大型重载多功能数控轧辊磨床的研制_王伟荣
全自动重型数控轧辊磨床研制
中图分类 号 :T G 5 9 5 . 4 文献标识码 :A 文章编号 :1 0 0 1 —3 8 8 1( 2 0 1 3 )8— 0 5 0— 4
De v e l o p me nt o f Fu l l Aut o ma t i c He av y N C Ro l l Gr i n de r
2 0 1 3年 4月
机床与液压
MACHI NE T OOL & HYDRAUL I CS
Ap r . 2 01 3 V0 】 . 41 No . 8
第4 l卷 第 8 期
DOI : 1 0 . 3 9 6 9 / j . i s s n . 1 0 0 1—3 8 8 1 . 2 0 1 3 . 0 8 . 0 1 8
CHEN Ch u n
( D e p a r t m e n t o f Me c h a n i c a l E n g i n e e r i n g ,S i c h u a n E l e e t r o me c h a n i c a l I n s t i t u t e o f V o c a t i o n a n d T e c h n o l o g y , P a n z h i h u a S i c h u a n 6 1 7 0 0 0 ,C h i n a )
使得轧辊磨床 的精度 、功能 、可靠性和 自动化水平达 到 了前所未有 的新高度 。 某热 轧板 厂在三期技改后 ,其年产量 已达2 4 3万 吨 ,最 大卷 重 达 2 3吨 ,由于产 品宽 度 、厚 度 不变 ,
超重型精密数控轧辊磨床设计

响。
国家 高档数控机床 与基础制造装备重大专项资助项 目
( 号 : 2 0 Z 4 0 .7 ) 编 0 9 X0 0 20 1
MK 4 5/5 0 超 重 型 精 密 数 控 轧 辊 磨 A8 2 010 0H
床 , 为五 轴 三 联 动 数 控 轧 辊 磨 床 。它 采 用 西 门 予
拖板 带着 砂轮 架在 后床 身上 作纵 向移动 ,砂 轮架 采
用静 压 闭式导 轨在拖 板上 作横 向移 动 。砂轮 主轴 由
静压轴 承 支承旋 转 ,通 过 计算机 控制 ,实现 微量 进 给及 曲面 磨削 。工件装 夹在 前床 身上 的头 、尾 架顶 尖之 问 , 由头架 驱动 旋转 ,并可 实现 无级 调速 。机 床 配备 有 可调整 的工 件托 架 ,用 于托 持细 长型 的工 件 。尾架可沿前床身 自动移 动及 夹紧 ,尾架项尖可机 动伸缩 10 mm,并配有 工件 顶 紧力检 测装 置 。同 5 时 ,尾架上装有砂轮 修整器 ,砂轮 自动测径装置 、自 动修 整控 制装 置等 ,以备 自动磨 削 , 自动修 整用 。
精密 制造 与 自动化
2 1年 第 3 01 期
超重 型精密数控轧辊磨床设计木
段 斌 华
( 上海机 床厂 有 限公 司 上 海 2 0 9 ) 0 0 3
摘 要 以超重型精 密数控 轧辊 磨床设计 为对象 ,阐述 了机床的结构特 征、设计难 点及创新 内容 。利用有 限元分
析方法和仿真技术,对机床各主要部件进行 了静力学 、动力学的分析研 究。针对 国家 “ 高档数控机床 与基础 制造 装 备科 技重大专项课题 ” “ MK 4 5 /5 0 一 超重 型精密数控 轧辊磨床 ” 项 目,介绍 了在设计开发过程 中 A8 2 010 0H 所运用 的新技术 、新机构和新工艺 ,通过 了国家机床质量监督检验 中心 的检验及专家的技术鉴定,为企业提供 了 超 大型重型轧辊 的表 面磨 削基础制造装备 ,为超重型精密磨床设计提供 了新思路 。 关键 词 超 重 精密 数控 轧辊 磨床 关键技术 先进水平
大型重载多功能数控轧辊磨床的研制

砂轮 架横 向进 给运 动 ( 轴 ) 测量 装置 进给 运动 ( 轴 、X 姗 2轴 )
中凸 ( )磨 削运 动 ( 凹 U轴 )
头 架 驱 动 交 流 电动 机 砂 轮 架 驱 动 交 流 电动 机 圆柱 面 磨 削 精 度
圆度 纵 截 面 上 直 径 一致 性 表 面 粗糙 度 R a 中 凸 ( 面 磨 削精度 凹) 圆度
辊 、橡 胶 辊 等 的 粗 磨 、精 磨 加 工 ,能够 完 成 中 凸
( ) 曲线辊面 以及 圆锥 形辊 面等 部位 的磨 削 。 凹
1 1 机床主要技术规格参数 .
