生产线平衡状况分析图表
合集下载
生产线平衡分析课件

生产线平衡分析课件
PPT,a click to unlimited possibilities
汇报人:PPT
目录
01 添 加 目 录 项 标 题 03 生 产 线 平 衡 分 析 方 法 05 生 产 线 平 衡 优 化 策 略 07 生 产 线 平 衡 案 例 分 析
02 生 产 线 平 衡 概 述 04 生 产 线 平 衡 评 价 指 标 06 生 产 线 平 衡 实 施 步 骤
平衡率指标
定义:平衡率指标是指生产线各工 序时间与瓶颈工序时间的比值
意义:平衡率指标用于衡量生产线 平衡程度,即生产线各工序时间分 布的均匀程度
添加标题
添加标题
添加标题
添加标题
计算方法:平衡率 = (各工序时间 总和 / 瓶颈工序时间) × 100%
改善方向:通过调整生产线各工序 的作业时间,降低瓶颈工序时间, 提高平衡率指标,以实现生产效率 的提升
确定需要收集的数 据和信息类型
确定数据和信息来 源
制定收集计划和时 间表
确保数据和信息的 准确性和完整性
进行分析和评估
确定生产线的瓶颈工序 分析生产线的平衡状况 制定平衡改善方案 实施平衡改善方案并进行评估
制定改进措施并实施
根据分析结果,制定针对性的改进措施 确定改进措施的优先级和实施顺序 制定详细的实施计划和时间表 确保改进措施得到有效执行和监控
明确分析目标:确定生产 线平衡的目标和范围
收集数据:收集生产线上 的相关数据,包括设备、 人员、时间等
流程图绘制:根据收集的 数据绘制流程图,展示生 产线的运行过程
平衡点确定:根据流程图 确定生产线上的平衡点, 即瓶颈工序
平衡方法选择:根据平衡 点选择合适的平衡方法, 如调整设备、优化流程等
PPT,a click to unlimited possibilities
汇报人:PPT
目录
01 添 加 目 录 项 标 题 03 生 产 线 平 衡 分 析 方 法 05 生 产 线 平 衡 优 化 策 略 07 生 产 线 平 衡 案 例 分 析
02 生 产 线 平 衡 概 述 04 生 产 线 平 衡 评 价 指 标 06 生 产 线 平 衡 实 施 步 骤
平衡率指标
定义:平衡率指标是指生产线各工 序时间与瓶颈工序时间的比值
意义:平衡率指标用于衡量生产线 平衡程度,即生产线各工序时间分 布的均匀程度
添加标题
添加标题
添加标题
添加标题
计算方法:平衡率 = (各工序时间 总和 / 瓶颈工序时间) × 100%
改善方向:通过调整生产线各工序 的作业时间,降低瓶颈工序时间, 提高平衡率指标,以实现生产效率 的提升
确定需要收集的数 据和信息类型
确定数据和信息来 源
制定收集计划和时 间表
确保数据和信息的 准确性和完整性
进行分析和评估
确定生产线的瓶颈工序 分析生产线的平衡状况 制定平衡改善方案 实施平衡改善方案并进行评估
制定改进措施并实施
根据分析结果,制定针对性的改进措施 确定改进措施的优先级和实施顺序 制定详细的实施计划和时间表 确保改进措施得到有效执行和监控
明确分析目标:确定生产 线平衡的目标和范围
收集数据:收集生产线上 的相关数据,包括设备、 人员、时间等
流程图绘制:根据收集的 数据绘制流程图,展示生 产线的运行过程
平衡点确定:根据流程图 确定生产线上的平衡点, 即瓶颈工序
平衡方法选择:根据平衡 点选择合适的平衡方法, 如调整设备、优化流程等
生产进度平衡图表

合同是适应私有制的商品经济的客观要求而出现的,是商品交换在法律上的表现形式。
