标准作业组合票制作方法
标准作业组合票
标准作业组合票标准作业组合票是一种用于管理和监督生产作业过程的工具,它可以帮助企业实现生产作业的标准化、规范化和精细化。
通过标准作业组合票,生产作业人员可以清晰地了解到每个工序的操作要求、质量标准和安全注意事项,从而提高生产作业效率和产品质量。
本文将介绍标准作业组合票的制作和应用方法,希望能对广大生产企业有所帮助。
一、标准作业组合票的制作。
1.明确工序要求,首先,需要对生产作业的每个工序进行分析,明确每个工序的操作要求、工艺流程和质量标准。
2.编制作业指导书,根据每个工序的要求,编制相应的作业指导书,包括操作步骤、注意事项、质量要求等内容。
3.设计标准作业组合票,根据作业指导书的内容,设计标准作业组合票的格式和内容,确保清晰易懂。
4.审核和调整,完成标准作业组合票的设计后,需要进行内部审核和调整,确保内容准确无误。
5.定期更新,生产作业过程中可能会出现工艺调整或改进,因此标准作业组合票需要定期进行更新,保持与实际生产作业的一致性。
二、标准作业组合票的应用。
1.培训新员工,标准作业组合票可以作为新员工培训的重要工具,帮助他们快速掌握生产作业的要求和流程。
2.指导生产作业,生产作业人员在进行作业时,可以根据标准作业组合票的要求进行操作,确保作业质量和安全。
3.监督和检查,生产管理人员可以通过标准作业组合票对生产作业进行监督和检查,及时发现和解决问题。
4.持续改进,通过对标准作业组合票的使用和反馈,企业可以不断改进生产作业流程,提高生产效率和产品质量。
三、标准作业组合票的优点。
1.提高作业标准化水平,标准作业组合票可以帮助企业实现生产作业的标准化,确保每个工序都按照统一的标准进行操作。
2.减少人为失误,标准作业组合票明确了操作要求和质量标准,可以减少生产作业人员的人为失误,提高产品质量。
3.提高生产效率,通过标准作业组合票,生产作业人员可以清晰地了解到每个工序的操作要求,提高作业效率。
4.便于管理和监督,标准作业组合票可以帮助生产管理人员对生产作业进行管理和监督,确保生产作业的规范进行。
如何制定标准作业组合票
如何制定标准作业组合票课程描述:满足客户要求的生产交期对企业而言至关重要,安排不好往往会引起交期延误,客户满意度下降。
标准作业组合票能通过对标准作业工序进行分解和测量,考察员工在目标时间内所能承担的工序范围,进而衡量企业生产能力与客户要求交期之间的匹配程度,为标准作业改善做好准备。
标准作业组合票该如何制定?本课程将通过具体生动的实际案例,为您一一阐述标准作业组合票的制定方法与技巧。
解决方案:他山之石,可以攻玉!虽然不同生产人员在制定标准作业组合票时,都有不同的处理方法,但万变不离其宗!下面我们从实战经验中给大家总结一些方法技巧,以便大家参考借鉴!标准作业组合票是标准作业的“三件套”之一,它主要通过明确各工序的手工作业时间及步行时间,考察T.T内一个作业者所能够承担的工序范围。
制定标准作业组合票。
首先,要现场测量出C.T;然后,计算出T.T;最后,才是标准作业组合票的具体制作。
关于C.T的测量。
首先,确定工序流程;其次,确定工序起止点和观测位置;再次,多次测量工序取均值;最后,累加每道工序平均时间。
除了C.T的测量,计算T.T也是我们制定标准作业组合票的前提。
T.T指的是生产一件产品应该使用的时间值,计算公式为:T.T=计划生产时间/客户需求量。
在对C.T进行测量,并计算出T.T后,下面就要对标准作业组合票进行制作了。
制作标准作业组合票。
首先,要划分好工序作业。
划分工序作业时,要确定好手动作业时间、自动作业时间和步行时间。
然后再对标准作业组合票进行绘制。
