射出机成形条件之设定
射出成型条件控制

影響凝固過程的條件
冷卻時間 模具溫度 保持壓力
保持壓開始點
保持時間 緩衝量
冷卻時間
冷卻時間的設定是為使熔融樹脂能在一個 限制的空間中凝固成為固體而定形所需的時間. 在一個成型週期循環中,以冷卻時間所佔的比例 最大,在冷卻的過程中所發生的變化亦最多,樹 脂在熔融時,其聚合物鏈為一無組機織混亂狀態, 當固化時這些鏈便形成較有組織, 甚至會形成 密集的晶狀排列.這期間會產生收縮內應力等現 象,而影響產品的外觀、強度、物性.冷卻速率 大致上是樹脂熱性質,模具溫度、蓉膠溫度和成 品肉厚的函數.
螺桿转速
螺桿转速之設定是控制樹脂之計量時間,亦即樹脂 顆料進入料管接受螺桿混綀,輸送至噴嘴之時間.大部分 的塑膠材料都擁有很寬的螺桿转速設定範圍,一般之操 作者都會知道,將螺桿转速設定在計量時間稍短於冷卻 時間即可.但不要忽視’螺桿转速亦同時影響塑化的均 勻性及產生之壓力,太快的螺桿转速會使螺桿內材料的 壓力上升,造成噴嘴的漏料,甚至進料不順暢的現象.而 是螺桿之轉速愉快,樹脂的混缩效果愈差,形成熔膠溫度 差異加大,使得充填流動及冷卻亦造成差異,這是未來產 品內應力形成的一大主因.更何況目前的工程塑往往添 加玻璃纖維等材料補強,高的螺桿转速會使得玻璃纖維 破壞而降低了材料之強度,故基本上在成形周期的可能 範圍內,螺桿转速愈慢愈好.
射出壓力
射出壓力的設定主要是控制油壓使足以推動螺桿達 到所設定的射出率要求.由於每種塑膠的特性不同,流動 的難易程度即不同,同種材料熔膠溫度不同,粘度也會發 生變化,產品不同、模具設計、模具溫度都會使材料流 動行成之阻力改變,要在種種不同狀況下維持同一射出 率,就得改變射出壓力,使克服熔膠流動造成之阻力.常 有人將射出壓力及保持壓力混為一談,這是不正確的,射 出壓力主要影響的是充填階段,而保持壓力主要影響的 卻是冷卻階段. 射出率及射出壓力雖然彼此相關、但卻是分別由 其獨立控制系統、射出壓力控制是藉由釋放閥 (ReliefValue)來限制加諸於羅感傷的最大油壓.而射出 率的控制則是藉由流量閥來調節流至油壓射出的動作 油流量.
LENS成型条件设定程序

LENS成型条件设定程序1:成形条件假设:以目标周期,树脂特性来假定成型条件:目标周期:60S,模具温度:90℃,冷却时间:30S,树脂温度:240℃,螺杆回转数:90RPM,背压:5KGF/CM2 2:树脂温度设定:1)让成形机喷嘴和模具脱离;2)清料后,观察从喷嘴出来的原料状况;3)确认树脂的熔融度及流出是否顺畅,NG提高树脂温度10℃左右;4)OK确认树脂射出时是否有气泡在内(分解);NG降低树脂温度10℃左右;5)OK确认树脂是否有变色,是否有黑色异物;NG降低树脂温度10℃左右;6)让成形机喷嘴接触模具.3:计量值,速度,PV切换设定:1)设成日本**的条件:STROKE=成型品重量*10/(螺杆径*比重*射出率)+5MMVP切换压力大概假定为30KGF/CM2射出速度假定为以下值:S1 25MM/S S2 25 MM/S S3 5 MM/S S4 20 MM/S S5 20 MM/SS1—S2切换位置–30MM S4—S5切换位置–32MM页脚内容1保压全部设定为”0”2)一模成形;3)通过短射来确定通过流道时的螺杆位置;4)S2—S3,S3—S4的切换位置要符合流道通过位置;*浇口通过尽量控制速度;*注意是否有流痕5)成形6)确认制品是否有90%被充填7)OK确认速度是在80%以下吗?8)OK则速度提升10%(每次只能改变一个地方),NG则切换压力提升3KG(迟一点切换) 4:保压设定1)保压先假设成以下的时间:G1(P1 1.5S P2 1.0S P3 2.0S P4 2.0S)G2(P1 3.0S P2 2.0S P3 2.0S P4 2.0S)保压先假设成以下值:T1 30KGF/CM2 5.0S T2 25KGF/CM2 3.0S T32)浇口部是否缩水?NG则T2的压力上升5KGF;页脚内容23)产品干涉条纹是否OK? NG则T1的压力上升5KGF;4)确定残量是否在5~10MM之间?NG则将计量~速度切换,VP改为同一值.5:安定性测试(振幅测试)1)根据以下条件对设定值进行变更(一个一个项目地进行),各成形50模,取最后10模作为样品:温度(树脂温度±2℃(缩水,断裂)模具温度±2℃(断裂,毛边,波面))压力(保压1 ±10KGF(缩水,毛边,断裂,波面)背压±15KGF(气泡,变色))时间(冷却时间±1S(变形) 射出速度±1MM/S(S3会影响流痕))切换位置(计量位置±2MM速度切换位置±2MM(流痕))2)观察波面,条纹要在3本以内,如果有超过该值,变更最初设定值,从1)开始;3)确认检查重点都必须没问题,如有问题从1)开始.成型参数中;以射出速度影响光学质量为主要因素,依序为模具温度、保压压力、塑料温度,成型参数对于发光强度有较大影响程度,对于发光角度并没有太大影响,聚焦角度都约在4°左右。
塑胶射出成型教程第一章预备参数设定(精)

塑胶射出成型教程第一章预备参数设定(1)材料干燥作业确认(2 模温,加热筒温度正确适当设定(3)开闭模及顶出设定确认(4)射出压力:无特殊原因先一段中低速设定(5)保压先设定为0(6)射出速度:无特殊原因先一段中低速设定(7)螺杆转速:一般设定为80RPM (8)背压:以0开始设定加至螺杆无法转动再提前为优先标准设定(9)射出时间:稍短设定(10)冷却时间:稍长设定(11)保压切换位置,计量长度及松退行程设定注意要点:1 先做短射品(有些产品第一次需注饱模,预防粘母模),慢慢调至饱模 2 顶出设定需严谨 3 螺杆参数设定要谨慎温度(1)料筒温度:与塑料的特性有关,最适合的温度范围在粘流態温度和热分解温度之间。
温度过高,冷却时间长,塑料易热分解;温度过低,流动性不好。
温度分布从料斗一侧(后端)起至喷嘴(前端)逐步升高。
以使塑料温度平稳上升达到塑料均匀塑化。
(2)喷嘴温度:一般略低于料筒的最高温度,以防止熔料在喷嘴处发生“流涎”现象。