最大 磨 削直 径
可扩 展 至
20 0mm 0
22 0mm 0
最 小 烘 缸 磨 削 直 径
最 小 轧 辊 磨 削 直 径
砂 轮 线速 ( 线速 ) 恒 数 控 最 小分 辨 率 砂轮 架移 动速 度 拖 板移 动速 度 ( 轴) 测量 直 径 范 围 托架 支 承 直径 范 围 软着 陆装 置 托直 径 托 持范 围 冷却泵 流量
4 s 5 m/ 00 01 .0 mm 1 ~ 1 2 mi O 0mm/ n 0 4 ~40 0mm mi 0 0 / n 8 ~ 22 0mm 0 0 10 5 0  ̄8 0mm 80 0 n 0  ̄2 0t i 0 o 4 0Lmi 0 / n
需 要 ,上海机 床 多年来 一 直从事 大 型、重 载 、高精
度 数控 轧辊 的研 发 , 最近 研制 的 MK8 2 010 0 H 4 o /5 0-
成 各 种 型 面 的数 控 磨 削及 型面 修 整 。砂 轮 架通 过 直线导轨可在拖板上作横 向移动 ,实现进给磨 削。工 件 装 夹 在 位 于 前 床 身 的 头 架 及 尾 架 之 间 , 由头 架带 动工件 旋转 ,可 实现 无级 调速 。装卸 工件 采用 软着 陆装 置 ,方便工 件 的装卸 。尾架 顶尖 套筒机 动 伸 缩 ,并配 有 工件顶 紧力 检测 装置 ,保证 工件 安全
上机诞生世界最大超重型精密数控轧辊磨床_刘建平
中国工业报/2010年/7月/19日/第B01版机床工具上机诞生世界最大超重型精密数控轧辊磨床刘建平近日,由上海机床厂有限公司承担并研发制造的国家科技重大专项课题之一,当今世界最大的可顶磨250吨工件的“MKA84250/15000-H超重型精密数控轧辊磨床”通过用户上海重型机器厂有限公司的最终验收,其相关技术达到世界先进与领先水平。
它的研制成功,标志着我国超重型精密数控轧辊磨床的研发制造步入了世界先进行列,也为类似机床替代进口,并使之国产化与产业化奠定重要基础。
据悉,不久该项目将提前接受国家重大专项课题管理机构的验收。
随着国内钢铁行业近几年来迅猛发展,轧辊的需求量剧增,但用于大型轧辊制造的关键磨床及其制造企业却非常稀少。
目前,国内仅有为数不多的机床制造企业具有制造轧辊磨床的能力,且在规格、性能和精度上难以满足钢铁行业的要求。
在国际上,只有德国、意大利等国的厂家能生产高精度重载数控轧辊磨床,最大可顶磨工件150吨,且价格十分昂贵,售价一般在人民币5000万元以上。
上海机床厂有限公司从1950年起生产各类磨床,其品种、规格占全国磨床行业的三分之一。
在数控轧辊磨床生产方面,载荷80吨以下的数控轧辊磨床已经形成批量制造,近年所研制的国内最大的可磨100吨工件的大型数控轧辊磨床MK84200也已交付用户,性能精度稳定,企业在重载荷数控轧辊磨床开发上积累了丰富的经验。
这次为上海重型机器厂有限公司研制的MKA84250/15000-H超重型精密数控轧辊磨床,最大磨削直径覫2500mm,有效磨削工件长度15000mm,工件最大重量可顶磨250吨,磨削工件圆度0.003mm,工件表面粗糙度0.4μm。
机床整体处于国际先进水平,尤其是最大顶磨工件等参数已经达到了国际领先水平,填补了国内在超重型精密数控轧辊磨床方面的空白。
它解决了国内宽厚板材支承辊制造能力不足的问题,同时可以实现大规格汽轮机低压转子的磨削等其他功能。
轧辊磨床的数控化应用技术
