钢板展开长度及折弯线计算V2.1
板材折弯计算公式

一、展开计算原理板料在弯曲过程中外层受到拉应力,内层受到压应力,从拉到压之间有一既不受拉力又不受压力的过渡层--中性层,中性层在弯曲过程中的长度和弯曲前一样,保持不变,所以中性层是计算弯曲件展开长度的基准.中性层位置与变形程度有关,当弯曲半径较大,折弯角度较小时,变形程度较小,中性层位置靠近板料厚度的中心处,当弯曲半径变小,折弯角度增大时,变形程度随之增大,中性层位置逐渐向弯曲中心的内侧移动.中性层到板料内侧的距离用λ表示.二、计算方法展开的基本公式:展开长度=料内+料内+补偿量1、 R=0,折弯角θ=90°(T<1.2,不含1.2mm);图一L=A+B-2T+0.4T2、R=0, θ=90° (T≧1.2,含1.2mm);图二L=A+B-2T+0.5T图一图二3、R≠0 θ=90°;图三L=(A-T-R)+(B-T-R)+(R+λ)*π/2当R ≧5T时λ=T/21T≦R <5T λ=T/30 < R (实际展开时除使用尺寸计算方法外,也可在确定中性层位置后,通过偏移再实际测量长度的方法.以下相同)4、R=0 θ≠90°;图四λ=T/3L=[A-T*tan(a/2)]+[B-T*tan(a/2)]+T/3*a(a单位为rad,以下相同)图三图四5、R≠0 θ≠90°;图五L=[A-(T+R)* tan(a/2)]+[B-(T+R)*tan(a/2)]+(R+λ)*a当R ≧5T时λ=T/21T≦R <5T λ=T/30 < R6、 Z折1;图六计算方法请示上级,实际计算时可参考以下几点原则:(1)当C≧5时,一般分两次成型,按两个90°折弯计算.(要考虑到折弯冲子的强度) L=A-T+C+B+2K(2)当3T<C<5时:L=A-T+C+B+K(3)当C≦3T时<一次成型>;L=A-T+C+B+K/2图五图六7、 Z折2;图七C≦3T时<一次成型>:L=A-T+C+B+D+K图七。
多道折弯展开尺寸计算公式
多道折弯展开尺寸计算公式在金属加工中,折弯是一种常见的加工工艺,通过对金属板材进行多道折弯,可以制作出各种形状复杂的零件。
在进行多道折弯时,需要准确计算展开尺寸,以确保加工出的零件尺寸准确。
本文将介绍多道折弯展开尺寸计算公式,帮助大家更好地理解和应用折弯加工工艺。
1. 单道折弯展开尺寸计算公式。
在进行单道折弯时,展开尺寸的计算公式为:L = π (R + K T / 2) + 2 K T + 2 L0。
其中,L为展开长度,R为内弯圆角半径,T为板材厚度,K为K值(K值是一个常数,与材料的弯曲性能有关),L0为弯曲线条长度。
2. 多道折弯展开尺寸计算公式。
在进行多道折弯时,展开尺寸的计算公式为:L = π (R1 + R2 + ... + Rn + K T / 2) + 2 (K1 + K2 + ... + Kn) T + 2 (L01 + L02+ ... + L0n)。
其中,R1、R2、...、Rn为各道折弯的内弯圆角半径,T为板材厚度,K1、K2、...、Kn为各道折弯的K值,L01、L02、...、L0n为各道折弯的弯曲线条长度。
3. 实例分析。
假设有一块板材,需要进行两道折弯,内弯圆角半径分别为R1=5mm和R2=8mm,板材厚度T=2mm,K值分别为K1=0.33和K2=0.35,弯曲线条长度分别为L01=20mm和L02=30mm。
根据上述公式,可以计算出展开尺寸为:L = π (5 + 8 + 0.33 2 / 2) + 2 (0.33 + 0.35) 2 + 2 (20 + 30) = 3.14 13.33 + 20.68 2 + 2 50 = 41.89 + 2.72 + 100 = 144.61mm。
通过以上实例分析,我们可以看到,多道折弯的展开尺寸计算公式相对复杂,需要考虑多个因素的影响。
在实际应用中,可以借助计算软件或者在线展开计算工具来快速准确地计算展开尺寸。
4. 注意事项。
折弯展开计算标准[详]
![折弯展开计算标准[详]](https://img.taocdn.com/s3/m/0de8b89ef46527d3240ce0f5.png)
