假捻器浅析
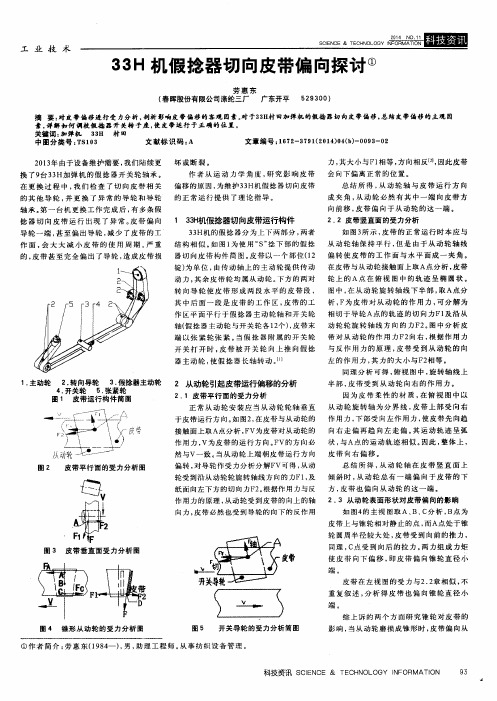
33H机假捻器切向皮带偏向探讨
向右 走 偏 再 趋 向左 走 偏 。 其 运 动轨 迹 呈 弧
与 A点 的 运 动 轨 迹 相 似 。 因此 , 整体 上 , 作用力 , V为 皮 带 的运 行 方 向 。 F V的 方 向 必 状 , 然 与v一 致 。 当 从动 轮 上 端 朝 皮 带运 行 方 向 皮带 向右偏移 。 图2 皮带 平行 面 的受力 分析 图 偏转 , 对 导 轮 作受 力 分析 分 解 F V可 得 , 从 动 总结所 得 , 从 动 轮 轴 在 皮 带 竖 直 面 上 轮 受到 沿从 动 轮 轮旋 转 轴线 方 向 的力F1 , 及 倾 斜 时 , 从 动 轮 总 有 一 端 偏 向 于 皮 带 的 下 皮 带 也 偏 向从 动轮 的这 一端 。 纸 面 向左 下方 的切 向力F 2 。 根 据作 用 力与 反 方 ,
工 业 技 术
S C I E N C E &T E C H N O L O G Y
3 3 H机 假 捻器 切 向皮 带偏 向探 讨 ①
劳 惠 东
( 春晖股份 有 限公 司涤 纶三厂 广东开平 5 2 9 3 0 0 )
摘 要: 对 皮带偏 移进行 受 力分析 , 剖析影 响皮带 偏移 的客 观 因素 。 对-  ̄3 '3 HJ i l l " 田加弹机 的假 捻 器切向皮 带偏移 , 总结 皮带偏移 的主观 因 素, 详解 如何 调校假 捻 器开 关转 子座 , 使 皮带运 行 于正确 的位 置 。 关键词 : 加 弹机 3 3 H 村田 中 图分 类 号 : T S 1 0 3 文献标识码 : A 文 章编 号 : 1 6 7 2 - 3 7 9 1 ( 2 0 1 4 ) 0 4 ( b ) 一 0 0 9 3 - 0 2
图中 , 在从动轮旋转轴线下半部 , 取 A点 分
假捻器工作原理
假捻器工作原理
假捻器是纺纱机上的一个重要部件,它负责将纤维进行捻合,形成纱线。
那么,假捻器是如何工作的呢?接下来,我们将详细介绍假捻器的工作原理。
假捻器的工作原理可以分为以下几个步骤:
1. 纤维进入假捻器。
首先,纤维经过前置工序的处理,如梳理、牵伸等,进入假捻器的工作区域。
在这个过程中,纤维的粗细、长度和扭度都会对假捻器的工作产生影响。
2. 纤维捻合。
一旦纤维进入假捻器的工作区域,假捻器就会开始对纤维进行捻合。
假捻器通
过旋转运动,使得纤维在自身轴向上产生捻合,从而形成纱线。
在这个过程中,假捻器的转速、张力和纤维的供给速度都需要精确控制,以确保纱线的质量和稳定性。
3. 纱线输出。
经过假捻器的捻合作用,纤维最终形成了一根根均匀、紧密的纱线。
这些纱线
随后会被输送到下一个工序,如整经、织造等,用于制造成各种纺织品。
总的来说,假捻器的工作原理是通过旋转运动将纤维进行捻合,从而形成纱线。
在这个过程中,需要精确控制转速、张力和纤维供给速度,以确保纱线的质量和稳定性。
假捻器的工作原理对纺纱机的生产效率和纱线质量都有着重要的影响。
希望通过本文的介绍,您对假捻器的工作原理有了更深入的了解。
假捻器作为
纺纱机上的重要部件,其工作原理的掌握对纺纱生产至关重要。
感谢您的阅读!。
假捻器工作原理
假捻器工作原理
假捻器是一种用于纺织、合成纤维等行业的设备,用于对纱线进行捻合处理。
它的工作原理如下:
1. 准备纱线:将需要捻合的纱线通过引纱装置引入假捻器。
引纱装置通常由一对托纱辊和一对调节辊组成,通过调节辊的速度和张力,确保纱线的稳定运输。
