f1f7精轧机组机械设备设备使用说明书
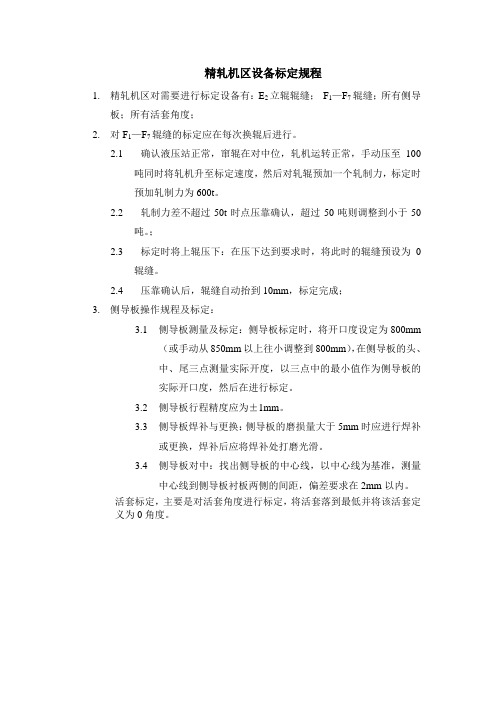
精轧机区设备标定规程
精轧机区设备标定规程
1.精轧机区对需要进行标定设备有:E2立辊辊缝;F1—F7辊缝;所有侧导
板;所有活套角度;
2.对F1—F7辊缝的标定应在每次换辊后进行。
2.1确认液压站正常,窜辊在对中位,轧机运转正常,手动压至100
吨同时将轧机升至标定速度,然后对轧辊预加一个轧制力,标定时
预加轧制力为600t。
2.2轧制力差不超过50t时点压靠确认,超过50吨则调整到小于50
吨。
;
2.3标定时将上辊压下:在压下达到要求时,将此时的辊缝预设为0
辊缝。
2.4压靠确认后,辊缝自动抬到10mm,标定完成;
3.侧导板操作规程及标定:
3.1侧导板测量及标定:侧导板标定时,将开口度设定为800mm
(或手动从850mm以上往小调整到800mm),在侧导板的头、
中、尾三点测量实际开度,以三点中的最小值作为侧导板的
实际开口度,然后在进行标定。
3.2侧导板行程精度应为±1mm。
3.3侧导板焊补与更换:侧导板的磨损量大于5mm时应进行焊补
或更换,焊补后应将焊补处打磨光滑。
3.4侧导板对中:找出侧导板的中心线,以中心线为基准,测量
中心线到侧导板衬板两侧的间距,偏差要求在2mm以内。
活套标定,主要是对活套角度进行标定,将活套落到最低并将该活套定义为0角度。
鞍钢1780热轧生产线工艺布局特点_张巍

收稿日期:2002-03-25作者简介:张 巍(1972-),男(汉族),辽宁海城人,国家注册监理工程师。
鞍钢1780热轧生产线工艺布局特点张 巍(鞍山钢铁公司设计研究院,辽宁 鞍山 114021)摘 要:简要介绍了鞍钢1780工程的概况,总结了1780热轧线工艺布局上的机型选取、主要工艺和设备选择、工艺流程及平面布置的特点,提出了在新建或改造类似热轧线时,工艺布局上应注意的问题。
关键词:1780热轧线;工艺布局;特点中图分类号:TG 335.56;TG 333.71 文献标识码:B 文章编号:1003-9996(2002)05-0026-03C haracteristics of processing layout of 1780mm hot rolling line ofAnshan Iron and Steel C ompanyZHANG W ei(Design &Research Institu te ,Anshan Iron &Steel Co .,Anshan 114021,China )A bstract :The selection of mill ty pe ,processing and equipment ,the characteristics of processing and plane layout w ere simply introduced .M eanw hile ,some problems about processing layout w ere put forward for new building o r modernizing same hot rolling line .Key words :1780mm hot rolling line ;processing layout ;characteristics 鞍山钢铁公司原半连轧厂于1958年建成投产,设计年产板卷80万t ,主轧线设备属于第1代热带钢轧机,是苏联援建项目。
精轧区设备简介

精軋機F-1至F-4為連結驅動方式,而F-5至 F-7設計為齒輪箱連接軋機,精軋機F-1至 F-7 設計有十字型式萬向接頭 ,在工輥換輥時一對 工輥被機動式換輥小車拖出 ,快速更換工輥設 備為側移器型式安裝在每一軋機前方 ,下背輥 軸承箱如雪橇型式安裝連接著液壓缸,背輥更 換時一對背輥被坐落在上下軸承箱間的液壓缸 退回。
14個
10,860 mm 0/132 m/min
連結器
潤滑 Aprons
齒輪式連結器
中央系統油脂潤滑輥輪頸部軸承 焊接鋼格板形式的 aprons安裝在工作台樑上
剪切機入口側邊導器(Crop Shear Entry Side Guide)
剪切機入口側邊導器是設計來導正(T-Bar)進入剪切 機作業,採用液壓缸推動邊導器並預先設定寬度。
F1
剪切機入口側工作台(Crop Shear Entry Table)
剪切機入口工作平台位於捲取箱和剪切機間, 具有獨立式驅動型式滾輪並裝有格子型式 aprons , 捲取箱 出口側的夾送輥位在此工作台上。
型式 滾輪尺寸 獨立式馬達驅動 直徑350 mm x長 1,800 mm
滾輪數量
工作台長度 工作台速度
剪切機餘料槽坐落於剪切機的漥坑底部
,剪
切機餘料槽是使用天車做搬運更換。 IHI的雙齒輪式剪切機有利於延長維持上下彎 曲切刀平行度。 切刀的更換和間隙調整作業為停機狀態模式 下完成作業。 生產鋼帶厚度在 (16 to 32 mm)經剪切機分切 後送至平板堆疊機完成堆疊並由天車運至儲 區儲存。
190/530 rpm
F-4 6,500 kW 190/530 rpm F-5 6,500 kW 190/530 rpm 01:01 1000 1132 01:01.9 636 724
本钢热连轧机组简介
精轧机组
机架号 型式 立柱断面面积(cm2) 允许最大轧制力KN(机械) 额定轧制力矩KN.M(总的) 轧制速度(辊径最大)(m/s) 功率(KW) 1715 1.53 ~ 2.62 1540 1.70 ~ 2.92 668 3.93 ~ 7.85 7000 F1 F2 F3 F4 四辊不可逆式 6440 30000 668 3.93 ~ 9.82 317 7.46 ~ 14.92 317 7.46~ 16.49 6300 317 7.46 ~ 18.65 F5 F6 F7
