最新果汁饮料工艺流程图
果汁生产工艺流程图
果汁生产工艺流程图果汁生产工艺流程图果汁生产工艺流程图是指将新鲜水果经过一系列的加工和处理过程,制成高品质的果汁产品的流程。
下面将介绍一种常见的果汁生产工艺流程图。
一、原材料准备首先,从市场上购买新鲜水果作为原材料。
常见的水果有苹果、橙子、葡萄等。
购买回来的水果需要经过筛选和清洗,除去不符合要求的水果。
二、去皮和去核将清洗好的水果进行去皮和去核处理。
根据不同的水果种类和加工要求,可以选择使用刀具或者机器进行处理。
将去皮和去核的水果切成适当大小的块状。
三、榨汁将切好的水果放入榨汁机中进行榨汁。
榨汁时可以根据需要添加适量的水或添加剂,以调节果汁的浓度和口感。
通过机器挤压和离心等加工工艺,将水果中的汁液分离出来。
四、过滤将榨好的果汁进行过滤处理。
过滤可以去除果汁中的固体颗粒和杂质,以得到干净澄澈的果汁液体。
可以使用滤网、滤纸或过滤机等设备进行过滤。
五、杀菌将过滤好的果汁进行杀菌处理。
杀菌的目的是为了延长果汁的保质期和防止微生物污染。
常用的杀菌方法有热处理、紫外线照射或者添加食品添加剂等。
六、包装将杀菌处理好的果汁进行包装。
包装时可以选择瓶装、袋装或者利用自动灌装机进行包装。
包装时需要注意卫生条件和密封性,以确保果汁不受外界污染和氧化。
七、质检对包装好的果汁进行质量检验。
主要包括对果汁的外观、口感、气味和营养成分等进行检测,以确保果汁的质量符合国家标准和消费者需求。
八、入库和销售将经过质检合格的果汁产品送入仓库进行存储。
果汁可以根据市场需求进行销售或者直接提供给分销商和超市等销售渠道。
九、售后服务对果汁产品进行有效的售后服务。
对于消费者的投诉和建议进行及时回应,以提高果汁产品的满意度和客户忠诚度。
果汁生产工艺流程图是果汁生产企业对于生产工作的一个总体规划,不同的企业可以根据自身需求和条件进行适当的调整和改进。
通过科学的生产工艺和严格的质量控制,可以生产出高品质、健康、安全的果汁产品。
工艺流程图 饮料生产必备
关键工序
关键设备
关键工艺参数
处理水
水处理设备
处理后水的电导率<20us/cm
原料采购
采购获证企业合格产品,并索要营业执照,生产许可证,组织机构代码证,随批检验报告。半年一次的官方检验报告。白砂糖添加量≥2.0%
调配
不锈钢配料罐
按配方准确配料,添加剂使用符合GB2760要求。
杀菌
超高温瞬时杀菌
温度132-135℃,时间3-4秒
超高温瞬时杀菌
温度132-135℃,时间3-4秒
瓶盖的清洗消毒
洗瓶机、消毒柜
瓶由洗瓶机冲洗,瓶盖用臭氧消毒柜或紫外线杀消毒柜消毒20分钟。
超高温瞬时杀菌
温度132-135℃,时间3-4秒
瓶盖的清洗消毒
洗瓶机、消毒柜