商品生产产生后,为了交换的安全和信誉,人们在长期的交换实践中逐渐形成了许多关于交换的习惯和仪式。
这些商品交换的习惯和仪式便逐渐成为调整商品交换的一般规则。
随着私有制的确立和国家的产生,统治阶级为了维护私有制和正常的经济秩序,把有利于他们的商品交换的习惯和规则用法律形式加以规定,并以国家强制力
须经过规定的方式,才能发生法律效力。
如果合同仪式的术语和动作被遗漏任何一个细节,就会导致整个合同无效。
随着商品经济的发展,这种繁琐的形式直接影响到商品交换的发展。
在理论和实践上,罗马法逐渐克服了缔约中的形式主义。
要物合同和合意合同的出现,标志着罗马法从重视形式转为重视缔约人的意志,从而使商品交换从繁琐的形式中解脱出来,并且成为现代合同自由观念的历史渊源。
生产进度平衡图表

表格说明(使用时删除):
1、该表格主要用途包含不局限于学校、公司企业、事业单位、政府机构,主要针对对象为白领、学生、教师、律师、公务员、医生、工厂办公人员、单位行政人员等。
2、表格应当根据时机用途及需要进行适当的调整,该表格作为使用模板参考使用。
3、表格的行列、文字叙述、表头、表尾均应当根据实际情况进行修改。
《合同条件》是根据《中华人民共和国合同法》,对双方权利义务作出的约定,除双方协商同意对其中的某些条款作出修改、补充或取消外,都必须严格履行。
《协议条款》是按《合同条件》的顺序拟定的,主要是为《合同条件》的修改、补充提供一个协议的格式。
双方针对工实际情况,把对《合同条件》的修改、补充和对某些条款不予采用的一致意见按《协议条款》的格式形成协议。
《合同条件》和《协议条款》是双方统一意愿的体现,成为合同文件的组成部分。
生产线平衡分析

22
步驟2 每小時量產變異分析
每小時產量變異分析圖
改善前的產量變異 要因改善後的產量變異
P/T縮短後
換線換模 等
財團法人中衛發展中心中區服務處
23
[步驟 3] 生產線平衡的改善(2名作業員以上的生產線)
改善方法說明
• 以上1~2步驟的改善,可能反而使生產線平衡率降低 ,因此在第3步驟針對因省人化而生產線平衡造成的 差異,依照各工程的實際作業時間彙繪製節距圖表:
生產線編成效率
(1) 節奏時間(Tact/Time)的計算:即客戶要求的生產間隔時 間(Pitch Time) 日作業時間(秒/日) T/T= 日需求量(個/日) (2) 編成效率:表示流程作業各工程總合時間與實際需求之比值 各工程作業時間 T/T * 作業人數
財團法人中衛發展中心中區服務處
生產線編成效率=
•生產線要 如繃緊的線 •浪費集中‧ 工作集中化 •省人化
財團法人中衛發展中心中區服務處
16
生產線的生產效率化-改善5步驟
[提升生產效率化的目標]
(1)縮短生產間隔時間(P/T)以符合節奏時間(T/T)
當生產需求量增加,並且不希望利用加班、休假出勤來增加 產量,在原有的作業人員數下,必頇藉由縮短生產的P/T來提 升產量。
14
編成效率之討論
Tact Time:96〞
過 銲 錫
•生產線編成效率 < 70% •80%> 生產線編成效率 > 70% •90%> 生產線編成效率 > 80% •95%< 生產線編成效率
尚未進行改善前的狀態 編成大有問題 尚有改善空間 維持改善的成果
財團法人中衛發展中心中區服務處
15
生产线平衡案例分析PPTPPT课件
时
1﹑2﹑5里﹐从而工
间
序3﹑4工作岗位的人
手可调配至其它生产
线去。
(4) 4种增值的工作
站在客户的立场上,有四种增值的工作
1、使物料变形 2、组装 3、改变性能 4、部分包装
物料从进厂到出厂,只有不到 10% 的时间是增值的!