喷嘴温度也不能过低,否则会造成熔料早凝将喷嘴堵死(3NH1喷嘴温度以不溢料为原则尽可能高温(4)H1主料温度第一段以不变黄为原则尽可能高温 (5H2-H3主料温度第2,3段温度按阶梯式下降(6)H4料温度后段以不发生搅碎声为原则尽可能低温第二章 . 多级注塑由于浇道系统及各部位几何形状不同,不同部位对于充模熔体的流动速度,压力提出要求,否则就要影响熔体在这一部位的流动性能或高分子的结晶定向作用,以及制品的表现质量。
在一个注射过程中,螺杆向模具推进熔体时,要求实现在不同位置上有不同注射速度和不同注射压力等等工艺参数的控制,这种注射过程称为多级注塑。
1 注射压力:是指螺杆头部对塑料熔体所施加的压力。
其作用是克服塑料熔体从料筒流向型腔的流动阻力。
塑化的塑料在螺杆的推挤作用下至料筒前端,经过喷嘴及模具的胶注系统进入模具型腔。
给予熔体一定的充填速率以及对熔体进行压制。
目前,大多数是注射速度进行多级控制注塑机,通常可以把注射全部行程分1个或1~5个区域,并把各区域设置成各自不同的适当注射速度。
第三章射出成形原理

排气式螺杆的示意图
剪切环设计尺寸
排气式螺杆的特点
第二段螺杆的输送能力应大於第一段螺杆的输送能力,例如当 第一段螺杆的直径在20~70mm时,节距为0.7倍直径,直径在 70mm以上,节距为0.8倍直径螺杆,而第二段螺杆的节距通常 等於螺杆直径 进入排气段前塑料应完全熔化 第一段螺杆的计量段沟深小,产生高剪切率,有助於将塑料黏 度薄化,使塑料在排气段更易流动,而易於排气 在第一螺杆结束后可加装一个剪力环,以确保塑料的完全熔化, 并且有助於精确控制输出量 与相同长度的标准型螺杆比较,输出量约减少15~30%
螺杆式
预备可塑化
塑料塑化的关键--螺杆 塑料塑化的关键 螺杆
计量区 熔化区 进料区
螺杆前端构造
止逆阀的作用
进料时止逆阀上的滑动环向前,熔胶由滑动环内侧流经沟槽,蓄 积在螺杆前端,射出时螺杆向前,螺杆前端压力剧增,滑动环向 后抵住环座,产生止逆作用,防止熔胶逆流
标准型螺杆构造
(a)固体输送区(solid conveying zone): 固体输送区(又称进料区)的功能是 将藉由重力落入此一区域的塑料颗粒挤压成成固体床并以塞状向前移动, 其主要的驱动力是塑料与套筒内侧表面的摩擦力(F1)及塑料与螺杆表面 的摩擦力(F2)之差(即F1-F2),当F1愈大於F2,则输送能力就愈高.若固 体塑料的孔隙度较大,则整体密度(Bulk density)较低,因此在进料区必 须有较深的螺杆沟深,以利吃料并维持输送量的稳定. (b)熔化区(melting zone):从熔融池的出现到固体床完全熔化,此段区域 称为熔化区,其功能主要是藉由摩擦热及套筒加热将固体塑料熔化.凡 举螺杆熔化速率,背压高低及熔化是否完全,在此段均受到决定性的影 响.当固体塑料熔化时,由於孔隙度消失体积会缩小,因此必须缩小螺 杆与套筒之间的流道断面以维持塑料的压缩效果,通常可由沟深缩小或 导程(pitch)缩小来达到目的.熔化区的长度取决於塑料熔化的速度,例如 结晶性材料(如尼龙)熔化速度快,熔化区的长度较短,非结晶性材料(如 PVC)熔化速度慢,熔化区的长度较长.不过一般而言,较长的熔化区有 较佳的排气及混炼效果.
射出机成型条件最佳化

6
7
注塑机的运行周期
> 若要有效的缩短周期,首先必须完整的了解整个注塑周期
8
9
注塑机开始运行前应有的操作
> 安排足够长的预热时间,让机器从常温加热到工作温度,时间 根据机器的大小而定,通常需要一个小时或更长时间。 > 假如料筒中还有塑料,则必须加热料筒直到塑料完全融化,并 在完全融化之后增加20~30MIN的浸透时间
24
25
螺杆后退
> 螺杆后退位置的确定就是螺杆停止旋转的点的确定,该数值决 定了可以注入模具的塑料的量,以及保压结束后的软垫尺寸。
26
27
28
注塑喷嘴温度
29
注塑速度
30
31
注塑压力
压力过高, 损坏模具
压力过低, 无法充满模 具
32
补压
> 所有的补压技术其目标都是实现一个持续不断的腔室(模腔) 最大压力,使生产出来的部件达到所期待的的尺寸及性能。
33
34
注塑压力
压力过高, 损坏模具
35
补压压力与保压压力
充填与保压关系
液压阀需要20~100毫秒 的延迟响应,在液压阀延 迟响应期间,腔室就被注 满了
36
37
模具冷却
> 若流经冷却器的水流量不足,会引起液压油过热,便会触发报 警,并迫使机器停止运转; > 若模具的冷却程度不够,会影响模具的循环时间和部件的质量
16ቤተ መጻሕፍቲ ባይዱ
螺杆旋转
> 螺杆转速的控制
– 在模具打开的前几秒钟,就完成下一批次塑料的融化
17
18
19
20
螺杆旋转
> 螺杆转速的控制
射出成型的5大要素

射出成型條件
成形條件是指,為了獲得所需的成形品,而設定的 成型機的料筒溫度、注射速度、模具溫度等組合成 無數個不同的成型條件。根據這些成型條件所得到 的成型品在外觀,尺寸,機械物性等方面有變化時, 我們必須依賴以往的技術和經驗找出最佳的成型條 件。
成型的五大要素 ☉溫度 ☉壓力 度 ☉時間 ☉位置
原料乾燥不完全而在高溫射出時氣化而產生 排氣不良所致,模腔內熱氣經過壓縮導致部品焦化變黑 模仁漏水,漏油
脫模劑噴太多阻檔空氣排出
瓦斯氣堆積阻礙排氣槽/一次部品過飽模或膠位太多阻礙排氣 料管過大,餘料過多,使原料在料管內過度熔融導致輕微劣解
對策:
使原料在成型前充份乾燥,含水值達到生產要求/選擇適當及排氣功能佳的料管
困氣或燒焦處加開排氣槽或透氣塊/流道加排氣槽 更換防水圈(O型環),一般或高溫防水圈依實際生產需要選擇使用 檢查是否模仁裂/水(油)循環系統裂
噴脫模劑以不影響品質為原則
模具定時保養 調整一次部品成型條件或一次部品減膠
流紋
原因1(噴射紋):
塑料或模具溫度太低,造成塑膠進入模腔快速冷卻 射速過快或進膠口徑太小,形成噴射紋 增加料溫及模溫 降低射速,使原料經過進膠口處,再以高速充填成型 加大進膠口徑(一般改為扇形較佳)
對策:
進點殘留
原因:
射出時間不當,太長或太短都可能造成進點殘留 豎膠道放電與模仁型腔距離太遠 進膠點太大 模具溫度過高
對策:
Leabharlann 調整成型條件 豎膠道放電加深,縮短細部長度 調整進膠點大小(縮小)/加深波仔 調整模具溫度
困氣/燒焦
原因:
射出成型条件
1.4位置 在推荐的位置范圍內,為各流程提供了所需的成型條件參數.