瓶由洗瓶机冲洗,瓶盖用臭氧消毒柜或紫外线杀消毒柜消毒20分钟。
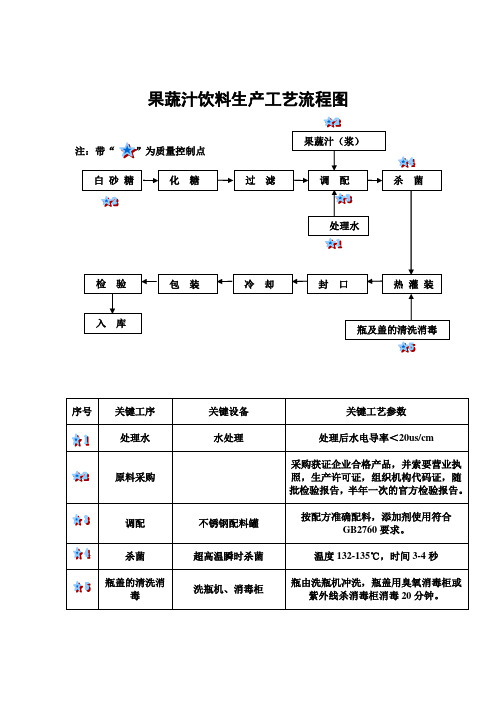
茶饮料生产工艺流程图
注:带“”为质量控制点
序号
关键工序
关键设备
关键工艺参数
处理水
水处理
处理后水的电导率<20us/cm
原料采购
采购获证企业合格产品,并索要营业执照,生产许可证,组织机构代码证,随批检验报告。半年一次的官方检验报告。
调配
不锈钢配料罐
按配方准确配料,添加剂使用符合GB2760要求。
-135℃,时间3-4秒
瓶盖的清洗消毒
洗瓶机、消毒柜
瓶由洗瓶机冲洗,瓶盖用臭氧消毒柜或紫外线杀消毒柜消毒20分钟。
纯净水的生产工艺流程图
注:带“”为质量控制点
质量控制表
序号
工序名称
关键设备
关键工艺参数
水源水
水井
符合GB5749-2006
果汁饮料生产工艺流程图工 艺流程图
1、管道反冲清洗机
2、二氧化氯消毒设备
无菌罐装机
★
1、自动灌装封盖机 2、 瓶自动冲洗消毒机 3、自动冲瓶机
灯检箱
浓缩汁(浆) 水+辅料 (※)
混比 (均质)
(※)
稀释、调配 、计量 (※)
杀 菌(※) 管道设备清洗消毒(※)
无菌灌装(※) (封闭热灌装)
包装
灯检 成品检验(※)
成品入库
1、生产用水符合GB5749要求(净化后水质硬度≤10mg/l); 2、浓缩果汁(浆)符合Q/(HJ)GOSP-2006要求; 3、辅料(食品添加剂)符合GB2760要求;
(※) 配料计量准确无误,架盘天平(精度0.01g);(※)
(400kg/m3) (83---85℃、20min)
瓶(盖)5%二氧化氯消毒液
(※)
5%二氧化氯消毒液反冲(※)
1、清洁作业区≥10万级;
Hale Waihona Puke 罐装温度80---83℃ 2、包装材料均使用获证企业的产品; 3、瓶及盖的清洗、消毒;
(※)
符合
[[
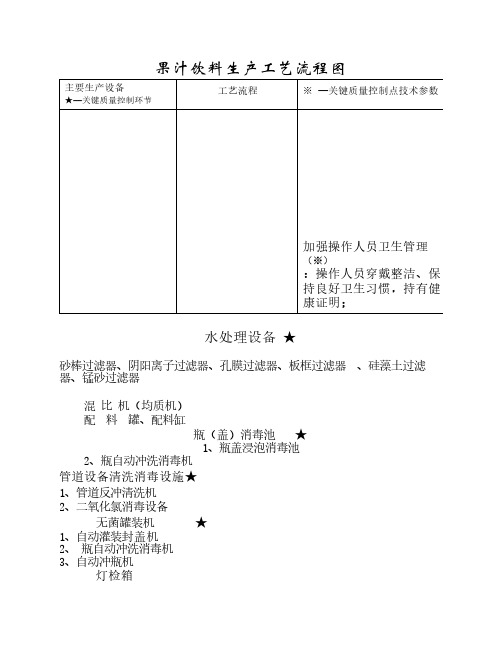
※ —关键质量控制点技术参数
加强操作人员卫生管理
(※)
:操作人员穿戴整洁、保 持良好卫生习惯,持有健 康证明;
水处理设备 ★
砂棒过滤器、阴阳离子过滤器、孔膜过滤器、板框过滤器 、硅藻土过滤 器、锰砂过滤器
混 比 机(均质机)
配 料 罐、配料缸
瓶(盖)消毒池 ★
1、瓶盖浸泡消毒池
2、瓶自动冲洗消毒机
管道设备清洗消毒设施★
稀释调配计量混比均质杀菌无菌灌装封闭热灌装包装灯检成品检验混比机均质机配料罐配料缸瓶盖消毒池1瓶盖浸泡消毒池2瓶自动冲洗消毒机无菌罐装机1自动灌装封盖机2瓶自动冲洗消毒机3自动冲瓶机灯检箱1生产用水符合gb5749要求净化后水质硬度10mgl
果蔬汁的基本生产工艺.