轧辊磨床的数控化应用技术作者:苟大维徐新力秦东龙合昌来源:《现代信息科技》2020年第08期摘要:轧辊磨床是一种金属切削机床,广泛应用于钢铁、有色、造纸等行业,随着各行各业制造工艺要求都不断提高,轧辊磨床的磨削修复难度较大,加工复杂度较高,对轧辊磨床提出了更高的数控化要求。
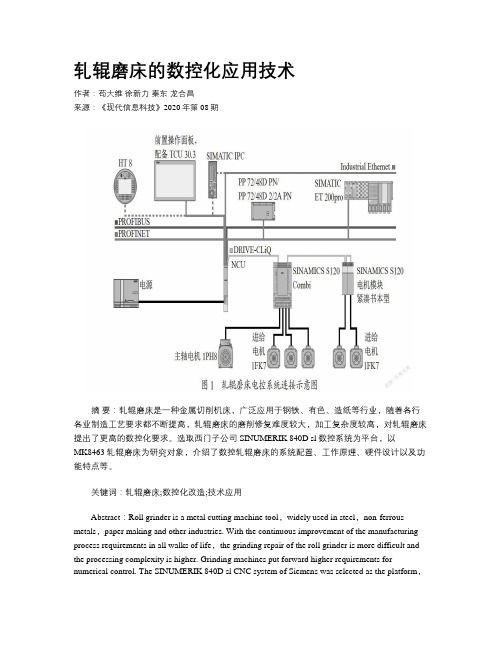
选取西门子公司SINUMERIK 840D sl数控系统为平台,以MK8463轧辊磨床为研究对象,介绍了数控轧辊磨床的系统配置、工作原理、硬件设计以及功能特点等。
关键词:轧辊磨床;数控化改造;技术应用Abstract:Roll grinder is a metal cutting machine tool,widely used in steel,non-ferrous metals,paper making and other industries. With the continuous improvement of the manufacturing process requirements in all walks of life,the grinding repair of the roll grinder is more difficult and the processing complexity is higher. Grinding machines put forward higher requirements for numerical control. The SINUMERIK 840D sl CNC system of Siemens was selected as the platform,and the MK8463 roll grinder was taken as the research object. The system configuration,working principle,hardware design and functional characteristics of the CNC roll grinder were introduced.Keywords:roller grinder;numerical control transformation;technical application0 引言随着我国经济社会的快速发展和科技水平的不断提升,工业化进程不断加快,轧辊磨床作为满足特殊工艺要求的重要工业生产设备,广泛应用于钢铁产业、有色金属冶炼产业、造纸印刷产业等诸多工业的生产过程。
小型多功能轧辊数控磨床的研制
关键词 : 小型 ; 多功 能 轧辊 磨 床 ; 曲线 研 磨
中图分类号 : T G 5 9 6
文献标识码: B
文章编号 : 1 6 7 2 — 5 4 5 X ( 2 0 1 3 ) 0 5 - 0 1 2 7 — 0 2
随着钢铁工业的发展 ,以往大批量单一品种 的 生 产 模 式 已经 越 来 越 不满 足 市 场 的需 要 了 ,为 此很 多 钢 铁 企业 都 配 备 了 自己 的研 发 中心 ,并 为其 购 置 了各 种 试 验用 热 轧 机 、 冷 轧机 , 对 轧辊 的要 求越 来越 趋 于尺 寸 小型 化 、 辊 面多样 化 和结 构 复杂化 。某 钢铁 研 发 中心 为 了适 应 各 种 不 同 轧 机 轧辊 研磨 的需 要 , 与大型轧辊磨床企业合作开发 出了一种多功能复合 轧辊磨床 , 其不仅可 以研磨普通轧辊 , 而且还具备 曲 面轧 辊 的研 磨 能力 , 实 现 了低 成本 多 功 能 的 目的 , 是 种新型小型复合多功能磨床。
