肉罐头详细设计
清蒸猪肉罐头的制作
实验三清蒸猪肉罐头的制作1 实验目的●通过实验加深理解清蒸原汁类罐头的加工原理,同时掌握一定的操作技能。
●熟悉生产过程所用设备的性能及操作;●熟练掌握利用投影仪、游标卡尺进行罐头封口质量检查的方法,掌握封口质量指标。
2实验仪器设备及原辅材料2.1 实验仪器设备不锈钢盘及锅、夹层锅、封罐机、高压杀菌锅、空气压缩机、电锅炉、电子秤、卷边投影仪罐头、切割机、空罐2.2 原辅材料猪肉、白砂糖、食盐、洋葱、胡椒、月桂叶3 实验步骤3.1 基本工艺流程原料验收(→解冻)→清洗→去毛污→处理(剔骨、去皮、整理、分段)→切块→拌料→装罐→排气封罐→杀菌冷却(反压冷却)3.2 操作要点3.2.1 原料要求:选用合格的猪肉,肥瘦恰当。
3.2.2 解冻以冷冻肉为原料时,须进行解冻。
解冻后的肉应富有弹性,无肉汁析出,肉色鲜红,气味正常。
3.2.3 去毛污处理洗除猪肉表面的污物,去除残毛、血污、糟头等;肥膘厚度控制在1cm左右。
3.2.4 切块将整理后的肉按部位切成长宽5cm×5cm左右的小块。
3.2.5 拌料配方:猪肉 100g,食盐1.3~1.6g,胡椒 1.2~1.5% ,洋葱1.5%猪皮粒(3mm ×3mm)2g;按上述配方将料拌匀。
3.2.6 装罐净重397g的962型空罐,每罐装肉390g,月桂叶1片。
为保证原汁猪肉罐头质量符合油加肥肉重不超过净重的30%,除在原料处理时控制肥膘厚度在1cm左右外,装罐时还须进行合理搭配。
一般后腿与肋条肉,前腿与背部大排肉搭配装罐。
每罐内添称小块肉一般不允许超过两块。
3.2.7 排气密封真空密封,要求真空度控制在300—400毫米汞柱,封罐后检查封罐质量;热排气密封应先经预封,排气后罐中心温度65—75℃,密封后立即杀菌。
3.2.8 杀菌冷却清蒸原汁猪肉需采用高压杀菌,962罐杀菌公式为:15-70min/121℃,反压冷却,反压力为0.1078~0.1275MPa。
红烧肉罐头的包装设计与市场定位分析
红烧肉罐头的包装设计与市场定位分析一、引言红烧肉是一道中国传统名菜,深受广大消费者喜爱。
红烧肉罐头作为现代快餐的一种形式,以其方便快捷、口感独特而备受欢迎。
而在红烧肉罐头市场中,包装设计和市场定位起到了至关重要的作用。
本文将对红烧肉罐头的包装设计和市场定位进行分析和讨论。
二、包装设计1. 外包装设计红烧肉罐头的外包装设计要根据产品特点和市场需求进行规划。
首先,应选择与红烧肉主题相符的颜色,如红色或金黄色,以突出产品的独特魅力。
其次,在外包装上可印制红烧肉的图片,以吸引消费者的眼球。
此外,还可以添加文字描述,介绍红烧肉的制作方法或其他特点,增加产品的识别性和吸引力。
最后,外包装应注明产品的重要信息,如净含量、保质期等,以方便消费者选购。
2. 罐身设计红烧肉罐头的罐身设计要简洁明了,能够直观地展示产品形态。
一种常见的设计是在罐身上贴上图文标签,印制红烧肉的图片,配以简洁的文字说明。
这样的设计可以直接展示产品的外观,增加消费者的购买欲望。
同时,罐身上的标签要选用防水材料,以确保产品在潮湿环境下的保存。
3. 封口设计红烧肉罐头的封口设计要保证产品在运输和储存过程中的密封性。
常见的封口方式有食品级锡纸封口和拉环封口。
食品级锡纸封口能够有效保持产品的新鲜度和口感,并且易于打开。
而拉环封口则更加方便,消费者只需拉开环即可打开罐头。
根据产品定位和目标消费群体的需求,选择合适的封口设计。
三、市场定位分析1. 目标消费群体红烧肉罐头的市场定位应根据目标消费群体的需求来确定。
红烧肉作为中国传统美食,受到广大消费者的喜爱。
因此,红烧肉罐头的目标消费群体可以是广大消费者,特别是那些对于传统美食有热情的年轻人。
2. 产品定位红烧肉罐头的产品定位应将其定位为一种方便快捷的快餐食品。
它兼具了红烧肉的独特口感和罐头食品方便携带的特点,适合上班族、学生和旅行者等快节奏的现代人。
同时,红烧肉罐头可以定位为高品质的食品,通过选择优质肉类原料和独特的烹饪工艺,提供口感鲜美、营养丰富的红烧肉罐头。
红烧肉罐头教学设计方案
一、教学目标1. 知识目标:- 了解红烧肉的起源、发展及制作方法。
- 掌握红烧肉罐头的制作步骤和注意事项。
2. 技能目标:- 学会红烧肉罐头的制作技巧。
- 能够独立完成红烧肉罐头的制作。
3. 情感目标:- 培养学生对传统美食的兴趣和热爱。
- 增强学生的动手能力和团队协作精神。
二、教学对象本课程适用于初中、高中或成人烹饪爱好者。
三、教学时间2课时四、教学地点烹饪实验室或教室五、教学准备1. 原材料:猪肉、酱油、糖、料酒、生姜、八角、桂皮、香叶等。
2. 工具:锅、铲、量杯、剪刀、罐头瓶、橡皮筋等。
3. 辅助材料:卫生纸、手套、围裙等。
六、教学过程第一课时1. 导入新课- 介绍红烧肉的起源和发展,激发学生的学习兴趣。
2. 理论学习- 讲解红烧肉的制作原理,包括选材、调料搭配、烹饪技巧等。
3. 实践操作- 学生分组,每组负责一个罐头瓶。
- 指导学生进行以下步骤:a. 猪肉处理:将猪肉切成小块,用开水焯水去腥。
b. 调料准备:将酱油、糖、料酒、生姜、八角、桂皮、香叶等调料准备好。
c. 红烧肉制作:将焯水后的猪肉放入锅中,加入调料,小火慢炖至肉质酥烂。
d. 罐头装罐:将炖好的红烧肉连同汤汁倒入罐头瓶中,密封。
4. 总结与反思- 学生分享制作过程中的心得体会,教师点评并总结。
第二课时1. 实践操作- 学生继续完成红烧肉罐头的制作,教师巡回指导。
- 指导学生注意以下几点:a. 火候控制:保持小火慢炖,避免烧焦。
b. 调料用量:根据个人口味适量调整。
c. 罐头密封:确保罐头瓶密封良好,防止漏气。
2. 成品展示与评价- 学生展示自己的红烧肉罐头,教师和学生共同评价。
- 评选出最佳红烧肉罐头,颁发小奖品。
3. 总结与拓展- 教师总结本次课程的重点内容,引导学生思考如何将红烧肉罐头进行创新和改良。
- 鼓励学生在课后尝试其他口味或食材的红烧肉罐头制作。
七、教学评价1. 过程评价:观察学生在制作过程中的参与程度、合作精神和操作技巧。
肉罐头详细设计

一内装物分析及选择材料肉罐头的加工工艺方法根据肉产品的特性面有差异。
多数的肉类产品是呈低酸性的,这对于残存的细菌是很好的栽培介质。
肉罐头所采用的包装容器,普遍是镀锡铁罐。
在罐头灌装、排气和密封后,须经热加工高温杀菌。
在这个过程中,热量通过铁罐、肉汤渗透到罐内的肉块中去,其热渗透速度是比较慢的。
如果在肉的配料中加入不同的化学成分,会加速热量的渗透速度。
通常加人的成分有:调味品、盐、硝酸盐或亚硝酸盐等。
制造肉类罐头的一些重要问题是,在肉类加工过程中,蛋白质会放出硫,某些产品很容易变色或褪色。
这就要求铁罐容器的内表面经过严格的表面处理。
对于未经腌制的或部分腌制的半流体产品、铁罐的内表面须徐敷一层专门的涂料、使之对硫的腐蚀具有相当的耐力。
涂料使用不当,雄身侧缝暴露出金属表面,受硫的腐蚀而生成硫化铁,直接污染罐内的食品。