常用的脱气方法有:真空脱气法、气体交换法、酶 法脱气、抗氧化剂法等。
浓缩葡萄汁 浓缩胡萝卜汁
65
65~70 30
浓缩番茄汁
28~30
3.3果蔬汁的浓缩与调配
注意:
在确定浓缩果蔬汁生产工艺时,必须考虑浓缩 后果蔬汁在复原时能否保持原汁的色泽,风味 以及成分含量等品质。同时还必须考虑不同果 蔬汁的热稳定性。 理想的浓缩果蔬汁在稀释复原后,应和原汁的 色泽,口感,浊度及成分含量等品质没有显著 差别。这关键是与浓缩温度以及汁液在蒸发器 中的停留时间有关。
自然澄清法 粗滤后静置沉淀,低温或加防腐剂。 明胶澄清法 利用单宁、明胶等大分子澄清剂。 加酶澄清剂 添加果胶酶制剂除果胶。 蜂蜜澄清剂 蜂蜜新用途,可澄清并抑制褐变。 冷冻澄清剂 冷冻能改变胶体性质,解冻可破胶体。 热凝聚澄清剂 胶体和物质可加热而凝聚沉降。
3.2加工基本工艺过程
3.2.5果蔬汁浊汁的均质与脱气
3.3果蔬汁的浓缩与调配
3.3.1.2浓缩汁的表示方法
浓缩汁的固形物含量白利糖 度(°Bx)表示; 浓缩倍数=果蔬汁重量/浓 缩汁重量; 浓缩倍数=果蔬汁固形物含 量/浓缩汁固形物含量
3.3.1.3常见的果蔬浓缩汁产品
浓缩汁名称
浓缩苹果汁 浓缩橙汁
白利糖度(°Bx)
70~72 63
浓缩菠萝汁
3.3果蔬汁的浓缩与调配
果汁饮料HACCP
PET瓶包装
保存方式
保存于阴凉干燥处,避免阳光曝晒。
保质期
常温下12个月
运输方式
常温下用卡车或集装箱
销售方式
批发、零售
消费者及敏感人群
一般公众
使用方法
开盖饮用
预期用途
饮用
标签说明
品名、公司、标志、规格、配料等内容
特殊标识
无
三、工艺流程简述
A1原料验收:本公司原料指白砂糖、主剂。品管课对厂商提供之原物料进行检验,当原物料存在不合格时能及时发现。验收后的原料均保证为符合卫生要求的;品管课按照国家法律法规的要求制定相应的原料验收标准(客供品依据委托厂提供之相关标准)并不定期进行信息收集及时修订相关原料要求,对达不到要求不符合标准的原物料经与驻厂人员协商予以扣款允收,退货或特裁处理,对检验合格的原料仓管员应核对品名、规格、数量相符合点收入仓。
4
3
4
6
4.25
是
化学性:无
-
-
-
-
-
否
物理性:无
-
-
-
-
-
否
A12
倒瓶
杀菌
生物性:致病菌、病原体
4
3
5
4
4
是
化学性:无
-
-
-
-
-
否
物理性:无
-
-
-
-
-
否
A13
喷码
生物性:无
-
-
-
-
-
否
化学性:无
-
-
-
-
-
否
物理性:无
-
-
-
-
饮料生产工艺cad
饮料生产工艺cad
饮料生产工艺是指将原料经过一系列加工步骤,制成最终的饮料产品的过程。
下面是一个饮料生产工艺的简要说明:
首先,原料准备。
根据产品配方,准备需要的原料,如水、果汁、糖等,并进行必要的处理和筛选。
其次,混合搅拌。
将不同的原料按照一定的比例倒入混合搅拌机中,进行充分的搅拌,使各种原料充分混合均匀。
然后,加热杀菌。
将混合搅拌好的原料放入加热杀菌设备中,进行加热处理,杀灭其中的细菌和其他有害微生物,确保产品的安全性。
接着,过滤处理。
将经过加热杀菌的原料进行过滤,去除其中的悬浮物、杂质和固体颗粒等。
之后,二次加热和冷却。
将经过过滤的原料再次进行加热处理,使其达到一定温度,然后快速冷却,以保持其新鲜度和口感。
最后,包装和灌装。
将经过冷却的饮料产品装入瓶子、罐子或其他容器中,并进行严密的封装,以防止产品受到外界的污染和变质。