作者简介 : 邱碧涛 ( 1 9 7 6 一) , 男, 湖北武汉人 , 高级工程师 , 研究方 向为设备研究 与开发。
1 2 7
Equ i p me nt M a nu f a c t u r i ng Te c h n o l o g y No. 5, 201 3
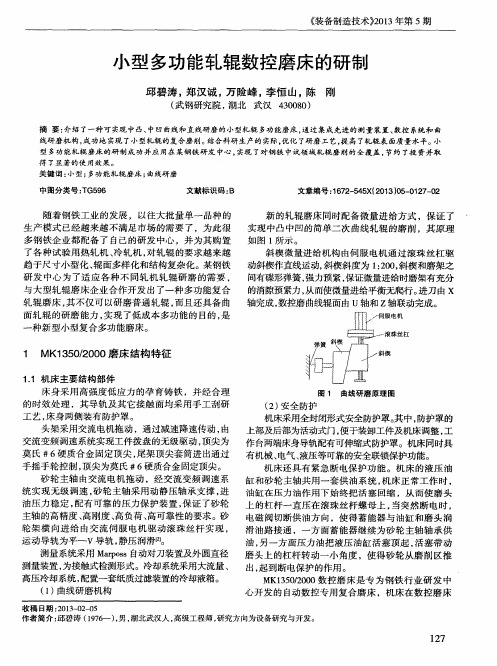
的基 础 上 , 增 加 了数控 微 量 进 给装 置 , 可 实现 曲线 辊 始 磨削 中间的 自动磨 削方法 。在磨 削过 程 中 , 同样 采 面磨 削 , 实 现对 小 型 冷 轧机 、 热 轧 机等 轧 辊 的磨 削修 用 电流控 制 , 当 电流低 于设 定 值 后 , 控 制 系统 立 即发 复 等研 究 工作 。 出进 给和换 向指 令 。随着 磨 削 的不 断进 行 , z轴 的换
上海机床厂高档数控磨床获机械工业科学技术一等奖
上海机床厂高档数控磨床获机械工业科学技术一等奖
佚名
【期刊名称】《机床与液压》
【年(卷),期】2011(39)4
【摘要】面向钢铁汽车行业的高档数控磨床关键技术及装备开发项目是上海机床厂有限公司的重点项目之一,主要针对钢铁行业的发展需要,开发适用于制造大尺寸钢板轧制用轧辊的重载荷数控轧辊磨床系列。
其中,国内最大的可顶磨250t工件的超重型数控轧辊磨床被列入国家“高档数控机床与基础制造装备”科技重大专项课题。
【总页数】1页(P113-113)
【关键词】上海机床厂有限公司;科学技术;数控磨床;机械工业;高档;数控轧辊磨床;制造装备;钢铁行业
【正文语种】中文
【中图分类】TG596
【相关文献】
1.上海机床厂高档数控磨床获中国机械工业科学技术一等奖 [J],
2.湖北三环锻压数控成型机获中国机械工业科学技术一等奖 [J],
3.上海机床厂高档数控磨床获中国机械工业科学技术一等奖 [J],
4.北起院获2020年度中国机械工业科学技术奖一等奖和三等奖 [J], 无
5.北起院承担项目获中国机械工业科学技术一等奖 [J], 无
因版权原因,仅展示原文概要,查看原文内容请购买。
中国最大数控磨床在沪制造
中国最大数控磨床在沪制造
佚名
【期刊名称】《工具技术》
【年(卷),期】2006(40)10
【摘要】上海机床厂有限公司与上海重型机器厂有限公司日前签约,前者将为后者制造国内最大的数控轧辊磨床。
这台型号为MK84250/15000-H的数控轧辊磨床最大磨削直径为2500毫米,有效磨削工件长度为15000毫米,最大磨削工件重量为250吨。
无论是可加工重量还是机床规格,都是目前中国最大的磨床。
【总页数】1页(P44-44)
【关键词】数控磨床;制造;中国;数控轧辊磨床;磨削工件;重型机器厂;机床厂
【正文语种】中文
【中图分类】TG596
【相关文献】
1.上海机床厂有限公司成功制造国内最大的数控外圆磨床 [J],
2.携先进制造技术,开拓中国市场——访施利博格(南京)数控磨床有限公司副总经理尉崴先生 [J], 孙彬
3.“2011磨床先进制造与创新技术研讨会暨数控机床专项交流会”在沪举行 [J],
4.上海机床厂有限公司签约制造世界最大的数控轧辊磨床 [J], 阎晓彦
5.放眼全球聚焦中国——国际著名数控工具磨床制造商昂科机床(ANCA)在沪成立中国分公司 [J], 湖雁
因版权原因,仅展示原文概要,查看原文内容请购买。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