2.射出成型流程圖 3.檢測機器顯示的參數是否與<射出成型條件卡>相符. 4.具體檢測步驟
流程圖
檢測動作
4.1 按一下‘開關模’按鍵,顯示開關模參數.依照射出成型條件卡,檢測 顯示器上 之參數,是否在< 成型條件卡>之開關模參數(壓力,速度,位置 )的規定范圍內. 4.2 按一下‘射壓’按鍵,顯示射壓參數.依照射出成型條件卡,檢測顯示 器上之參數, 是否在<成型條件卡>之射壓參數(壓力,速度,位置)
的 成品組合.
1.2壓力 射出壓力,實際的射出壓力依多種變數而定.一般而言,最低的
射出壓力對所需之成品特性,外觀,成型循環時間較有好處.
原料成型熔融溫度表
壓力.速度.位置
1.2.2背壓 一般的推荐之背壓為3KG/CM2~7KG/CM2,以確保熔融均勻和一 致的射出量.
1.3射出速度 快速的填充可提供較長的流動;慢速的填兗可避免噴咀痕和蛇紋.
及保壓參數(壓力,速度,時間)的規定范圍內. 4.3再按一下‘射壓’按鍵,顯示加料參數.依照射出成型條件卡,檢測顯
示器上之參數,是否在<成型條件卡>之加料參數(壓力,速度,位置,射出 時間,冷卻和循環時間)的規定范圍內. 4.4按一下‘溫度’按鍵,顯示溫度參數.依照射出成型條件卡,檢測顯示器 上之參數,是否在<成型條件卡>之溫度參數(射嘴,一~四階段) 的規定范圍 內.
射出成型条件
按一下以編輯母片標題樣式
按 一下以編輯母片次標題樣式
溫度.壓力
射出成型條件分析
1.射出成型條件 1.1溫度 1.1.1 樹脂熔融溫度.在推荐之樹脂熔融溫度內,CYCOLOY樹脂有著很傑 出的熱安定性. 1.1.2 模具溫度,在推荐范圍內,高的模溫可得較好的流動性,高的結合 線強度和低成型內應力;低的模溫將會有高成型內應力和妥協
射出成型条件的参数控制
25 成品拔模角度
70~150rpm
26
行程效率
13
射膠量
採用理論射膠量
27
機台大小
的 70 % ~ 80 %
成型條件 射嘴 203~295℃ 前段 220~295℃ 中段 210~290℃ 後段 180~210℃
10~80℃ 30~60% 100~250kg/cm² 1.04~1.06g/cc 82~122℃ 0.4~0.8% 1.0~1.2 0.00006~0.00013/℃ 0.3~0.8% 66~113℃ 2~5 度 0.8 ~ 0.95 %
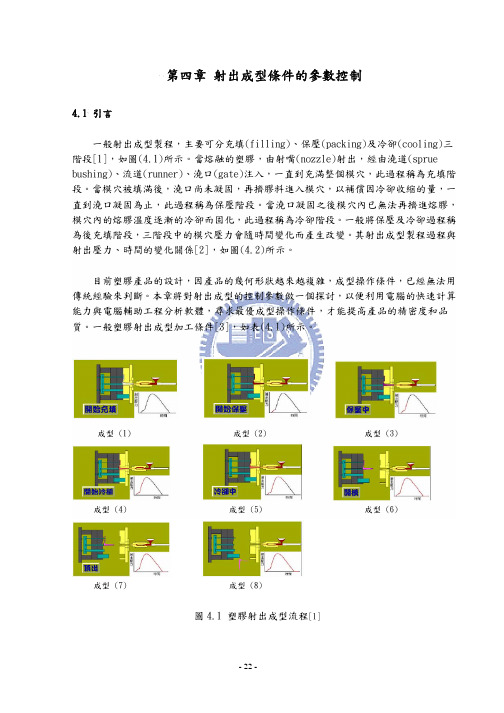
目前塑膠產品的設計,因產品的幾何形狀越來越複雜,成型操作條件,已經無法用 傳統經驗來判斷。本章將對射出成型的控制參數做一個探討,以便利用電腦的快速計算 能力與電腦輔助工程分析軟體,尋求最優成型操作條件,才能提高產品的精密度和品 質。一般塑膠射出成型加工條件[3],如表(4.1)所示。
成型 (1)
成型 (2)
佔機台料管總容量 的 50-70%
- 23 -
4.2 成型的控制參數
成型控制參數影響成品的品質,但要如何掌握成型作業的控制參數,才能讓成品的 品質符合客戶標準要求,且不需要用特別技術能力來進行作業,就可將成品順利成型。
由於射出成型條件的選擇,與實際現場認知上的不同,常見模流分析加工條件的錯 誤設定,尤其是發生在設定充填時間;而實際現場的充填時間為射出機台的輸出值,其 值除了包含充填所需的時間外,也可能包含保壓所需的時間;而模流分析的充填時間是 輸入值,與保壓時間分別設定,若直接輸入射出機台輸出的充填時間,則會造成充填時 間過長,而導致成品短射的問題;導致這個問題的主要原因在於,一般射出機台的設定 為螺桿行程控制,而充填時間只是螺桿行程結束時的輸出值。一般塑膠射出成型加工影 響品質的基本注意事項,有加工溫度、流動速度、體積收縮、冷卻速率、應力殘留、頂 出溫度等。
射出成型条件(讲义)

溫控參數
乾燥溫度 料筒溫度 模具溫度 油溫
28
注塑參數
• 注射量
定義: 注射機螺桿在注射時,向模具內所注射塑料 的熔體量(g) 注射量=螺桿推進容積 × ρ× C ρ = 常溫下塑料密度(g/cm3) C = 注塑溫度下,塑料體積膨脹率校正係數 結晶聚合物C≒0.85 ;非結晶聚合物C≒0.93
29
•保壓時間
設定原則:1. 在保壓壓力不變時,連續延長保壓時間, 再確認產品重量變化狀況,當產品重量 不隨時間增長而增重時的最小時間,可 作為適當的保壓時間。 2. 依成品大小(塑料射出量)與澆口大小決 定保壓時間。
22
射出機之選擇
3. 注射量(shot weight)
通常以最大射出量表示為克或盎司(oz)
理論射出容量,換算苯乙烯(PS)熔膠之重量
23
射出機之選擇
4. 塑化能力(Plasticizing capacity)
注塑機構能將粒狀塑料變成熔膠的能力 以每小時多少公斤表示, 一般以PS為塑化能力的基準
若設出壓力設定過高,會減短油壓缸與模具壽命, 並使產品產生毛邊及殘餘應力。 柱塞式成型機的射出壓力設定要比螺旋式高。
39
注塑參數
•保壓壓力
定義:塑料射出後維持射出壓力,亦稱為二次射壓 作用:1. 在澆口尚未冷卻前維持被壓縮狀態,阻止模 腔中未硬化塑料,在殘於應力作用下倒流, 防止產品收縮、避免縮水、減少真空泡 2. 減少產品因受過大的注射壓力而易產生黏膜 爆裂或彎曲