最后,将这几部分的思维导图串在一起,就形成了“制定标准作业组合票”的完整方法流程。
或许文字的话大家并不是很清楚,我们可以看下面的思维导图,能让你更加形象的理解和明白该如何制定标准作业组合票。
(思维导图可以下载后放大看,更清楚!)相关课程:如何构建精益生产的硬件基础—生产系统布局如何实施水蜘蛛作业如何利用工作研究实施现场改善如何实现作业规定与作业执行一体化如何运用A3报告解决问题想学习以上课程可以扫描下面的二维码,里面有详细内容及海量课程。
标准作业组合票表格
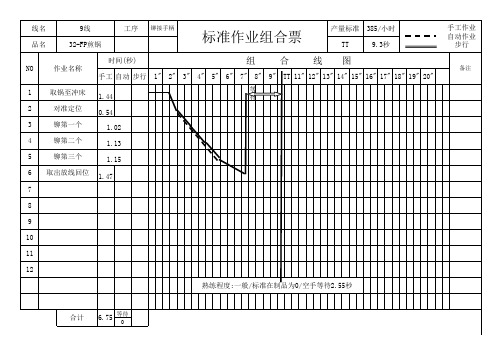
6 取出放线回位 1.42
7
8
9
10
11
12
熟练程度:一般/标准在制品为0/空手等待2.47秒
手工作业 自动作业
步行
备注
合计
6.83
等待 0
线名 品名
9线 32-FP煎锅
工序 冲耳柄孔
标准作业组合票
产量标准 385/小时
TT
9.3秒
时间(秒)
组 合 线图
NO
作业名称
手工 自动 步行 1" 2" 3" 4" 5" 6" 7" 8" 9" TT 11" 12" 13" 14" 15" 16" 17" 18" 19" 20"
线名 品名
9线 32-FP煎锅
工序 铆接手柄
标准作业组合票
产量标准 385/小时
TT
9.3秒
时间(秒)
组 合 线图
NO
作业名称
手工 自动 步行 1" 2" 3" 4" 5" 6" 7" 8" 9" TT 11" 12" 13" 14" 15" 16" 17" 18" 19" 20"
1
取锅至冲床 1.44
1
取锅至冲床
0.94
等 待
2
对准定位
1.17
3
冲第一个孔
0.62
4
转动锅体
1.11
5
定位
0.92
标准作业-标准三票制作要领

标准作业-标准三票制作要领标准三票制作要领1目的通过科学的方法研究生产工艺顺序及作业内容,通过数据的统计研究,寻找浪费点进行改善,不断固化作业标准,规范标准节拍、作业顺序与标准手持,形成标准作业指导性文件,指导员工有序按标准进行生产,保证产品的生产品质。
2适用范围太仓中集标准作业推进班组3定义3.1标准作业三要素标准作业三要素:标准节拍、作业顺序、标准手持3.2标准三票工序能力表、标准作业组合票或山积票、标准作业票3.3工序能力表表示在各工序加工零件各工序的生产能力。
3.4标准作业组合票以生产节拍为基准,将手工作业与机械作业进行组合,确认人与机械的作业分担的比例和作业顺序的工具。
3.5山积票表示一个工序完整作业周期内各项作业单元的作业时间,并将作业时间累积起来作为整个工序的生产节拍。
3.6标准作业票以图表表示每个作业者的作业范围与作业顺序。
是管理监督者表达让作业者怎样操作的管理者意图的手段,是明确作业顺序,用眼睛看得见得管理工具。
4职责4.1 标准作业专员4.1.1负责对生产部门管理者、班长进行标准三票的制作培训与指导。
4.1.2协助编制完善标准三票,转换成标准三票正式版本。
4.1.3负责对标准三票的受控、发布、更新记录并归档 4.2 生产一线班组长4.2.1负责编制标准三票、验证、修改。
4.3 生产一线工段长4.3.1负责对标准三票的检查与校对。
4.5 生产部经理4.5.1负责对标准三票的检查与审批。
5程序 5.1流程图OKNG重新完善标准三票制作正式标准三票编制初期标准三票作业观察记录作业内容与作业时间验证制定标准三票编制计划5.2工序能力表编制要领5.2.1在工序能力表上填写好产品型号、工序名称、生产线名称、生产节拍TT等相关信息。
5.2.2依据工序工时测量记录表,将产品生产的各个工序名称填入工序能力表的工序名称栏内,并将各个工序的工时测量记录表内作业单元中的手作业时间与设备作业时间分别整理出来填入工序工时测量记录表内。
