2 + b 3 t 3 a= -23.79697 b 1 =1.48994 b 2 =-0.02926 b 3 =1.89788 × 10 -4
2011-3-18
全氢罩式退火炉热过程 离线数学模型计算结果及分析
2011-3-18
8
加热过程
加热过程 均热过程
冷却过程
带加热罩冷却过程 辐射冷却过程 带冷却罩冷却过程 快速冷却(氢气旁路冷却或水喷淋冷却)
2011-3-18
9
建立数学模型的目的
建立全氢罩式炉退火过程数学模型, 建立全氢罩式炉退火过程数学模型 , 进行离线 预报钢卷退火工艺曲线, 预报钢卷退火工艺曲线 , 为今后实现钢卷温度 的在线跟踪和炉温的动态计算提供基础。 的在线跟踪和炉温的动态计算提供基础。 对不同来料、 不同产品的退火过程, 对不同来料 、 不同产品的退火过程 , 只要将原 始数据作为模型输入条件, 始数据作为模型输入条件 , 模型即可计算出相 应的退火曲线, 应的退火曲线 , 为工艺优化与过程控制提供依 据。 建立、 完善不同钢种、 建立 、 完善不同钢种 、 不同规格的钢卷在不同 产量条件下的优化退火工艺制度, 产量条件下的优化退火工艺制度 , 为今后实现 在线控制提供坚实的理论基础。 在线控制提供坚实的理论基础。
宝钢hph全氢罩式退火炉钢卷加热时间的研究
宝钢hph全氢罩式退火炉钢卷加热时间的研究随着社会的发展,轧制和热处理工业正在发展。
宝钢HPH全氢罩式退火炉钢卷加热时间的研究将有助于提高钢铁行业的效率和质量。
宝钢HPH全氢罩式退火炉是一种先进的退火设备。
它囊括了一种全新的技术,它利用全氢密封的复合罩来作为保护罩,而不是传统的氩气密封的罩子。
这种新技术可以更有效地把钢卷加热,并将有助于提高行业的效率和质量。
在使用宝钢HPH全氢罩式退火炉加热钢卷之前,首先要进行一定的热处理过程。
这种热处理流程主要包括热处理前的检查、适当的热处理温度的确定、恒定温度的维持以及加热时间的控制等。
此外,为了有效提高加热时间,应采用合理的加热温度和加热速率。
热温度过低造成的质量问题是影响宝钢HPH全氢罩式退火炉加热效率的主要
因素。
在加热过程中,还需要控制燃气混合物的组成,考虑炉温、料厚度、卷径等因素;加热时间也必须是恒定的,它取决于温度、料厚度和燃气混合物的组成。
除了确保热处理温度恒定,也要确保其它参数如送料速度、燃气混合物组成等也是恒定的。
此外,为了确保宝钢HPH全氢罩式退火炉加热时间的有效性,热处理室应建立完整的系统,经常对设备进行检查和保养,严格控制燃气混合物的比例,保持设备的清洁,及时更换滤芯,定期检查放料口的水质等。
宝钢HPH全氢罩式退火炉加热时间的研究在热处理行业中发挥
着重要作用。
它不仅可以改善钢铁行业的效率和质量,而且可以更有效地利用热处理技术,减少热处理过程中产生的费用。
因此,宝钢HPH全氢罩式退火炉加热时间的研究值得我们去发掘和深入探索,以更好地为热处理行业的发展和进步做出贡献。
罩退讲课资料

三、机械设备概述
我公司新建的全氢罩式退火炉机组由上海宝信 软件股份有限公司提供设计、设备成套供货、调试 及相关技术服务,机组型号为 BAF/BH200-560。退 火机组原料产品为酸轧联合机组所生产冷硬卷,主 要生产钢种为:CQ、DQ、DDQ、HSS;镀锡基板 T2.5、T3、T4、T5。 一期工程设备包括:48 个炉台、48 个内罩、26 个加热罩、22 个冷却罩、48 个阀站、40 座终冷台 及相应的液压站、能介(燃气/氢气/氮气)调压站、 排烟风机系统、电气和自动控制系统等等。二期工 程预留设备包括:8 个炉台、8个内罩、6个加热罩、 2 个冷却罩、8个阀站、6 座终冷台等等。56个炉