成型教材
Jack Zhu 2012/04/21
1
大綱
• • • • • • • 概述 成型三要素 成型加工四大要素 成型條件五要素 典型射出成型週期 射出機之組成 射出機之選擇
塑胶射出成型条件与调整之基本概念
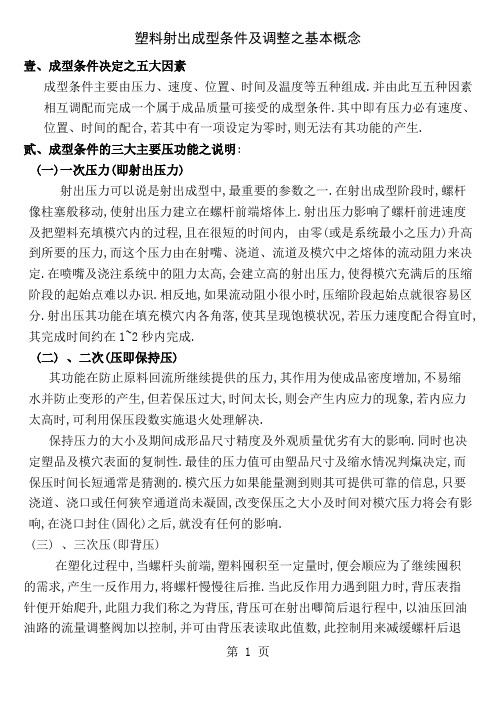
塑料射出成型条件及调整之基本概念壹、成型条件决定之五大因素成型条件主要由压力、速度、位置、时间及温度等五种组成.并由此互五种因素相互调配而完成一个属于成品质量可接受的成型条件.其中即有压力必有速度、位置、时间的配合,若其中有一项设定为零时,则无法有其功能的产生.贰、成型条件的三大主要压功能之说明:(一)一次压力(即射出压力)射出压力可以说是射出成型中,最重要的参数之一.在射出成型阶段时,螺杆像柱塞般移动,使射出压力建立在螺杆前端熔体上.射出压力影响了螺杆前进速度及把塑料充填模穴内的过程,且在很短的时间内, 由零(或是系统最小之压力)升高到所要的压力,而这个压力由在射嘴、浇道、流道及模穴中之熔体的流动阻力来决定.在喷嘴及浇注系统中的阻力太高,会建立高的射出压力,使得模穴充满后的压缩阶段的起始点难以办识.相反地,如果流动阻小很小时,压缩阶段起始点就很容易区分.射出压其功能在填充模穴内各角落,使其呈现饱模状况,若压力速度配合得宜时,其完成时间约在1~2秒内完成.(二) 、二次(压即保持压)其功能在防止原料回流所继续提供的压力,其作用为使成品密度增加,不易缩水并防止变形的产生,但若保压过大,时间太长,则会产生内应力的现象,若内应力太高时,可利用保压段数实施退火处理解决.保持压力的大小及期间成形品尺寸精度及外观质量优劣有大的影响.同时也决定塑品及模穴表面的复制性.最佳的压力值可由塑品尺寸及缩水情况判熂决定,而保压时间长短通常是猜测的.模穴压力如果能量测到则其可提供可靠的信息,只要浇道、浇口或任何狭窄通道尚未凝固,改变保压之大小及时间对模穴压力将会有影响,在浇口封住(固化)之后,就没有任何的影响.(三) 、三次压(即背压)在塑化过程中,当螺杆头前端,塑料囤积至一定量时,便会顺应为了继续囤积的需求,产生一反作用力,将螺杆慢慢往后推.当此反作用力遇到阻力时,背压表指针便开始爬升,此阻力我们称之为背压,背压可在射出唧简后退行程中,以油压回油油路的流量调整阀加以控制,并可由背压表读取此值数,此控制用来减缓螺杆后退之速度,并可测计量区的反作用力,如果当背压太大将会造成螺杆不退原地空转,迫使塑料从喷嘴流出,因此一般背压使用很少超过35kg/cm2背压的主要作用为:●增加背压,可增加螺杆对熔融树脂所做的功.●增加背压,可提高熔融温度及其均匀程度.●增加背压,可消除未熔的塑料颗粒.●增加背压,可增加料管内原料密度及其均匀程度.由以上可知背压的优点.不过增加背压却会降低螺杆的出力,而且也会破坏玻璃纤维的长度并且改变下班的特性,不得不注意.若依螺杆而言,在没有加阻料环的情况下,通常螺沟愈深,则输出量对射出压力詷整会相当敏感,背压的作用亦非常明显,反之深浅则输出量对射压调整并不明显,机械背压的感应也就罗不敏感.背压常被运用来提高料管理温度,其效果最为显著.参、射出至保压力的切换:A: B: C: D:↑从射出阶段到保压阶段无切换点的射出成形↑切换廷迟切换提早正确的切换,从射出至保压是平顺的转换模具卸料(材料回料管)↑用保压力充满模穴↑时间→时间→时间→时间→模穴内压曲线及影响的因素(a)轴赂移动速度(v) (b)模具温度(t)(c)浇口几何形状 (d)压力传感器及浇口的距离(g)由于有关模穴的内压力数据一般都不可靠,而使压压力切换点的选择经常是不正确的.列出四种基本的可能性:(a)没切换的射出(b)切换较迟的射出(c)切换较早的射出(d)较佳切换的射出如果最后压力越近于填充压力时,不用保压压力切换点的操作是可行的,这操作大部分发生于有小的浇口及有大的流向长/厚度比的塑品.即使浇口很大,相对地要求达到高的射出速度,而发生延迟切换的机会很大,其经常伴随着高度挤压的危险.除了对尺寸及毛边的不良影响,延迟切换是造成模穴边缘变形及夹模单元超负载的危险的主因.继而造成对系杆(大柱)的永久性伤害,甚至于长期运转后会继裂而报废.当从高的射出压力切换到较低的保压压力时,会造成熔体的回流,而在塑品内部形成不好的应力排列,若保压压力于浇口塑料固化前被切掉,也会有同样的状况.压力逆传的现象表示提早切换至保压压力,充填过程中的平衡,发生在偏低的保压压力状况,且因而降低射出速度.在切换瞬间,会造成短暂的流动停而使产品的表面产生令人压烦贩痕迹.从射出压力切换至保压压力的决定有三个主要方法,而其及后列三项有关:(1)时间、(2)位置、(3)模穴压力.(一)、利用时间切换此方法是从射出起始点开始计时,经过预定设定的时间,即送出一信号.此法不考虑在螺杆前端熔体的压缩性及其粘滞性、进料的准确性、射出速度变化、其中油压压力会造成螺杆位置偏移(进料结束点保压起始点)及其它相关的行程(进料行程、射出行程).最成结果是大变化性的质量规范,尤其是有关成型品的重量尺寸.