标准作业

标准化作业第一章标准作业概述1 标准作业:①以最少浪费的程序,来实现安全、高质量、高效率作业的方法;②由功能组织同意并制定、遵守和维护的,文件化的,顺序可重复的作业内容。
2 标准作业目的:①通过必要的、最少数量的作业人员进行生产。
通过排除无效动作的有效率的劳动,实现较高的生产率;②为持续改进建立可执行、可预测的基准,并使操作员工参与到持续改进活动的整个过程中,以达到安全、质量、和生产率的最高水平3 标准作业前提条件:①以人的动作为中心;②当过程可以被定义、可以被重复时,即可进行标准化操作。
4 标准作业的范围:5 标准作业的形式:①工作指导书:Job Instructions②作业指导书:Work Instructions③工序卡片:Method Sheets④操作员指导书:Operator Instruction6 标准作业三要素关键点:在丰田公司,对有关标准作业的各项组成要素作出具体决定的,主要是现场监督人员。
班组长决定各台设备生产一个单位产品所需要的作业时间和每个作业人员应该完成的各种作业的顺序。
第二章标准作业步骤(一)确定T.T (Tact time)(二)使用《工序能力表》,确定单位产品的完成时间(三)使用《标准作业组合票》,确定标准作业顺序(四)确定在制品的标准持有量(五)编制《标准作业票》(一)确定T.T (Tact time)①T.T 的目标及意义:要实现与准时化生产相关的各工序间的均衡,必须把T.T这个概念很好地贯穿到标准化作业中②T.T 、ATT(Actual T act Time)、C.T (Cycle Time)的定义:T.T:每班工作时间(固定)÷需求量(每班的生产数量)。
注:T.T可以写成Tact Time,也可以写成Takt time。
主要是由于有许多非英语国家,尤其德国人,经常把c 写成k ,因为发音相同,而且德语里面c 经常就是kATT:作业实际节拍时间,ATT=(每班工作时间(固定)+超时工作时间)÷需求量(每班的生产数量) ,也可以用下述方法估算ATT=(1-系统损失%)*T.T 周期时间C.T:用固定的顺序生产一个或者一辆用了几分钟或者几秒钟(实测时间)③T.T / ATT / C.T之间的关系:Tact Time:讲的是拉式,按客户需求拉动生产,Cycle Time:讲的是推式生产.Tact time:是单件流中的概念,是“按客户需求的速度生产产品”Cycle time & Pitch Time :是Pitch Mark管理中的概念。
标准作业组合票作成方法教师版

10
标准作业组合票作成方法
项目
作业时间 步行时间
说明
一边步行(向下一工序移动) ,一边按启动开关时,在波线(步 行)上画一个小圈表示。
0
(同时启动) 让几台设备同时启动时,要使各作业的自动进给的开始时间 一致。
0
在同一工序(设备)进行不同作业时,作业名称要改一行, 分别填写每一作业所用的时间用实线填写,用直线连结。 同工序不同作业 作 时间 作业 业 名称 手 送 步 顺 1 ---- 3 7 2 3 4 ---- 3 ---- 2 ---- 2 7 -4
0
1 2 3 4 5 6
T.T
同一加工工序 复数机器设备
(2 台加工、场所) 同一工序,设备的加工能力不足,2 台加工的场所,因为 步行距离和作业时间不同,记录 2 个周期,更改该工序的 作业顺序号、作业名称、作业时间。 其他工序的作业顺序号、作业名称、作业时间,在同一行 分别明示。
作 业 顺 1 5 2 6 3 7 4 8
作业 名称 -----------------