1700机组原料及产品规格范围
板坯 单位
厚度
原料尺寸规格 宽度 长度 最大重量 厚度 宽度 产品规格 内径 外径 最大卷 重
mm
mm m t mm mm mm mm t
230
800~1550 3500~9000 单坯:24 1.2~20 700~1550 762 2000(最大可卷2100mm) 24
主要冶炼生产设备
生产能力 名 称 规格 型号
150吨 180吨 直弧型 150吨 150吨
制作厂 数量
3 4 4 2 5 4 (自动化系 统荷兰) 奥钢联 达涅利 德国TM
自动化转炉 板坯连铸机 薄板坯连铸机 钢包炉 (LF) 真空脱气 (RH-TB) 精炼装置 (AHF) 铁水预处理
150吨
150吨
2
有效炉长×炉宽
3
加热能力 (210厚、9000长、 冷坯 ) 炉底强度
t/h
186
165t/h(max 175t/h) 617
186
261
261
4
kg/m2.h
628 混合煤气、 重油、蒽油、 焦油
628 混合煤气、 重油、蒽油、 焦油
太钢2250mm不锈钢热连轧生产线的工艺及设备

1100 Φ700/Φ630 2550
1100 Φ700/Φ630 2550
1100 Φ700/Φ630 2550
支撑辊 辊径 辊身长度
/ mm Φ1600/Φ1440 Φ1600/Φ1440 Φ1600/Φ1440 Φ1600/Φ1440 Φ1600/Φ1440 Φ1600/Φ1440 Φ1600/Φ1440
2 主要工艺及设备
热轧厂由板坯库 、加热炉上料跨 、加热炉 跨 、主轧跨 、钢卷库 、主电室 、磨辊间等组成 , 车间 设 备 总 重 量 33443t , 其 中 , 工 艺 设 备 39908t 。电气设备总功率 155663kW (不含车间 照明及公辅) , 其中主传动电机功率 89000kW 。 211 加热区主要工艺设备
助卷辊
传动功率/ kW 转速/ r·min - 1
3 ×65 AC
1060
传动功率/ kW 1200AC
卷 筒
转速/ r·min - 1
传动比 i
230/ 600
2134/ 5136
公称直径/ mm Φ762
钢卷运输采用运输链和步进梁组合运输方式 , 下运输步进梁直接送往新不锈钢厂冷轧原料库 。
1 概述
太原钢铁 (集团) 有限公司 2250mm 热连轧 项目是太钢新建 150 万 t 不锈钢系统工程的关键 项目 , 并于 2006 年 6 月 30 日轧出第 1 卷钢 。该 项目由 1 条热连轧生产线 、1 条平整生产线和 1 条横切生产线组成 。轧线设计生产规模为 392 万 t/ a , 其 中 碳 钢 19516 万 t/ a , 规 格 为 112 ~ 2514mm ×1000 ~2130mm , 不锈钢 19614 万 t/ a , 规格为 210~2010mm ×1000~2100mm , 最 大卷重 40t 。平整线设计生产规模为 100175 万 t/ a , 其中碳钢 83145 万 t/ a , 不锈钢 17130 万 t/ a 。横切线设计生产规模为 62 万 t/ a , 其中碳钢 32 万 t/ a , 不锈钢 30 万 t/ a 。
精轧机说明书.(DOC)

高速线材精轧机组安装使用说明书制造单位:哈尔滨广旺机电设备制造有限公司设备图号: ZJF90d00使用客户:出厂日期:目录第一章、技术说明 (2)第二章、设备安装调整 (4)第三章、设备的使用维护与更换 (7)第四章、常见故障及排除 (13)第五章、附件 (14)精轧机组是高速线材车间的重要设备,为了保证精轧机组正常运转,用户须了解机组的性能、安装、运行与日常维护等基本常识。
本说明书就以上几个方面作了简单的介绍,用户在安装、使用机组前请先阅读本手册。
本说明书供武安文煜高线专用。
第一章技术说明一、设备用途本精轧机组为摩根五代顶交45°无扭重载高速线材精轧机组,图纸由国内设计转化完成。
本机组通过10机架连续微张力轧制,将上游轧机输送的轧件,轧制成φ5.5-φ20mm的成品线材。
二、设备主要性能参数1. 工艺参数:●来料规格:φ17—φ22mm●来料温度:>900℃●成品规格: φ5.5-φ20mm●主要钢种:碳钢、优质碳素钢、低合金钢、合金钢、焊条钢、冷镦钢等●第10架出口速度:≤95m/s(轧制φ6.5规格时)2. 设备参数:●机组组成:∅230轧机(5架)、∅170轧机(5架)、增速箱、大底座、挡水板与防水槽、缓冲箱、保护罩、联轴器、精轧机组配管等。
●机架数量: 10架(1-5架为∅230轧机,6-10架为∅170轧机同种规格的轧辊箱可以互换)●布置方式:顶交45°,10机架集中传动●辊环尺寸:∅230轧机:∅228.3/∅205×72mm∅170轧机:∅170.66/∅153×57.35/70mm ●传动电机: AC同步变频电机,功率: 5500kW●振动值:≤4.5 mm/s●噪音:≤80dB(距轧机1.5米处)●机组总速比(电机速度/装辊转速)见下表:●机组润滑方式:稀油集中润滑油压: 0.35MPa(点压力)总耗量:1200L/min油品: Mobil 525清洁度:10μ供油温度:38°C -42°C●保护罩液压系统:工作压力:15MPa系统流量:20 l/min●装辊工作压力:高压45 MPa -49.5MPa,低压22 MPa -25 MPa●卸辊工作压力:最大70MPa第二章设备安装调整一、安装调整顺序●将机组底座、增速箱、和主电机初步就位。
精轧机组维护使用说明书--新版