2. 捻合辊:纱线进入假捻器后,需要经过一对捻合辊的作用。
假捻器通常有两对对称的捻合辊,分别称为主捻辊和副捻辊,每对捻合辊之间有一定的角度,一般称为捻合角。
3. 单一捻合:主捻辊和副捻辊通过正向旋转,将纱线进行捻合。
主捻辊的捻合角决定了纱线的捻合程度,主捻辊的速度通常比副捻辊的速度稍快。
4. 多重捻合:有些情况下,需要进行多次捻合才能达到需要的捻合效果。
此时,可以在主捻辊和副捻辊之间增加一对乘捻辊,进行第二次捻合。
通过增加乘捻辊的数量,可以进行多重捻合。
5. 速度调节:假捻器通常具有可调节速度的功能,可以根据不同的纱线要求进行速度调节。
通过调节主捻辊和副捻辊的转速,可以调整纱线的捻合程度。
6. 反捻:在某些情况下,需要对纱线进行反捻处理。
反捻是指将已经捻合的纱线进行相反方向的旋转,使纱线解开之前进行的捻合。
假捻器通常可以进行反向旋转,实现纱线的反捻。
总的来说,假捻器通过不同转速的捻合辊对纱线进行捻合,最终达到所需的捻合效果。
不同的纱线类型、加工要求可能需要不同的捻合角度、速度以及多重捻合等操作。
粗纱假捻器标准
粗纱假捻器是纺纱过程中非常重要的设备,它能够将粗纱锭子产生的静态捻度传递给粗纱,使粗纱产生捻度而具有一定的强力。
在纺纱过程中,假捻器的工作状态和性能直接影响着纱线的质量和生产效率。
因此,对于假捻器的标准要求也是非常严格的。
首先,从外观上看,假捻器的表面应该光滑平整,无裂痕、凸起、凹陷等缺陷。
同时,假捻器的安装位置应该符合设计要求,与锭子的相对位置要准确,以保证传递的捻度不受影响。
其次,从性能方面来看,假捻器需要满足一定的转速要求,以保证产生的捻度与锭子的静态捻度相匹配。
同时,假捻器的吸风量也是一个重要的指标,它能够保证假捻器内部的空气压力稳定,避免产生气流波动对捻度传递的影响。
此外,假捻器的运转稳定性也是非常重要,它能够保证在生产过程中不会出现停滞、震动等现象,从而影响纱线的质量和产量。
在实际生产中,假捻器还需要具备一定的自检功能,能够自动识别并处理故障,如断丝、堵塞等。
如果出现故障,假捻器应该能够及时停机并报警,以避免生产过程中的安全事故和纱线质量的下降。
另外,为了确保假捻器的性能和稳定性,还需要定期对其进行维护和保养。
这包括定期清理假捻器内部的积尘、更换磨损部件等。
同时,对于假捻器的使用和维护也有一定的规范和标准,如操作人员需要具备一定的技能和知识,以确保设备的正确使用和保养。
总之,粗纱假捻器在纺纱过程中起着至关重要的作用,其标准要求涉及到外观、性能、稳定性、自检功能以及维护保养等多个方面。
只有严格遵守这些标准要求,才能保证假捻器的性能和稳定性,从而为纱线质量和生产效率提供保障。
粗纱假捻器的作用
Fu n c t i o n o f t h e Ro vi n g Fa l s e Tw i s t er
ZH AN G Xi n, I U O Yum i n
(H e b e i Li ke Tex t i l e Co. , Lt d. , Ca ngz hou 06 1 6 0 0, Chi na )
p r e c i a t e d i n pr o du c t i on . Fo r c ot t on v a r i e t i e s , r u bbe r f a l s e t wi s e r i s pr e f e r r e d wh i l e f o r s ynt he t i c v a r i e t i e s , po l yu r e t h a ne t wi s t e r i s pr e f e r r e d .