当退火后钢卷温度下降到预设定的出料温度时, 炉台高温循环风机的速度会降到520 rpm 并打开氮 气进口阀门,氮气以 140 m³ 的流量进行吹扫,持 /h 续时间大约25 分钟, 当满足下列条件时吹扫就会 被终止: 1) 内罩里面必须吹入上述氮气量; 2) 整个吹扫过程必须达到最短的吹扫时间。 当满足了上述二个条件时,高温循环风机则停 止运转。吹扫完成后,就可以移开冷却罩, 同时必 须断开内罩的冷却水管,松开液压锁紧装置后才可 以移开内罩,炉台卸料后准备下次退火。计算机监 控系统将退火数据保存并送给上位管理机。生产报 表的打印可自动打印也可人工干预打印,一个退火 循环周期结束。
电磁阀、压力开关、压力表、快速接头。助燃空气 系统配置助燃风机、多头螺旋肋片预热器、总管压 力开关、压力表、不锈钢膨胀节、电磁蝶阀、手动 蝶阀等。烧嘴数量12 个,采用脉冲燃烧方式。检测 及控制功能包括:助燃风机运行控制;助燃空气压 力检测、显示、报警、控制;燃气压力检测、显示、 报警、控制;燃烧器自动点火、火焰监测、断电自 动关闭燃气电磁阀等控制。 冷却罩:冷却罩顶部装有2 台大流量风机,高温 冷却时,启动风机冷却和喷淋冷却。主要控制功能: 冷却风机运行控制;喷雾冷却及喷射冷却控制。 内罩:内罩为筒体结构,通过液压夹紧在炉台上。 在吊装过程中,2 个导向臂能正确将内罩快速就位。
全氢罩试退火炉1

• • • • • • • •
风量:80000-90000Nm3/h 风压:2100-2300Pa 电机主轴材质:1Cr25Ni20Si(固溶处理) 轴承及润滑脂:瑞典SKF进口产品 叶轮直径:φ950mm 叶轮材质:高镍合金耐热钢(去应力处理与转子组合平衡试验) 5)管路阀站 组成:充保护气分路(含阻隔氮分路)、充氮洗炉分路(含平衡氮 分路)、燃气分路、燃气放散分路、排废气分路、工艺水分路、冷却 水进水分路、炉台冷却水回水分路、内罩冷却水回水分路、阀门控制 仪表气分路。其中阀门为精选气动球阀、电磁阀、不锈钢手动球阀。 关键阀门带有状态反馈微动开关,确保自动控制安全。保护气和氮气 进气自动控制,通过高精度涡街流量计和智能浮子流量计实现瞬时流 量和累积量的现场测量显示压力和上位输出。炉内压力自动控制调节, 冷却水流量报警保护。并设置有阻隔氮和燃气过滤装置。 • 技术数据: • 保护气用量10-30Nm3/h.炉台
• 燃料:天然气 • 燃烧控制方式:比例连续调节+ON/OFF • 2,能源介质条件 • 1)保护气氛 氢气(H2) 纯度:H2 :>99.99% • 露点:<-60℃ 含O2 (氧气):<5PPm
•
• • •
气体用量:5~25N m³、座(气体用量根据不同工艺段改变) 接点压力(炉前):20000Pa