精轧机组维护使用说明书哈飞工业机电设备制造公司目录第一章预精轧机区设备 (3)第二章3#飞剪、2#卡断剪、碎断剪、侧活套 (4)第三章精轧机组 (6)第四章增速箱 (11)第五章夹送辊 (11)第六章吐丝机及其相关设备 (13)第七章机组装配与试车 (15)第八章精轧机组的分解与重装 (22)第九章设备日常维护 (59)第十章设备大修 (61)第十一章易损件和备件清单 (76)前言无扭精轧机组是高速线材车间的重要设备,机组中使用了高精度、高转速的圆柱斜齿轮、锥齿轮、油膜轴承和滚动轴承,各零件的加工精度、动平衡精度以及安装精度的要求都很高,因此,了解精轧机组及其相关设备的性能、结构、安装、使用与日常维护等是保证轧机正常运转的重要环节。
第一章预精轧机区设备1.1悬臂式预精轧机组位置:位于13V轧机出口处。
轧机号为:14H、15V、16H、17V。
作用:通过4机架无扭无张力连续轧制,将坯料轧制成满足精轧机组要求的的尺寸及精度。
结构:机组由4架∅285轧机组成,平立交替布置,机架间设有立式活套。
轧机为悬臂辊环式结构,其特点如下:①轧机为轧辊箱插入式机构。
机架由轧辊箱和齿轮箱组成,轧辊箱插入齿轮箱即构成轧机机架。
②轧辊箱箱体带有一法兰面板用来与齿轮箱连接,箱体内装有偏心套机构用来调整辊缝。
偏心套内装有摩根系列油膜轴承与轧辊轴,在悬臂的轧辊轴端用锥套固定辊环。
水平机架与立式机架共用一种轧辊箱,可以互换。
③水平机架的齿轮箱内由输入轴和同步轴共两根带有齿轮的传动轴组成,机架可由一标准减速器调整速比。
④立式机架的齿轮箱内的传动系统比水平机架多了一对螺旋伞齿轮,用来改变传动方向和调整速比,其余部分与水平机架相同;平立轧机齿轮均采用SKF滚动轴承。
⑤辊缝的调节是旋转一根带左、右丝扣和螺母的丝杆,使两组偏心套相对旋转,两轧辊轴的间距随偏心套的偏心相对轧线对称移动而改变辊缝,并保持原有轧线及导卫的位置不变。
⑥辊环通过锥套连接在悬臂的轧辊轴上,用专用的换辊工具更换辊环。
宁钢1780mm热连轧机总说明书新

总说明书代号:031105SM产品名称:宁波钢铁1780mm热连轧机编制阮东辉主任设计师阮东辉设计科长阮东辉总设计师马树杰中国一重集团大连设计研究院2007年2月28日目录1.0 设计制造依据2.0 轧线设备主要技术参数及装机水平3.0 生产规模及工艺流程4.0 轧线设备组成、结构、性能及控制要求5.0 设备安装前的清洗与装配6.0 设备安装7.0 机械设备调试规程8.0 设备保养与安全9.0 机械设备启动前的准备工作10.0 设备清单1.设计制造依据2003年2月,中国一重集团大连设计研究院与宁波钢铁公司签订的设备设计合同。
一重集团大连设计研究院根据设计合同内容于2003年4月完成技术设计审查,签订会议纪要。
审查后,一重集团大连设计研究院于2003年4月至2003年12月完成了施工设计工作。
2.0轧线设备主要技术参数及装机水平2.1 主要技术参数2.1.1 E1立辊轧机最大轧制压力8000KN2.1.2 E1立辊轧机最大轧制力矩2×775KNm2.1.3 E1立辊轧机轧制速度0~1.5~3.7m/s2.1.4 E1立辊轧机压下速度0~25~55mm/s2.1.5 E1立辊轧机轧辊规格Φ1200/Φ1100×230mm2.1.6 E1立辊轧机主传动电机1300KW n=110/270r/min 2台2.1.7 R1二辊轧机最大轧制压力30000KN2.1.8 R1二辊轧机最大轧制力矩2×1900KN.m2.1.9 R1二辊轧机轧制速度0~1.98~3.7m/s2.1.10 R1二辊轧机最大开口度300mm2.1.11 R1二辊轧机压下速度0~20~40mm/s2.1.12 R1二辊轧机工作辊规格Φ1350/Φ1230×1780m2.1.13 R1二辊轧机主传动电机3800KW n=28/52r/min 2台2.1.14 R1二辊轧机粗压下电机150KW n=515/1030r/min 2台2.1.15 R1二辊轧机精压下电机150KW n=550/1100r/min 1台2.1.16 E2立辊轧机最大轧制压力7000KN2.1.17 E2立辊轧机最大轧制力矩2×560KNm2.1.18 E2立辊轧机轧制速度0~2.4~6m/s2.1.19 E2立辊轧机压下速度0~25~55mm/s2.1.20 E2立辊轧机轧辊规格Φ1200/Φ1100×650mm2.1.21 E2立辊轧机主传动电机1500KW n=160/400r/min 2台2.1.22 R2四辊轧机最大轧制压力40000KN2.1.23 R2四辊轧机最大轧制力矩2×2300KN.m(1.5倍过载)2.1.24 R2四辊轧机轧制速度0~±3.14~6.28m/s2.1.25 R2四辊轧机最大开口度280mm2.1.26 R2四辊轧机压下速度0~20~40mm/s2.1.27 R2四辊轧机工作辊规格Φ1200/Φ1100×1780mm2.1.28 R2四辊轧机支承辊规格Φ1600/Φ1450×1780mm2.1.29 R2四辊轧机主传动电机7500KW n=45/100r/min 2台2.1.30 R2四辊轧机压下电机300KW n=515/1030r/min 1台2.1.31 F1E立辊轧机最大轧制压力1500KN2.1.32 F1E立辊轧机最大开口度1780mm2.1.33 F1E立辊轧机最小开口度750mm2.1.34 F1E立辊轧机轧辊直径Φ630/Φ570mm2.1.35 F1E立辊轧机轧制速度0~1.3~3.2m/s2.1.36 F1E立辊轧机主电机AC370KW n=200/500r/min 2台2.1.37 F1-F7精轧机最大轧制力:F1~F4 