摘要 : 为 了用好粗 纱假 捻 器 , 介 绍其 分 类及作 用 , 通过 聚氨 酯 ( 白色) 假 捻 器与橡 胶 ( 黑 色) 假捻 器
的对 比试验 , 表 明新 型橡胶 和 聚氨 酯假捻 器性 能 良好 , 在 提 高纺 纱段 捻 度 , 改善 粗 纱前后 排 伸 长 率差 异及 粗纱 质量 方 面效果 明显 。指 出: 假捻 器使 用应做好 清洁保 养 ; 其使 用周期 约 为 3 a , 生产 中应加 强检 查 , 及 时更换 , 以保 证产 品质 量 的稳 定 ; 纯棉 品 种 宜选用 橡胶假 捻 器 , 化 纤品 种 宜选 用
第2章 假捻变形纱置
1. 捻度的确定:按 Heberlein 公式计算,再加一 定百分比得实际的加捻捻度。 2.张力确定的关键是超喂率或欠喂率。张力在不 同的区域分为加捻张力、退捻张力和卷绕张力.
加捻张力控制在 0.7—0.22cN/dtex 范围时,相 应超喂率为2-4%. 卷绕张力一般控制在0.07—0.11cN/dtex之间。 (太紧丝的弹性变差,太松运输时易塌边损坏卷 装。)
2014-5-22 纺织与材料学院 23
第四节 加热器—加热与冷却
一、 加热箱 1、加热的目的和意义: 变形过程中的加热器也称热箱,或是热板。 热板的温度可达250度,它是保证变形丝质量的 一个重要的部件,对变形丝的强度、紧缩伸长率、 热定型的效果、卷缩不匀率与染色不匀率等质量 方面有很大影响。 另外热板的长度又是一个影响机器排列、生产速 度和加工操作的主要参数。
2014-5-22 纺织与材料学院 4
2014-5-22
纺织与材料学院
5
转子式假捻器的优点、缺点:
优点: 加捻时不易打滑、假捻均匀,成品丝质量优。 缺点: 速度低。转子速度很高,但变形丝加工速度 只有250-300m/min左右,且噪声大,成本 也高。
2014-5-22
纺织与材料学院
6
1、 假捻变形加工原理、基本工艺过程及其特点; 2、 假捻产生的过程及其分布规律分析; 3、 常用假捻装置的结构特点及影响假捻效果的主要 因素分析; 4、 假捻变形加热器的种类、结构及作用特点; 5、 POY结构性能与拉伸假捻变形工艺及它对变形丝 的质量影响; 6、假捻变形纱的结构、性能特点及其质量指标。
粗纱假捻器的作用
粗纱假捻器的作用
1.增加纱线强度和稳定性:在纤维经过拉伸和扭转的作用下,纤维间的摩擦力增大,纤维与纤维之间的结合更紧密,从而提高纱线的强度和稳定性。
这对于纺织品的出现和市场竞争至关重要。
2.改善纱线的外观:粗纱假捻器可以使纱线更加紧凑、光滑,减少纤维表面的毛羽,提高纱线的光泽度和光滑度。
这样可以使得纺织品更加平整、柔软,具有更好的手感和外观质量。
3.调节纱线的质量和特性:通过粗纱假捻器,可以对纱线的线密度、捻度、成形度和弹性度等指标进行调节。
这一方面可以根据不同产品和市场需求制造出不同特性的纱线,另一方面可以根据纤维品质的不同来有效利用原料,提高产品的品质和成本效益。
4.提高生产效率:粗纱假捻器可以使得纱线的强度和稳定性提高,减少纱线在后续处理中的断裂和隐患,从而减少纺纱过程中的原料损失和生产停机时间。
此外,粗纱假捻器还可以进行自动化生产,提高生产效率。
总之,粗纱假捻器在纺纱过程中起到了非常重要的作用。
它通过对纱线进行加捻处理,增加纱线的强度和稳定性,改善纱线的外观,调节纱线的质量和特性,提高生产效率。
这不仅对纱线的质量有着直接影响,也对最终成品的质量和市场竞争力有着重要的作用。
假捻器在处理低强度棉条中的潜力

假捻器在处理低强度棉条中的潜力
Jed.,AAA;于平
【期刊名称】《国外纺织技术:纺织分册》
【年(卷),期】1996(000)003
【摘要】在改进轻质量棉条(〈3ktex)加工质量的初步研究中,低捻度对棉条强度的影响是用数量表示的。
由试验确定一个被动的假捻元件(螺线)是否能用来获得暂时的强度,以有助于棉条从供条筒传磅到下道工序机器上,研究发所产生的假捻数量和这种假捻器用于粗纱机上以各种牵伸比加工不同重量的棉条。
试验表明:假捻能为低强度和轻质棉条的加工提供一种潜在工艺。
从这些结果中可以看出这一装置对牵伸均匀度没多大影响。
【总页数】3页(P7-9)
【作者】Jed.,AAA;于平
【作者单位】不详;不详
【正文语种】中文
【中图分类】TS114.2
【相关文献】