肉类罐头中包含有盐类,将会加剧这种腐蚀作用。
因此,铁罐的侧缝必须妥善涂敷锈清漆.不可马虎大意,以免造成质量事故,不仅导致罐头产品报废,也可能引起误食中毒事故。
而且生成的二氧化硫会变成黑色的,虽然毒性不大,但是会使罐头产品的香味恶化,颜色很不美观,影响销售。
在罐头充填工序中,应尽量减少罐中空气的残留量。
镀锡薄钢板(马口铁)克服了易生锈,不耐腐蚀的缺点,且成型的包装容器表面光滑美观,也易涂饰和印刷。
另外,它的制品经济使它成为广泛的金属材料。
所以选择镀锡薄钢板。
二结构设计1.罐形及规格罐的规格,即罐容器的规格尺寸。
对于通用三片罐可以根据标准的规格系列来确定。
对于有特殊要求三片罐中最常用的罐形是圆形罐(竖圆罐、平圆罐),此外还有方形罐、椭圆形罐、梯形罐等异形罐。
在罐形的选择上应综合考虑包装要求和成本等因素。
圆形罐在所有的罐形容器中是制造最容易、用料最省、容积最大的,但外形无特色。
异形罐造型独特,但制造较困难,用料及成本较大。
从最经济化原则考虑在设计中应尽量选用圆形罐,在有特殊要求的情况下才选异形罐。
红烧肉罐头的产品包装设计与市场定位方法案例

红烧肉罐头的产品包装设计与市场定位方法案例产品包装设计是企业营销战略中至关重要的一环,能够直接影响消费者的购买决策。
本文将以红烧肉罐头为例,探讨其产品包装设计与市场定位的方法案例。
I. 产品包装设计红烧肉罐头的产品包装设计应当体现出产品的品质与特色,吸引消费者的注意并激发购买欲望。
1. 包装外观设计红烧肉罐头的外包装设计应简洁大方,注重色彩的选取。
考虑到目标消费者群体多为家庭主妇,可以选择温暖的红色作为主色调,以寓意红烧肉的浓郁味道。
同时,在包装上创造出一种食欲的诱惑,如添加美味的红烧肉图片或口感诱人的文字描述,以吸引消费者的目光。
2. 包装材质选择红烧肉罐头的包装材质应选用安全、环保的材质,在保证产品质量和保存期限的前提下,尽量避免使用对环境造成不良影响的塑料或不可降解材料。
可考虑选用纸质包装或可回收、可再利用的材料,展示企业的环保意识,提高产品的整体价值。
3. 包装信息展示产品包装上的信息展示应包括产品的名称、规格、原产地、成分以及食用方法等。
此外,还可以在包装上添加产品的特色印记,如著名的老字号、大师级红烧肉等标志,以增加产品在市场中的知名度。
II. 市场定位方法为了使红烧肉罐头在竞争激烈的市场中脱颖而出,合理的市场定位是必不可少的。
1. 目标消费群体的确定针对红烧肉罐头的特点和消费需求,明确目标消费群体是至关重要的。
比如可以将目标定位在忙碌的上班族或需要方便可口菜品的学生群体,定位准确将有助于精准制定营销策略。
2. 竞争分析了解竞争对手在市场的表现和产品特点,有助于找到自身的差异化竞争点,提高产品的市场份额。
通过与竞争对手的比较,找出产品包装上的优势,并能够更好地满足消费者的需求。
3. 市场定位策略选择适合的市场定位策略有助于在市场中建立独特的品牌形象。
可以通过定价策略、产品特点、市场渠道等方面去定位。
比如,对于高端消费群体,可以以高品质原料、独特口味等特点来定位;对于大众消费群体,可以突出价格优势和便利性。
红烧肉罐头生产工艺流程和参数设计
红烧肉罐头生产工艺流程和参数设计1.首先,将选好的猪肉洗净切块。
First, wash the selected pork and cut it into chunks.2.然后,在开水中焯水一次,去除血水和腥味。
Then blanch the pork once in boiling water to removeblood and odor.3.接下来,将焯水后的猪肉块捞出,沥干水分备用。
Next, remove the blanched pork chunks and drain the water.4.将葱姜蒜切末备用。
Chop the scallion, ginger, and garlic into small pieces.5.加热锅中的油,放入葱姜蒜炒香。
Heat the oil in a pot and sauté the scallion, ginger, and garlic.6.放入猪肉块翻炒至微黄,加入适量料酒提味。
Add the pork chunks and stir-fry until slightly brown, then add some cooking wine for flavor.7.加入适量的冰糖和酱油,炒至出香味。
Add an appropriate amount of rock sugar and soy sauce, and stir-fry until fragrant.8.倒入适量的清水,加入八角桂皮等调料,大火烧开。
Pour in an appropriate amount of water, add star anise, cinnamon, and other seasonings, and bring to a boil over high heat.9.放入红烧肉调料包,调匀后转小火焖煮至肉变软烂。
Add the braised pork seasoning packet, mix well, and simmer over low heat until the meat is tender.10.最后,根据口味加盐调味,起锅装罐,进行高温杀菌。
年产5000吨午餐肉罐头工厂设计-毕业论文
---文档均为word文档,下载后可直接编辑使用亦可打印---摘要午餐肉罐头因其携带方便、易保存、可速食同时含有丰富的营养物质等优点深受消费者的喜爱。
午餐肉罐头是经过解冻、腌制、斩拌、真空搅拌、装罐、杀菌等工序加工而成的肉糜罐头食品。
在午餐肉罐头的生产过程中,关键就在于食品的原辅料配比,减少亚硝酸盐的量,从而使午餐肉罐头更加健康、美味。
提高午餐肉罐头的风味优势。
通过设计合理的工艺流程、车间布局,完成年产5000吨午餐肉罐头的目标。
通过计算物料衡算、设备选型与成本估算,在满足生产目标产量的同时,最大限度的减少能量消耗与污染。