42000KNF5~F7 35000KN2.1.38 F1-F7精轧机最大轧制力矩:F1~F4 3640KNmF5~F7 640KNm2.1.39 F1-F7精轧机最大开口度:F1~F4 70mmF5~F7 70mm2.1.40 F1-F7精轧机轧制速度:F7出口速度max 20.16m/s2.1.41 F1-F7精轧机弯辊力:F1~F4 2000KN(单侧)F5~F7 1500KN(单侧)2.1.42 F1-F7精轧机工作辊尺寸:F1~F4 Φ850/Φ760×2080mmF5~F7 Φ700/Φ630×2080mm2.1.43 F1~F7精轧机支承辊尺寸:F1~F7 Φ1600/Φ1450×1780mm2.1.44 F1~F7精轧机主传动电机:F1~F3 N=3×9000KW 100/230/r/min ACF4 N=9000KW 110/260/r/min ACF5 N=8000KW 176/406/r/min ACF6 N=8000KW 209/480/r/min ACF7 N=7500KW 240/560/r/min AC2.1.45 高压水除鳞机工作压力18Mpa2.1.46 切头飞剪最大剪切力13700KN2.1.47 剪切强度(900℃时)max 140N/mm22.1.48 上下转鼓中心距1280mm2.1.49 坯料最大厚度50(60)×1630mm2.1.50 切头飞剪剪切速度0.6~2.2m/s2.1.51 切头飞剪主传动电机2600KW 600r/min 1台2.1.52 剪刃间隙0.6~0.9mm2.1.53 剪刃最大重合度5mm2.1.54 卷取机带钢厚度: 1.2-19mm2.1.55 卷取机成品宽度:800-1630mm2.1.56 卷取机钢卷外径:Φ2150mm(max),Φ1000mm(min),2.1.57 减速机速比 1.5/3.32.1.58 助卷辊尺寸Φ380×1900mm2.1.59 卷取机钢卷内径:Φ762mm2.1.60 卷取机钢卷重量:32T(max)2.1.61 卷取机卷筒外径:Φ762mm/Φ745mm/Φ727mm(收缩)2.1.62 卷取机卷筒伸缩液压缸:活塞直径Φ390mm/Φ180mm行程54/85mm,压力13Mpa2.1.63 卷取机卷筒传动电机:1000KW 230/600 r/min 2台2.2 装机水平2.2.1.采用连铸坯热装技术节约能源。
F1-F7精轧机组机械设备设备使用说明书

F1-F7精轧机组机械设备设备使用说明书
使用说明书
(包括功能、安装、操作、维护)
13272.302.00SM
13272.304.00SM
13272.305.00SM
13272.306.00SM
13272.307.00SM
(机械部分)
中国二重(德阳)重型装备责任有限公司
设计研究院
2006年3月25日
使用说明书13272.302.00SM 13272.304.00SM 13272.305.00SM 13272.306.00SM 13272.307.00SM
F1-F7精轧机组设
备
共88 页第7 页
1. 概述
F1-F7精轧区设备为1750mm热轧带钢工程的核心设备,位于热卷箱飞剪区之后、输出辊道和层流冷却区之前,包含精除鳞箱(13272.301.00)、F1-F7精轧机(13272.302.00)、精轧机(F1-F7)主传动装置(13272.303.00)、F1-F7机上配管(13272.307.00)、工作辊换辊小车(13272.305.00)、F1-F7快速换辊装置(13272.304.00)、F1-F7侧导板及导卫、活套装置(13272.306.00)。
其中主要设备F1-F7精轧机位于精除鳞箱后,可完成从中间坯料轧制到成品带钢的全轧制过程。
F1-F7精轧机由六台全液压压下、带串辊、正弯辊板型控制的四辊不可逆轧机(F1-F7)组成, 每两台轧机之间间距为5500mm,由于装有液压AGC装置、正弯辊及工作辊水平串辊等装置,提高成品钢带的厚度精度和板型精度。
安钢1780mm热连轧生产线的工艺及设备

2011.0280安钢1780mm 热连轧生产线的工艺及设备魏宏武(安阳钢铁股份有限公司第二炼轧厂,河南 安阳 455004)摘要:安阳钢铁股份有限公司建设了一跳集炼钢,炉外精炼,连铸和轧钢四位一体的先进生产线,取得良好的效果,文章基于此介绍了安阳钢铁公司第二炼轧厂1780mm 热连轧生产线的产品结构和主要工艺设备及其特点。
关键词:1780mm 热连轧; 安钢;粗轧机;精轧机;卷取区;精整区中图分类号:TG333 文献标识码:A 文章编号:1009-2374(2011)34-0080-02一、概述安阳钢铁股份有限公司(以下简称安钢)2005年对原有无缝钢管厂、薄板厂进行搬迁改造,目前正在建设一条集炼钢、炉外精炼、连铸和轧钢四位于一体的具有当今世界先进水平的1780热连轧生产线,是安钢“三步走”发展规划的关键项目,并于2007年6月轧出第一卷钢。
该生产线分两期建设,一期已建成投入使用2座步进式加热炉、1架带立辊的四辊可逆式粗轧机、1台转鼓式飞剪、7架四辊精轧机、2台卷取机,年产量为200万t/a;二期现已增建1座步进式加热炉、1台带立辊的二辊可逆式粗轧机、1台卷取机,年产量为400万t/a,并在钢卷库增设一条平整分卷机组,其年产量为80万t/a。
产品规格:带钢厚度1.2~19mm,带钢宽度800~1630mm,钢卷内径φ762mm,钢卷外径φ2150mm,最大卷重32t,钢卷单重 19.8kg/mm。
生产钢种有普通碳素结构钢、优质碳素结构钢、管线钢、低合金结构钢、低碳钢和超低碳钢。