图1 MK84200/15000-H数控轧辊磨床外观图 设计与开发大型重载多功能数控轧辊磨床的研制王伟荣(上海机床厂有限公司 上海200093)摘 要 介绍了对钢铁、造纸、橡胶工业等领域可实现中凸(凹)曲线辊面以及圆锥形辊面等部位磨削的数控轧辊磨床,研制开发了集烘缸、轧辊磨削于一体的新型复合、大型、重载数控轧辊磨床。
对可以实现对拖板纵向进给运动、砂轮架横向进给运动以及测量臂移动控制的“SGS 磨削之星”软件在轧辊磨削中的应用作了肯定。
通过对机床部件进行的有限元分析,提高了新型复合、大型、重载数控轧辊磨床的性能,得到了显著效果。
关键词 大型 重载 数控复合轧辊磨床 磨削之星随着钢铁、造纸、橡胶等工业领域的发展,对各种烘缸、轧辊的要求越来越趋于尺寸大型化,结构复杂化,辊面多样化。
为了满足工业生产的实际需要,上海机床多年来一直从事大型、重载、高精度数控轧辊的研发,最近研制的MK84200/15000–H 数控轧辊磨床可满足大型轧辊及复杂辊面的磨削,并可用大型烘缸的曲面磨削,属新型的复合磨床。
1 MK84200/15000-H 数控轧辊磨床介绍MK84200/15000-H 数控轧辊磨床(如图1所示)是集烘缸磨削、轧辊磨削于一体的新型复合重型数控轧辊磨床,可对造纸行业中烘缸及钢铁行业、橡胶行业中的轧辊进行磨削,如对支承辊、工作辊、橡胶辊等的粗磨、精磨加工,能够完成中凸(凹)曲线辊面以及圆锥形辊面等部位的磨削。
MK84200/15000–H 数控轧辊磨床为砂轮架移动式数控轧辊磨床,磨床的前、后床身为分离式结构,砂轮架由拖板带动可在后床身上纵向移动,配合X 轴的进给运动,能够实现两轴联动,完成各种型面的数控磨削及型面修整。
砂轮架通过直线导轨可在拖板上作横向移动,实现进给磨削。
工件装夹在位于前床身的头架及尾架之间,由头架带动工件旋转,可实现无级调速。
装卸工件采用软着陆装置,方便工件的装卸。
尾架顶尖套筒机动伸缩,并配有工件顶紧力检测装置,保证工件安全可靠夹紧。
尾架由电动机驱动可在前床身上纵向移动,适应不同长度工件的磨削需要,通过液压锁紧可实现磨削范围内任意长度的可靠定位。
尾架上配有砂轮修整器,可对砂轮进行修整。
测量装置采用双点式结构固定于拖板以便实现自动修整,自动磨削。
此机床还具有砂轮自动趋进功能。
1.1 机床主要技术规格参数最大磨削直径 2 000 mm 可扩展至 2 200 mm 最小烘缸磨削直径 80 mm最小轧辊磨削直径 390 mm 工件最大质量 85 000 kg 最大工件长度 15 000 mm 顶尖距 15 000 mm 工件转速范围(无级) 4~40 r/min 砂轮尺寸(外圆直径×宽度×内孔直径) 图1 MK84200/15000–H 数控轧辊磨床1 250 mm ×120 mm ×508 mm161 100 mm ×100 mm ×508 mm砂轮线速(恒线速) 45 m/s数控最小分辨率 0.000 1 mm砂轮架移动速度 10~1 020 mm/min拖板移动速度(Z 轴) 40~4 000 mm/min测量直径范围 80~2 200 mm托架支承直径范围 100~850 mm软着陆装置托直径托持范围 800~2 000 mm 冷却泵流量 400 L/min 砂轮架拖板往复运动(Z 轴)头架驱动交流电动机 132 kW 测量装置进给运动 (X 1轴、X 2轴) 砂轮架驱动交流电动机 132 kW 圆柱面磨削精度圆度 0.003 