关键词:午餐肉罐头;亚硝酸盐;工厂设计Annual output of 5000 tons of pork luncheon meat can plantdesignAbstractThe pork luncheon meat can is popular among consumers because of its advantages of convenient carrying, long-stem preservation and rich nutrition. Pork luncheon meat can is processed through the process of thawing, curig, cutting and mixing, vacuum mixing, can filling, sterilization and so on.During the production of pork luncheon meat can, the key is the ratio of raw materials. And reduce the amount of nitrite, making the pork luncheon meat can more health and taste good. This will improve the taste of the can. Through the reasonable design of the process flow, workshop layout, achieve the annual output 5000 tons of canned luncheon meat target. By calculating the material, the choice of equipment and cost estimation. To minimize energy consumption and pollution while meeting production targets.Keywords: Pork luncheon meat can;Nitrite;Plant design目录1前言1.1午餐肉罐头的概述午餐肉罐头是一种罐装的肉糜制品。
牛肉罐头的课程设计
牛肉罐头的课程设计一、课程目标知识目标:1. 学生能够理解并描述牛肉罐头的基本制作原理和食品保存技术;2. 学生能够掌握与牛肉罐头相关的食品安全知识,区分和评估食品的质量;3. 学生能够解释食品包装上营养成分及添加剂的含义,并运用到日常生活中。
技能目标:1. 学生通过小组合作,能够设计并实施简单的食品保存实验,如制作牛肉罐头;2. 学生能够运用基本的科学调查方法,对食品保存的可行性进行观察和分析;3. 学生能够运用数学知识,计算并比较不同食品的营养价值。
情感态度价值观目标:1. 培养学生对食品科学的兴趣,激发他们对科学探究的热情;2. 增强学生的食品安全意识,培养他们在生活中关注食品质量和营养的习惯;3. 通过团队合作,培养学生的沟通协作能力和责任感,增强集体荣誉感。
课程性质分析:本课程为科学探究类课程,结合学生年级特点,注重实践操作与理论知识的结合,强调学生的动手能力和问题解决能力。
学生特点分析:考虑到学生的年级水平,他们对食品有一定的认知基础,但需要通过具体实践来加深理解。
学生好奇心强,喜欢动手操作,适合开展体验式学习。
教学要求:课程设计需结合实际操作与理论教学,确保学生在学习过程中能够达到课程目标,并通过有效的教学评估手段对学习成果进行评价。
二、教学内容1. 引言:介绍食品保存的历史和重要性,引出牛肉罐头作为现代食品保存技术的代表。
- 教材章节:第二章“食品与营养”第一节“食品保存的原理与方法”2. 理论知识:- 食品保存原理:讲解微生物生长与食品腐败的关系,介绍罐头食品的杀菌和密封原理。
- 教材章节:第二章“食品与营养”第二节“罐头食品的保存技术”- 食品安全与营养:解读食品标签,分析牛肉罐头的营养成分和添加剂。
- 教材章节:第四章“食品安全”第三节“食品标签的认识”3. 实践操作:- 制作牛肉罐头:分组进行实验,学生按照指导步骤完成牛肉罐头的制作。
- 教材章节:第二章“食品与营养”实践操作部分4. 营养计算与比较:- 学生运用数学知识,计算不同品牌牛肉罐头的营养价值,进行比较分析。
罐头食品加工厂设计说明书
罐头食品加工厂设计说明书班级姓名:学号:指导教师:2010年12月10日目录一.午餐肉罐头的由来 (1)二.加工厂建设标准 (2)三.加工厂生产设备 (2)四、罐头食品生产工艺流程 (3)五、产品质量标准 (5)六、罐头食品的销售 (5)七、产品方案确定 (6)八、生产车间布置简图 (6)九、工艺流程图(附图)一.午餐肉罐头的由来罐头午餐肉对老一辈纽约人来说,意义非同寻常。
午餐肉诞生于上世纪30年代经济大萧条时期的纽约,那时人们买不起肉,商家于是推出了这种把肉和添加物,比如马铃薯、玉米汁和豆类,混在一起的罐装肉,取名“午餐肉”。
它比牛肉、猪肉都便宜,而且是熟的,打开罐头就能吃。
午餐肉伴随当年的纽约人挺过了经济危机,提起它,人们就想起了大萧条时的困难时光。
随着经济的复苏和腾飞,午餐肉渐渐从纽约人的视野中淡出.即便有人偶尔食用,大多也只是“玩儿票",没怎么把它当回事儿。
美国一些健康主义者还扬言抵制午餐肉,说午餐肉里含有防腐剂。
其实,任何罐头食品都含有防腐剂,把食物做成罐头是为了便于较长时间储存,不防腐怎么储存?如今,在美国经济重陷危机之际,午餐肉这个曾立下汗马功劳的食品,悄悄重返纽约人的餐桌。
那些傲慢的健康主义者此刻格外安静,一声不响,就当什么也没发生。
其实,绿色啊人权啊,都取决于人们物质生活水平的高低。
美国人轻狂地把自己吃饱了以后的价值观强加于还没吃饱的人们,以此卖弄他们的优越感。
二战中的“灵肉”传说但是,二战其他盟国对这种珍贵食品充满感激。
无数斯帕姆罐头被分发给英国、澳大利亚、加拿大、中国和苏联的部队和平民,其受欢迎程度不亚于根据租借法案运来的“谢尔曼"坦克和“威利斯"吉普.1944年诺曼底战役结束后,美国第4步兵师的官兵正在野战食堂里抱怨没完没了的斯帕姆午餐肉,这正巧被两名来访的英国军官听见了。
他们二话没说,从美国兵的餐盘里捏起两片午餐肉丢在地上,粘满尘土,然后拣起来塞进嘴里。
肉类罐头加工工艺技术方案
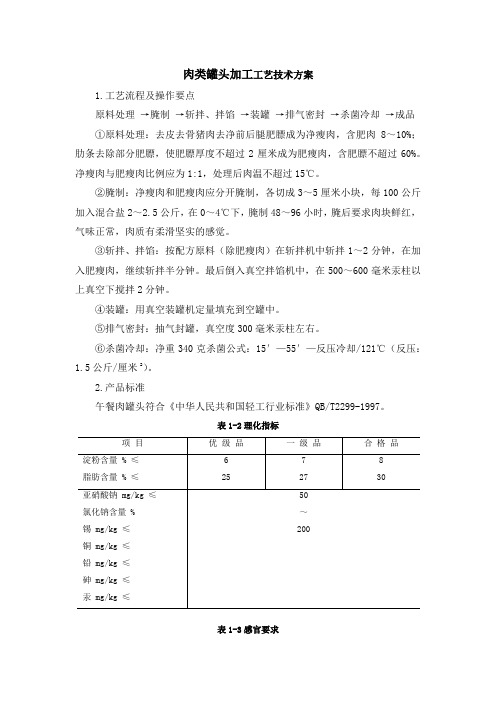
肉类罐头加工工艺技术方案1.工艺流程及操作要点原料处理→腌制→斩拌、拌馅→装罐→排气密封→杀菌冷却→成品①原料处理:去皮去骨猪肉去净前后腿肥膘成为净瘦肉,含肥肉8~10%;肋条去除部分肥膘,使肥膘厚度不超过2厘米成为肥瘦肉,含肥膘不超过60%。
净瘦肉与肥瘦肉比例应为1:1,处理后肉温不超过15℃。
②腌制:净瘦肉和肥瘦肉应分开腌制,各切成3~5厘米小块,每100公斤加入混合盐2~2.5公斤,在0~4℃下,腌制48~96小时,腌后要求肉块鲜红,气味正常,肉质有柔滑坚实的感觉。
③斩拌、拌馅:按配方原料(除肥瘦肉)在斩拌机中斩拌1~2分钟,在加入肥瘦肉,继续斩拌半分钟。
最后倒入真空拌馅机中,在500~600毫米汞柱以上真空下搅拌2分钟。
④装罐:用真空装罐机定量填充到空罐中。
⑤排气密封:抽气封罐,真空度300毫米汞柱左右。
⑥杀菌冷却:净重340克杀菌公式:15′—55′—反压冷却/121℃(反压:1.5公斤/厘米2)。
2.产品标准午餐肉罐头符合《中华人民共和国轻工行业标准》QB/T2299-1997。