二、主要工艺及设备(一)工艺流程其主要生产工艺流程为:炼钢→炉外精炼(LF、VD )→连铸→热装(冷装)→加热→粗除鳞→E1/R1粗轧机→E2/R2粗轧机→中间坯保护罩→切头剪→精除鳞→F1-F7精轧机→层流冷却→卷取机→打捆机→打号机→步进梁式运输机→入库。
(二)加热炉主要工艺设备热连轧加热炉上料辊道与连铸坯辊道直接连接,采用了板坯热送热装工艺、汽化冷却工艺和最佳燃烧控制模型。
2250mm热轧生产线粗轧与精轧机组辊形配置优化研究
2250mm热轧生产线粗轧与精轧机组辊形配置优化研究兰宇;司小明;王二化【摘要】以某2250 mm热轧生产线为研究对象,针对生产过程中出现的板形质量问题,经分析辊形凸度设计不合理是其中的一项主要原因,最终提出粗轧与精轧机组辊形配置优化方案.应用效果表明:板形控制精度大幅提高,且轧辊辊耗下降.【期刊名称】《热处理技术与装备》【年(卷),期】2017(038)003【总页数】5页(P37-41)【关键词】热轧;辊形;CVC轧机;板形【作者】兰宇;司小明;王二化【作者单位】马鞍山钢铁股份有限公司,安徽马鞍山243000;马鞍山钢铁股份有限公司,安徽马鞍山243000;马鞍山钢铁股份有限公司,安徽马鞍山243000【正文语种】中文【中图分类】TG333.17马钢2250 mm热连轧机生产线是公司在十一五期间规划建设的550万吨高附加值板卷产品生产线的重要组成部份。
马钢2250 mm热轧生产线由三座加热炉、大压下测压机、1号立辊轧机、1号粗轧机、2号立辊轧机、2号粗轧机、保温罩、切头剪、7个机架精轧机组、层流冷却、3座地下卷取机及托盘式运输线等组成[1]。
主要产品包括碳素结构钢、汽车结构钢、压力容器钢、管线钢、IF钢、DP钢及Trip钢等,成品带钢厚度为1.2~25.4 mm、带钢宽度为800~2130 mm。
自2007年3月投产以来,随着产品品种的增加、设备状态的改变及用户对产品质量尤其是板形质量要求的提高,板形质量问题及由此而带来的生产问题也逐渐暴露出来,尤其是生产汽车板、家电板等高附加值的产品时,问题更加突出。
辊形优化作为热轧线板形质量控制的关键手段,本文主要对马钢2250 mm热轧生产线粗轧R2及精轧机组工作辊与支持辊的辊形优化配置进行研究,分析优化前后的板形质量改进效果。
1.1 粗轧机支持辊与工作辊工作情况2250 mm热连轧机粗轧机由两个机架R1、R2构成,一般采用3+3或1+5的轧制方式。
工作辊辊形均采用平辊,经分析粗轧R1~R2机架工作辊的下机磨损辊形数据,其平均磨损量超过了0.3 mm。
华菱涟钢CSP生产线情况介绍-4

项目目标:建一流薄板,创一流团队 工 期:国内同类项目最短工期 投 资:比概算投资低5-10% 质 量:冶金工程优质奖 达产达效:半年内达设计产量,一年达 到各项设计技术指标
工程管理
科学管理 (1)、制度建设 (2)、建立工程管理系统,信息沟通通畅 (3)、加强计划管理,采用统一的工程软件 (4)、工程目标制 (5)、工作日志 (6)、工程量清单结算
钢包精炼炉三座,采 用双工位回转台形式。变压器容量 18000kvA,电极心圆直径为700mm,最 大升温度速度为4.5℃/min。平均精炼时 间40min(不包括软吹Ar时间),三座 LF炉可满足两台CSP连铸机最大生产能 力的需要。
薄板坯连铸机
两台立弯式连铸机,弧半径3250mm,流间距 26m。铸坯导向段长度为9705mm。中间包升 降行程为600mm,回转台钢包升降行程 1000mm。中间包容量为36t,液面高为 1050mm。结晶器长度1100mm,漏斗长度 850mm,漏斗宽度为190mm、180mm两种, 即大漏斗和小漏斗。出结晶器坯厚70mm,经 液芯压下,可压到55mm,预留压到45mm。 最高拉速6.0m/min,机械设备预留的最高拉速 为8.0m/min,最低质量保证拉速为2.6m/min。
4月主要技术指标
平均连浇炉数: 9.6 连铸钢水收得率: 93.5% 钢材成材率: 97.5% 板卷合格率: 99.35% 板卷产量(吨):78000
主要试轧产品
试生产钢种包括Q345B、Q345D,Q235B、 Q195等,厚度从1.66~12.7mm,宽度为 1000~1550mm;连浇炉数最高为24炉,3 月平均为5.06炉,4月平均连浇炉数达9.6 炉。
CSP生产线投产前的准备
沙钢1450热带钢轧机结构设计

的外侧安装有接轴液压抱紧装置,在换辊时由 4 个液压缸驱动 2 对卡板抱紧 2 根万向接轴。轧辊材料为合金
锻钢辊,轴承采用无键型油膜轴承。轧机下部设置有换辊底座及调整垫板,辊径变化后的轧制标高通过人工
加减垫板调整。在轧机底部两侧牌坊外侧设置 4 个轧辊抬升液压缸,换辊时可将下辊装配顶起。在轧机的入
口、出口侧设置有上下导卫、除鳞和冷却装置,上部的入出口导卫、除鳞和冷却装置各由 1 个升降液压缸连
在前,下电动机在后。接轴及平衡装置的结构类同于 R1 二辊轧机。压下装置由电动压下+液压 AGC 组成,
电动压下结构及技术参数等同于 R1 二辊轧机电动压下,2 个液压 AGC 缸安装在两侧的电动压下和上支承辊
轴承座之间。轧机上部设置有上支承辊平衡装置,结构类同于 R1 二辊轧机。轧机牌坊为整体铸造形式,在操
在前,下电机在后。接轴形式为十字万向节式不可伸缩万向接轴,上、下接轴各设置了 1 套液压平衡装置,
在轧制和换辊过程中分别平衡上、下接轴。压下装置为电动压下,由 2 台压下电机经 2 台蜗轮蜗杆减速机传
动压下螺丝、并在上轧辊平衡装置配合下带动上轧辊调整开口度,2 台压下减速机的输入轴之间设置有 1 台
位置辊;成形辊是1根惰辊,由2个液压缸驱动绕固定点摆动升降;1号托卷辊由1台电机通过1台减速机传动万