1.假捻对低强力棉条的作用 [J], 方鸿亨
2.丹佛斯变频器(FC300)在假捻变形机中的应用 [J], 马其明;李伟
3.粗纱假捻理论新认识及圆筒形假捻器的设计 [J], 谢春萍
4.假捻集聚纺假捻器位置及结构参数的优化 [J], 付江;于伟东
5.XGJ—Ⅲ橡塑假捻器与尼龙假捻器试纺结果的测试与分析 [J], 杨晓波;郝凤鸣
因版权原因,仅展示原文概要,查看原文内容请购买。
摩擦假捻器对变形丝质量的影响

摩擦假捻器对变形丝质量的影响卓娅(乌鲁木齐石化公司化纤厂 ,新疆 乌鲁木齐 830019)摘要 :介绍摩擦假捻器的材质 、机器参数 、组装参数及张力参数与变形丝质量的关系 。
指出了聚氨酯盘能获得较好的变形效 果 ,摩擦盘数的多少通过选取最佳假捻张力的办法选择 。
解捻张力和加捻张力的比值通常在 1105~1130 之间 ,二者应尽量 低些 ,且稳定均匀 。
各影响因素的作用有的单一 ,有的加和 ,有的互相抵消 。
关键词 : 涤纶长丝 ;变形丝 ;摩擦假捻 中图分类号 : T Q342121 ; T Q 3401651文献标识码 :A前言我国的合成纤维发展较晚 ,自 80 年代初陆续从国外引进了涤纶生产装置 。
目前国内外合成纤维的 变形丝 (低弹丝) 大部分是采用假捻法生产的 ,变形 丝的特性主要是由假捻获得的 。
假捻器是拉伸变形 机的关键部件 ,它对质量起着重要作用 。
假捻器有 3 种形式 : 转 子 式 、摩 擦 盘 式 和 皮 圈 式 。
目前国内外在拉伸变形机上应用最多的是摩擦 盘式假捻器 。
FK6M 2700 型和 FTF 28 E3 型 拉 伸 变 形 机均是采用 3 轴叠盘式摩擦假捻器 。
0 图 1 假捻原理Fig. 1 Principle of false tw ist摩擦假捻变形原理1 111 假捻变形原理假捻就是虚假的加捻方法 。
假捻变形加工是使 热塑性长丝在高温下经受机械应力的作用 ,以改变 纤维的表观组织结构 ,进而改变纤维性能 。
其原理 是纤维由于加捻而产生扭曲应力 ,该应力经热定型 处理而消除 ,使加捻卷缩形状被固定下来 。
其后虽 经解捻 ,但纤维已不能回复到原来的平行状态 ,而成 为具有一定卷缩膨松性的变形丝 1 。
连续式假捻就 是在丝条运行的过程中 ,加捻 、热定型和解捻三个工 序连续进行的工艺 。
生产涤纶低弹丝要经过加捻 、 热定型 、解捻和再热定型四个步骤 ,涤纶低弹丝再热 定型的目的是使解捻后的变形丝定型 ,形状得到调 整 、伸长固定 。
假捻集聚纺假捻器位置及结构参数的优化
假捻集聚纺假捻器位置及结构参数的优化付江;于伟东【摘要】为对假捻集聚纺假捻器的作用有更深刻的认识,采用响应曲面方法分析假捻器的位置及结构参数对成纱性能的影响,并采用满意度函数方法对上述参数进行多响应优化.结果表明:纱线的条干CV值主要受假捻腔最小曲率半径的影响;假捻器转速比和假捻腔的最小曲率半径对纱线毛羽指数的影响作用比较明显;实验研究的3个参数对纱线断裂强度和断裂伸长率都有影响.满意度函数多响应优化结果显示,当假捻器转速比为0.367~0.374,假捻器隔距为11 mm,假捻腔的最小曲率半径为18.2~18.3 mm时,纱线的整体质量最好.%In order to have a clear understanding of the function of the false twister used in the false-twist compact spinning method, the response surface methodology was used to study the influences of the gauge and structural parameters of the false twister on the properties of resultant yarns. Afterwards, the optimal parameter settings were found by employing the desirability function approach. The results showed that yarn evenness was mostly affected by the minimum curvature radius of the