产品展开计算标准一.目的统一公司部标准,使产品展开快速标准,使公司部产品制作,测量标准统一.二.适用国本标准适用于各类薄板的展开计算.三.展开计算原理板料在弯曲过程中外层受到拉应力,层受到压应力,理论上外层之问有一既不受拉也不受压的过渡层--------- 中性层.中性层为一假想层,在弯曲过程中中性层被假想为与弯曲前状态保持一致,即长度始终不变,所以中性层是计算弯曲件长度的基准.中性层位置与变形程度有关,当弯曲半径较大,折弯角度较小时,变形程度较小, 中性层位置靠近板料厚度的中心处;当弯曲半径变小,折弯角度增大时,变形程度随之增大.中性层位置逐漸向弯曲中心的侧移动.中性层到板料侧的距离用A表示。
(图1)「门折弯方法的确定折弯方法有单发冲床模具折弯和折弯机模具折弯两种方法.单发冲床模具折弯的方式及帶度是由模具来实现的.因此只要做出合格的模具,就能够生产出合格的折弯产品.而采用折弯机折弯不仅需要选用合适的折弯模,还必须调试折弯参数.因此,如采用折弯机折弯,计算展开尺寸时就必须考虑折弯机的折弯方法・1・一次一道弯.此种折弯由普通通用折弯模来完成.包括折直角.钝旬和锐角.(如图2)一次折两道弯------- 压锻差. 此种折弯由专用特殊模来完成,但折弯难度比普通折弯大.(如2.图3 )3. 压死边.此种折弯也须用特殊模来完戚・(如图4)图44・大R圆弧折弯。
些种折弯如R在一定国,可用专用R模压成形,如R值过大,则须用小R模多次压制成形。
(如图5 )这四种折弯的展开计算是不同的。
因此在看图时,要根据零件的折弯尺寸来确定使用何种折弯方法。
一般使用的NC数控折弯设备都是日本AMADA (天田)公司所生产的。
其折弯机所配套的普通通用折弯模具V形槽宽度通常为适用该折弯模的板厚的5-6倍.如采用一次折一道弯的方法,必须考虑到折弯模的V形槽的宽度W1及V形槽一边到模具外侧的宽度L 1o如图6 :折弯高度H的经验值根据产品形状有如下三种(以9 0度为例,钝角和锐角与直角相近相似八1・简单的9 0度单边折弯。
钢板冷弯曲件展开尺寸的计算
钢板冷弯曲件展开尺寸的计算集装箱吊具是码头港口机械进行集装箱装卸作业的重要搬运设备,此吊具设备的安全性是确保码头进行安全作业的重要保障。
集装箱的主体结构是由以钢板为原材料,通过对钢板切割、冷弯曲成形、然后采用先进焊接工艺进行组装而成的钢结构设备。
由于吊具的结构特点,此产品的好多结构型零件都是钢板的弯曲成形件,为了保证这些冷弯曲零件的板材下料时的准确性,非常有必要对这些冷弯曲件展开尺寸的计算进行科学的研究和分析,以便满足生产的需要,降低生产成本,充分提高材料的合理利用率。
文章详细简述了相关弯曲零件展开尺寸的计算方法。
标签:集装箱吊具;板材的冷弯曲成形;冷弯钢板弯曲件展开下料尺寸;冷弯曲半径R;板材厚度T;冷弯钢板弯曲件中性层;中性层偏移量;冷弯钢板弯曲件展开下料尺寸的计算常熟众达机械工程有限公司是一家新加坡独资企业,其投资人是新加坡众达公司,新加坡众达公司创立于1961年,是世界著名的钢铁工业和建筑业工程材料制造商。
2005年,新加坡众达公司在江苏常熟沿江经济开发区建立了独资工厂—常熟众达工程机械有限公司。
常熟众达工程机械有限公司位于江苏常熟经济开发区沿江工业园出口加工區,生产各种规格和吨位的码头港口集装箱运输吊具,产品主要销往亚太、中东和欧美地区。
集装箱吊具(见图1)是码头港口机械进行集装箱装卸作业的重要搬运设备,此吊具设备的安全性是确保码头进行安全作业的重要保障。
集装箱吊具的主要结构由以下几大部分组成:(1)集装箱吊具的箱梁结构(吊具的主体结构);(2)集装箱吊具的伸缩梁(臂)结构(以便满足吊运不同尺寸的集装箱箱柜);(3)电气控制和液压系统动力装卸;(4)驱动伸缩梁(臂)伸缩的牵引装置;(5)同集装箱柜连接的旋锁机构;(6)其他相关的附属设施机构。
图1集装箱的主体结构是由以钢板为原材料,通过对钢板切割、冷弯曲成形、然后采用先进焊接工艺进行组装而成的钢结构设备。
由于吊具的结构特点,此产品的好多结构型零件都是钢板的弯曲成形件,为了保证这些冷弯曲零件的板材下料时的准确性,非常有必要对这些冷弯曲件展开尺寸的计算进行科学的研究和分析,以便满足生产的需要,降低生产成本,充分提高材料的合理利用率。
板材折弯计算公式