向接轴带动2根辊子转动,由2个液压缸驱动驱动1个辊架上的2根辊子绕固定点摆动升降;稳定器两侧推板各
由1个液压缸分别驱动调整开口度;开卷器回转臂由2个回转缸驱动,插入臂由1个液压缸驱动;推卷辊为惰辊,
由1个液压缸驱动使其摆动升降;2号托卷辊由1台电机通过1台减速机传动万向接轴带动A、B、C、D共4根辊
辊轧机共用 1 套接轴更换 C 形钩和 1 套换辊 C 形钩。换辊时起吊高度为 11.6 米,是轧线设备最大起吊高度。
首钢京唐1580热连轧精轧机主速度级联控制的实现
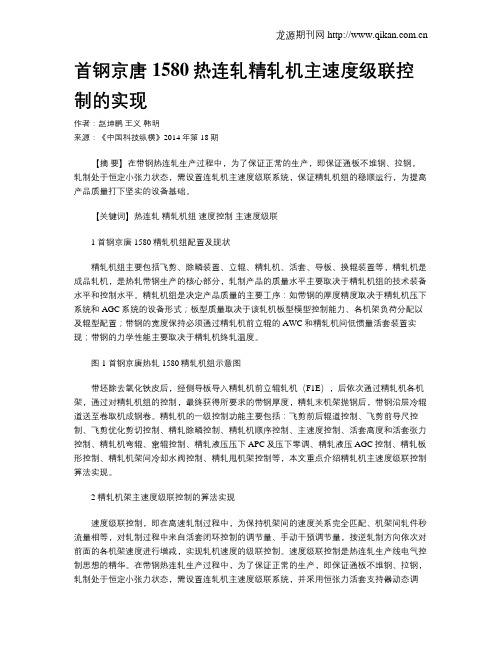
首钢京唐1580热连轧精轧机主速度级联控制的实现作者:赵坤鹏王义韩明来源:《中国科技纵横》2014年第18期【摘要】在带钢热连轧生产过程中,为了保证正常的生产,即保证通板不堆钢、拉钢,轧制处于恒定小张力状态,需设置连轧机主速度级联系统,保证精轧机组的稳顺运行,为提高产品质量打下坚实的设备基础。
【关键词】热连轧精轧机组速度控制主速度级联1 首钢京唐1580精轧机组配置及现状精轧机组主要包括飞剪、除鳞装置、立辊、精轧机、活套、导板、换辊装置等,精轧机是成品轧机,是热轧带钢生产的核心部分,轧制产品的质量水平主要取决于精轧机组的技术装备水平和控制水平。
精轧机组是决定产品质量的主要工序:如带钢的厚度精度取决于精轧机压下系统和AGC系统的设备形式;板型质量取决于该轧机板型模型控制能力、各机架负荷分配以及辊型配置;带钢的宽度保持必须通过精轧机前立辊的AWC和精轧机间低惯量活套装置实现;带钢的力学性能主要取决于精轧机终轧温度。
图1 首钢京唐热轧1580精轧机组示意图带坯除去氧化铁皮后,经侧导板导入精轧机前立辊轧机(F1E),后依次通过精轧机各机架,通过对精轧机组的控制,最终获得所要求的带钢厚度,精轧末机架抛钢后,带钢沿层冷辊道送至卷取机成钢卷。
精轧机的一级控制功能主要包括:飞剪前后辊道控制、飞剪前导尺控制、飞剪优化剪切控制、精轧除鳞控制、精轧机顺序控制、主速度控制、活套高度和活套张力控制、精轧机弯辊、窜辊控制、精轧液压压下APC及压下零调、精轧液压AGC控制、精轧板形控制、精轧机架间冷却水阀控制、精轧甩机架控制等,本文重点介绍精轧机主速度级联控制算法实现。
2 精轧机架主速度级联控制的算法实现速度级联控制,即在高速轧制过程中,为保持机架间的速度关系完全匹配、机架间轧件秒流量相等,对轧制过程中来自活套闭环控制的调节量、手动干预调节量,按逆轧制方向依次对前面的各机架速度进行增减,实现轧机速度的级联控制。
速度级联控制是热连轧生产线电气控制思想的精华。
OKUMA操作说明书

CNC SYSTEMSOSP-U100LOSP-U10L机床操作手册第2版出版号NO.4196-E-R1 (LE32-065-R2)2000-7上海一阳五金制造有限公司总工程师办公室翻译:沈友兵批准:刘保良安全预防措施本机器装备安全设备用于保护由于某些不可预见的事故造成员工和机器本身损伤。
然而操作工不能仅依靠这些安全设备,其必须十分熟悉下面列出的安全制度,以确保无故障操作。
1.机床安装过程中的预防措施(1)为保障机床保证的精度,安装机床的地基周围条件为:-周围环境温度:17°C~25°C。
-工厂湿度:在20°C时40%~70%(非压缩空气)。
-地基处不能阳光直接照射或震动过大;周围应无尘、无酸、腐蚀性气体和盐雾环境。
(2)主供电源条件-电压:200V-电压波动:最大±10%-频率:50/60Hz-主电源不能同其它主要噪音源(如电焊机、变压接在同一配电柜上,否则会造成NC单元故障。
-机床接地端不能同其它设备接地端公用。
如不得以需同其它设备工共用接地端,该种设备不能是大的噪音源(如电焊机、变压器)。
(3)安装环境安装电控柜时遵循以下几点:-保证NC单元不受阳光直接照射。
-保证电控柜不被溅上切屑、水或油。
-保证电控柜和操作面板不受大的晃动或震动。
-电控柜周边环境温度允许变化范围0°C~40°C。
-电控柜周边湿度允许变化范围30%~95%(非压缩空气)。
-电控柜使用最大海拔高度1000m。
2.上电前检查项(1)关上电控柜和操作面盘上的所有门,以防水、切屑、和尘埃进入。
(2)在操作机床前必须保证机床可动件周围无人,以及机床周围无障碍物。
(3)上电前先接通主电源,接着合上操作面板上”控制开”。
3.手动操作和连续运转预防措施(1)一直遵从操作手册指导。
(2)任何安全罩(前防护门、卡盘罩等)拆除后不能操作盖机床。
(3)在才是操作机床前关上前防护门。
(4)新程式未经通过检查前禁止运行。
热轧带钢厂1780工艺设备简介
F5
F6
7250
3400
446/892
528/105 6
7500 203/406
——
240/480 ——
F7
605/1210 6000 275/550 ——
正弯:4
正弯:4 ,负弯:4
0~+120
0~+100
-120~+120
19.7
200 ——
———
16.4 Φ140
——
正弯19.7,负弯19.8
ton
wanton
30
350
ASP1700 100-150
7-15.6
900-1550
1.5-10
21
290
项目
轧机类型
铸机
加热炉
主轧机
宽控轧机
卷取机
1780
常规轧机
3座步进式 加热炉
2RM+7FM
SP+2E+F1E
3DC
ASP1700
连铸连轧
立弯式两机 两流
2座步进式 加热炉
2RM+6FM
2E
2DC
碳素钢
低合金钢
900℃
900℃ 最大1175吨 最大60mm×1630mm
500mm 约60~150m/min 二级齿轮减速机
14.33 强制给油
精轧机说明书资料