false-twist channel, while the rotational speed ratio of false twister and minimum curvature radius have remarkable influences on yarn hairiness index. All of the three parameters under investigation have certain effects on the breaking strength and breaking elongation of yarns. The optimization result indicated that when the rotational speed ratio is 0. 367 - 0. 374, the gauge of the false twister is set as 11 mm and the minimum curvature radius of the false-twist channel is 18.2 - 18.3 mm, the resultant yams will have a relatively better quality.【期刊名称】《纺织学报》【年(卷),期】2011(032)006【总页数】6页(P135-140)【关键词】假捻集聚方法;假捻器;转速比;隔距;曲率半径;响应面;满意度函数【作者】付江;于伟东【作者单位】东华大学纺织材料与技术实验室,上海,201620;东华大学纺织材料与技术实验室,上海,201620;武汉纺织大学纺织科学与工程学院,湖北,武汉,430073【正文语种】中文【中图分类】TS114.2近年来,环锭纺纱技术再一次成为业内所关注的热点,科研人员围绕着如何改善成纱质量及提高生产效率等方面进行了大量研究[1-2],产生了诸如后区压力棒机构[3]、集聚纺[4-5]、集合纺[6]等诸多环锭纺新装置和新技术,为环锭纺纱技术注入了新的发展动力,使纱线质量提高到一个新的水平。
粗纱假捻器的作用
粗纱假捻器的作用以粗纱假捻器的作用为标题,我们来探讨一下这个设备在纺织行业中的重要性以及它的作用。
一、粗纱假捻器的定义和原理粗纱假捻器是一种纺纱设备,用于将纤维材料进行假捻,以增加纱线的强度和均匀度。
它通过旋转和摩擦的作用,使纤维在纱线中形成较紧密的结构,从而提高纱线的品质。
1. 提高纱线的强度:粗纱假捻器能够将纤维进行紧密结合,增加纱线的拉伸强度,使其更加耐磨和耐用。
2. 提高纱线的均匀度:粗纱假捻器能够使纤维均匀分布在纱线中,减少纤维的断裂和杂质的混入,使纱线更加均匀、光滑。
3. 提高纱线的质量:粗纱假捻器能够消除纤维的扭曲和杂乱,使纱线的纤维排列更加整齐,从而提高纱线的质量和外观。
4. 提高纺纱效率:粗纱假捻器能够加快纤维的捻合速度,提高纺纱的效率,减少纺纱过程中的时间和能耗。
5. 减少纺纱过程中的纤维浪费:粗纱假捻器能够减少纤维的断裂和浪费,提高纤维的利用率,降低生产成本。
三、粗纱假捻器的应用领域粗纱假捻器广泛应用于纺织行业中,特别是在纱线生产中起着重要作用。
它常常与纺纱机、细纱假捻器等设备配合使用,共同完成纺织过程中的纤维处理和纺纱工艺。
四、粗纱假捻器的发展趋势随着科技的进步和纺织工业的发展,粗纱假捻器也在不断创新和进化。
目前,一些先进的粗纱假捻器已经具备自动控制、智能化和高效率的特点,能够更好地适应纺织行业的需求。
未来,粗纱假捻器有望进一步提升纺织生产的质量和效率,为纺织工业的发展做出更大的贡献。
五、总结粗纱假捻器作为纺织行业中一种重要的设备,具有提高纱线强度和均匀度、改善纱线质量、提高纺纱效率和降低成本等优势。
它在纺织工业中的应用越来越广泛,并且随着科技的进步,粗纱假捻器也在不断发展和创新。
相信在未来,粗纱假捻器将继续发挥重要作用,为纺织行业的发展做出更大的贡献。
假捻变形原理
假捻变形原理
假捻变形原理是一种特殊的加工方法,主要用于化纤长丝的加工。
在假捻变形过程中,首先将丝条固定,然后通过一个或两个假捻器进行加捻。
这个过程不同于常规的加捻过程,因为假捻器的旋转方向与丝条的旋转方向相反,从而实现对丝条的加捻。
假捻变形原理的主要优点是可以对丝条进行单向加捻,从而实现对丝条的变形。