mm纵截面上直径一致性 0.004 mm表面粗糙度R a 0.1 μm中凸(凹)面磨削精度圆度 0.003 mm 辊形误差 0.004 mm 表面粗糙度 R a 0.2 μm 1.2 机床控制系统MK84200/15000-H 型数控轧辊磨床,采用西门子840D 数控系统,内置可编程控制器(PLC ),数控系统显示屏采用彩色TFT 显示器,其操作系统采用WINDOMS XP 工业版操作系统,带 10/100自适应以太网卡、USB 接口、鼠标等接口,PLC 模块的外部I/O 接点通过ProfiBus 工业现场总线传输到控制系统。
中文操作界面具有专用于轧辊磨床的专用菜单,并且可方便的在CNC 系统及磨削软件之间直接切换。
轧辊磨床软件采用了自主研发“SGS 磨削之星”,可以实现对拖板纵向进给运动的控制、砂轮架横向进给运动的控制、以及测量臂移动的控制等。
图2 头架结构 数控系统的功能包括: (1)自动趋进对刀功能;(2)砂轮磨损及修整后补偿功能; (3)故障智能诊断、查询功能; (4)磨削及修整过程中断功能; (5)程序自动控制磨削;(6)反向间隙、螺距误差补偿功能;(7)具有储存100条以上曲线程序的功能; (8)具有RS232 – C 及RS485通讯接口; (9)砂轮架进给超程、过载保护功能;(10)自适应磨削功能; (11)头架无级变速及砂轮恒线速功能; (12)机床故障报警灯闪烁功能; (13)砂轮自动动平衡功能; (14)机床断电砂轮自动后退功能; (15)自动测量功能; MK84200/15000-H 的数控轴数为: 砂轮架横向进给运动(X 轴) 中凸(凹)磨削运动(U 轴)1.3 机床主要部件结构 1.3.1 床 身 MK84200/15000–H 数控轧辊磨床前、后床身为分离式结构,前床身和拖板床身均采用高强度铸铁制造。
床身结构在设计过程中充分考虑到热变形及重载变形等因素,对床身铸件进行热处理,以消除铸造应力,避免引起床身扭曲变形。
通过结构优化提高了强度、刚度及稳定性。
在工件拖板床身间安装了不锈钢水槽,并用流水冲洗,保持清洁,避免磨削废液等对周围环境的污染。
1.3.2 头 架 头架是工件在旋转时的主要驱动装置,头架结构如图2所示。
头架拨盘由精度和刚度极高的高精图2 头架结构 度滚动轴承支承,具有自定位功能。
头架由高性能交流电机通过减速器及皮带降速驱动,用以带动工件回转,通过变频器对电机进行无级调速。
头架传动皮带采用扇形板结构张紧,调节方便可靠,头架顶尖为死顶尖结构,托磨削最大工件重量可达85 t 。
为适应不同磨削场合的需要,工件带动方式有顶尖17孔式,万向联轴器式及柔性联接式等方式,用户可根据现场情况任选其一。
1.3.3 烘缸驱动装置烘缸驱动装置专为烘缸磨削设计,烘缸驱动装置如图3所示。
它由底座及高精度减速机两部分组成,动力由头架传动轴提供,通过万向联轴器联该装置用于磨削接,减速机可横向移动,以满足小工件的加工需要。
小规格及一定重量的烘缸,工件带动方式有顶尖孔式,万向联轴器式及柔性联接式等方式,用户可根据现场情况任选其一。
18 图3 烘缸驱动装置1.3.4 尾架尾架结构如图4所示。
尾架体壳分上下二层,上层可横向微量移动,用以调整头尾架顶尖轴心线与拖板运动方向的平行。
顶尖套筒的伸出与缩进可由电机或手动旋转带动。
尾架顶尖装有轴向顶紧力数字式显示控制装置,通过应变片式或半导体式力传感器,顶尖的轴向顶紧力可直接显示。
MK84200/15000–H 数控轧辊磨床顶尖套筒的最大伸缩距离为150 mm 。