因此,利用时间切换,原则上是不适当的,不用怀疑,它是所有方法里最糟的选择.(二)利用位置这种方法由证实是有用的且广泛被应用,切换信号是经由保压压力换位置的极限开关所送出.如果射出行程大部分维持固定,则切换点可视同每次皆在相同充填容积下发生.这种方法在保太行程很短的情况下会出问题,危险的是小的变化阻止每次的切换动作,在此情况下,最好还是完全不要有切换过程.此外包括进料行程的变化,极限开关的不准确,止逆阀的失效、不同的熔体粘度都会造成此方法出现问题.(三) 、利用模穴压力切换最近几年,利用压力切换的方法已被成功地使用,即使是在最糟的实际生产条件下.模穴压力在达预设之压力时,去作动切换功能其优点是有稳定可靠的切换信号,而此信号是基于绝对量的压力值所产生,使得切换更有效率.采用压力监视,可使螺杆行程和止逆阀功能的影响被排除.此种方法和两种方法一样不能对液压油、熔融塑料、模具等作温度变化补偿,或是射出速度的变化被赏.在压缩阶段压力快速上升用此种方法更具效率,因为在此状况下特别精密及适时的切换可强制性地避免压力峰的出现.在多种成形种类之中,此法特别适合用于那些分模面宽广及不允许毛边出现的情形,例如设备的平面盖板,其只有一点深度.肆、一般工程塑料成型不良原因及解决方法一、聚碳酸酯(PC)二、聚氧化二甲苯(变性PPO树脂)(MPPO)三、苯对苯二甲酸丁酸(PBT)第 11 页。
射出成型最佳成型

射出成型最佳成型條件設定方法一﹑設定條件有哪些﹖鎖模裝置﹕(1)鎖模壓力(2)鎖模速度(3)低壓鎖模(0〜5Kg/cm2)(1)開模壓力(2)開模速度射膠裝置﹕(1)射膠壓力(2)射膠速度(3)保持壓力(4)料管溫度(5)螺杆轉速(6)背壓(7)時間(又分為射膠時間﹑保壓時間和冷卻時間)(8)螺杆位置二﹑射膠工程中熔融塑料異常升溫分析﹕熔融塑料流動時有異常升溫部位﹕(1)螺杆壓縮段(塑料被擠壓而升溫)約150C〜200C(2)噴嘴部小孔射出塑料之瞬間升溫約50C〜100C(3)流道之澆口(限制澆口)升溫約200C〜300C總共升溫范圍(1)+(2)+(3)=400C〜600C三﹑料管(缸)溫度之設定方法﹕先要由材料特性目錄中查出各種材料的分解溫度值材料分解溫度值減去升溫最上限600C=H1之溫度值H2﹑H3……逐漸遞減段差應以射出機最大射出量之30-40%(射成品+流道)段差為150C射出機最大射出量之50-60%(射成品+流道)段差為100C射出機最大射出量之70-80%(射成品+流道)段差為50C噴嘴部視材料之熔融粘度高低而增減﹕(1)粘度高者為﹕H1+50C=NH值﹐如PC﹑PMMA﹑PVC(2)粘度低者為﹕H1-50C=NH值﹐如PS﹑PP﹑ABS料管中熔融塑料溫度之簡易測知方法﹕玻璃燒杯一個(耐熱4000C以上)﹐將塑料由噴嘴射入燒杯中﹐用3000C溫度計插入一團熔融塑料中心量測之。
當成型品流動比值大或不易流動時﹐設定溫度射入模穴恐因速度過快而呈現外觀不良或塑料局部可能分解之慮﹐故應提高模具溫度—即采用模溫機提高模具溫度來輔助塑膠之流動。
四﹑射出壓力之設定方法﹕射出過程可分為﹕(1)充填階段﹕此階段壓力視成型品之形狀﹑厚薄﹑流動長比值可予適當壓力﹐可將模穴中的空間以塑料取代所以壓力不高﹔(2)壓縮(擠壓)階段﹕成型品充填末端壓力突增高﹐將塑料在成型模穴中壓縮成飽滿狀態﹔(3)冷卻保壓階段﹕防止塑料自澆口逆流而造成成品收縮凹陷﹑尺寸精度不良發生﹔保壓值一般為射出壓力的30-40%,依成型品需求而適當調整。
射出工艺条件设定

烘干时间 (hr) 1~2 1~2 1~2 1~2 1~2 1~2 2~ 1~ 2~ 2~4 4~ 3~4 2~
适应模温 (℃) 50~70 50~70 20~50 20~70 20~50 20~70 40~80 20~55 40~120 80~100 60~100 60~90 60~90
可塑化料温 (℃) 140~180 150~180 160~240 200~280 200~300 180~260 180~260 130~150 185~230 270~310 250~280 230~260 240~270
CDC-2000界面设定说明
开锁模的设定原则
开模的过程:
慢速—快速—减速
条件设定重点:
开模的设定重点在于速度的设定控制,快速的行 程应为最长,以缩短开模无功行程时间. 其位置已由锁模相关部分设置.开模的终点位置 的设定由顶出的位置及取拿的方便与否决定. 压力的设定不宜高,适中即可,一般取25%~35%之 间,并且可相使用相同的压力.
一般将射出行程分为三~四段
各区段分别发挥适当的射速:
熔融材料开始通过浇口时减慢射速,充 填成型阶段增高射速于充填终了时再降低 射速.此方法可防止毛边消除浇口部的流 痕,减轻成型品的残留应力,防止模芯偏 移.
多段射出五大要素说明
速度
快速充模
中速充模
多段射出五大要素说明
速度
慢速充模 速度控制的效果
初速小,防止模具变形,末端速度小防止过度 充填.使保压切换位置正确时以小锁模力注塑, 大成型品成形通过浇口后再加速,防止喷流现象 和银丝.浇口附近,肉厚部分减速可使凝回层稳 定,防止布纹状缺点变速位置改动,可改变熔接 位置,改善产品不良部位.