底座用于盛放钢卷、内罩和外罩。装有风机和导流装置。在底座上安 装了一个底座密封圈,当夹紧内罩时,它会将底座空间密封。 台循环风机:高效直联炉用风机,变频调速电机。 炉台底座:型钢和护板制成支撑底架与基础定位相联,承重保温座为 耐热钢板旋压反封头结构。内置绝热耐火纤维和耐热钢支撑。 对流托盘:高效扩散导流盘,全部由耐热钢构件制成,坚固耐用。在 额定荷载下,长期使用不变形。 炉座大法兰:材质普碳钢,镶有真空水冷密封胶圈,压紧后,保证工 作区间的气密性。洗炉氮气进气口、保护气进气口、排废气进出口、平 衡进排气口及炉台冷却水进水接口均在炉座上。罐内热电偶也均由炉座 引入,用于工作区温度控制、显示,记录和工艺控制(风机换速、冷却 喷淋、报警和过程结束)。 技术数据: 炉台有效承载能力:100吨 电机功率:22KW 电机转速:2080r/min 工作转速:1850r/min
全氢罩式炉
摘要:在研究并消化了全氢罩式退火炉的工艺和控制技术的基础上,升级开发了攀钢全氢罩式退火炉的控制系统;采用了基础自动化系统和过程计算机两级架构并衔接生产管理系统,实现了全氢罩式炉退火过程的自动化和信息化。
关键词:全氢罩式炉;退火;自动控制1 引言攀钢冷轧罩式炉,是上个世纪九十年代初由德国LOI公司设计制造的全氢罩式退火炉,其控制系统是采用早期S5—115U控制系统,备品备件无法购买;原系统也不能支撑目前的生产管理系统,必须进行控制系统的改造升级,以解决控制系统的更新换代和实现罩式炉生产的信息化。
全氢罩式炉是一种退火工艺水平很高的罩式退火设备,具有生产效率高、退火产品质量优,介质、能量消耗低等优点,是改善和提高冷轧产品特别是冷轧带钢表面质量的重要设备,在冷轧产品的生产中得到了普遍应用。
攀钢信息公司在消化了工艺技术和控制技术的基础上,对原全氢罩式退火炉的控制系统进行成功升级改造。
该自动控制系统以退火温度曲线为目标,实现退火过程的温度模糊控制。
运行结果表明该自动控制系统升级改造成功,不但减少故障吹扫率,而且提高全氢罩式炉的生产率,也将罩式炉生产系统接入到攀钢生产管理系统,实现了全氢罩式炉退火过程的自动化和信息化。
2 罩式炉退火工艺过程简述全氢罩式炉设备包括炉台、内罩、加热罩和冷却罩。
其工艺过程如下:炉台装料,放置内罩并利用液压装置压紧内罩;检验H2阀和炉台内罩密封性,确保系统安全;用氮气吹扫内罩内空气,使内罩内氧含量减少到1%以下,为通入氢气做好准备;在内罩外放置加热罩,内罩和加热罩之间为燃烧区间,用空气吹扫燃烧区间的残余煤气。
当内罩内氧含量低于1%时,开始加热点火;并用氢气置换内罩的氮气实现全氢气氛退火过程;退火过程的加热段、均热段,控制氢气流量吹扫;热密封测试;带加热罩冷却;吊走加热罩/热辐散/安装冷却罩;冷却罩冷却、喷淋水冷却;用氮气吹扫炉内氢气;钢卷吊运出炉。
3 控制系统设计根据全氢罩式炉工艺的特点和实施自动控制的需要,自动化系统架构采用两级控制系统和三级网络系统。
罩式退火炉工作原理

罩式退火炉工作原理罩式退火炉是一种常用的热处理设备,其工作原理基于金属材料的退火过程。
本文将详细介绍罩式退火炉的工作原理及其相关原理知识。
一、罩式退火炉的基本构造罩式退火炉主要由炉体、加热装置、控制系统和废气处理系统等组成。
炉体通常由耐火材料制成,具有良好的隔热性能,能够承受高温环境。
加热装置主要为电加热器或燃气加热器,通过加热装置提供的热能,使炉内温度达到退火要求。
控制系统负责调节和监控炉内温度、时间等参数,以确保退火工艺的准确执行。
废气处理系统用于处理炉内产生的废气,以减少对环境的污染。
二、罩式退火炉的工作原理1. 加热阶段首先将待处理的金属材料放入炉内,并将炉门密封,以确保炉内空气的隔绝。
然后打开加热装置,通过电加热或燃气加热使炉内温度逐渐升高。
在加热过程中,控制系统会实时监测和调节炉内温度,以确保温度的均匀性和稳定性。