一、展开计算原理板料在弯曲过程中外层受到拉应力,内层受到压应力,从拉到压之间有一既不受拉力又不受压力的过渡层--中性层,中性层在弯曲过程中的长度和弯曲前一样,保持不变,所以中性层是计算弯曲件展开长度的基准.中性层位置与变形程度有关,当弯曲半径较大,折弯角度较小时,变形程度较小,中性层位置靠近板料厚度的中心处,当弯曲半径变小,折弯角度增大时,变形程度随之增大,中性层位置逐渐向弯曲中心的内侧移动.中性层到板料内侧的距离用λ表示.二、计算方法展开的基本公式:展开长度=料内+料内+补偿量1、 R=0,折弯角θ=90°(T<1.2,不含1.2mm);图一L=A+B-2T+0.4T2、R=0, θ=90° (T≧1.2,含1.2mm);图二L=A+B-2T+0.5T图一图二3、R≠0 θ=90°;图三L=(A-T-R)+(B-T-R)+(R+λ)*π/2当R ≧5T时λ=T/21T≦R <5T λ=T/30 < R (实际展开时除使用尺寸计算方法外,也可在确定中性层位置后,通过偏移再实际测量长度的方法.以下相同)4、R=0 θ≠90°;图四λ=T/3L=[A-T*tan(a/2)]+[B-T*tan(a/2)]+T/3*a(a单位为rad,以下相同)图三图四5、R≠0 θ≠90°;图五L=[A-(T+R)* tan(a/2)]+[B-(T+R)*tan(a/2)]+(R+λ)*a当R ≧5T时λ=T/21T≦R <5T λ=T/30 < R6、 Z折1;图六计算方法请示上级,实际计算时可参考以下几点原则:(1)当C≧5时,一般分两次成型,按两个90°折弯计算.(要考虑到折弯冲子的强度) L=A-T+C+B+2K(2)当3T<C<5时:L=A-T+C+B+K(3)当C≦3T时<一次成型>;L=A-T+C+B+K/2图五图六7、 Z折2;图七C≦3T时<一次成型>:L=A-T+C+B+D+K图七。
折弯展开计算公式

折弯展开计算公式
1.V型折弯计算公式:
V型折弯是最简单的一种折弯方式,常见于薄板的折弯加工。
展开长度的计算公式如下:
展开长度=折弯线长度×π×弯曲角度/180
其中,折弯线长度指的是两个折弯边缘之间的直线距离,弯曲角度指的是两个折弯边之间的夹角,π是一个常数,约等于3.14
2.U型折弯计算公式:
U型折弯是将平板折弯成U形的一种方式,常见于制作箱体或管道。
展开长度的计算公式如下:
展开长度=π×R×弯曲角度/180+2×t×弯曲角度/180
其中,R是U型折弯的半径,t是平板的厚度。
3.槽型折弯计算公式:
槽型折弯是在平板上制作一条槽,将其折弯成一种特定形状的方式,常见于制作复杂曲线形状的零件。
展开长度的计算公式如下:展开长度=(2×L×e/h+π×R)×弯曲角度/180
其中,L是槽的长度,e是槽的宽度,h是平板的厚度,R是槽的曲率半径。
需要注意的是,这些折弯展开计算公式只是一种近似的计算方法,实际折弯过程中还会受到材料的弹性变形、弯曲工具的半径等因素的影响,因此在实际应用中还需要根据实际情况进行调整和修正。
钢材折弯计算公式
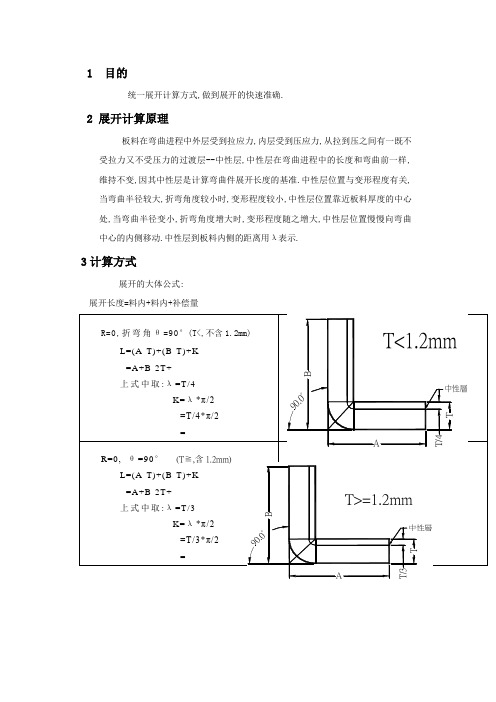
之答禄夫天创作1 目的统一展开计算方法,做到展开的快速准确.2 适用范围五金模厂3 展开计算原理板料在弯曲过程中外层受到拉应力,内层受到压应力,从拉到压之间有一既不受拉力又不受压力的过渡层--中性层,中性层在弯曲过程中的长度和弯曲前一样,坚持不变,所以中性层是计算弯曲件展开长度的基准.中性层位置与变形水平有关,当弯曲半径较年夜,折弯角度较小时,变形水平较小,中性层位置靠近板料厚度的中心处,当弯曲半径变小,折弯角度增年夜时,变形水平随之增年夜,中性层位置逐渐向弯曲中心的内侧移动.中性层到板料内侧的距离用λ暗示.4 计算方法展开的基本公式:展开长度=料内+料内+赔偿量*****************************************4.1 R=0,折弯角θ=90°(T<1.2,不含1.2mm)L=(A-T)+(B-T)+K图一***************************************** 4.2 R=0, θ=90°(T≧1.2,含1.2mm)L=(A-T)+(B-T)+K上式中取:λ=T/3K=λ*π/2=T/3*π/2图二*****************************************4.3 R≠0θ=90°L=(A-T-R)+(B-T-R)+(R+λ)*π/2(=A+B-2T-2R+(R+T/3)*π/2)当R ≧5T时λ=T/21T≦ R <5Tλ=T/30 < R <T λ=T/4(实际展开时除使用尺寸计算方法外,也可在确定中性层位置后,通过偏移再实际丈量长度的方法.