表1-2理化指标表1-3感官要求品级项目优级品一级品合格品色泽表面色泽正常,切面呈淡粉红色表面色泽正常,无明显变色,切面呈淡粉红色,稍有光泽表面色泽正常,允许表面带浅黄色,切面呈浅粉红色滋味气味具有午餐肉罐头浓郁的滋味与气味具有午餐肉罐头较好的滋味与气味具有午餐肉罐头应有的滋味与气味组织组织紧密、细嫩,切面光洁、夹花均匀,无明显的大块肥肉、夹花或大蹄筋,富有弹性,允许极少量小气孔存在组织较紧密、细嫩,切面较光洁,夹花均匀,稍有大块肥肉、夹花或大蹄筋,有弹性,允许少量小气孔存在组织尚紧密,切片完整,夹花尚均匀,略有弹性,允许小气孔存在形态表面平整,无收腰,缺角不超过周长的10%,接缝处略有粘罐表面较平整,稍有收腰,缺角不超过周长的30%,粘罐面积不超过罐内壁总面积的10%表面尚平整,略有收腰,缺角不超过周长的60%,粘罐面积不超过罐内壁总面积的20%析出物脂肪和胶冻析出量不超过净含量的%,净含量为198g的析出量不超过%,无析水现象脂肪和胶冻析出量不超过净含量的%,净含量为198g的析出量不超过 %,无析水现象脂肪和胶冻析出量不超过净含量的%,无析水现象表1-4净含量要求表1-5主要设备一览表。
年产红烧肉罐头课程设计
年产红烧肉罐头课程设计一、教学目标本课程旨在让学生了解和掌握红烧肉罐头的制作流程、技巧以及所需材料。
通过本课程的学习,学生将能够:1.了解红烧肉罐头的制作背景和历史。
2.掌握红烧肉罐头的制作流程和技巧。
3.能够独立完成红烧肉罐头的制作。
4.培养对中华美食文化的兴趣和热爱。
二、教学内容本课程的教学内容主要包括以下几个部分:1.红烧肉罐头的制作背景和历史。
2.红烧肉罐头的所需材料和工具。
3.红烧肉罐头的制作流程和技巧。
4.红烧肉罐头的品尝和评价。
三、教学方法为了提高学生的学习兴趣和主动性,本课程将采用多种教学方法,如:1.讲授法:讲解红烧肉罐头的制作背景、历史、材料和工具等相关知识。
2.实践法:学生亲自动手实践,制作红烧肉罐头。
3.讨论法:学生之间互相交流制作过程中的心得体会,分享美食。
四、教学资源为了支持教学内容和教学方法的实施,丰富学生的学习体验,我们将准备以下教学资源:1.教材:提供相关书籍和资料,供学生预习和复习。
2.多媒体资料:制作PPT、视频等,直观展示红烧肉罐头的制作过程。
3.实验设备:提供厨房设备,如锅具、刀具等,供学生实践使用。
4.网络资源:利用互联网,为学生提供更多的学习资源和信息。
五、教学评估本课程的评估方式包括以下几个方面:1.平时表现:学生课堂参与度、提问回答、团队合作等,占总成绩的30%。
2.作业:课后练习和制作红烧肉罐头的实践报告,占总成绩的20%。
3.考试:期末进行理论知识考试,占总成绩的50%。
评估方式要求客观、公正,能够全面反映学生的学习成果。
通过评估,学生将更好地了解自己的学习情况,提高学习效果。
六、教学安排本课程的教学安排如下:1.共计12课时,每课时45分钟。
2.教学时间:每周一下午3点到5点。
3.教学地点:学校厨房实验室。
教学安排合理、紧凑,确保在有限的时间内完成教学任务。
同时,教学安排还考虑了学生的实际情况和需要,如学生的作息时间、兴趣爱好等。
七、差异化教学本课程将根据学生的不同学习风格、兴趣和能力水平,设计差异化的教学活动和评估方式,以满足不同学生的学习需求。
罐头工厂设计
肉类罐装食品的工厂制作流程罐头食品发展历史:战争的需要促进了罐头业的发展。
1795年阿培尔发明了罐藏技术,1864年巴斯德最早阐明食品变败的原因是由于微生物的作用。
罐藏食品——密封在容器中并经杀菌而在室温下能够较长时间保存的食品。
罐藏的基本方法——排气、密封和杀菌。
罐藏仪器的两个要素:密封性+商业无菌工艺流程:原料选择——浸泡清洗——预切割——预煮——冷却——腌制——冷冻——精加工——热处理——切片——冷却保温——真空罐装——二次杀菌——成品一.原料的选择:所有的肉禽原料均要求采用来自非疫区、健康良好、宰前宰后经兽医检验合格的原料,冷冻两次或质量不好的肉不得使用,即新鲜健康无毒无害。
二.清洗:洗净附着在原料外表面的粘液、杂质等污物,然后进行预切割,预煮后冷却。
预煮的目的就是初步熟化以便剔骨三.腌制:肉类腌制是用食盐或以食盐为主,添加硝酸盐、糖和香辛料等进行加工处理的过程。
腌制方法分为干腌法,湿腌法,混合腌制法,注射腌制法。
自古以来腌制就是肉制品的一种防腐保藏手段,至今肉类腌制仍普遍使用。
但腌制的目的已从单纯的防腐保藏,发展为改善风味和提高产品质量,从而使腌制成为许多肉制品加工过程中一个重要的工艺环节。
其实腌制过程中的风味变化主要是指蛋白质水解,产生一系列小分子物质如含氮浸出物苯丙氨酸、谷氨酸、甘氨酸等,具有增强肉的滋味和香气的作用。
四.冷冻:-20~-10摄氏度的冷冻库中速冻,冷冻时间以肉块深层温度达-5~-3摄氏度为宜五.精加工室:经解冻,切片,斩拌,混合,灌肠,填充后到热处理室六.热处理室::将食物经过烧烤炉,烟熏机的处理,使食物熟透且更具风味。
卧式杀菌:一般罐头食品厂对罐头作常压水煮加热杀菌处理时都采用本形式的卧式杀菌锅,本设备通过引入压缩空气可实现反压杀菌。
在杀菌时,由于加热使罐头温度升高,罐头内压力会超过罐外(在锅内)的压力。
因此,为了避免杀菌时玻璃瓶罐内增压而跳盖,对马口铁罐两端面凸出,必须施加反压力,特别是对需要较高杀菌温度的肉类罐头更就如此。
红烧肉罐头工艺流程及工艺参数
红烧肉罐头工艺流程及工艺参数英文回答:The process of making canned braised pork belly, also known as red-braised pork, involves several steps. Here isa general outline of the process:1. Selecting the pork belly: Choose fresh and high-quality pork belly with a good balance of lean meat and fat. Trim off any excess skin or bones.2. Preparing the marinade: The marinade is a crucialpart of the recipe and gives the pork its rich flavor. It typically includes soy sauce, dark soy sauce, sugar, ginger, garlic, star anise, and other spices. The exact proportions may vary depending on personal preference.3. Marinating the pork: Place the pork belly in a container or ziplock bag and pour the marinade over it. Make sure the pork is fully coated with the marinade. Letit