2. 保温阶段当炉内温度达到退火要求后,控制系统将保持温度恒定,进入保温阶段。
在保温阶段,金属材料的晶粒会逐渐长大,内部应力得到释放,达到退火效果。
保温时间根据金属材料的特性和退火要求而定,通常需要较长的时间。
3. 冷却阶段完成退火工艺后,关闭加热装置,开始冷却阶段。
冷却速度通常要控制在一定范围内,以避免产生过度硬化或变形。
常见的冷却方法有自然冷却和强制冷却。
自然冷却是指将金属材料从炉内取出,自然散热至室温。
强制冷却则是通过外部冷却介质,如水或空气,进行快速冷却。
三、罩式退火炉的优势1. 温度均匀性好:罩式退火炉采用密封式结构,能够有效防止炉内温度的波动,保证金属材料的均匀加热。
2. 适用性广:罩式退火炉可以处理各种金属材料,包括铁、钢、铜、铝等,适用范围广泛。
3. 自动化程度高:罩式退火炉配备了先进的控制系统,能够实现自动化操作和远程监控,提高工作效率和生产质量。
4. 应用灵活:罩式退火炉可根据不同的工艺需求进行调整和优化,满足不同材料的退火要求。
四、罩式退火炉的应用领域罩式退火炉广泛应用于金属加工、制造业和热处理行业。
全氢罩式退火炉的工作原理

全氢罩式退火炉的工作原理全氢罩式退火炉是一种用于退火处理的热处理设备。
其工作原理是利用高温下氢气的还原性,通过氢气的作用,将金属材料表面的氧化层还原成金属,并消除材料内部的应力,使其获得更好的物理性能。
全氢罩式退火炉的主要组成部分包括炉体、加热元件、保护气体供应系统、氢气循环系统和控制系统等。
炉体是全氢罩式退火炉的主体部分,通常由高温合金材料制成,具有良好的耐高温性能。
炉体内部设有加热元件,可通过电阻加热方式提供高温环境。
加热元件通常采用电阻丝或电阻片,通过电流的通入,使其发热产生高温。
保护气体供应系统是为了保护金属材料表面不受氧化而设置的。
通常使用氢气作为保护气体。
氢气具有很强的还原性,能够将金属表面的氧化层还原成金属,从而减少表面氧化的程度。
保护气体供应系统由氢气源、气体管道和喷嘴等组成。
氢气源通过管道输送到喷嘴,然后喷射到金属材料表面,形成一个密闭的氢气环境,从而保护金属材料不受氧化。
全氢罩式退火炉还配备有氢气循环系统。
氢气循环系统的作用是将炉内的氢气循环使用,提高氢气的利用率。
氢气通过循环系统进入炉腔,与金属材料表面发生反应后,再通过循环系统回收,经过净化处理后再次使用。
这样可以节约氢气资源,提高设备的经济性。
全氢罩式退火炉还配备有控制系统,用于控制炉体的温度、氢气流量、氢气压力等参数。
控制系统通常采用计算机和仪表联动控制的方式,可以实现对退火过程的精确控制和参数记录。
通过控制系统,操作人员可以设定所需的退火温度和时间,并实时监控炉体的工作状态,确保退火过程的稳定性和安全性。
总结起来,全氢罩式退火炉是一种利用氢气的还原性对金属材料进行退火处理的设备。
通过高温加热和氢气的作用,可以消除材料内部的应力,还原金属表面的氧化层,从而改善材料的物理性能。
全氢罩式退火炉具有操作简便、效果稳定、能耗低等优点,广泛应用于金属制品的生产过程中。
罩式退火和连续退火优缺点
罩式退火和连续退火优缺点1)生产工艺全氢罩式退火炉是冷轧钢卷以带有少量残余乳化液的状态,未作脱脂便送入罩式退火炉进行退火处理,在氢气气氛中冷却,然后通过平整机中间库直接送往平整机,再检查等,设备布置空间大,生产周期长,但产品规格和产量变化灵活性强。