以下相同)图3*****************************************4.4 R=0 θ≠90°λ=T/3L=[A-T*tan(a/2)]+[B-T*tan(a/2)]+T/3*a(a单元为rad,以下相同)图4*****************************************4.5 R≠0θ≠90°L=[A-(T+R)* tan(a/2)]+[B-(T+R)*tan(a/2)]+(R+λ)*a当R ≧5T时λ=T/21T≦ R <5Tλ=T/30 < R <T λ=T/4图5*****************************************4.6 Z折1.计算方法请示上级,实际计算时可参考以下几点原则:(1)当C≧5时,一般分两次成型,按两个90°折弯计算.(要考虑到折弯冲子的强度)L=A-T+C+B+2K【K=λ * α(α=90度时, α=π/2、λ=T/3如上)】(2)当3T<C<5时<一次成型>:L=A-T+C+B+K(3)当C≦3T时<一次成型>:L=A-T+C+B+K/2图6*****************************************4.7 Z折2.C≦3T时<一次成型>:L=A-T+C+B+D+K图7*****************************************冲压展开原理(续上)4.8 发芽发芽孔尺寸计算原理为体积不变原理,即抽孔前后资料体积不变;ABCD四边形面积=GFEA所围成的面积.一般抽孔高度不深取H=3P(P为螺纹距离),R=EF见图∵ T*AB=(H -EF)*EF+π*(EF)2/4∴ AB={H*EF+(π/4-1)*EF2}/T∴预冲孔孔径=D – 2ABT≧0.8时,取EF=60%T.在料厚T<0.8时,EF的取值请示上级.图8*****************************************4.9 方形抽孔方形抽孔,当抽孔高度较高时(H>Hmax),直边部展开与弯曲一致, 圆角处展开按保管抽高为H=Hmax的年夜小套弯曲公式展开,连接处用45度线及圆角均匀过渡, 当抽孔高度不高时(H≦Hmax)直边部展开与弯曲一致,圆角处展开保管与直边一样的偏移值.当R≧4MM时:资料厚度T=1.2~1.4取Hmax =4T资料厚度T=0.8~1.0取Hmax =5T资料厚度T=0.7~0.8取Hmax =6T资料厚度T≦0.6取Hmax =8T当R<4MM时,请示上级.图9*****************************************4.10压缩抽形1 (Rd≦1.5T)原则:直边部份按弯曲展开,圆角部份按拉伸展开,然后用三点切圆(PA-P-PB)的方式作一段与两直边和直径为D的圆相切的圆弧.当Rd≦1.5T时,求D值计算公式如下:D/2=[(r+T/3)2+2(r+T/3)*(h+T/3)]1/2图10*****************************************4.11压缩抽形2 (Rd>1.5T)原则:直边部份按弯曲展开,圆角部份按拉伸展开,然后用三点切圆(PA-P-PB)的方式作一段与两直边和直径为D的圆相切的圆弧.当Rd>1.5T时:l按相应折弯公式计算.D/2={(r+T/3)2+2(r+T/3)*(h+T/3)-0.86*(Rd-2T/3)*[(r+T/3)+0.16*(Rd-2T/3)]}1/2图11*****************************************图(a): 展开长度图(d): 卷圆压平后的产物形状图12*****************************************图(a): 展开长度图(d): 卷圆压平后的产物形状图13***************************************** 4.14 综合计算如图:L=料内+料内+赔偿量=A+B+C+D+中性层弧长(AA+BB+CC)(中性层弧长均按“中性层到板料内侧距离λ=T/3”来计算)图14*****************************************备注:a标注公差的尺寸设计值:取上下极限尺寸的中间值作为设计标准值.b孔径设计值:一般圆孔直径小数点取一位(以配合冲头加工方便性),例:3.81取3.9.有特殊公差时除外,例:Φ3.80+0.050取Φ3.84.c 产物图中未作特别标注的圆角,一般按R=0展开.附件一:罕见抽牙孔孔径一览表图15*****************************************说明:1以上攻牙形式均为无屑式.2抽牙高度:一般均取H=3P,P为螺纹距离(牙距).3.内径:M3 Φ2.75M3.50 Φ3.20M 4 Φ3.65# 6-32 Φ3.10.4.以上抽牙和预冲孔孔径供参考,实际运用时要考察具体情况.。