需要注意的是,在整个饮料生产工艺过程中,还需要进行质量检测和监控,确保产品的质量符合标准,并进行必要的调整和改进。
饮料生产工艺的CAD图纸设计需要将上述工艺步骤进行合理
布局和安排,以确保生产线的流程畅通和效率高效。
同时,还需要在CAD图纸中标注设备的尺寸、安装位置和配管布局等
信息,以方便生产过程中的操作和维护。
通过CAD图纸设计,可以提前预览和评估工艺设备的布局效果和工作效率,节省时间和成本。
果蔬汁的基本生产工艺

4.浓缩汁(浆) 挑 选
澄 清
粗 滤
调 整
过 滤
杀 菌
浸 提
果蔬汁加工工艺流程图
3.2加工基本工艺过程
由于压榨取汁存在出汁率低的缺点,国内外目前正 在研究新的取汁方法,即采用浸提法以提高出汁率 采取分级浸提取汁的出汁率比压榨取汁高20~30%
3.2.4粗滤果蔬制备原浆
果蔬原浆系由完整的果蔬或果蔬的可食部分直 接打浆而制取的浆状制品,经过粗滤处理。 生产果蔬清汁,必须经过澄清和过滤工序,以 除掉果蔬汁中的全部悬浮物和一些胶体物质。
果蔬汁的基本生产工艺
3.1 果蔬汁加工工艺流程: 原料选择--清洗--破碎--取汁- -粗滤--澄清和精滤--均质与脱气- -浓缩--调整与混合--包装与杀菌 (图片)
原 料
预 煮
破 碎 取 汁
打 浆
均 质
脱 气
杀 菌
1.澄清汁
清 洗
粗 滤
灭 酶
浓 缩
杀 菌
热灌装 无菌灌装 冷灌装
2.混浊汁 3.带肉饮料
3.3果蔬汁的浓缩与调配
3.3.1.4果蔬汁浓缩方法主要有:
真空浓缩法
真空浓缩法,即在减压条件下,使果蔬汁中的水分 迅速蒸发,浓缩时间较短,能很好地保存果蔬汁的 质量。 真空浓缩的浓缩温度一般为25~35摄氏度,真空度 为0.096Mpa左右,在真空浓缩前需进行适当的高温 瞬时杀菌。
3.3果蔬汁的浓缩与调配
3.4果蔬汁饮料的杀菌与包装
3.4.4.3果蔬汁饮料的灌装
果蔬汁的灌装方式一般有热灌装、冷灌装和无 菌灌装等3种方式。 热灌装是果蔬汁经加热杀菌后,不进行冷却, 而是趁热灌装,然后密封,倒置分段冷却。
果汁饮料生产工艺流程图工艺流程图
(※)(400(kg※/m)3)
(83---85℃、20min)
瓶(盖)5%二氧化氯消 毒液
(※)
51%、二清氧洁作化业氯区消≥毒10 液万级反; 冲罐装(温※度) 80---83℃
2、包装材料均使用获证企
加 : 好操强 卫业3符、作操生的合瓶人产作习及员品人惯(盖;穿员,※的戴)卫持清整洗生有、洁管健消、理康毒保证(;持※明良);
果汁饮料
主要生产设备
★—关键质量控制环 节
生产
工艺流程
工艺流程图
※ —关键质量控制、阴阳离子 过滤器、孔膜过滤器、 板框过滤器 、硅藻土过 滤器、混锰砂比过机滤(器均质
机) 瓶(配盖)消料毒罐池、配★料 缸管1、道瓶2、设盖瓶备浸自泡清动消冲洗毒洗消池消毒 毒设机施★无 菌 罐 装 机
★
1、自管动道灌反装冲清封洗盖机机 2、瓶自动冲洗消毒机 32、自二动氧冲化瓶氯机消毒设备
灯检箱
浓缩汁 (浆)
水+辅料
(稀※释)、调配(、※计)量
(※) 混比 (均质)
杀 菌(※)
管道设备清洗 无消菌毒灌(装※()※)
(封闭热灌装)
包装 灯检
成品检验(※)
成品入库
1、生产用水符合 GB5749 要求(净化后水质硬度
(工艺流程)茶线果汁生产工艺流程图