marinate for at least 2-3 hours, or preferably overnight in the refrigerator.4. Cooking the pork: In a large pot or wok, heat some oil and sear the marinated pork belly until it turns brown on all sides. This step helps to lock in the flavors. Then, add water or broth to cover the pork belly and bring it to a boil. Reduce the heat to low and let it simmer for about 1-2 hours until the pork becomes tender and the flavors meld together.5. Canning the pork: Once the pork is cooked, carefully transfer it to sterilized canning jars. Make sure to leave some space at the top of the jar for expansion during the canning process. Seal the jars tightly with lids.6. Processing the jars: Place the sealed jars in a pressure canner or a large pot filled with boiling water. Process the jars according to the recommended canning guidelines for meat products. This step ensures the safety and preservation of the canned pork.7. Cooling and storage: After processing, remove the jars from the canner or pot and let them cool at room temperature. Check the lids for proper sealing by pressing down on the center of the lid. Store the canned pork in a cool, dark place for long-term storage.中文回答:罐装红烧肉的制作工艺流程包括以下几个步骤:1. 选择猪肉五花肉,选择新鲜优质的猪肉五花肉,要保持瘦肉和脂肪的良好平衡。
红烧肉罐头的工艺流程和工艺参数
红烧肉罐头的工艺流程和工艺参数英文版红烧肉罐头的工艺流程和工艺参数1. IntroductionBraised pork belly canned food is a popular delicacy in many cultures, offering a convenient and tasty meal option. Understanding the process flow and parameters behind its production is crucial for ensuring consistent quality and safety.2. Process FlowMaterial Preparation: Choose fresh pork belly, clean and cut into suitable sizes. Prepare other ingredients like soy sauce, sugar, spices, and water.Marination: Place the cut pork belly in a marinating solution for several hours to enhance flavor and tenderness.Braising: Heat the marinated pork belly with other ingredients in a closed pot until tender and well-cooked.Canning: Fill sterilized cans with the cooked pork belly, along with the braising sauce. Seal the cans tightly.Processing: Place the sealed cans in a pressure canner and process at a high temperature to ensure safety.Cooling and Storage: Allow the cans to cool completely before storing in a cool, dry place.3. Process ParametersMarination Time: Typically 2-4 hours, depending on the desired intensity of flavor.Braising Temperature: Around 160-180°C, depending on the equipment and recipe.Braising Time: Ranges from 1 to 2 hours, depending on the thickness of the pork belly.Canning Temperature: High enough to kill microorganisms (typically 115-121°C).Processing Time: Depends on the size of the can and the canner used.4. ConclusionProducing high-quality braised pork belly canned food requires precise attention to detail in both the process flow and parameters. Following these guidelines ensures consistency, safety, and maximum flavor in each can.中文版红烧肉罐头的工艺流程和工艺参数1. 引言红烧肉罐头食品在许多文化中都是受欢迎的佳肴,为人们提供了便捷美味的餐饮选择。