钢材折弯计算公式
1 目的统一展开计算方法,做到展开的快速准确•2适用范围五金模厂3展开计算原理板料在弯曲过程中外层受到拉应力,内层受到压应力,从拉到压之间有一既不受拉力又不受压力的过渡层--中性层,中性层在弯曲过程中的长度和弯曲前一样, 保持不变,所以中性层是计算弯曲件展开长度的基准•中性层位置与变形程度有关,当弯曲半径较大,折弯角度较小时,变形程度较小,中性层位置靠近板料厚度的中心处,当弯曲半径变小,折弯角度增大时,变形程度随之增大,中性层位置逐渐向弯曲中心的内侧移动•中性层到板料内侧的距离用入表示•4计算方法展开的基本公式:展开长度=料内+料内+补偿量*****************************************4.1R=0,折弯角9 =90° (T<1.2,不含 1.2mm)L=(A-T)+(B-T)+K=A+B-2T+0.4T上式中取:入=T/4K=X * n /2=T/4* n /2=0.4T图一*****************************************图二*****************************************4.2 R=0,9 =90° L=(A-T)+(B-T)+K=A+B-2T+0.5T上式中取:入=T/3(T 三 1.2,含 1.2mm)=T/3* n /2=0.5T QQT>=L2m m4.3R 工0 9 =90°L=(A-T-R)+(B-T-R)+(R+ 入)* n 12 (二A+B-2T-2R+(R+T/3)* n /2)当R三5T时入=T/2仃三R <5T 入=T/30 < R <T 入=T/4(实际展开时除使用尺寸计算方法外,也可在确定中性层位置后,通过偏移再实际测量长度的方法.以下相同)■---- A------- ■*****************************************4.4R=0 8工90°入=T/3L=[A-T*ta n( a/2)]+[B-T*ta n(a/2)]+T/3*a(a单位为rad,以下相同)图4*****************************************4.5R 工0 8工90°L=[A-(T+R)* tan (a/2)]+[B -(T+R)*tan(a/2)]+(R+ 入)*a 当R三5T时入=T/2 仃三R <5T 入=T/30 < R <T 入=T/4图5*****************************************4.6Z 折 1.计算方法请示上级,实际计算时可参考以下几点原则:(1)当C三5时,一般分两次成型,按两个90°折弯计算.(要考虑到折弯冲子的强度)L=A-T+C+B+2K【K=X * a ( a =90度时,a =n 12、入=T/3 如上)】⑵当3T<C<5时<一次成型>:L=A-T+C+B+K(3)当C三3T时<一次成型>:L=A-T+C+B+K/2图6*****************************************4.7Z 折 2.C三3T时<一次成型>:L=A-T+C+B+D+K—A ----------- ~图7*****************************************冲压展开原理(续上)4.8抽芽抽芽孔尺寸计算原理为体积不变原理,即抽孔前后材料体积不变;ABCD 四边形面 积=GFEA 所围成的面积.一般抽孔高度不深取H=3P(P 为螺纹距离),R=EF 见图••• T*AB=(H -EF)*EF+ n *(EF)2/4••• AB={H*EF+( n /4-1)*EF2}/T•••预冲孔孔径=D - 2ABT 三 0.8 时,取 EF=60%T.在料厚T<0.8时,EF 的取值请示上级.