连续退火线上冷轧带卷在进口段进行脱脂,在连续退火的第一段进行退火,随后采用气体或水等进行冷却,在退火第二段进行时效处理,然后进行在线平整,检查等,设备布置紧凑,占地面积小,生产周期短,但产品规格范围覆盖面不宜太宽,产量不宜太低。
2)总成本所谓总成本包含工艺设备新建的投资费用再加上生产运行费用。
对于全氢罩式退火工艺途径来说,其投资、消耗与维修费用与连续退火线相比都要低,只有人员较多和材料损失比较高。
此外,对于连续退火线而言,还应累加冶炼深冲钢种所需的附加费用(用于真空脱气、微合金化等)以及较昂贵的酸洗费用(用于清除热轧卷取温度较高而形成的红色氧化铁皮)。
所以,从有关的资料评价估计全氢罩式退火炉的总成本比连续退火机组低。
3)品种性能品种方面,全氢罩式退火通常生产的品种有CQ、DQ和DDQ,生产EDDQ、S―EDDQ、HSLA等品种难度很大,适合小批量、多品种生产。
连续退火品种有CQ、DQ、DDQ、EDDQ、S―EDDQ、HSLA、HSS等,生产厚规格(大于2.5mm)产品有困难,规格范围太宽将增加控制难度,适合大批量、少品种生产。
表面洁净度方面,全氢罩式退火通过建立正确退火制度,加上在热轧、冷轧的预防措施(严格控制板形、新型轧制技术、一定程度的均匀粗糙度、精确的卷取张力等),减少粘结、折边、碳黑等缺陷。
而连续退火后的钢板表面十分光洁,不会出现粘结、折边、碳黑等缺陷,适合生产表面质量要求高的钢板。
深冲性方面,对于铝镇静钢而言,一般用全氢罩式退火比用连续退火质量要优,其机械性能均匀,塑性应变比r 值、加工硬化指数n值一般都能高于连续退火的产品。
近年发展起来的微合金化超深冲(IF)钢,又称无间隙原子钢,该钢具有极优良的成形性,即高r值(r>2.0)、高n值(n>0.25)、高伸长率(8>50%)和非时效性(AI=0)。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
全氢炉内的传热情况整个退火过程
〄可分为加热和冷却两大过程加热过程又可 细分为加热和均热两个阶段〃 〄加热阶段: 从吊盖加热罩,燃烧器点火开始,到循环 气体温度达到规定的退火工艺温度结束
均热阶段从加热阶段结束开始,在规定的退 火工艺温度下进行保温,直到同时满足以下 两个条件时结束〆 〄钢卷达到工艺所需的温度(如780℃)々 〄钢卷内外部温差满足要求(一般要求小于 30℃,随不同钢种有小范围波动)
全氢罩式退火炉(简称全氢炉)
优点: 生产的产品具有深冲性良好、 表面光洁、生产率高等
氫氣與氮氣的一般特性
全氫退火爐的特點和效果
全氫罩式退火爐優點: 生產的產品具有深沖性良好、 表面光潔、生產率高等
退火爐的結構概況
罩式退火炉结构示意图
1一内罩々 2一加热罩々 3一密封圈冷却水槽々 4一进气阀々 5一水冷气管阀々 6一水冷却器々 7一水冷气管々 8一循环风机々 9一卷芯热电偶々 l0一超压排气阀々 1l一密封圈々 l2一气氛热电偶々 l3一分流板々 14一钢卷
鋼捲重量
30ton(max)
Product Mix
Width 1000 mm 56,000 % 1250 mm 232,000 % 1550 mm 112,000 % Total % MT/Y 14 58 28 400,000 100
加熱罩
冷卻罩
爐座
罩式退火炉的特點