红烧肉罐头生产工艺流程和参数设计
红烧肉罐头生产工艺流程和参数设计英文回答:Red-braised pork is a popular dish in Chinese cuisine, and the production process for canned red-braised pork involves several steps. Here is a detailed explanation ofthe process and the parameters involved in its design.1. Ingredients Preparation:Pork belly: The main ingredient for red-braised pork. It should be well-trimmed, and the skin can be scored to enhance flavor absorption.Soy sauce: Provides the characteristic dark colorand savory taste.Rock sugar: Adds sweetness and helps to caramelizethe sauce.Shaoxing wine: A type of Chinese rice wine that adds flavor to the dish.Spices: Commonly used spices include star anise, cinnamon, cloves, and dried chili peppers.2. Marination:The pork belly is marinated with soy sauce, Shaoxing wine, and spices for a few hours or overnight. This allows the flavors to penetrate the meat and enhances the taste.3. Braising:The marinated pork belly is placed in a pot or pressure cooker with water, soy sauce, rock sugar, and additional spices.The pot is then brought to a boil and simmered over low heat for a long period, typically around 1-2 hours. This slow cooking process ensures that the meat becomes tender and absorbs the flavors of the sauce.The cooking time can be adjusted depending on the desired texture of the pork. Some prefer a softer texture, while others prefer a firmer bite.4. Canning:Once the red-braised pork is cooked, it is carefully placed into sterilized cans.The cans are sealed and then subjected to a heat treatment process, such as pressure cooking or steam sterilization. This process ensures the safety and shelf-stability of the canned product.Parameters Design:1. Cooking time: The cooking time can be adjusted to achieve the desired texture of the pork. Longer cooking times result in a more tender and melt-in-your-mouth texture, while shorter cooking times result in a firmer texture.2. Sauce consistency: The amount of water and soy sauce used in the braising process can be adjusted to achieve the desired consistency of the sauce. Some prefer a thicker sauce, while others prefer a thinner consistency.3. Spice level: The amount of spices, such as driedchili peppers, can be adjusted to control the spiciness of the dish. This allows for customization based on regional preferences or individual taste.4. Sugar level: The amount of rock sugar used can be adjusted to control the sweetness of the dish. Some prefera sweeter flavor, while others prefer a more balanced taste.中文回答:红烧肉是中国菜肴中的一道经典菜品,罐装红烧肉的生产工艺流程涉及几个步骤。
红烧肉罐头工艺流程及工艺参数

红烧肉罐头工艺流程及工艺参数下载温馨提示:该文档是我店铺精心编制而成,希望大家下载以后,能够帮助大家解决实际的问题。