这种变形过程可以使丝条变得更加柔软、有弹性,并具有良好的抗皱性能。
此外,假捻变形原理还可以用于生产不同风格的丝条,如蓬松、粗细不均等。
在假捻变形过程中,需要注意控制假捻器的转速和旋转方向,以及丝条的张力等因素。
这些因素将直接影响最终产品的质量和性能。
此外,为了实现连续生产,需要将假捻器与相关设备进行集成,形成一个完整的生产线。
总之,假捻变形原理是一种特殊的加工方法,主要用于化纤长丝的加工。
通过改变丝条的旋转方向和张力等因素,可以生产出不同风格和性能的丝条。
在工业生产中,假捻变形原理得到了广泛应用,并取得了良好的效果。
同时,随着技术的不断进步和应用需求的不断提高,假捻变形原理也在不断改进和完善,以适应更加多样化、高品质的生产需求。
8B型假捻器和槽筒箱概述
8B型假捻器
一、概述
8B型假捻器是一种新型的摩擦式假捻器,它是高速弹力丝机上的心脏部件之一。
它利用外摩擦的原理,在三根等速旋转锭轴上,装有若干个摩擦盘,轴与轴之间的摩擦盘互相交错重叠,化纤丝条偱螺旋状丝路穿过该装置,达到良好的捻度效果。
这种高性能摩擦假捻器装置,可最大限度地提高纺丝速度。
最高能配置9个9mm厚的摩擦盘或12个6mm厚的摩擦盘。
该装置并装有减震柔性轴承,使摩擦盘在稳定的运转条件下,保持恒定转速。
二、8B型假捻器的主要结构
整个摩擦式假捻器包括两个主要部件,摩擦假捻器上部,摩擦假捻器下部。
三、8B型假捻器的主要技术参数
假捻器机械转速:14439r/p
振动值≤10mm/s
摩擦盘组合型式:6mm摩擦盘(φ49.5×6)、9mm摩擦盘(φ52×9)
摩擦盘基本配置:6mm(1-5-1;1-6-1;1-7-1;1-8-1.) 、9mm(1-5-1;1-6-1;1-7-1)
摩擦盘间隙:0.5mm、0.75mm。
摩擦盘材料:聚氨酯、陶瓷。
槽筒箱
一.概述:
槽筒箱是高速弹力丝机上的巻绕部件之一,同时它又是在制造过程中加工精度与加工难度较高的部件,改变槽筒箱的转速可以控制它的横动次数,从而滿足所设定的巻绕交叉角,它与高速弹力丝机上其它部件相互配合,可控制巻绕张力的大小,获得最佳巻绕成形效果。
二.槽筒箱主要结构
主要有槽筒箱体、槽筒轴、变幅导轨、导丝器、动程修正杆、小滑梭等部件组成。
三.主要技术参数
巻绕交叉角:2α=18°~34°
行程:250±2mm。
空心锭假捻器的对比探讨

1.1 原料 0.75g/m 中花灰色 纯 棉 粗 纱、0.8g/m 白 色 纯 黏
纺织科技进展
2019 年 第 1 期
2019 年 第 1 期
测试分析
· 33 ·
������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������
结 构 、性 能 的 研 究 和 应 用 ,E-mail:657109239@。
使用 Y331纱 线 捻 度 仪,反 向 退 捻 至 固 纱 与 芯 纱 平 行 时,测得圈圈纱捻度(与空心锭花式纱线纺纱机小样 机 设备实际纺制显示的 捻 度 参 数 之 间 的 误 差 控 制 在 1%
· 34 ·
同细度、不同原料的圈圈纱;对不同假捻器下纺制所得圈圈纱的圈圈密度进行对比,发现3种假捻器在生产圈圈纱时 对 圈
假捻器工作原理

假捻器工作原理
假捻器是一种用于纺纱生产的重要设备,它的工作原理对于纺纱质量和生产效
率都有着重要的影响。
下面我们来详细了解一下假捻器的工作原理。
首先,假捻器是将纤维束进行捻合,形成纱线的设备。
在假捻器内部,有一个
旋转的捻度辊和一个固定的捻度器。
纤维束经过捻度辊和捻度器之间的夹持,形成捻合的过程。
捻度辊的旋转速度决定了纤维束的捻合程度,而捻度器的固定位置则起到了定位和支撑的作用。
其次,假捻器的工作原理是基于捻度辊和捻度器之间的摩擦力和张力。
当纤维
束经过捻度辊和捻度器之间时,捻度辊的旋转会使纤维束受到一定的拉力,同时捻度器的固定位置会让纤维束得到一定的支撑。
这种摩擦力和张力的作用下,纤维束会逐渐形成捻合,最终形成纱线。
另外,假捻器的工作原理还涉及到了控制系统的作用。
在现代的假捻器设备中,通常会配备自动控制系统,用于监测和调节捻度辊的旋转速度、捻度器的固定位置以及纤维束的张力,以确保纱线的质量和生产效率。
这些控制系统的作用使得假捻器能够更加精准地控制纤维束的捻合过程,提高了纺纱的稳定性和一致性。
总的来说,假捻器的工作原理是基于摩擦力、张力和控制系统的协同作用。