工序
符 号
内容
作业内容
分类
加工 作业
○
加工 作业
■产生附加价值的工序及作 业
3
温管 插室温管温7
温 打胶水
2
24
1
4
插线 插变压器线7
37
1
插线
30
插线
20
5
功能 功能检验 16
检 拆线
5
45
2
贴断电标贴4
外观检验 8
6
外观 检 贴条码
2
包装
6
16
1
生产线平衡的改善实例
电子电装7人柔性线,改善前各工位的作业时间如下所示:
50 45 40 35 30 25 20 15 10
one piece flow 是指单件的进行生产, 即工人每次 只加工一件产品或组件,理想状态下,任何操作 工位间和工位内的多余的WIP为零。
B值=1
一物流
物流
顺畅流动 没有停滞
物留
中间停滞 隐藏问题
“一个流”的益处
1. 内建品质管理; 2. 创造真正的灵活弹性; 3. 创造更高的生产力; 4. 腾出更多厂房空间; 5. 改善安全性; 6. 改善员工士气; 7. 降低存货成本。
工 作 時 間 工序 1 2 3 4 5
减少人手(1)
將工序3里的工作时 间分配至工序2﹑4 及5之內﹐从而工序 3里的人手可调配其 它生产线去
_生产线平衡ppt课件
降低线体速度,减少生产产量
因生产需求量降低而可降低线体速度 将工序3﹑4的工作时间分配至工序1﹑2﹑5里﹐从而工序3﹑4工作岗位的人手可调 配至其它生产线去。
工
工
作
作
時
時
增
間
間
加
节
拍
时
间
工序 1 2 3 4 5
工序 1 2 3 4 5
总之,消除七大浪费
三、工位分配计算
28
电风扇装配由下列任务组成:
任务 A B C D E F G H
时间(Mins) 2 1
3.25 1.2 0.5 1 1 1.4
任务描述 装配外框 安装开关 装配马达架 将马达架装入外框 安装扇叶 安装格栅 安装电缆 测试
11.35
紧前任务 无 A 无
A, C D E B
F, G
29
生产线平衡: 画优先图(Precedence Diagram)
工位 1
工位2
工位 3
36
2
1
1
1.4
A
B
G
H
C
D
E
F
3.25
1.2
0.5 1
任务 A C D B E F G H
工位 1 A (4.2-2=2.2)
工位 2
后续任务 6 4 3 2 2 1 1 0
时间 (Mins) 2
3.25 1.2 1 0.5 1 1 1.4
工位 3
37
2
1
1
1.4
A
B
G
H
C
D
E
F
3.25
1.2
0.5
1
任务 A C D B E F G H
因生产需求量降低而可降低线体速度 将工序3﹑4的工作时间分配至工序1﹑2﹑5里﹐从而工序3﹑4工作岗位的人手可调 配至其它生产线去。
工
工
作
作
時
時
增
間
間
加
节
拍
时
间
工序 1 2 3 4 5
工序 1 2 3 4 5
总之,消除七大浪费
三、工位分配计算
28
电风扇装配由下列任务组成:
任务 A B C D E F G H
时间(Mins) 2 1
3.25 1.2 0.5 1 1 1.4
任务描述 装配外框 安装开关 装配马达架 将马达架装入外框 安装扇叶 安装格栅 安装电缆 测试
11.35
紧前任务 无 A 无
A, C D E B
F, G
29
生产线平衡: 画优先图(Precedence Diagram)
工位 1
工位2
工位 3
36
2
1
1
1.4
A
B
G
H
C
D
E
F
3.25
1.2
0.5 1
任务 A C D B E F G H
工位 1 A (4.2-2=2.2)
工位 2
后续任务 6 4 3 2 2 1 1 0
时间 (Mins) 2
3.25 1.2 1 0.5 1 1 1.4
工位 3
37
2
1
1
1.4
A
B
G
H
C
D