文档下载后可定制随意修改,请根据实际需要进行相应的调整和使用,谢谢!并且,本店铺为大家提供各种各样类型的实用资料,如教育随笔、日记赏析、句子摘抄、古诗大全、经典美文、话题作文、工作总结、词语解析、文案摘录、其他资料等等,如想了解不同资料格式和写法,敬请关注!Download tips: This document is carefully compiled by theeditor. I hope that after you download them,they can help yousolve practical problems. The document can be customized andmodified after downloading,please adjust and use it according toactual needs, thank you!In addition, our shop provides you with various types ofpractical materials,such as educational essays, diaryappreciation,sentence excerpts,ancient poems,classic articles,topic composition,work summary,word parsing,copy excerpts,other materials and so on,want to know different data formats andwriting methods,please pay attention!红烧肉罐头工艺流程。
1. 原料预处理。
清洗,将鲜猪肉清洗干净。
食品工厂设计-牛肉罐头

目录1 引言 (2)2.工厂的总体设计 (3)2.1 设计项目 (3)2.2 设计内容 (3)2.3 设计说明 (3)2.4 设计原则 (3)3 工厂总平面布置 (4)3.1 厂址选择及总平面设计 (4)3.2 工厂设计图纸说明 (5)4 生产工艺的研究与设计 (6)4.1 生产方案 (6)4.2 班产量的确定 (7)5 物料衡算及设备选型 (8)5.1 物料衡算 (8)5.2 主要设备选型 (8)6 车间设计及工厂卫生规范 (10)6.1 车间布置原则..................................... - 10 -06.2 车间外形......................................... - 10 -06.3 车间设施卫生要求................................. - 10 -06.4 车间构造......................................... - 10 -07 辅助部门................................................ - 13 -7.1 生产辅助设施..................................... - 13 -37.2 生活辅助设施..................................... - 15 -58 产品检验............................................... - 17 -78.1 检验规则 (17)8.2 检验方法 (18)9 经济核算 (19)9.1 年产值及原料成本费 (19)9.2 电费 (19)9.3 水费 (19)9.4 工人工资 (19)9.5 资产投入及折旧费 (19)9.6 销售费用 (20)9.7 其它费用 (20)9.8 毛利核算 (20)9.9 投资收益 (20)结论 (21)致谢 (21)参考文献 (22)1 引言我国肉类食品工业是新中国成立之后发展起来的新兴产业,在国际民生中占有重要的地位,对促进畜禽生产发展农村经济繁荣城乡市场,满足人民生活需要,保证经济建设与改革顺利进行发挥着重要的作用。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
一内装物分析及选择材料肉罐头的加工工艺方法根据肉产品的特性面有差异。
多数的肉类产品是呈低酸性的,这对于残存的细菌是很好的栽培介质。
肉罐头所采用的包装容器,普遍是镀锡铁罐。
在罐头灌装、排气和密封后,须经热加工高温杀菌。
在这个过程中,热量通过铁罐、肉汤渗透到罐内的肉块中去,其热渗透速度是比较慢的。
如果在肉的配料中加入不同的化学成分,会加速热量的渗透速度。
通常加人的成分有:调味品、盐、硝酸盐或亚硝酸盐等。
制造肉类罐头的一些重要问题是,在肉类加工过程中,蛋白质会放出硫,某些产品很容易变色或褪色。
这就要求铁罐容器的内表面经过严格的表面处理。
对于未经腌制的或部分腌制的半流体产品、铁罐的内表面须徐敷一层专门的涂料、使之对硫的腐蚀具有相当的耐力。
涂料使用不当,雄身侧缝暴露出金属表面,受硫的腐蚀而生成硫化铁,直接污染罐内的食品。
肉类罐头中包含有盐类,将会加剧这种腐蚀作用。
因此,铁罐的侧缝必须妥善涂敷锈清漆.不可马虎大意,以免造成质量事故,不仅导致罐头产品报废,也可能引起误食中毒事故。
而且生成的二氧化硫会变成黑色的,虽然毒性不大,但是会使罐头产品的香味恶化,颜色很不美观,影响销售。
在罐头充填工序中,应尽量减少罐中空气的残留量。
镀锡薄钢板(马口铁)克服了易生锈,不耐腐蚀的缺点,且成型的包装容器表面光滑美观,也易涂饰和印刷。
另外,它的制品经济使它成为广泛的金属材料。
所以选择镀锡薄钢板。
二结构设计1.罐形及规格罐的规格,即罐容器的规格尺寸。
对于通用三片罐可以根据标准的规格系列来确定。
对于有特殊要求三片罐中最常用的罐形是圆形罐(竖圆罐、平圆罐),此外还有方形罐、椭圆形罐、梯形罐等异形罐。
在罐形的选择上应综合考虑包装要求和成本等因素。
圆形罐在所有的罐形容器中是制造最容易、用料最省、容积最大的,但外形无特色。
异形罐造型独特,但制造较困难,用料及成本较大。
从最经济化原则考虑在设计中应尽量选用圆形罐,在有特殊要求的情况下才选异形罐。
的或特殊形状的罐类容器,可以根据实际需要确定其规格。
由于肉类食品暴露于空气中容易变质变味,在选择三片罐时需要密封。
综合以上因素考虑选用拉开式三片罐,罐形为圆形缩口结构,GB/T17590-1988易开盖三片罐209/209/202×309。
表2-1易开盖三片罐的规格尺寸2.三片罐的基本构成罐三片由罐身、罐底和罐盖三部分组成。
罐身的上缘和下缘分别为罐盖与罐身、罐身与罐底的结合部,为使罐身上缘与一定规格的罐盖相封合,可设计成缩口结构。
3. 罐身设计与计算罐身主要尺寸为罐内径、罐外高(罐内高),罐内高、罐外高是罐身、盖、底组装后罐的内部高度或外部高度。
设计流程:罐型→容积→规格尺寸(查表2-1)直圆罐罐身:罐身有纵接缝,上、下口缘翻边,以便与罐盖(圆环)、罐底的卷边封口。
图2-1 易开盖三片罐缩颈罐体 图2-2 缩颈罐罐身剖面结构(1)口缘翻边。
表2-2 翻边宽度与罐体罐盖规格/ mm罐身上、下边缘向外适当翻出,以便和罐盖或罐底进行卷边密封,罐身两端被翻出的部分即翻边。
翻边尺寸随容量增大而增大,见表2-2。
B —翻边宽度,B=(2.5~3.4)±0.2mm , R —翻边圆弧半径,R=2.0~2.5mm ,α—翻边角度α=95°~97(撞击式), α =90°(旋压式) β— 罐身角度,β=4°图2-3 圆罐罐身口部翻边尺寸 图2-4 圆罐盖(底)边缘翻边的形状(2)罐身纵向接缝。
罐身接缝是罐身成型后罐身板两端的焊(粘)接接缝。
有锁边、熔焊、粘结等结构。