射出工艺品主要参数说明
射出成型参数设定方法
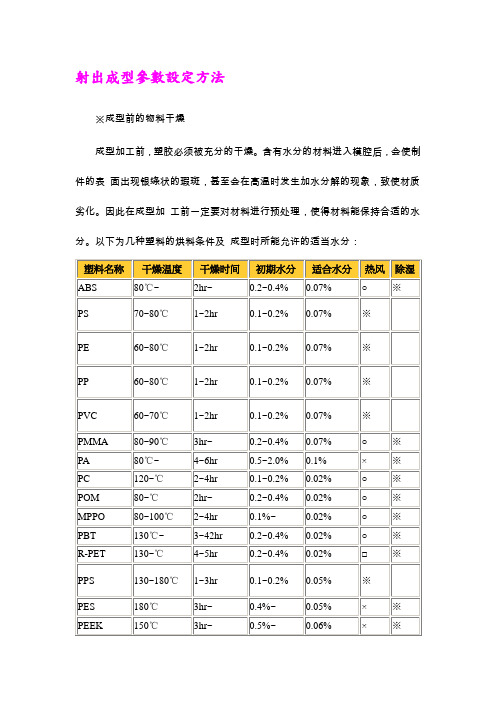
射出成型參數設定方法※成型前的物料干燥成型加工前,塑胶必须被充分的干燥。
含有水分的材料进入模腔后,会使制件的表面出现银绦状的瑕斑,甚至会在高温时发生加水分解的现象,致使材质劣化。
因此在成型加工前一定要对材料进行预处理,使得材料能保持合适的水分。
以下为几种塑料的烘料条件及成型时所能允许的适当水分:※模温的设定⑴模温影响成型周期及成形品质,在实际操作当中是由使用材质的最低适当模温开始设定,然后根据品质状况来适当调高。
⑵正确的说法,模温是指在成形被进行时的模腔表面的温度,在模具设计及成形工程的条件设定上,重要的是不仅维持适当的温度,还要能让其均匀的分布。
⑶不均匀的模温分布,会导致不均匀的收缩和内应力,因而使成型口易发生变形和翘曲。
⑷提高模温可获得以下效果;①加成形品结晶度及较均匀的结构。
②使成型收缩较充分,后收缩减小。
③提高成型品的强度和耐热性。
④减少内应力残留、分子配向及变形。
⑤减少充填时的流动阴抗,降低压力损失。
⑥使成形品外观较具光泽及良好。
⑦增加成型品发生毛边的机会。
⑧增加近浇口部位和减少远浇口部位凹陷的机会。
⑨减少结合线明显的程度⑩增加冷却时间。
※计量及可塑化⑴在成型加工法,射出量的控制(计量)以及塑料的均匀熔融(可塑化)是由射出机的可塑化机构(Plasticating unit来担任的①加热筒温度(Barrel Temperature)虽然塑料的熔融,大约有60~85%是因为螺杆的旋转所产生的热能,但是塑料的熔融状态仍然大受加热筒温度的影响,尤以靠近喷嘴前区的温度--前区的温度过高时易发生滴料及取出制件时牵丝的现象。
以下表格为几种塑料的适当料温、模温及成型收缩率等。
②螺杆转速(screw speed)A.塑料的熔融,大体是因螺杆的旋转所产生的热量,因此螺杆转速太快,则有下列影响:a.塑料的热分解。
b.玻纤(加纤塑料)减短。
c.螺杆或加热筒磨损加快。
B.转速的设定,可以其圆周速(circumferen-tial screw speed)的大小来衡量:圆周速=n(转速)*d(直径)*π(圆周率)通常,低粘度热安定性良好的塑料,其螺杆杆旋转的圆周速约可设定到1m/s上下,但热安定性差的塑料,则应低到0.1左右。
塑料模流分析附录A-射出机成形条件设定

附录A 射出机成形条件之设定塑件品质受成形条件的影响甚巨。
从图A-1的成形窗口可知,当降低工作温度,就必须提高压力来将熔胶输送到模穴;假如工作温度太高,可能造成塑料热裂解。
另一方面,假如射压太低可能造成短射;射压太高则会产生毛边。
图A-1 成形窗口显示压力与温度的影响在设定成形条件之前,你应该先确定射出机的性能正常,模具是否设计给特定的射出机使用。
以下提供设定射出机的详细步骤:1.设定熔胶温度。
2.设定模具温度。
3.设定充填转保压位置。
4.设定螺杆转速。
5.设定背压。
6.设定射出压力为机器的最大射出压力。
7.射定保压为0 MPa。
8.设定射出速度为机器的最大射出速度。
9.设定保压时间。
10.设定足够的冷却时间。
11.设定开模时间。
12.逐渐增加射出量以进行一系列的短射实验。
13.切换成自动操作。
14.设定开模行程。
15.设定顶出行程、起始位置及速度。
16.设定射出量为99%的充填。
17.逐渐增加保压压力。
18.最小化保压时间。
19.最小化冷却时间。
步骤1. 设定熔胶温度熔胶温度是成形条件最重要的参数之一。
熔胶温度太低,使塑料无法完全熔化,或太黏而无法流动;熔胶温度太高,可能使塑料裂解,特别是POM或PVC 树脂更是如此。
熔胶与模具的建议温度可以请树脂供货商提供,或是使用表A-1的建议值。
大部份的树脂因为螺杆在料筒内旋转产生摩擦热而熔化。
料筒上通常会3~5组加热区域或加热片,主要功用是维持树脂在适当的温度。
设定加热片温度的规则为:●应该让温度从喷嘴到料斗附近逐渐降低。
●最接近料斗的加热片设定温度应该比计算之熔胶温度低40~50℃(72~80 °F),使塑料颗粒于塑化过程仍可以顺利地输送。
在喷嘴区的加热片应设定为计算之熔胶温度,并且保持均匀的温度。
设定不当的加热片温度会导致喷嘴处垂涎、塑料裂解或变色,特别是PA材料。
例如,C-mold软件建议使用235 ℃(455 °F)为PA材料的熔胶温度,则可以设定加热片的温度如下:●喷嘴区235 ℃(455 °F)●前段235 ℃(455 °F)●第一中段210 ℃(410 °F)●第二中段195 ℃(383 °F)●后段180 ℃(356 °F)因为旋转螺杆的摩擦热及背压对于熔胶的影响,真实的熔胶温度(或空射温度)通常比加热片的设定温度高。
第三章成形条件的设定
射出位置的设定是多段射出成形关键,位置的设定直接关糸到射出压力的达成与部品充填,射出位置设定依部品的进胶过程进行分段可参照第四章(多段射出条件设定方法).
十三:VP位置的设定
VP位置也是射压与保压切换位置,也是模内压力上升时的位置,对部品的外观尺寸影响极大,如此位置设定有偏差会导致部口品凹陷与毛边共存,模具所承受的是射出压力.品质极不稳定.
5消除料管内熔融材料瓦斯气排放.
一般背压油压机的设定3-20㎏/㎝电动机相对较大25~200之间,背压设定过低时树脂脱气不充分,计量不稳定背压太高时,计量时间长树脂易烧焦过热分解.射嘴处会溢胶造成泠料,使成形品不稳定.高粘度背压需高,低粘度材质背压需相对偏低.
六:射出压力的设定
射出压力:是将熔融树脂充填于模穴内的压力它以压力为上限值以速度为主.即实际射出压力与射出速度实际值成正比.在能满足部品充填的情况下射
射出时间的控制需确认部品的充填状况严禁用射出压力克服部品外观上的不良这样因射出压力是以速度为主压力为上限注射如vp东莞市蓝光塑胶模具有限公司第三章各种成形条件的设定射出时间与材质也有很大的关糸如tpe的橡胶料需低速进胶高射出时间可达秒以上加纤材质浇口易冷却固化射出时间与不加纤材质的射出时间相对要短
东莞市蓝光塑胶模具有限公司
D模具温度的设定与调整依部品的外观与尺寸作参考确定调整方向.当在量产中需作调整时务必参照模具实测温度作分析.