〄为了得到光亮的表面质量,带钢退火应在保护气 氛中进行。罩式退火炉一般采用氮气、氮氢混合 气(由5% 的氢气和95%的氮气组成)或全氢气作 保护气。 〄保护气体作为传热介质通过对流和辐射将热量传 给钢卷,使钢卷得以均匀加热。由于氢气的导热 系数是氮气的7倍,因而相同流速下的纯氢气或氮 氢混合气体的传热效果优于纯氮气。同时,氢气 使气氛具有一定的还原性,能够降低氧化现象的 发生几率。 〄但是,氢气含量的提高对炉台的密封性、安全性 的要求也越高
带冷却罩冷却
扣上冷却罩后,开始带冷却罩冷却〃此阶段 中,由大流量、高流速的冷风对内罩进行冷 却
快速冷却
当炉内控制热电偶的温度达到一定值(根据不 同的快冷方式,此温度为300~450oC不等) 时,启动快速冷却装置,进行快速冷却
快速冷却方式
通常有两种快速冷却方式: 氢气旁路冷却 (将内罩内的循环氢气按比例抽取通过气/水 换热器冷却后,再输入炉内,以快速降低循环氢气的温度)在退火过程的 快冷过程中,旁路冷却风机对不同介质和不同温度情况下也有不同要 求。针对这种情况,旁路冷却风机和旁路冷却阀的动作需按行程控制。 经过现场使用,行程控制的方式满足快冷过程的工艺要求。 水喷淋冷 却(JA冷却罩顶部直接向内罩喷水进行冷却) 当钢卷达到规定的出炉温度时,结束此过程,也即结束整个退火过程
罩式退火爐工藝流程
退火過程傳熱分析
在整个退火过程中,内罩内的传热(见图(a))主要包括〆内罩与钢卷的辐射换热,氢气与 钢卷及内罩的对流换热,钢卷内部传热〃加热过程中,加热罩内的传热(见图(a))包括〆 高温烟气与内外罩的对流与辐射换热,内外罩表面的辐射换热,加热罩外表面散热,加热 罩壁的导热〃冷却过程中,冷却罩内的传热(见图l(b))包括〆空气与内外罩的对流换热, 内外罩表面间的辐射换热,冷却罩外表面散热〃
二期用地
POSCO E&C
795M
公用區域 120M 原料庫 8,100M2 熱軋成品庫 11,700M2 出貨 準備線 熱線重捲線 橫切機組 BAF(400系列) 廠房11.5Lx28W米 7萬公噸/年 爐座:5st Hog200/520 修磨機組 BAF HAPL 525M
罩式退火爐
〄 〄 〄 〄 1、生產規模〆年生產規模為40萬公噸。 2、年額定工作時間〆8000小時。 3、產品品種〆400系不銹鋼帶鋼。 4、罩式退火爐規格〆
冷却过程可细分为四个阶段:
带加热罩冷却 辐射冷却 带冷却罩冷却 快速冷却
带加热罩冷却:
從均热阶段后的热态密封试验结束开始,这 时停止燃气供应,由烧嘴中喷射常温空气直 接冷却内罩,达到冷却钢卷的目的
辐射冷却阶段
当炉内控制热电偶温度达到600℃时,结束带 加热罩冷却,移走加热罩〃从移走加热罩到 吊盖冷却罩一般约有12min的等待时间〃在这 一时间段内,内罩的散热方式为对环境的辐 射和自然对流,称为辐射冷却阶段
冷却系统〆
氮氢罩式炉配有冷却罩,冷却罩内有冷却风 机々还装备有位于炉台下的旁路冷却系统, 旁路冷却系统采用水冷对炉内气氛进行循环 冷却。炉台橡胶密封圈的下面还有专门的流 动水冷却槽,用以对密封圈进行冷却
退火工艺过程简述
全氢罩式炉设备包括炉台、内罩、加热罩和冷却罩。其工艺 过程如下〆 炉台装料,放置内罩并利用液压装置压紧内罩々 检验氢气人口阀和炉台内罩密封性,确保系统安全々 用氮气吹扫内罩内空气,使炉内氧含量减少到1% 以下,为 通入氢气做好准备(在内罩外放置加热罩,内罩和加热罩之 间为燃烧区间)々 用氮气置换空气完成后,氧含量低于1%时,开始加热点 火,并用氢气置换氮气实现全氢气氛退火过程々 退火过程的加热段、均热段,氢气定流量吹扫々 带加热罩冷却、辐射冷却々 带冷却罩冷却、分流冷却々 用氮气吹扫炉内氢气々 料卷出炉。