果汁产品HACCP计划编制:20040108审核:20040212一.编制目的二.基本概念三.生产工艺流程四.生产流程危害分析五.CIP流程图六.CIP流程危害分析七.确定关键控制点八.HACCP计划表九.文件记录的保持十.其他说明一.编制目的传统食品卫生的预防和控制的重点是放在监督检查和对成品的监测上,但监督检查不可能做到经常或彻底,而且,进行监督检查的时间并不一定是在高危食品制作或在进行关键操作时。
对成品的监测检验,其采集和测定的样品数在统计上有局限性。
不能确保万无一失,而且一些卫生学检验通常需要几天甚至更长时间才能出结果,此时被抽查的食品可能已被食用或运走,即使发现问题,后果也难予挽回。
因此,传统的食品安全控制方法不能完全解决消除食源性的问题。
HACCP将预防和控制重点前移,对食品原料和生产加工过程进行危害分析,找出能控制产品卫生质量的关键控制环节并采取有效措施加以控制,做到有的放矢,疏而不漏,不需要依靠花费较高的大量终产品的检验就能使终产品达到完全的安全卫生保证。
二.基本概念HACCP是一个确认、分析、控制生产过程中可能发生的生物、化学、物理危害的系统方法,是一种新的质量保证系统。
1、危害:指食品中可能导致人体健康不良影响的生物性、化学性和物理性因素或其存在的状态。
2、危害分析:指收集和确定有关的危害以及导致这些危害产生和存在的条件:评估危害的严重性和危险性以判定危害的性质、程序和对人体健康的潜在性影响,以确定哪些危害对于食品安全是重要的。
3、严重性:指某个危害的大小或存在某种危害时所致后果的严重程度。
引起食源性疾病的危害可分为三类:(1)、威胁生命致害因子(LI):如肉毒杆菌、霍乱弧菌、鼠伤寒少门氏菌、河豚毒素、麻痹性贝类毒素等。
(2)对引起严重后果或慢性病因子(SI):如沙门氏菌、志贺氏菌、空肠弯曲菌、副溶血性弧、甲肝病毒、致病性大肠杆菌等。
(3)造成中度或轻微疾病的因子(MI):如产气荚膜梭菌、蜡样芽胞杆菌、多数寄生虫、组胺类物质等。
果汁生产工艺流程1图
果汁生产工艺流程1果汁生产工艺流程2卿机览牡M英廉塀naa 泵离心分离机*a* 观机绻亲机哉辭机谓音・果汁生产线工艺流程岳事矶卜弋耳粵藕典■邮■甘怦打■孔9z*r 事也时■■亡K%*rf htfflMT 鼻护対啓叫口i*F«W EftHcmogangi^ IB鼻总■严讯■址存*9"1貝1甲* 副At MMrlMl r IQ 鼻鼻IQH l»K ■耳"rii*4** P^JUU M tWVl&Mg『;■ fl・;』・*< 宾■机*=t,O果汁生产线JUICE PRODUCTS LINE果蔬饮料生产线工艺流程图纯净水生产线工艺流程图»L «n ■存m * U * •■廿时鼻机■柜H 11 «M 內* 十■«—nujt M]<Kt«r Cm士I ThLMi Inf Fit 4<u 州■CMGFlhwH ■ rlnf tmfc Saft aa* l»・羸・・M fl 9 * IL m «M ■即・■NT»ct -eV- Sodlu- nlLer 砧•■昭円 h1Stmvpwmn-A(Q机■:必«»>如』1 1■1■1rV-its"戟殊ft保畫l•證郢-K«53t -48反■丑I ■”单y ■t;tiooojm«£*节列电二坍凤箱击斗*?BK*M3B调配果汁生产工艺流程图T图:调配果汁生产线I AMO £期啦■ J耳孔4GP Z.H-JLU也取曲辻总01 T.kN* 0■花華驻虚目u.・H)貝To «Hnn KL=±-it乂斛】亂列盘1<«MU ib.«144MLil"眈r铠-r.rtttt w.tiFn忖覺蹄应JRP岀果蔬综合利用工艺流程示意图Hl I* AU ML an I。