E
F
3.25
1.2
0.5
1
任务 A C D B E F G H
生产线平衡分析图表

序号
1 2 3 4 5 6 7 8
工序名称
工序1 工序2 工序3 工序4 工序5 工序6 工序7 工序8
示意图
○ ○ ○ ● ○ ○ ○ ○
工序内容
标准要求
使用设备/工具 岗位人数
2 1 1 1 1 1 2 1
标准工时 (s)
9.0 4.5 4.0 6.0 5.0 4.5 10.0 5.0
标准产能 (pcs/h)
400 800 900 600 720 800 360 720
平衡工时 (s)
4.5 4.5 4.0 6.0 5.0 4.5 5.0 5.0
平衡产能 (pcs/h)
800 800 900 600 720 800 720 720
利用率 (%)
75% 75% 67% 100% 83% 75% 83% 83%
600
核准
总标准工时
人均产出(pcs/人 *h)
72.50 40 审核
平衡率 损失率
80.56% 19.44%
制表
9
工序9
○
10
工序10○Βιβλιοθήκη 11 工序11检验△
12 工序12装箱
◇
注:○表示一般生产作业工序,●为瓶颈工序,△表示检测工序,◇表示包装。
1
4.5
800
4.5
800
75%
1
4.0
900
4.0
900
67%
1
5.0
720
5.0
720
83%
2
11.0
327
5.5
655
92%
生产线总人力
15
生产线每小时产能 (pcs/h)
生产车间线平衡分析表

平衡率
= #REF! 校 对:
目标达成率
=
#REF!
平衡率目标值
≧
85%
审 核:
分布示意图
T/T=18秒
工序合并后的时间(S)
2 8.0 6.0 4.0 2.0 0.0 工序
备注: T/T--->(单位产品所需要的时间)=1天的工作时间/生产数量 C/T--->单位个人以单位产品的量完成单位工序的循环时间
S01 S02 S03 S04 S05 S06 S07 S08 S09 S10 S11 S12 S13 S14 S15 S16
生产线平衡状态分析表
(版本:A/0 工序 编号
S01 S02 S03 S04 S05 S06 S07 S08 S09 S10 S11 S12 S13 S14 S15 S16
测试日期:2015.11.26 定子型号:ACSH-7030M12系列
线别:NO.D Line)
工序名称
#REF! #REF! #REF! #REF! #REF! #REF! #REF! #REF! #REF! #REF! #REF! #REF! #REF! #REF! #REF! #REF! 引出线加工
返修
1
TMAX N CT TOTAL Take Time(T/T) OPERATORS 制 作:
#REF! 14 #REF! 18.0 #REF!
Sec Pcs Sec Sec Unit
平衡率= (各工程的作业时间<CT TOTAL>的合计×100%)÷(全工程中最大作业时间 TMAX × 工序数 N) 目标达成率=(各工程的作业时间<CT TOTAL>的合计×100%)÷(单位产品所需要的时间 T/T × 工序数 N)
生产线平衡分析和瓶颈改善表模板

合计 组作业人數 统计工時 標準工時 11 54.5 57.2
54.5
说明:流水线线速:18,实际产能会在平衡率产能上下浮动10%左右
寬放係數
平衡率 小时产能
5%
不平衡率 508
26.6%
不良率
0% 46.2
單人單時產出
1.4月25日,皮-2组11人(其中600个产品未上弹簧),每小时产量=5000/11.5=435个;人均小时产量=435/11=40个. 2.现有标准产能45个/小时,达成率=40/45=88.9%.