时间 手 2 3 3 4 4 3 送 -10 10 9 9 15 2 3 3 3 2 步 1 2.4 3.5 6
1
2
4
5 6
步行中的作业
作 业 顺 1 2 4 3 5 6 作业 名称 ----------------时间 手 2 3 3 4 4 3 送 -10 10 9 9 15 2 3 3 3 2 步
以手作业时间画实线,自动进给时间画虚线,步行时间曲线 记载。 ━━━ ┉┉┉ ~~~~ (手作业时间)(自动进给时间)(步行时间) 〃 〃 ⑩作业时间 生产周期,用红线纵贯作业时间栏。 窝工的表示如下 生产节拍<生产周期时,在回到最初作业起点处,用(<=>)
如何制作标准作业票

工程别能力表的作成
定义:产品在各工程加工时,各工程的生产能力的统计表格是制作标准作业组合票的主要工艺数据统计表 之一.其中手作业时间、机械自动加工时间及刃具交换时间皆要记入,而使这个工程中,机械的瓶颈或手中 作业的问题,都能很清楚的显示出,而成为改善的线索。 工程别能力表的作成步骤 1、产品名称:产品料号/客户等信息。 2、部门名称:填写所属部门及制作此表的人员。 3. 做成日期:填写新做成的日期或修订的日期. 4.加工作业的顺序及工序名称。 5. 基本时间:手工作业;自动加工;完成时间。
a. 手作业时间:作业者在机械进行之手作业时间,不含步行时间.
b. 自动加工时间:加工物在机械中加工的必要时间. ◇ 加工的时候,自动加工,自动取出的时间皆包含记入 ◇ 一般的设备,从按启动按钮到加工完了恢复到原位置的时间
标准作业组合票

标准作业组合票标准作业组合票(Standard Work Combination Sheet,SWCS)是一种用于记录和优化标准作业流程的工具。
它集成了标准作业文件和时间研究数据,帮助团队成员了解工作内容、工作顺序和标准作业时间,以便更好地控制和改进生产流程。
本文将介绍标准作业组合票的基本内容和使用方法。
首先,标准作业组合票包括以下几个重要部分,工序名称、工序内容、工序时间、工序顺序和作业者。
工序名称是指具体的工作内容,例如零件加工、装配等;工序内容则详细描述了每个工序的操作步骤和要求;工序时间记录了每个工序的标准作业时间,以便评估生产效率和制定生产计划;工序顺序则规定了工序的先后顺序,确保生产流程的顺畅进行;作业者记录了负责执行每个工序的员工姓名,以便进行责任追踪和技能培训。
其次,标准作业组合票的使用方法主要包括以下几个步骤,首先,团队成员需要共同制定标准作业流程,并将其记录在标准作业文件中;其次,根据标准作业文件,进行时间研究并记录每个工序的标准作业时间;然后,将工序名称、内容、时间、顺序和作业者整合到标准作业组合票中;最后,团队成员根据标准作业组合票进行生产操作,并不断优化标准作业流程,提高生产效率和产品质量。
最后,标准作业组合票的优点在于能够直观地展现标准作业流程和时间研究数据,帮助团队成员更好地理解工作内容和工作顺序,提高工作效率和质量稳定性。
此外,标准作业组合票还能够为管理者提供决策依据,帮助他们制定生产计划和技能培训计划,推动企业持续改进和发展。
综上所述,标准作业组合票是一种重要的生产管理工具,它能够帮助企业建立标准作业流程,提高生产效率和产品质量稳定性。
团队成员应该充分利用标准作业组合票,不断优化标准作业流程,推动企业持续改进和发展。
标准作业和标准作业组合票课件

标准作业组合票广泛应用于制造业、物流仓储、服务行业等 领域,适用于各种生产作业场景,如流水线生产、设备维修 、质量检测等。
组合票优势与局限性
要点一
优势