内罩〆
〄内罩也称保护罩,由耐热合金製造。 〄生產時保護罩位於鋼捲與加熱罩之間,罩式 爐通過保護罩對鋼捲進行間接加熱或冷卻。
加热罩〆
加热罩内采用燃气加热,火焰烧嘴可以自动点火, 并配有火焰监控系统。烧嘴分两层均匀分布在炉子 下半部,火焰沿内罩切线方向喷入炉内。每个烧嘴 附近有一个独立耐热铸钢管状换热器,装在炉壁隔 热层内,废气在排出过程中将热量传给同时进入炉 内的燃气々在炉外,每个换热器都与公用排气管相 通。
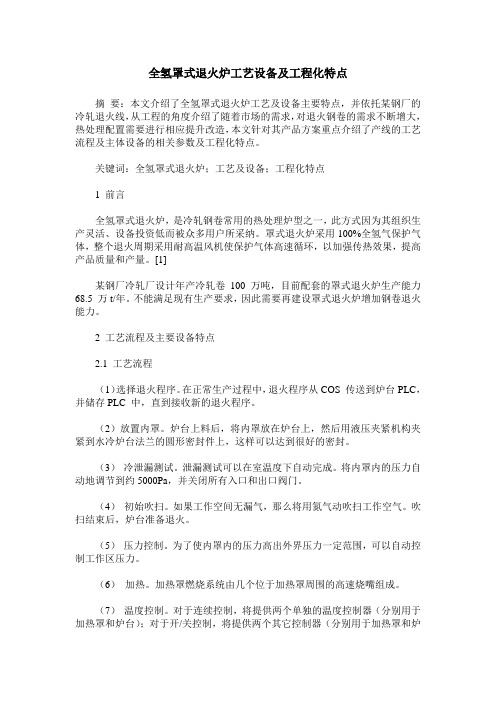
Process Flow
真空精煉爐 VOD 原料 Raw Material 電爐 EAF 氬-氧精煉爐 AOD 鋼包精煉爐 LF 板胚連鑄機 CCM 扁鋼胚 Slab
BAF
400 series 重捲線 Re-coiling Line 加熱爐與熱軋 Reheating & Hot Rolling
鐘罩式退火爐 Batch Annealing Furnace 重捲線 Re-coiling Line
爐型 鋼種
罩式退火爐 保護氣體強制對流 400系列肥粒及麻田散鐵
退火溫度
裝爐高度 裝爐量 保護氣體
850℃(max.)
5,000mm(max.) 85ton(max) H2(100%)或HNX
厚度範圍
寬度範圍 鋼捲內徑 鋼捲外徑
2.0mm~8.0mm
800mm~1600mm φ762mm φ1950mm
罩式退火爐退火流程
資料來源:LOI
Annealing base
Heating hood
資料來源:LOI
Water Spray Cooling
BYPASS Cooling
The cooling system
Final Cooling
控制系統配置
氫氣/氮氣閥站
結語
• 在退火過程中,爐內氣氛隨工藝過程不同而不同, 這對迴圈風機要求較高,在不同介質和不同溫度 情況下的風機轉速需進行變速控制,經過反復試 驗,得出退火過程不同氣氛和不同溫度下對應的 迴圈風機的變頻控制過程。 • 氮氫罩式爐的鋼卷氧化問題較為嚴重。但是,造 成鋼卷氧化的原因和機理是多方面的,比較複雜, 因此有必要進行深入的研究。
黑皮鋼捲 Black Coil
熱軋退火酸洗線 Hot Rolled Annealing & Pickling Line
NO.1成品 No.1 Coil
Phase I Extend
焊接機 Welding Machine
冷軋機 Cold Rolled
退火爐 Annealing Furnace
酸洗 Picking Section
調質機 Skin Pass
張力整平機 Tension Leveler Section
2B/2D冷軋成品 Cold Rolled Coils
重捲線 Re-coiling Line
中冶京誠規劃全廠LAYOUT
BAF(400系列) 廠房162Lx27W米 40萬公噸/年 爐座:32st
冷軋區
含HAPL及BAF
爐台詳細結構
其主要机械设备包括〆
〄1)炉台 〄2)内罩〆 〄3)加热罩〆 〄4)冷却系统〆
炉台〆
炉台也称底盘,包括法兰盘、循环风机、 驱动电机、扩散装置、分流板和密封系统。 炉台密封采用耐热橡胶圈密封,流动水冷 却,内罩与炉台边缘由自动液压压紧系统 配以软件控制,保证密封良好。炉台中心 有热风机轴通道,便于循环风机对保护气 进行循环。