3 布置方式: 顶交45°,10机架集中传动 辊环尺寸: 230轧机: 228.3/205×72mm 170轧机:170.66/153×57.35/70mm 传动电机: AC同步变频电机,功率: 5500kW 振动值: ≤4.5 mm/s 噪音: ≤80dB(距轧机1.5米处) 机组总速比(电机速度/装辊转速)见下表: 机架号 总速比 No1 230轧机 1.1162049 No2 230轧机 0.9007968 No3 230轧机 0.7258774 No4 230轧机 0.5856341 No5 230轧机 0.4774616 No6 170轧机 0.2889899 No7 170轧机 0.227809 No8 170轧机 0.1838458 No9 170轧机 0.1466313 No10 170轧机 0.118334 机组润滑方式: 稀油集中润滑 油压: 0.35MPa(点压力) 总耗量:1200L/min 油品: Mobil 525 清洁度:10
9 箱的锥齿轮轴和惰轴后部的螺栓力矩;如果任何一个环节出现差异,则应调整到合格范围之内,所有工作做好后将所有辊箱一一对应合入锥箱。机组通油40分钟以上进行润滑冲洗,之后空载运转20分钟后方可升速过钢。在85m/s~90m/s速度时间段结束后要重点进行以下工作:在线检测辊箱轧辊轴的轴向和径向间隙,检测双唇密封圈的密封状况;在线检测锥箱纵轴两端轴承座的振动情况;在线检测增速箱输出轴的振动情况;检查润滑油的精度等级不超过7级。确认各处均在合格范围之内后方可升速。升速后严格监控设备各关键部位的温升和振动值,不能超过合格范围。 附:机组的测振位置图10#锥箱8#锥箱6#锥箱4#锥箱2#锥箱1#锥箱3#锥箱5#锥箱7#锥箱9#锥箱增速箱23456789101112131415161718192021222324251
f1-f7

(15)工作辊稍微向前以使勾头抬起脱离轴承座,如不能抬起,采用人工处理方法。
(16)工作辊换辊小车完全退出横移列车,信号给出。此步必须确认换辊小车退出横移列车,否则会联ห้องสมุดไป่ตู้横移平台动作。
到此时,假如要进行支撑辊更换,可以在这一步停止工作辊换辊程序,转到支撑辊更换程序,当换完支承撑辊后,假如要把旧工作辊推回机架,这种情况从第22步开始;假如换新辊,继续即可。
入口导卫
位置和作用:在机架前引导轧件,F1—F7上、下全部采用气缸驱动式摆动机构,摆入时擦辊器贴靠在工作辊上,摆出时让出换辊辊道。入口侧工作辊冷却水管固定在其上,工作辊冷却水装有调节阀,可以按工艺要求调节或开闭工作辊冷却水。
F1—F7入口侧还设有工艺润滑,下入口导位上还设有侧导板喷水孔道。
出口导卫
假如是推旧辊,必须人工抬起勾头,推新辊时为了防止勾头不能自动打起,也可以人工抬起。
(25)工作辊换辊小车回到磨辊间,信号给出。
(26)工作辊提升轨道放下到位。
(27)工作辊平衡切换到高压。
(28)上工作辊和上支承辊放下60mm.
(29)梯形止推块到1位。
(30)上工作辊和上支撑辊放下105mm。
1).切换梯形垫块到支撑辊更换位。
2).支撑辊换辊推拉杆前进到机架(C形勾必须先打起),到达后,再用C形钩卡住推拉杆头。
3).下支撑辊锁紧块打开,人工确认到位。
支撑辊换辊装置
安装位置和功能:支撑辊更换装置安装在操作侧,且位于工作辊换辊装置下面。当工作辊侧移平台吊开后,就可看到支撑辊换辊用的更换架,更换架装在导轨上作为支撑辊更换的拖架,上支撑辊是通过一板凳压在下支撑辊轴承座上。支撑辊从机架上抽出和推入都是通过液压缸动作来实现的,该液压缸是安装在工作辊换滚缸基础之下,固定再支撑辊换辊拖架上。
钢铁热连轧机1780mm说明书(新)

总说明书代号:031105SM产品名称:宁波钢铁1780mm热连轧机编制阮东辉主任设计师阮东辉设计科长阮东辉总设计师马树杰中国一重集团大连设计研究院2007年2月28日目录1.0 设计制造依据2.0 轧线设备主要技术参数及装机水平3.0 生产规模及工艺流程4.0 轧线设备组成、结构、性能及控制要求5.0 设备安装前的清洗与装配6.0 设备安装7.0 机械设备调试规程8.0 设备保养与安全9.0 机械设备启动前的准备工作10.0 设备清单1.设计制造依据2003年2月,中国一重集团大连设计研究院与宁波钢铁公司签订的设备设计合同。
一重集团大连设计研究院根据设计合同内容于2003年4月完成技术设计审查,签订会议纪要。
审查后,一重集团大连设计研究院于2003年4月至2003年12月完成了施工设计工作。
2.0轧线设备主要技术参数及装机水平2.1 主要技术参数2.1.1 E1立辊轧机最大轧制压力8000KN2.1.2 E1立辊轧机最大轧制力矩2×775KNm2.1.3 E1立辊轧机轧制速度0~1.5~3.7m/s2.1.4 E1立辊轧机压下速度0~25~55mm/s2.1.5 E1立辊轧机轧辊规格Φ1200/Φ1100×230mm2.1.6 E1立辊轧机主传动电机1300KW n=110/270r/min 2台2.1.7 R1二辊轧机最大轧制压力30000KN2.1.8 R1二辊轧机最大轧制力矩2×1900KN.m2.1.9 R1二辊轧机轧制速度0~1.98~3.7m/s2.1.10 R1二辊轧机最大开口度300mm2.1.11 R1二辊轧机压下速度0~20~40mm/s2.1.12 R1二辊轧机工作辊规格Φ1350/Φ1230×1780m2.1.13 R1二辊轧机主传动电机3800KW n=28/52r/min 2台2.1.14 R1二辊轧机粗压下电机150KW n=515/1030r/min 2台2.1.15 R1二辊轧机精压下电机150KW n=550/1100r/min 1台2.1.16 