通过标准作业组合票,企业可以更加精细化地管理生产作 业过程,实现工作流程的规范化和标准化,提高生产效率 和质量水平。同时,组合票还可以帮助企业更好地调配人 力资源,降低生产成本,提高企业竞争力。
智能制造与数字化转型
探讨智能制造发展趋势及其对标准作业的影响,分析数字化、网络化、智能化技术在标准 作业中的应用前景和挑战。
个性化定制与柔性生产
研究消费者需求变化对生产方式的影响,提出个性化定制和柔性生产对标准作业的新要求 ,以及相应的解决方案。
绿色制造与可持续发展
关注绿色制造和可持续发展理念在标准作业中的应用,分析环保法规、能源消耗和资源利 用等方面的挑战,探讨应对策略。
03
标准作业制定流程与实施步骤
制定前准备工作
明确制定目的
明确标准作业制定的目的和意义 ,确保制定工作的针对性和实效
性。
收集相关资料
收集与标准作业相关的资料,包括 设备操作手册、工艺规程、安全操 作规程等,以便在制定过程中参考 和借鉴。
成立制定小组
成立由相关部门和人员组成的制定 小组,明确各自职责和任务,确保 制定工作的顺利进行。
持续改进思路和方法论探讨
精益生产与持续改进
01
介绍精益生产理念和方法论在标准作业中的应用,强调持续改
进对于提升企业竞争力的重要性,并讨论具体实施步骤。
跨界融合与创新发展
02
探讨跨界融合对于标准作业创新发展的意义,分析新技术、新
模式在标准作业中的应用前景,提出创新发展路径。
标准作业组合票

搬运
作 業 名 称 手 時 間 送 歩 0 30 60
標準作業組合せ 標準作業組合せ票
製作 年月日 所属
直当り 必要数 タクト タイム
444
手作業 自動送り 歩 行 C.T T.T
作 業 順 1 2 3 4 5 6 7 8 9 10 11 12 13 14 15 16 17 18 19 20 21 22 23 24 25 26 27 28
6 6 6 6 6 6 3 3 3 20 10 15 8 8 3 20 2 2 6 6 6 12 3 3 3 3 3 3 6 6 3 3 2 6 6
0
手待ち
30
60
90
120
150
180
210
240
270
300
330
360
390
420
450
合 計
163
231
50.0
90
120
150
180
210
240
270
300
330Leabharlann 360390420
450
将空冒口台车推放至冒口投入处 将满冒口台车推放至空台车摆放位置 将满缸套台车推放至缸套投入处 将空缸套台车推放至空台车摆放处 将空台缸体搬运台车推放至缸体搬运投入处 将满缸体台车推放至空台车摆放处 连接冒口台车 连接缸套台车 连接缸体台车 将牵引车搬运至冒口回收位置 将牵引车搬运至检具检查位置 将牵引车搬运至出库滑道位置 将缸体推入滑道 将牵引车搬运至空台车摆放位置 连接冒口台车 将牵引车搬运至浇注区域 分解缸体台车 分解冒口台车 分解缸套台车,推回指定位置 将冒口台车推回指定位置 将缸体台车推回指定位置 将牵引车停放至指定位置,关闭电源,拉下手止动
标准作业组合票新格式及样例
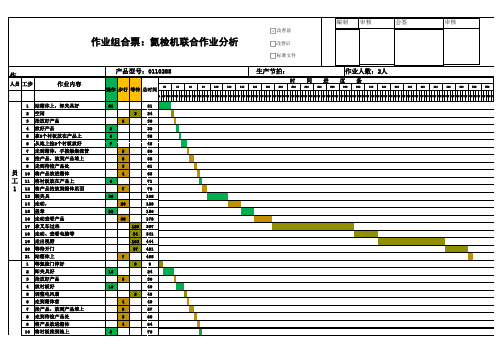
产品型号:0110288
生产节拍:
作业人数:2人
时间进度条
操作 步行 等待 总时间 20
40
60
80
100
120
140
160
180
200
220
240
260
280
300
320
340
360
380
400
420
440
460
480
500
520
48################################################################################################################################