锁边结构为锡焊结构,铅污染,已淘汰。
熔焊结构广泛使用,搭接宽度约0.3~0.5mm,焊缝厚度1.5tb、粘结等结构。
图2-5。
纵接缝的位置:设计在过渡圆弧与直面的交切点以外部位,并尽量留出较大的印铁装饰面积。
图2-61-罐盖 2-上缘部分 3-罐身 4-下缘部分 5-罐底6-卷边7-身缝 8-熔焊式身缝 9-锡焊式身缝 10-粘接式身缝图2-5 圆形三片罐纵接缝示意图(a)缝钩横断面 (b)叠接缺口图2-6 接缝接缝结构。
罐身板两端成钩相互钩合后,通过踏平机利用机械压力将钩踏平,形成罐身的接缝结构。
踏平后接缝尺寸标准为:接缝宽度b: 2.9~3.4(随罐径增大而增大)接缝厚度t4:tb/e(mm);其中tb是罐身板厚度:e是修正系数,一般取≤0.2。
叠接缺口深度h:0.5±0.1mm.图2-7 电阻焊接缝结构图接缝结构尺寸标准:接缝宽度b:0.6~ 1.0mm (随罐径增大而增大)接缝厚度h ≤1.4tb, 其中tb是罐身板厚度(mm).(3)罐身坯板尺寸计算。
圆罐罐身坏板尺寸计算公式为:±(0.2~0.3)L=π(d+tb)+Ls=π×(65.30+0.4)+0.4±(0.2~0.3)=206.70±0.25 (1)式中d———罐内径,mm;L———罐身坯板长度,mm;tb———罐身坯板厚度,mm;———罐身纵接缝搭接宽度,mm;Ls] ±0.1H=[h+Lb=[91.50+3]±0.1=94.50±0.1 (2)式中H———罐身坯板宽度,mm;h———罐的外高,mm;L———罐身口缘翻边用料宽度,mm;b罐身坯板长度尺寸偏差为±0.25mm;罐身坯板宽度尺寸偏差为±0.1mm,切斜误差不得超过0.37%。
对大型圆罐,设计刚性圈时,按式(2)计算的坯板宽度应适当加大些。
4.罐盖、罐底及环圈结构尺寸表2-3 易开盖三片罐规格尺寸(GB /T17590-98)/mm罐盖、罐底及环圈的设计应与罐身结构、尺寸相适应,满足与罐身卷边密封的要求,有承压、承重所需刚性,以及考虑开启方式,考到方便性从表3选择全开式易开盖。
罐盖厚度约为罐身壁厚的2倍。
图2-8 全开式罐盖 图2-9 三片易开盖罐翻边的形状罐盖209号,罐底209号可通过表3查虑到各项目具体尺寸。
罐盖采用易开盖全开式钩边外径D1=72.14±0.25mm ,钩边开度b ≥3.07,埋头度c=4.80±0.13,钩边高度h=2.00±0.20,50.80mm个数24~27。
罐底钩边外径D1=65.30±0.15,钩边开度b≥3.07,埋头度c=4.80±0.13,钩边高度h=2.00±0.20,50.80mm个数24~27。
(1)翻边。
罐盖(底)外缘翻边向内弯曲形成的边钩将与罐身的翻边做卷边密封。
三片易开盖罐翻边的形状和主要尺寸见图2-9和表4。
表2-4一般罐(底)盖翻边尺寸,mm(2)膨胀圈纹。
膨胀圈是在罐底、罐盖上冲压形成的凹凸状环状结构,一般由1~2道环凸筋和若干级30°环斜面构成。
由罐径和温度变化范围确定。
膨胀圈的作用是能补偿罐身因温度变化而引起的变形,提高罐盖(底)的力学强度,能使罐的卷边结构免遭破坏,保护封口结构的密封性能,适应罐装食品高温灭菌时内装物膨胀的需要,并可识别变质食品。
圈纹形状视罐盖或罐底的直径而定,可按下表5选取。
罐盖或罐底的膨胀圈纹结构见图2-10。
表 2-5 圆罐盖(底)膨胀圈纹结构形状图2-10 罐盖或罐底的膨胀圈纹结构注:R≈20t;H=0.25B;r≥2t;R0≥25mm(3)卷封结构二重卷边是三片罐罐身与罐盖(罐得)相互卷合构成的密封形式,也是目前唯一的一种封口形式。
它是罐身(桶身)与盖片、底片或环圈组合,以五层板材咬合卷接在一起的卷封结构。
其中包括三层盖(底)片和两层身片材料,层板中间嵌入密封胶,是金属罐或桶的主要组装封口方式。
二重卷边的形式:平卷、圆卷。
二重卷边的结构参数:(1)卷边厚度(T)。
卷边厚度T是指卷边外部测得的垂直于卷边叠层的最大尺寸。
其计算公式如下:T=3tc+2tb+∑g= 3×0.3+2×0.4+0.20=1.9式中tc———罐盖(底)坯板厚度,mm;tb———罐身坯板厚度,mm;∑g———层间间隙之和,约为0.15~0.25mm。
卷边厚度T受卷边轮封卷压力影响,一般压力大T值小,压力小则T值大。
(2)卷边宽度(W)。
卷边宽度是指从卷边外部测得的平行于卷边叠层的最大尺寸。
其计算公式如下:W=2.6tc+BH+Lc=2.6×0.3+2.0+0.05=2.83式中BH———身钩长度,mm;Lc———身钩空隙,mm,要求越小越好。
卷边宽度大小还受压辊沟槽的形状、卷封压力及下托盘推力等因素影响。
且身钩长度BH对罐的影响较大,一般来说,BH值小,容易产生渗漏现象,BH值太大则容易产生垂边,故身钩长度BH必需适中。
(3)埋头度(C)。
埋头度是指卷边项部至盖平面的距离,它一般由上压头凸缘厚度决定,即:C=W+α=2.83+0.20=3.03式中W———卷边宽度,mm;α———修正系数,一般为0.15~0.30mm。
(4)罐身身钩长度(BH)。
罐身身钩长度是指罐身翻边向内弯曲成钩状的长度。
其值为1.8~2.2mm。
(5)罐盖盖钩长度(CH)。
罐盖盖钩长度是指罐盖圆边翻向卷边内部弯曲部分的长度。
盖钩长度取决于头道压辊沟槽的形状,其值与身钩基本一致。
(6)叠接长度(OL)。
叠接长度是指二重卷边成型后,卷边内部盖钩与身钩相互叠接的长度。
其计算公式如下:OL=BH+CH+1.1tc-W=2.0+1.1+1.1×0.3-2.83=0.6式中BH———身钩尺寸,mm;CH———盖钩尺寸,mm;tc———罐盖(底)坯板厚度,mm;W———卷边宽度,mm。
(7)叠接率(KOL)。
叠接率是表示卷边内部钩盖与身钩相互叠接的程度。
其计算公式如下:KOL={OL/[W-(2.6tc+1.1tb)]}×100%={0.6/[2.83-(2.6×0.3+1.1×0.4)] }×100%=0.37%式中KOL———叠接率,%;OL———叠接长度,mm;W———卷边宽度,mm;tc———罐盖(底)坯板厚度,mm图2-11 卷边结构1-罐身 2-罐盖(4)罐盖(底)坯板尺寸计算。
圆罐罐盖(底)坯板尺寸计算公式为:D1=D+KD1=65.30+16.0=81.30 (4)式中D1———罐盖(底)坯板计算直径,mm;D———罐内径,mm;KD1———修正系数。
KD1值的选取与罐内径尺寸、设备条件、钢板及胶膜厚度有关,具体可参照表6选取。
表2-6 罐盖(底)计算尺寸修正系数KD1,mm三. 工艺流程三片罐加工的工艺过程:1.罐盖(罐底)板料分切→涂油→冲裁成型→圆边→注胶→烘干2. 罐身板材下料→印刷→裁罐身→成圆→搭接焊接→补涂→烘干(滚筋)→翻边→封底(二重卷封)→检验→(进入内装物生产线充填)→封盖(二重卷封)四. 装潢设计产品包装装潢既是产品的卖点,又是市场的亮点,新颖独特的包装往往最容易打动消费者的心。