1.3 0.9 1.1 1.5 1.0 0.7 0.7 1.0 2.7
1 1 1 2 1 1 1 1 2 11
-0.3 0.1 -0.1 0.5 -0.0 0.3 0.3 -0.0 -0.7
6.5 4.5 5.5 3.8 5.0 3.5 3.5 5.0 6.8 平衡率
空闲时装塔簧 瓶颈工序 73.4%
XX安装车间-皮2组 工作說明
产品名称
制作时间
XX 備 註 次瓶颈工序
工具设备 測試工時 平均時間 需求人力 標準配置 人力差異 平均工時
尖锥 无 无 无 无 无 无 无 手啤机
6.5 4.5 5.5 7.5 5.0 3.5 3.5 5.0 13.5
5.0 5.0 5.0 5.0 5.0 5.0 5.0 5.0 5.0
XX开关-11人生产线平衡图[改善前]
8
7 6.5 6 5.5 5 4.5 4 3.8 5.0 5.0
6.8
3.5
3.5
3
2
1
0
底座装静触片 装扣板和扣簧 装联锁片*2 装长动触片*2 装长动触片*1 装卡板*2 装卡板+零档卡板 装盖板 分塔簧+装塔簧+压 塔簧
生产线平衡分析表

0.79
22 扎扎线/剪扎线
0.82
23 测试
0.8
24 装Y电容打热容胶
0.79
25 贴泡棉清洁外观
0.71
26 外观检查
0.82
27 点绿胶/扎剪扎线
0.71
28 摆栈板
0.81
29 撕垫片表层/螺丝装垫片
0.55
30 电容弯脚焊锡
0.74
31 线材电容套热宿套管
0.5
32 磁环绕线材扎扎线剪扎线/点热熔胶 0.85
32.70 29.46 29.46
28.54 24.20 24.20
31.53 26.07 26.07
22.86 29.26 29.26
22.65 19.69 19.69
38.16 32.36 32.36
34.46 28.86 28.86
38.54 29.01 29.01
26.81 23.30 23.30
0.91
9 锁散热片三
0.7
10 后板贴泡棉花/装铁条及螺丝
0.87
11 锁螺丝
0.82
12 锁硅堆
0.81
13 焊线一
0.88
14 焊线二
0.64
15 焊线三
0.78
16 焊线四
0.79
17 焊电阻
0.85
18 锁输出板入后板
0.85
19 装保险丝/套插坐
0.8
20 焊磁环线/电源线
0.78
21 锁地线/插端子
0.07 1 20.11 18.36 19.15
0.06 1 8.26 9.36 8.79
0.06 1 26.32 27.11 26.57
【实用文档】2019年某知名品牌企业生产线平衡分析 (1)完整版
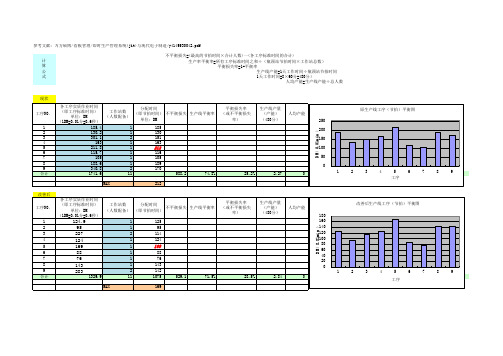
各工序实质作业时间
(即工序标准时间) 单位:DM
工作站数 (人数配备)
分配时间 (即节拍时间)
不平衡损失
生产线平衡率
(1DM=0.01分=0.6秒)
124.9
1
125
95
1
95
227
2
114
124
1
124
169
1
169
88
1
88
76
1
76
143
1
143
283
2
142
1329.9
11
1075
529.1
参考文献:万方硕博/看板管理/即时生产管理系统(jit)与现代电子制造/y4149530042.pdf
不平衡损失=(最高的节拍时间×合计人数)一(各工序标准时间的合计)
计
生产率平衡率=所有工序标准时间之和÷(瓶颈站节拍时间×工作站总数)
算
平衡损失率=1-平衡率
公
生产线产能=1天工作时间÷瓶颈站节拍时间
130.2
1
130
301.1
2
151
163
1
163
211.8
1
212
115.7
1
1161051Fra bibliotek105
188.6
1
189
340.8
2
170
1741.6
11
588.2
74.8%
平衡损失率 (或不平衡损失
率)
生产线产量 (产能) (480分)
25.2%
2.27
人均产能 0
MAX
212
改善后
工序NO.