21
21
3 24
6
30
2
32
6
38
7
45
5
50
8
58
3
61
4
65
6
71
7
78
30
108
20
128
22
150
28
178
129 307
34 341
103 444
37 481
7
488
99
15
24
6
30
10
40
5 45
4
49
8
57
3
60
4
64
6
70
作业组合票:氦检机联合作业分析
改善前 改善后 标准文件
编制 审核
作业人数:2人
时间进度条
操作 步行 等待 总时间 20
标准作业03根据标准作业组合票的组合

• 根据这样制作的标准作业组合 票,自己进行实际作业。然后, 按照这个顺序,确认能否在这 个周期内完成工作。如组合票 所示,如果能够顺利完成工作, 在 员 工 满 意 之 前 , 活 用 TWI“ 工 作教学方法”(JI),有效地进行教 学是非常重要的。
• 像这样,依次进行下一道工序。(注)如果一台机器分为两项作业,而且是分别进行的情 况,或者大部分工序都有两个,部分工序只有一个。
• 在这种情况下,在完成这两项作业后,如果要将一个作业重复进行两次,然后再转移 到下一道工序,就只需要等待一个作业(或一个作业量)的自动输送时间。在这种情况下, 一边看何时自动发送结束一边填虚线。如果返回时碰到虚线,则表示机器还在自动送 出中,需要等待,所以再往下一栏求下一顺序。
(4)总结手工作业的内容。在作业名称栏中,将各自的手工操作内容各一行汇总填写。
(5)在时间栏填写时间。从各零件能力表中确认手工时间和自动送出时间,并在标准 作业组合票的时间栏中记录。(注)在这个填写中。按零件分类的能力表的基本时间, 如前面所述的三种基本类型中的(b) (b),用图表表示的话,可以了解手工、自动输送、 完成时间的关系,便于组合。
标准作业组合票的填写方法
接着,对标准工作组合票的内容进行说明。、
(1)作业顺序将进行作业的顺序分为1、2、3…用数字表示。 (2)表示作业名称机号和手工作业的内容。 (注)①尽量减小各个单位。②如果是一台机器取2个、取3个的情况,要写明取2个、取3个 等。(例)(一)SP-377进行工件卸载、安装、输送。(2个)(乙)缸体及盖上嵌入母金属等。
(3)时间(手工、自动送出)填写各零件能力表的手工、自动送出时间。 (4)工作时间用实线表示手工时间,用虚线表示自动输送时间。移动到下一台机 器的步行时间用波浪线表示。 (5)商品编号、品名以各零件能力表为准,表示要加工的零件的商品编号、品名。
标准作业组合票制作方法

标准作业组合票制作方法GIANT 胡吉明1.标准作业组合票定义是对工序操作的步骤和时间的目视化,通过目视化的直线或曲线来分析人机配合,实现一人多机。
2.标准作业组合票三要素:a.节拍时间(T/T): 每班嫁动时间(8H)/每班生产量(定量生产)b.作业顺序:作业者的作业顺序c.标准手持数:同样的作业程序,可以实施重复作业中,在工程内等待之最低限度的半成品。
3.标准作业组合票基本表格设计作业组合票基本表格主要包含以下几项:(1)工程别(2)作业名称(3)设备名称(4)作业顺序(5)作业内容(6)时间:手操作时间、机加工时间、步行时间等;(7)表头部分:车种(型号)、作成日期、T/T、C/T、设计者、核准者等;根据所分析工程工作目,按作业顺序进行作业内容分解、测时,并计入表格。