*****************************************4.9方形抽孔方形抽孔,当抽孔高度较高时(H>Hmax ),直边部展开与弯曲一致,圆角处展开按 保留抽高为H=HmaX 勺大小套弯曲公式展开,连接处用45度线及圆角均匀过渡, 当抽孔高度不高时(H 三Hmax 直边部展开与弯曲一致,圆角处展开保留与直边一样的偏移E F- -------- D -----------值.当R三4MM寸:材料厚度T=1.2~1.4 取Hmax =4T 材料厚度T=0.8~1.0 取Hmax =5T 材料厚度T=0.7~0.8 取Hmax =6T 材料厚度T三0.6取Hmax =8T当R<4MM^,请示上级.*****************************************4.10压缩抽形1 (Rd三1.5T)原则:直边部分按弯曲展开,圆角部分按拉伸展开,然后用三点切圆(PA-P-PB)的方式作一段与两直边和直径为D的圆相切的圆弧.当Rd三1.5T时,求D值计算公式如下:D/2=[( r+T/3)2+2( r+T/3)*(h+T/3)]1/2PB图10*****************************************4.11 压缩抽形 2 (Rd>1.5T)原则:直边部分按弯曲展开,圆角部分按拉伸展开,然后用三点切圆(PA-P-PB)的方式作一段与两直边和直径为D的圆相切的圆弧.当Rd>1.5T 时:l按相应折弯公式计算.D/2={(r+T/3)2+2( r+T/3)*(h+T/3)-0.86*(Rd-2T/3)*[( r+T/3)+0.16*(Rd-2T/3)]}1/2图11*****************************************4.12卷圆压平图(a):展开长度L=A+B-0.4T图(b):压线位置尺寸A-0.2T图(c): 90。
板材折弯计算公式
一、展开计算原理板料在弯曲过程中外层受到拉应力,内层受到压应力,从拉到压之间有一既不受拉力又不受压力的过渡层--中性层,中性层在弯曲过程中的长度和弯曲前一样,保持不变,所以中性层是计算弯曲件展开长度的基准.中性层位置与变形程度有关,当弯曲半径较大,折弯角度较小时,变形程度较小,中性层位置靠近板料厚度的中心处,当弯曲半径变小,折弯角度增大时,变形程度随之增大,中性层位置逐渐向弯曲中心的内侧移动.中性层到板料内侧的距离用λ表示.二、计算方法展开的基本公式:展开长度=料内+料内+补偿量1、 R=0,折弯角θ=90°(T<1.2,不含1.2mm);图一L=A+B-2T+0.4T2、R=0, θ=90° (T≧1.2,含1.2mm);图二L=A+B-2T+0.5T图一图二3、R≠0 θ=90°;图三L=(A-T-R)+(B-T-R)+(R+λ)*π/2当R ≧5T时λ=T/21T≦R <5T λ=T/30 < R (实际展开时除使用尺寸计算方法外,也可在确定中性层位置后,通过偏移再实际测量长度的方法.以下相同)4、R=0 θ≠90°;图四λ=T/3L=[A-T*tan(a/2)]+[B-T*tan(a/2)]+T/3*a(a单位为rad,以下相同)图三图四5、R≠0 θ≠90°;图五L=[A-(T+R)* tan(a/2)]+[B-(T+R)*tan(a/2)]+(R+λ)*a当R ≧5T时λ=T/21T≦R <5T λ=T/30 < R6、 Z折1;图六计算方法请示上级,实际计算时可参考以下几点原则:(1)当C≧5时,一般分两次成型,按两个90°折弯计算.(要考虑到折弯冲子的强度) L=A-T+C+B+2K(2)当3T<C<5时:L=A-T+C+B+K(3)当C≦3T时<一次成型>;L=A-T+C+B+K/2图五图六7、 Z折2;图七C≦3T时<一次成型>:L=A-T+C+B+D+K图七。
各类板材折弯展开计算公式
1 目的
统一展开计算方式,做到展开的快速准确.
2 展开计算原理
板料在弯曲进程中外层受到拉应力,内层受到压应力,从拉到压之间有一既不受拉力又不受压力的过渡层--中性层,中性层在弯曲进程中的长度和弯曲前一样,维持不变,因其中性层是计算弯曲件展开长度的基准.中性层位置与变形程度有关,当弯曲半径较大,折弯角度较小时,变形程度较小,中性层位置靠近板料厚度的中心处,当弯曲半径变小,折弯角度增大时,变形程度随之增大,中性层位置慢慢向弯曲中心的内侧移动.中性层到板料内侧的距离用λ表示.