E2立辊轧机最大轧制压力7000KN2.1.17 E2立辊轧机最大轧制力矩2×560KNm2.1.18 E2立辊轧机轧制速度0~2.4~6m/s2.1.19 E2立辊轧机压下速度0~25~55mm/s2.1.20 E2立辊轧机轧辊规格Φ1200/Φ1100×650mm2.1.21 E2立辊轧机主传动电机1500KW n=160/400r/min 2台2.1.22 R2四辊轧机最大轧制压力40000KN2.1.23 R2四辊轧机最大轧制力矩2×2300KN.m(1.5倍过载)2.1.24 R2四辊轧机轧制速度0~±3.14~6.28m/s2.1.25 R2四辊轧机最大开口度280mm2.1.26 R2四辊轧机压下速度0~20~40mm/s2.1.27 R2四辊轧机工作辊规格Φ1200/Φ1100×1780mm2.1.28 R2四辊轧机支承辊规格Φ1600/Φ1450×1780mm2.1.29 R2四辊轧机主传动电机7500KW n=45/100r/min 2台2.1.30 R2四辊轧机压下电机300KW n=515/1030r/min 1台2.1.31 F1E立辊轧机最大轧制压力1500KN2.1.32 F1E立辊轧机最大开口度1780mm2.1.33 F1E立辊轧机最小开口度750mm2.1.34 F1E立辊轧机轧辊直径Φ630/Φ570mm2.1.35 F1E立辊轧机轧制速度0~1.3~3.2m/s2.1.36 F1E立辊轧机主电机AC370KW n=200/500r/min 2台2.1.37 F1-F7精轧机最大轧制力:F1~F4 42000KNF5~F7 35000KN2.1.38 F1-F7精轧机最大轧制力矩:F1~F4 3640KNmF5~F7 640KNm2.1.39 F1-F7精轧机最大开口度:F1~F4 70mmF5~F7 70mm2.1.40 F1-F7精轧机轧制速度:F7出口速度max 20.16m/s2.1.41 F1-F7精轧机弯辊力:F1~F4 2000KN(单侧)F5~F7 1500KN(单侧)2.1.42 F1-F7精轧机工作辊尺寸:F1~F4 Φ850/Φ760×2080mmF5~F7 Φ700/Φ630×2080mm2.1.43 F1~F7精轧机支承辊尺寸:F1~F7 Φ1600/Φ1450×1780mm2.1.44 F1~F7精轧机主传动电机:F1~F3 N=3×9000KW 100/230/r/min ACF4 N=9000KW 110/260/r/min ACF5 N=8000KW 176/406/r/min ACF6 N=8000KW 209/480/r/min ACF7 N=7500KW 240/560/r/min AC2.1.45 高压水除鳞机工作压力18Mpa2.1.46 切头飞剪最大剪切力13700KN2.1.47 剪切强度(900℃时)max 140N/mm22.1.48 上下转鼓中心距1280mm2.1.49 坯料最大厚度50(60)×1630mm2.1.50 切头飞剪剪切速度0.6~2.2m/s2.1.51 切头飞剪主传动电机2600KW 600r/min 1台2.1.52 剪刃间隙0.6~0.9mm2.1.53 剪刃最大重合度5mm2.1.54 卷取机带钢厚度: 1.2-19mm2.1.55 卷取机成品宽度:800-1630mm2.1.56 卷取机钢卷外径:Φ2150mm(max),Φ1000mm(min),2.1.57 减速机速比 1.5/3.32.1.58 助卷辊尺寸Φ380×1900mm2.1.59 卷取机钢卷内径:Φ762mm2.1.60 卷取机钢卷重量:32T(max)2.1.61 卷取机卷筒外径:Φ762mm/Φ745mm/Φ727mm(收缩)2.1.62 卷取机卷筒伸缩液压缸:活塞直径Φ390mm/Φ180mm行程54/85mm,压力13Mpa2.1.63 卷取机卷筒传动电机:1000KW 230/600 r/min 2台2.2 装机水平2.2.1.采用连铸坯热装技术节约能源。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
日钢1580F1-F7精轧机组机械设备
使用说明书
(包括功能、安装、操作、维护)
13272.302.00SM
13272.304.00SM
13272.305.00SM
13272.306.00SM
13272.307.00SM
(机械部分)
中国二重(德阳)重型装备责任有限公司
设计研究院
2006年3月25日
使用说明书13272.302.00SM 13272.304.00SM 13272.305.00SM 13272.306.00SM 13272.307.00SM
F1-F7精轧机组设
备
共88 页第7 页
1. 概述
F1-F7精轧区设备为1750mm热轧带钢工程的核心设备,位于热卷箱飞剪区之后、输出辊道和层流冷却区之前,包含精除鳞箱(13272.301.00)、F1-F7精轧机(13272.302.00)、精轧机(F1-F7)主传动装置(13272.303.00)、F1-F7机上配管(13272.307.00)、工作辊换辊小车(13272.305.00)、F1-F7快速换辊装置(13272.304.00)、F1-F7侧导板及导卫、活套装置(13272.306.00)。
其中主要设备F1-F7精轧机位于精除鳞箱后,可完成从中间坯料轧制到成品带钢的全轧制过程。
F1-F7精轧机由六台全液压压下、带串辊、正弯辊板型控制的四辊不可逆轧机(F1-F7)组成, 每两台轧机之间间距为5500mm,由于装有液压AGC装置、正弯辊及工作辊水平串辊等装置,提高成品钢带的厚度精度和板型精度。