4.作业组合票EXCEL组合线图绘制(1)基本线图:粗实线表示手作业时间点线表示机自动加工时间波线1 表示步行时间(空手)波线2 表示步行时间(持物)箭头表示等待时间(2)Excel图表生成制作步骤①插入图表:点击“插入”→“条形图”→“堆积条形图”→调整至合适大小;②选择所插入图表,右击→“选择数据(E)”→选择源数据,时间栏中E列值→回车→点击“添加(A)”→在“编辑数据系列”对话框中“选择系列值(V),选择源数据D列→确定→再次点击“添加(A)”按钮→同理选择源数据G列→确定;③调整所插入图表a.将图表右侧中部“系列1”、“系列2”、“系列3”删除;b.左键点击垂直轴-Y轴,坐标轴数值→右击→“设置坐标轴格式”→在“坐标轴选项”中选择“逆序类别(C)→再次点击Y轴→右击→添加主要网格线格式c.选择水平轴-X轴坐标轴→右击→“设置坐标轴格式”→在“坐标轴选项”中设置最大值、主要刻度单位、次要刻度单位等参数d.选择水平轴-X轴坐标轴→右击→“添加次要网格线”e.鼠标点击图标区→右击→“设置图标区域格式”→选择“无填充”、“无线条”→关闭f.选择垂直轴-Y轴坐标数值→Delete 删除g.双击E列条形图→右击→“数据点格式”→选择“无填充”、“无线条”→关闭h.双击G列条形图→右击→“数据点格式”→选择“无填充”、“无线条”→关闭i.双击G列条形图→右击→“数据点格式”→选择“纯色填充”、“实线”、“边框”调整→关闭(3)手工绘制机加工、步行持物(空手)、C/T、T/T等线图Excel标准作业组合票自动生成表制作完毕,见下图所示:5.作业组合票相关说明(1)标准作业组合票图示法计入说明①C/T < T/T , 机械自动加工时间超出“节拍时间”线时,超出部分必须折回0点开始;②C/T > T/T , 机械自动加工时间超出“循环时间”线时,超出部分必须折回0点开始;③C/T < T/T , 工程作业时间 < T/T,制品加工完成后仍有等待时间发生时,记号;④作业途中的等待,工程中有等待时,记号;⑤机器同时启动,2台机器同时启动时,点线并列画入;(2)C/T、T/T分析①现状C/T < T/T :会产生人员浪费,取得作业不均衡,等待浪费;改善策略:收集等待,依据作业改善缩短C/T,进行省人化改善;目的:使C/T = T/T ,将浪费减少至最低限度,节省成本。
标准作业_7_标准作业组合票
作成 日期 By
年(Y)
月(M)
日(D)
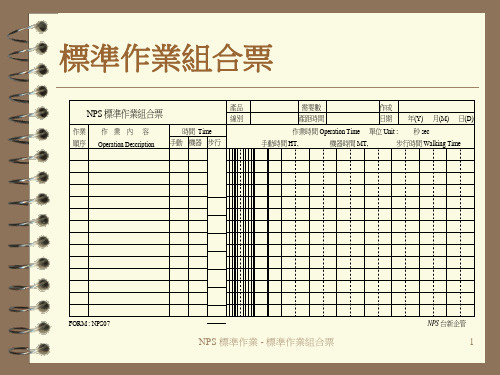
作業時間 秒 sec Unit : TT Operation Time 單位 Date 手動時間 HT, 機器時間 MT, 步行時間 Walking Time
15 20 25 30 35 40 45 50 55 60 65 70 75 80 85 90
FORM : NPS07
2) µ ¥ « Ý ® É ¶ ¡ ¦ b ¤ ³ ~ µ o ¥ Í 1 2 3 4 T.T.
NPS 標準作業 - 標準作業組合票
5
特例表示 - 機械加工時間
1) ¶ g ´ Á ® É ¶ ¡ 1 2 3 4 <² £ ¶ Z ® É ¶ ¡ T.T.
2) ¶ g ´ Á ® É ¶ ¡ 1 2 3 4
實際現況條件下每隔多少時間可以生產 一個產品 - 個別工程生產批量為一個時, C.T. = P.T. - 生產批量為 n時, C.T. = P.T. ÷n
NPS 標準作業 - 標準作業組合票 10
C.T. 週期時間
工程站別之 C.T. : 個別工程之 C.T.
作業員之 C.T. : 作業員組合之 C.T. 生產線之 C.T. : 全線瓶頸工程之 C.T.
製表說明
產品 : 填入對象產品名稱
需要數 : 填入該產品之生產需要數量 作成 : 填入製作此表之人員姓名 線別 : 填入生產該產品之生產線名稱
產距時間 : 填入該產品之 T.T.