饮料工艺流程图及控制
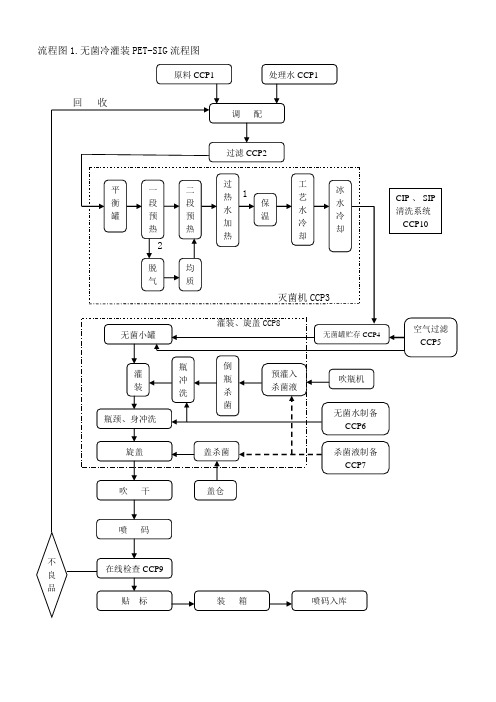
3、纯净水生产线流程图回收第三章过程步骤和控制措施描述1、PET-SIG过程步骤和控制措施描述主要加工产品:果汁饮料无菌冷灌装是指预先经过杀菌的果汁冷却后,在无菌的环境下,充填并密封于无菌的容器中。
a)自来水经水处理站制备纯净水,检测纯净水的各项指标,品控部每天检测一次电导率并每班一次抽测感官、PH、电导率,品控部每周检测一次菌落总数、大肠菌群、霉菌和酵母菌。
每年两次送政府部门进行全项检验,符合生活饮用水卫生标准。
b)浓缩汁、原浆的验收储存:品控部对原料的理化指标、感官指标、微生物指标进行检测,检查原料生产厂家提供的检验标准、检验报告,必须符合国家食品级卫生标准。
浓缩汁在-10~-18℃的冷库中贮存,原浆在0~10℃的高温库中贮存,并根据SSOP的要求对冷库进行消毒。
c)包装材料的验收储存: SIG生产线瓶子、盖子由工厂自行生产,使用前由操作人员检查其外观是否清洁、包装是否完好。
d)吹瓶:1、 PET切片用泵直接打进干燥塔,使干燥塔的容积保持在2/3以上。
切片在干燥塔中干燥小时160-175℃/3-5小时。
2、干燥后水分含量在50ppm以下的切片,进入螺旋挤压机,用275-290℃的温度加热溶化切片,同时利用螺旋的旋转将物料向前推进,由挤压机出口压入中央分配器。
3、中央分配器的温度保持在275-285℃,压力为140~210bar,溶化的料从中央分配器的分配阀经热流道,进入注塑模具的塑腔,进行瓶坯的注塑。
4、瓶坯模具应保持清洁,注塑温度为275~295℃,时间5.8~7.0秒,模芯和模腔内部均有冰水循环,以使瓶坯顺利脱模,冰水的温度控制在9-15℃。
5、停机后再次生产时应先将挤压机内残存的旧料排出,当从挤压机出口排出的料呈乳白色,无褐斑时停止排料,然后使挤压机与中央分配器连接,从注塑模具内排出部分料直至瓶坯色泽正常,可以开始正常生产。
6、瓶坯注塑、脱模后,由机械手传送到调整站,用气刀对瓶坯颈部加热,使瓶坯颈部较厚部分的料软化,以免吹瓶时瓶子破损或瓶身过薄。
椰子汁饮料工艺流程图

椰肉热水浸泡
(≥80℃泡3-5分钟)
椰肉破碎
椰蓉胶体磨 泵 椰 蓉 榨 汁
椰肉自动清洗
(3-5分钟)
椰蓉浸泡
泵
(≥80℃按1:3用水量)
泵
椰浆过滤
椰蓉胶体磨 泵 椰 蓉 榨 汁
缓冲缸
乳化调配缸
4、溶 糖
白糖验收检查
糖浆过滤
(200目滤网)
白糖称量
(50KG∕锅)
椰浆过滤
热水循环溶解
(10分钟)
5、物 料调配 、灌装 生产
椰子汁生产工艺流程图
1、水 处理
原水(地下水) 泵 石英砂过滤
活性炭过虑
PO膜返潜透
工艺水
泵
板式换热器
热工艺水
(≥80°C)
2、椰 果处理 (软 化)
椰果验收检查 调配
椰果称量
(40Kg∕锅)
蒸煮
(100℃∕5分钟)
漂洗
(3-4次)
合格椰果(成品椰果)
3、椰 肉榨汁
椰肉验收检查
椰肉称量
(48Kg∕锅)
铝铂盖
卸笼
暂存(7天)
灯检
上盖
套标喷码包装Fra bibliotek纸箱成品入库
塑盖
标签
A、辅料溶解乳化
泵
B、椰 浆 与 糖 浆
泵
泵
C、热 工 艺 水
(≥80℃)
第一道均质 机
(30MPa)
储料缸
乳化缸混合 搅拌均匀
(温度≥70℃)
泵
单联过滤 泵
(≥200目)
第二道均质机
(32MPa)
200目
储料缸 泵
空罐
灌装机
(≥80℃)