三:树脂计量的设定
树脂计量是:把下一模所必需的溶融树脂量,加热于料管内计量区贮存
计量设定时参照射出前进最小位置,应预留3-5MM树脂留量为基本设定准则,以利保压作用同时也可对螺杆起到保护作用.机台殘留量应保持一致残留量误差需控制在0.1左右,若位置误差很大需对背压与机台逆止环作确认或调整.计量位置若有变动会影向到射出切换位置与VP切换,所以计量位置一经变动需对射出切换位置与VP位置作重新确认或作相对应的调整.
注塑射出成形的各阶段操作设定重点,收藏了

注塑射出成形的各阶段操作设定重点,收藏了注塑汇国内专注注塑业咨询培训服务,致力于注塑业的降本增效疫情以后,注塑行业向何处走?固体塑料的塑化阶段料缸温度及喷嘴温度(1)由第一段(入料处)到第三段(喷嘴前)逐渐升温,每段温度设定值约相差5~10℃,逐步将塑料加热到适当的加工温度,各种塑料有其不同的加工温度。
(2)对低黏度的塑料,为避免在机座后退时造成漏料,通常可将喷嘴温度设定成第三段温度或略低一些(约5℃),但太低将会造成冷料,在射出时易生流痕。
对高黏度的塑料,其设定值可高于第三段温度约5~10℃,射出时可用于将流道系统加热。
(3)熔胶因螺杆旋转而摩擦生热,常导致在第三段熔胶温度高于加热器的设定值,一般甚至可高出15~30℃,因此应避免温度设定太高产生热劣解。
螺杆背压螺杆背压一般约3~10kg/cm2,背压设定的目的主要是抵住螺杆,当进料时塑料输送到螺杆前端,产生熔胶压力而使螺杆缓慢后退。
若螺杆背压大,则塑料自入料口被输送到螺杆前端,所经历的时间较长,因此塑化程度较完全,气体较不易进入,但在螺杆前端产生的熔胶压力也较大,容易在机座后退时造成漏料。
反之!若螺杆背压小,则塑料自入料口被输送到螺杆前端,所经历的时间较短,因此塑化程度较不完全,且气体较易进入。
固体塑料的塑化阶段由于螺杆在进料过程中因熔胶室的增压而后退,因此后面进入的塑料所历经的螺杆长度将变短,对塑料的熔化能力将会发生不足的现象,若因此使未完全熔化的胶粒进入熔胶室而成悬浮状,将严重影响产品质量。
因此随着进料行程的进行,螺杆的后退速度应渐缓,且必须使后进的胶料能在螺沟内有足够的时间熔化。
为达此目的,螺杆背压应随着进料行程的进行而渐增,而螺杆转速应渐减。
螺杆转速•螺杆转速rpm快,则吃料量多,剪切热也较高,但若太快也可能造成塑料分子的剪断•参有玻纤的塑料,若螺杆转速太快,会将玻纤剪断,造成物性降低•随着进料行程的进行,为使后进的胶料能在螺沟内有足够的时间熔化,螺杆转速应渐减。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
射出機成形條件之設定塑件品質受成形條件的影響甚鉅。
從圖A-1的成形視窗可知,當降低工作溫度,就必須提高壓力來將熔膠輸送到模穴;假如工作溫度太高,可能造成塑料熱裂解。
另一方面,假如射壓太低可能造成短射;射壓太高則會產生毛邊。
圖A-1 成形視窗顯示壓力與溫度的影響在設定成形條件之前,你應該先確定射出機的性能正常,模具是否設計給特定的射出機使用。
以下提供設定射出機的詳細步驟:1.設定熔膠溫度。
2.設定模具溫度。
3.設定充填轉保壓位置。
4.設定螺桿轉速。
5.設定背壓。
6.設定射出壓力為機器的最大射出壓力。
7.設定保壓為0 MPa。
8.設定射出速度為機器的最大射出速度。
9.設定保壓時間。
10.設定足夠的冷卻時間。
11.設定開模時間。
12.逐漸增加射出量以進行一系列的短射實驗。
13.切換成自動操作。
14.設定開模行程。
15.設定頂出行程、起始位置及速度。
16.設定射出量為99%的充填。
17.逐漸增加保壓壓力。
18.最小化保壓時間。
19.最小化冷卻時間。
步驟1. 設定熔膠溫度熔膠溫度是成形條件最重要的參數之一。
熔膠溫度太低,使塑料無法完全熔化,或太黏而無法流動;熔膠溫度太高,可能使塑料裂解,特別是POM或PVC樹脂更是如此。
熔膠與模具的建議溫度可以請樹脂供應商提供,或是使用表A-1的建議值。
大部份的樹脂因為螺桿在料筒內旋轉產生摩擦熱而熔化。
料筒上通常會3~5組加熱區域或加熱片,主要功用是維持樹脂在適當的溫度。
設定加熱片溫度的規則為:●應該讓溫度從噴嘴到料斗附近逐漸降低。
●最接近料斗的加熱片設定溫度應該比計算之熔膠溫度低40~50℃(72~80 °F),使塑膠顆粒於塑化過程仍可以順利地輸送。
在噴嘴區的加熱片應設定為計算之熔膠溫度,並且保持均勻的溫度。
設定不當的加熱片溫度會導致噴嘴處垂涎、塑料裂解或變色,特別是PA材料。
例如,C-mold軟體建議使用235 ℃(455 °F)為PA材料的熔膠溫度,則可以設定加熱片的溫度如下:●噴嘴區235 ℃(455 °F)●前段235 ℃(455 °F)●第一中段210 ℃(410 °F)●第二中段195 ℃(383 °F)●後段180 ℃(356 °F)因為旋轉螺桿的摩擦熱及背壓對於熔膠的影響,真實的熔膠溫度(或空射溫度)通常比加熱片的設定溫度高。
當噴嘴剛退離模具的瞬間,迅速將溫度探針插入熔膠射到空氣中的位置,就可以量測到真實的熔膠溫度。
表A-1 常用樹脂的建議熔膠溫度與模具溫度PA 6 1105275230/446255/491300/57270/15885/185110/230133/271PA 66 100 5 275260/500280/536320/60870/15880/176110/230158/316PBT 35 2.16250220/428250/482280/53615/6060/14080/176125/257PC 20 1.2300260/500305/581340/64470/15895/203120/248127/261PC/ABS12 5 240230/446265/509300/57250/12275/167100/212117/243PC/PBT 465275250/482265/509280/53640/10460/14085/185125/257PE-HD 152.16190180/356220/428280/53620/6840/10495/203100/212PE-LD 102.16190180/356220/428280/53620/6840/10470/15880/176PEI 155.00340340/644400/752440/82470/158140/284175/347191/376PET 275290265/509270/518290/55480/176100/212120/248150/302PETG 23 5 