日期 : 填入作成此表之日期 工程順序 : 由上往下, 填寫作業人員操作之作業順序 工程編號 : 填入該作業順序所屬之工程編號 作業內容 : 填寫該作業之工程名稱 加工時間 : 依據“加工時間觀測表”所測之基準時間填入 H.T.,
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
标准作业组合票制作方法
GIANT 胡吉明
1.标准作业组合票定义
是对工序操作的步骤和时间的目视化,通过目视化的直线或曲线来分析人机配合,实现一人多机。
2.标准作业组合票三要素:
a.节拍时间(T/T): 每班嫁动时间(8H)/每班生产量(定量生产)
b.作业顺序:作业者的作业顺序
c.标准手持数:同样的作业程序,可以实施重复作业中,在工程内等待之最低限度的半成品。
3.标准作业组合票基本表格设计
作业组合票基本表格主要包含以下几项:
(1)工程别
(2)作业名称
(3)设备名称
(4)作业顺序
(5)作业内容
(6)时间:手操作时间、机加工时间、步行时间等;
(7)表头部分:车种(型号)、作成日期、T/T、C/T、设计者、核准者等;
根据所分析工程工作目,按作业顺序进行作业内容分解、测时,并计入表格。
4.作业组合票EXCEL组合线图绘制
(1)基本线图:
粗实线表示手作业时间
点线表示机自动加工时间
波线1 表示步行时间(空手)
波线2 表示步行时间(持物)
箭头表示等待时间
(2)Excel图表生成制作步骤
①插入图表:点击“插入”→“条形图”→“堆积条形图”→调整至合适大小;
②选择所插入图表,右击→“选择数据(E)”→选择源数据,时间栏中E列值→回车→
点击“添加(A)”→在“编辑数据系列”对话框中“选择系列值(V),选择源数据D列→确定→再次点击“添加(A)”按钮→同理选择源数据G列→确定;
③调整所插入图表
a.将图表右侧中部“系列1”、“系列2”、“系列3”删除;
b.左键点击垂直轴-Y轴,坐标轴数值→右击→“设置坐标轴格式”→在“坐标轴选项”中选择“逆
序类别(C)→再次点击Y轴→右击→添加主要网格线格式
c.选择水平轴-X轴坐标轴→右击→“设置坐标轴格式”→在“坐标轴选项”中设置最大值、主要刻
度单位、次要刻度单位等参数
d.选择水平轴-X轴坐标轴→右击→“添加次要网格线”
e.鼠标点击图标区→右击→“设置图标区域格式”→选择“无填充”、“无线条”→关闭
f.选择垂直轴-Y轴坐标数值→Delete 删除
g.双击E列条形图→右击→“数据点格式”→选择“无填充”、“无线条”→关闭
h.双击G列条形图→右击→“数据点格式”→选择“无填充”、“无线条”→关闭
i.双击G列条形图→右击→“数据点格式”→选择“纯色填充”、“实线”、“边框”调整→关闭(3)手工绘制机加工、步行持物(空手)、C/T、T/T等线图
Excel标准作业组合票自动生成表制作完毕,见下图所示:
5.作业组合票相关说明
(1)标准作业组合票图示法计入说明
①C/T < T/T , 机械自动加工时间超出“节拍时间”线时,超出部分必须折回0点开始;
②C/T > T/T , 机械自动加工时间超出“循环时间”线时,超出部分必须折回0点开始;
③C/T < T/T , 工程作业时间 < T/T,制品加工完成后仍有等待时间发生时,记号;
④作业途中的等待,工程中有等待时,记号;
⑤机器同时启动,2台机器同时启动时,点线并列画入;
(2)C/T、T/T分析
①现状C/T < T/T :会产生人员浪费,取得作业不均衡,等待浪费;
改善策略:收集等待,依据作业改善缩短C/T,进行省人化改善;
目的:使C/T = T/T ,将浪费减少至最低限度,节省成本。
②现状C/T > T/T :会导致产线产能不足;
改善策略:依据作业改善缩短C/T,打破瓶颈,提升产能;
目的:使C/T = T/T ,将成本最低化。