尾架可由电机驱动作纵向移动,当尾架定位后,由机械及液压压紧机构将尾架可靠地紧固在工件床身上,尾架后端设有止退装置,可有效防止尾架承载后后退。
尾架后端装有固定式砂轮修整器,可修整砂轮外圆。
尾架前端配有自动测量仪精度校准环。
1.3.5 拖 板(Z 轴)拖板布置于拖板床身上,拖板的纵向运动驱动力由SIEMENS 交流伺服电机经高精度减速器,通过高精度无间隙啮合的齿轮-齿条提供。
拖板运动支撑导轨为贴塑压力润滑导轨,导轨各油腔压力均匀,低速运动平稳,定位精度高,并且各腔压力均有压力表显示,便于检测。
拖板上布置有砂轮架、垫板、拖板驱动机构、操纵台、电气及液压器件、冷却喷嘴等功能部件,电气及液压管线通入拖板内腔。
为保证操作者的安全操作,拖板上装有防护栏杆及防护板,前侧装有前置式平台,以便砂轮对刀及修整,磨削时平台缩回原位,后侧装有上下梯,便于操作者上下。
1.3.6 砂轮架(X 轴)图3 烘缸驱动装置 砂轮架结构如图5所示。
砂轮架装在拖板上,砂轮架的横向进给运动由交流伺服电机经一对同步带轮及高精度滚珠丝杆传动。
为保证砂轮架进给的高精度和高刚度,滚珠丝杆两端由预加负荷的高精度成对滚动轴承支承。
砂轮架导轨采用了高精度滚柱直线导轨(附带阻尼块),使砂轮架快速进给响应性好,定位精度及重复定位精度高。
图5 砂轮架结构图图5 砂轮架结构 1.3.7 砂轮主轴系统图4 尾架结构 图4 尾架结构 为保证砂轮的高刚度及高精度支撑,砂轮主轴轴承采用薄膜反馈高压动静压轴承结构,主轴轴承润滑油由独立供油装置供给。
供油装置配有高精度过滤装置以及油温、液位、流量监控装置,能够实现恒温、稳压供油;具有完善的压力保护、失电失压保护、故障报警功能,安全可靠、维护方便,保证了砂轮主轴的高精度、高刚度、高负荷、高可靠性的要求。
砂轮主轴端部装有砂轮在线自动平衡仪,在磨削过程中通过平衡补偿,可有效地保证整个砂轮主轴系统的回转精度,能够充分满足使用国产砂轮进行轧辊磨削的平衡要求。
1.3.8 中凸(凹)机构(U 轴)中凸(凹)机构原理如图6所示。
采用静压偏心套结构,其砂轮轴轴承体是偏心套筒,套筒与砂轮架体壳配合采用与砂轮主轴相同结构原理的静压技术。
当偏心套转动时,形成灵敏的摆动进给,可 实现各种任意曲线的磨削。
图6 中凸(凹)机构原理图偏心套筒转位由交流伺服电机驱动,滚珠丝杆带动偏心套上的悬臂实现偏心套的微量角度的偏转。
悬臂下装有液压缸,通过机械结构使悬臂始终与丝杆螺母接触以消除间隙,当磨床突然停电时,通过蓄能器使液压缸反向推动悬臂,快速将砂轮退出工件表面,起到断电保护作用。
该运动与拖板(Z 轴)运动相复合,在轧辊表面磨削出所需形状。
1.3.9 托架托架(如图7所示)安装于工件床身上,可沿床身导轨由电机驱动移动。
图7 托架结构图7 托架结构托架支承块有手动调整机构,采用双瓦支承,托架分上、下两层,上层可横向移动。
托瓦采用巴氏合金,通过更换不同厚度的托瓦,可磨削不同直径的轧辊。
1.3.10 自动测量装置交流伺服电动自动测量装置安装在拖板上,可实现工件圆度、直径、纵截面直径一致性、辊形误差等的检测,测量装置结构如图8所示。
偏心套筒 滚珠丝杆通过采用高刚性、高强度、小变形单臂横梁框架式结构,保证和测量数据的准确性。
测量系统设有测量臂防掉装置,保证了测量的稳定与安全性。
测量系统采用双点式测量装置,两个测量点的水平移动采用双丝杆双导轨式双驱动形式,测量脚的上翻与下压由摇摆马达来驱动实现,测量数据通过HEIDENHAIN 光栅获得。