3计算方式
展开的大体公式:
展开长度=料内+料内+补偿量
备注:
a标注公差的尺寸设计值:取上下极限尺寸的中间值作为设计标准值.
b孔径设计值:一样圆孔直径小数点取一名(以配合冲头加工方便性),例:取.
有特殊公差时除外,例:Φ+取Φ.
c 产品图中未作专门标注的圆角,一样按R=0展开.
附件一:常见抽牙孔孔径一览表
说明:
1以上攻牙形式均为无屑式.
2抽牙高度:一般均取H=3P,P为螺纹距离(牙距).
3.内径:M3 Φ2.75 M3.50 Φ3.20 M 4 Φ#6-32 Φ。
各类板材折弯展开计算公式
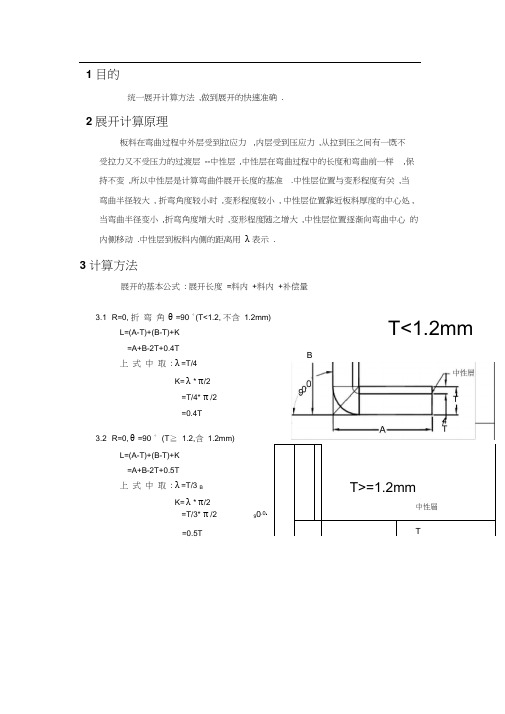
1 目的统一展开计算方法,做到展开的快速准确.2 展开计算原理板料在弯曲过程中外层受到拉应力,内层受到压应力,从拉到压之间有一既不受拉力又不受压力的过渡层--中性层,中性层在弯曲过程中的长度和弯曲前一样,保持不变,所以中性层是计算弯曲件展开长度的基准.中性层位置与变形程度有关,当弯曲半径较大, 折弯角度较小时,变形程度较小, 中性层位置靠近板料厚度的中心处,当弯曲半径变小,折弯角度增大时,变形程度随之增大,中性层位置逐渐向弯曲中心的内侧移动.中性层到板料内侧的距离用λ表示.3 计算方法展开的基本公式: 展开长度=料内+料内+补偿量3.1 R=0, 折弯角θ =90 °(T<1.2, 不含 1.2mm)L=(A-T)+(B-T)+K=A+B-2T+0.4T上式中取: λ =T/4K= λ * π/2=T/4* π /2=0.4T3.2 R=0, θ =90 ° (T≧ 1.2,含 1.2mm)L=(A-T)+(B-T)+K=A+B-2T+0.5T上式中取: λ =T/3 BK= λ * π/2=T/3* π /2 90.0°T>=1.2mm中性層TT<1.2mm=0.5TB3.3 R ≠ 0 θ =90 °L=(A-T-R)+(B-T-R)+(R+ λ )* π/2当R ≧ 5T 时λ=T/21T ≦ R <5T λ=T/3中性層0 < R <T λ=T/4(实际展开时除使用尺寸计算方法外,也可在确定中性层位置后,通过偏移再实际测量长度的方法.以下相同)L=[A-T*tan(a/2)]+[B -T*tan(a/2)]+T/3*a (a 单 位 为 rad, 以 下 相同 )-(T+R)*tan(a/2)]+(R+ λ )*a 当 R ≧ 5T 时λ =T/2 1T ≦ R <5T λ =T/3 0 < R <T λ=T/4a3.5 R ≠ 0 θ ≠ 90 °L=[A-(T+R)* tan(a/2)]+[B3.7 Z 折 2.C ≦ 3T 时<一次成型 >: L=A-T+C+B+D+K3.4 R=0θ ≠ 90 °λ =T/33.6 Z 折 1.计算方法请示上级 ,以下几点原则仅供参考 :(1)当 C ≧ 5 时,一般分两次成型 ,按两个 90°折弯计算 .(要考虑到折弯冲子的强度 )L=A-T+C+B+2K(2)当 3T<C<5 时 <一次成型 >:L=A-T+C+B+K(3)当 C ≦ 3T 时<一次成型 >:L=A-T+C+B+K/2中性層3.8 抽芽抽芽孔尺寸计算原理为体积不变原理,即抽孔前后材料体积不变;ABCD 四边形面积=GFEA 所围成的面积.一般抽孔高度不深取H=3P(P 为螺纹距离),R=EF 见图2∵ T*AB=(H -EF)*EF+ π*(EF) 2/4 ∴AB={H*EF+( π/4-1)*EF2}/T ∴预冲孔孔径=D –2AB T≧0.8 时,取EF=60%T.