260220/428255/491290/55410/5015/6030/8659/137PMMA 10 3.8230240/464250/482280/53635/9060/14080/17685/185POM 202.16190180/356225/437235/45550/12270/158105/221118/244PP 202.16230200/392230/446280/53620/6850/12280/17693/199PPE/PPO 4010265240/464280/536320/60860/14080/176110/230128/262PS 155200180/356230/446280/53620/6850/12270/15880/176PVC 5010200160/320190/374220/42820/6840/10470/15875/167SAN 3010220200/392230/446270/51840/10460/14080/17685/185步驟2. 設定模具溫度使用塑料之熔膠溫度和模具溫度可以參考樹脂供應商提供的建議資料,或是參考表A-1。
模溫可以用溫度計量測。
如圖A-2所示,射出成形時,模穴表面平均溫度高於冷卻劑溫度,因此,應該將冷卻劑溫度設定在模溫以下10~20 ℃(18~36 °F)。
假如射出成形時的模溫是40~50 ℃(72~80 °F)或更高,應考慮在模具與鎖模板之間添加絕熱板以節省能源,維持製程的穩定性。
圖A-2 模具之不同位置的溫度―時間圖,(a)為模穴表面,(b)冷卻管路壁面,(c)為冷卻管路出口,(d)為冷卻管路入口。
射出成形應儘可能使用最低的設定溫度,使得成形週期時間最小化。
然而,因為較高的模溫可以產生較佳光澤度和較高結晶度的塑件,有時候也可能應用較高溫度來改善塑件外觀。
塑件具有深長的公模心時,應該在公模心側使用較低的冷卻劑溫度,以降低公模面與母模面的溫差。
縮減兩側模板冷卻劑之溫差可能縮短成形週期時間,有助於使用較低成本生產高品質的塑件。
根據經驗,固定側與移動側的冷卻劑溫差應該小於20 ℃(36 °F),細節與模板的熱膨脹性有關。
高溫差造成公、母模板熱膨脹的差異,可能使導銷之對齊產生問題,大型模具的情況將更嚴重,有時還會鎖死模具。
步驟3. 設定轉換位置轉換位置(switch-over position)是充填階段轉保壓階段時的螺桿位置,緩衝量(cushion)是螺桿可抵達的最遠位置和轉換位置的距離,如圖A-3所示,所以轉換位置決定了緩衝量。
應該在緩衝量行程提供適量的塑料以進行保壓,太短的緩衝量可能造成塑件凹陷。
典型的緩衝量約5~10 mm。
此步驟將轉換位置設定為充填2/3模穴的位置,以避免模板和模具的傷害。
稍後將於步驟12再增加射出塑料體積,以充飽模穴。
圖A-3 螺桿在各階段的位置步驟4. 設定螺桿轉速設定所需之螺桿轉速以塑化樹脂。
應注意到不要因為塑化過程而加長週期時間,否則就該增加螺桿轉速。
理想的螺桿轉速是在射出成形週期的最終點發生塑化,不會拖長週期時間。
樹脂供應商可以提供特定樹脂的螺桿轉速。
步驟5. 設定背壓建議背壓值大約5~10 MPa。
太低的背壓導致不均勻的塑件,增加背壓會增加摩擦力對於熔膠溫度的影響,因而縮短塑化時間。
假如塑件重量是在射出機射出量的高百分比,就應該使用較高的背壓以縮短塑化時間;假如在低百分比,就可以使用較低的背壓,讓塑料在料筒內待較長時間或較多個循環,才抵達噴嘴。
步驟6. 設定射出壓力為機器之最大值射出壓力是螺桿前端的熔膠壓力,理想的射出成形應該盡量使用可接受的最低的射出壓力,以降低塑件的內應力。
但是將機器設定在最高射出壓力,則可以完全地利用機器的射出速度,而不會受到壓力設定閥限制速度。
由於在模具完全充飽之前就已經轉換到保壓階段,最高射出壓力的設定並不會對模具造成損害。
步驟7. 設定保壓壓力為0 MPa此階段將保壓設定在0 MPa,使螺桿到達轉換位置就停止運動,如此可以避免損壞模具或鎖模機構。
稍後將在步驟17再設定保壓力力為最終設定值。
步驟8. 設定射出速度為機器之最大值儘可能採用的最高射出速度,以獲得較低的流動阻力,方便將熔膠推進較長的流動長度,改善縫合線強度。
然而,要改善縫合線強度可能還需要增加排氣孔。
適當的排氣孔可以最小化塑件瑕疵。
排氣不良會導致模穴內的氣體被壓縮,使模穴溫度和壓力都偏高,造成燒痕、塑料裂解和短射的問題,所以,應該好好設計排氣系統以避免或最小化包風所造成的問題。
模流分析軟體可以顯示縫合線、熔合線和包風的位置,以便改良設計。
射出成形時必須經常清潔模面及排氣系統,特別是PVC或ABS/PVC材料更是如此。
C-mold可以根據選用機器規格、塑件體積和射出壓力所求得的最高射出速度估算充填時間。
假如需要使用較高的射出壓力時,會減低射出速度,導致更長的充填時間。
假如射出現場有增壓器或貯壓器,可能縮短實際的充填時間。
假如射出速度沒有調節到最大值,可能需要加長射出時間。
另外,射出現場也可能將螺桿移動的時間視為充填時間,但它的定義卻是充填時間加上保壓時間,實際的充填時間應該在轉換位置就結束了。
步驟9. 設定保壓時間理想的保壓時間設定在澆口凝固時間或塑件凝固時間。
第一次的執行模擬時,可以將保壓時間設定為C-mold預估之充填時間的10倍。
C-mold也可以估算你的設計之澆口凝固時間,他選擇澆口凝固時間與塑件凝固時間之較短者為保壓時間,作為最初設計的參考值。
可以等到步驟18再修改保壓時間。
步驟10. 設定充足的冷卻時間冷卻時間可以計算或概估而得到。
冷卻時間(cooling time)包括圖A-4之保壓時間(holding time)和剩餘冷卻時間(remaining cooling time)。
最初期的保壓時間和剩餘冷卻時間可以各估算為充填時間的10倍。
例如預測充填時間為0.85秒,則最初預估的保壓時間為8.5秒,再增加8.5秒的剩餘冷卻時間,如此可以確保塑件與流道系統充分凝固後,再進行塑件頂出。
圖A-4 週期時間與各階段的時間步驟11. 設定開模時間開模時間(mold open time)通常設定為2~5秒。
這段時間打開模具、頂出塑件和關閉模具的時間。
週期時間是充填時間、冷卻時間和開模時間的相加。
步驟12. 逐次增加射出體積以進行短射實驗模流分析軟體可以計算塑件重量和熔膠輸送系統的重量。
使用這些資料,再配合螺桿直徑和料筒內徑,可以預估射出熔膠總體積和射出位置。
將保壓壓力設定為0 MPa,先充填2/3模穴。
當螺桿位置到達轉換位置,模具之充填動作會停止,如此,可以保護模具和鎖模機構。