通
过捻度辊和捻度器之间的摩擦力和张力,纤维束得以捻合形成纱线,而控制系统的作用则保证了捻合过程的精准和稳定。
这种工作原理使得假捻器成为了纺纱生产中不可或缺的设备,为纺纱工业的发展做出了重要贡献。
假 捻 器 轴 承 分 析 报 告
假捻器轴承分析报告假捻器轴承是假捻器的重要部件,直接影响到假捻器的使用寿命及纺丝质量。
因此,我分厂假捻器专线针对专件厂生产的假捻器所用轴承FK6B-900-1100-2(长轴总结合件)和FK6B-900-1100-4(短轴总结合件)与进口轴承进行了检测与比较。
比较项目及分析如下:一、振动测试比较从附图1轴承振动值比较图线总体分析,专件厂轴承振动值较低,进口轴承振动稍高一些,估计与轴承的游隙有关。
从峰值的角度分析进口轴承在15000转/分时有一峰值达5.6,过15000转/分后振动值又恢复低值,而专件轴承其峰值在9000转左右。
从工作速度即8000-10000转振动值比较,专件厂要较大些,专件厂轴承3.2-5.0,进口轴承2.7-4.2。
二、温升测试比较从附图2轴承的温升值比较图线分析,专件厂轴承的温升随着时间成线性增长,而进口轴承的温升随着时间的增长逐渐下降,由此分析进口轴承的工作寿命长。
三、 FK6B-900-1100-4短轴结合件检测比较从附表5检测数据分析(1)专件厂轴承的齿形带轮径向跳动有3只超差,进口轴承全部合格,表明进口轴承制造质量明显优于专件厂轴承。
(2)专件厂轴承值整体动平衡数值较大,进口轴承动平衡值全部小于30毫克,检测表明进口轴承工作较稳定。
四、其他项目比较:(1)专件厂轴承在外观质量上与进口轴承有明显差异(2)专件厂轴承个别定带轮有松动现象。
(3)专件厂轴承各处倒角不统一。
(4)由于我厂没有检测轴承游隙的专用设备,只能凭手感,专件厂轴承游隙很小,进口轴承有一定的游隙。
游隙大小直接会影响假捻器的温升与振动。
由于测试的样品数量少,产品性能存在较大的离散性及偶然性,因而本测试结果所得出的分析结论可能不太完善。
另外,专件厂提供的测试轴承数量较少,今后若大批量供应质量是否稳定,还不得而知。
HY-5假捻器现象一述

HY-5型单锭传动假捻器现象一述最近,公司开发的新型HY-5高速弹力丝机,进入调试论证阶段。
经过相关部门的协调工作,已取得阶段性成绩。
在后期工作中,出现了单锭假捻器运行的一些问题。
技术部部门针对此采取了措施,并针对性开展了工作。
主要问题明确,相关细节正在积极排查。
本部联系实际,就假捻器振动、速差等项目。
最近做了一些数据测试评估,愿对改进工作有一些帮助。
项目描述:通过对机上假捻器,负载、空载两种情况用软硬两类连接套分别对假捻器进行振动和转速进行测试。
希望从中找出规律性和项目改进提高原因措施。
数据表明:利用假捻器上下部连接有软硬两种连接套运转。
表象是硬连接套速度差较小,振动值较大。
软连接套速差较大,振动值较小。
(常规机在1.5%,实际%1.1常规振动值<10s/mm2)——速差与振动值成反比。
000000空载运行速差值小于负载速差值。
初步结论:要解决零件使用寿命(主要问题)、速差、振动值。
需考虑连接套的材料和形式。
材料需采用高分子聚合结构,耐热抗阻尼等特性耐磨形式。
现有嵌金属的连接套值得探讨。
因为根据抗阻尼特性要求来讲有欠缺。
电动机的温升及假捻器部件的隔热、散热结构方面的要求要关注,这是基于现有条件下高分子材料的特点所决定的,高分子材料在温度变化时,速差展开论述:根据本部门在假捻器生产中,以往所碰到问题及相关开展的工作,并针对单锭假捻器特点而言,我们认为在以下几个方面重点注意:通过数据比对,从现有现象看,电动机特性数据中,通过变频调整速度中,力的变化大小是否能适应工作需要(假设力有变化),由实验数据空负载情况而言,连接套材质的确定,需综合考虑阻尼及需速率稳定性及对温度的影响程度,根据本结构需要,排除用嵌件形式的连接套。
HY-4型单锭假捻器试验数据能反映此情况见表S3形式的假捻器(前年试制过4套)尚不成熟。
主要是功耗大,也存在速度差问题。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
假捻器浅析
由变形丝制成的织物外观丰满,蓬松性、保暖性、伸缩性好,使用很广,具有较好的市场前景。
变形丝(俗称弹力丝)是经过假捻变形加工得到的,而假捻是通过假捻器来实现的。