在料厚T<0.8 时,EF 的取值请示上级.3.9 方形抽孔方形抽孔,当抽孔高度较高时(H>H max), 直边部展开与弯曲一致, 圆角处展开按保留抽高为H=H max 的大小套弯曲公式展开,连接处用45 度线及圆角均匀过渡, 当抽孔高度不高时(H ≦ H max)直边部展开与弯曲一致,圆角处展开保留与直边一样的偏移值.以下H max 取值原则供参考.当R≧4MM 时:材料厚度T=1.2~1.4 取H max =4T材料厚度T=0.8~1.0 取H max =5T 材料厚度T=0.7~0.8 取H max =6T 材料厚度T≦0.6 取H max =8T当R<4MM 时,请示上级.原则:直边部分按弯曲展开, 圆角部分按拉伸展开,然后用三点切圆(PA-P-PB) 的方式作一段与两直边和直径为 D 的圆相切的圆弧.当R d≦ 1.5T 时,求 D 值计算公式如下:D/2=[(r+T/3) 2+2(r+T/3)*(h1/2+T/3)] 1/2备注:a 标注公差的尺寸设计值: 取上下极限尺寸的中间值作为设计标准值.b 孔径设计值:一般圆孔直径小数点取一位(以配合冲头加工方便性),例:3.81取 3.9.有特殊公差时除外,例:Φ3.80+0.050 取Φ3.84.4.10 压缩抽形1 (R d≦ 1.5T)图 (a): 展 开 长 度L=A+B-0.4T4.13 侧冲压 平 图 (a): 展 开 长 度L=A+B-0.4T4.14 综合计算如图 :L=料内 +料内 +补偿量 =A+B+C+D+ 中性层弧长 (AA+BB+CC ) (中性层弧长均按 “中性层到板料 内侧距离λ=T/3 ”来计算 )4.12 卷圆压 平图 (b): 压线位置尺寸 A-0.2T图 (c):90 ° 折 弯 处 尺寸为A+0.2T图 (d): 卷圆压平后的产品形 状图 (b): 压线位置尺寸 A-0.2T图 (c):90 ° 折 弯 处 尺寸为A+1.0T图 (d): 侧冲压平后的产品形 状L=A+B-0.4TCc 产品图中未作特别标注的圆角,一般按R=0 展开.:1 以上攻牙形式均为无屑式.2 抽牙高度:一般均取H=3P,P为螺纹距离(牙距).3.内径:M3 Φ2.75 M3.50 Φ3.20 M 4 Φ3.65 #6-32 Φ3.104.11 压缩抽形 2 (R d >1.5T)原则:直边部分按弯曲展开, 圆角部分按拉伸展开,然后用三点切圆(PA-P-PB) 的方式作一段与两直边和直径为 D 的圆相切的圆弧.当R d >1.5T 时: l按相应折弯公式计算.2D/2={(r+T/3) 2+2(r+T/3)*(h+T/3)-0.86*(Rd-2T/3)*[(r+T/3)1+0.16*(Rd-2T/3)]} 1。
钢板折弯展开长度计算方法
钢板折弯展开长度计算方法
钢板折弯展开长度计算方法:
一、内容
1、定义:钢板折弯展开长度是指将整个折弯长度按照一定的折痕折叠展开后的总长度。
2、计算公式:展开长度=原始折弯长度+2X(弯曲半径+弯曲深度)X 弯曲次数。
二、步骤
1、计算折弯半径:首先按照折弯长度、弯曲角度、弯曲深度计算折弯半径。
2、计算钢板折弯的展开长度:将折弯的原始长度加上圆弧的折痕,加上半径与深度乘以弯曲次数求得。
三、注意事项
1、当钢板反复折弯操作时,展开计算时需要考虑其他反复折弯的参数
以便准确计算。
2、折弯金属弹性变形极限值时,钢板在折弯过程中会发生变形,对折弯展开计算有一定影响,因此在折弯展开长度计算中,应适当加大设计值,增强安全性。
3、圆柱圆台折弯长度计算时也应注意:“非连续圆弧折弯”的直边和“连续折弯圆弧”的两个弧段的总长度之和,构成本折弯长度。