其中有代表性的是盘式假捻器和皮圈夹持式假捻器。
(一)盘式摩擦假捻器
目前,摩擦假捻器一般均是采用盘式摩擦假捻器。
如德国Barmag,法国ICBT。
除此之外,日本村田采用皮圈夹持式假捻器。
(一)摩擦盘式假捻器是用外摩擦原理工作的,它有三根轴受到等同速度的传动,每根轴上都装备有若干摩擦盘,而轴与轴之间的摩擦盘又相互交错重叠,这样一来,丝条就会循螺旋丝路穿过该装置。
目前应用最广泛的是三轴多盘式外摩擦原理,它是将丝束直接压向回转摩擦面的边缘,利用摩擦面外缘的摩擦力对丝束进行假捻。
三轴多盘式外摩擦假捻器,丝条夹在三盘之间,受到三个摩擦力的作用,假捻的稳定性较好。
假捻器啮合深度较高,丝条位置固定效果好,由于多盘对丝束摩擦力的作用,盘丝间滑移小,假捻效果好。
磨擦盘式假捻器是有以下特点:
一、速度高。
Bamag公司8型假捻器最高速度为20000转/分,可实现1200米/分的纺丝速度,为弹力丝机进一步提高纺丝速度提供了发展潜力,适应现代化高速、高产的需要。
二、稳定性好。
轴承可采用减震轴承,使摩擦盘在十分稳定的运转条件下,保持恒定的速度范围,提高了丝的质量,减少毛丝、僵丝、断丝的产生。
三、适纺范围广。
四、结构简单,操作维护方便。
五、安全耐用,使用寿命长。
(二)皮圈夹紧式假捻器
村田机械公司的高速牵伸假捻机,N033H“皮圈式加弹机”是在拥有相当多销售量的N0333的基础上进一步高速公了的新机型,其假捻机构是采用了村田机械公司独特的“皮圈夹紧”方式。
“皮圈夹紧”方式的优点在于保转子假捻的高质量及磨擦盘W的高产量于一身,可同时发挥两者的长处。
丝被二根特殊的假捻皮圈完全夹紧,在丝和假捻皮圈之间不产生打滑现象的情况下进行假捻加工:
用向量图说明如下:作用在丝的力V可分为VT和VF,VT是加捻力,VF上向下送丝的力,而VT及VF由V和皮圈交角来决定,也就是说只要V及取适当的值,即可分别设定捻数,加捻张力和解捻张力。
由于丝被二桶皮圈紧紧夹持,所以二者之间几乎没有打滑现象发生,正因为如此,加工丝具有高质量。
1.均匀性在染色性及膨松性方面具有极好的均匀性
2.丝的操作规程极小,加工丝强度高,几乎看不到白粉发生。
3.膨松性良好,可以对高捻数的丝进行稳定加工,因此可获得膨松性更加良好的产品。
皮圈假捻对丝的损伤极少,同时又增加了加捻力矩,根据改变加捻速度可以选择对所加工丝最合适的能力,因此最有利于多品种丝的加工生产。
这使得过去转子方式,磨擦盘方式不可能做,即在T2较低范围内加工也为可能,因此可以生产附加值较高的仿天然纤维丝,仿麻丝等到特殊产品。
如:
绦纶30~300den POY,FOY,多根细旦丝。
尼龙30~300den POY,FOY
但是皮圈加捻也存在皮圈损耗大,生产成本较高、只适合做一些高附加值丝的缺点。
(三)盘式摩擦假捻器上不同材质摩擦盘对丝的质量及工艺参数的影响。
摩擦盘材质最早是用铝盘,以后是铝盘涂金刚砂,因硬度太大,又发展用陶瓷和氧化铝粉混合压铸而成,但表面较粗糙,所以又出现聚氨酯盘。
磨擦盘的材质与数量对丝质有圈套影响,磨擦盘的材质有含陶瓷、喷涂陶瓷、金刚砂和聚氨酯等,材质的选择不仅对丝质有较大影响,而且涉及生产时的运转状态,一般聚氨酯软,与丝条的磨擦系数大,假捻时丝条基本无逃捻现象,假捻数稳定且对丝条操作少,缺点是聚氨酯易磨擦,寿命较短(约3~6个月),其余三种都是硬质盘,寿命可达3~5年,但因其与丝条磨擦系数小,假捻时丝条有一定的滑移现象,对丝条有损伤,白粉(俗称“雪花”成分是油剂和低聚物)产生较多,丝的质量不如前者,为此近年来国内外开发用陶瓷盘和聚氨酯盘混合的假捻器,受力最大的第一盘和最下盘用陶瓷的,中间用聚氨酯的这样既提高丝条质量,又处长聚氨酯盘使用寿命,不同材质磨擦盘D/Y比范围参见下表。
磨擦盘材质与D/Y比
摩擦盘数增加则T2/T1张力比降低,假捻数增加,蓬松度增加,紧点增加,产生白粉量增加,下表是不同磨擦盘数加工55dex/36根假捻变形丝的情况
不同磨擦盘数加工假捻变形丝的情况
综上所述,不同型号的弹力丝机尽管其工艺流程基本相同,但假捻方式可以有所不同、不同的假捻方式其假捻效果略有差异;采用盘式假捻器的弹力丝机应根据不同的原丝选取不同的组合及不同材质的摩擦盘。
并根据不同的材质的摩擦盘确定不同的工艺参数,从而以最低的消耗换取弹力丝质量的稳定和提高。