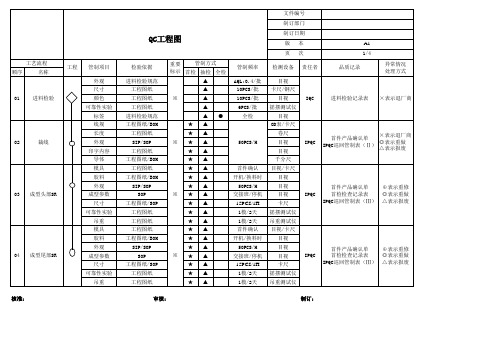
品质工程图
数据线产品品质控制计划样板(QC工程图)
文件编号
制订部门
制订日期
版本
A1
页次
1/4
检测设备 责任者
品质记录
异常情况 处理方式
目视 卡尺/钢尺
目视 摇摆测试仪
目视 OD表/卡尺
卷尺 目视 目视 千分尺 目视/卡尺 目视 目视 目视 卡尺 摇摆测试仪 吊重测试仪 目视/卡尺 目视 目视 目视 卡尺 摇摆测试仪 吊重测试仪
IQC IPQC IPQC IPQC
★▲
★▲
※★▲
★▲
★▲
★▲
★▲
★▲
※★▲
★▲
★▲
★▲
★▲
★▲
★▲
※★▲
★▲
★▲
★▲
管制频率
AQL:0.4/批 10PCS/批 10PCS/批 6PCS/批 全检
50PCS/H
首件确认 开机/换料时
50PCS/H 交接班/停机
15PCS/1H 1模/2天 1模/2天 首件确认 开机/换料时 50PCS/H 交接班/停机 15PCS/1H 1模/2天 1模/2天
★
※
●
★
★▲ ※
★▲
★
※
●
★
★▲
※★▲
★▲
★
※
●
★
★▲
★▲
★▲
★▲
★▲ ※
★▲
★▲
管制频率 50PCS/H 50PCS/H 50PCS/H 50PCS/H 50PCS/H 50PCS/H 3PCS/天 50PCS/H
文件编号
制订部门
制订日期
版本
A1
页次
2/4
检测设备 责任者
品质记录
异常情况 处理方式
PCBA贴片质量QC工程图
/
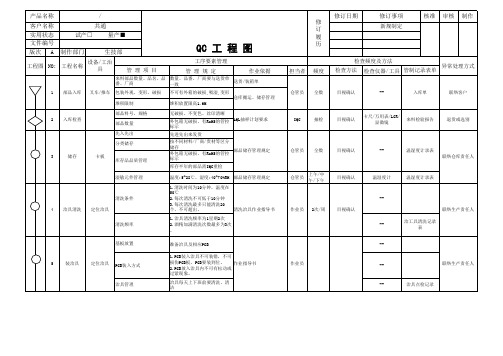
客户名称
共通
实用状态
试产□ 量产■
文件编号 版次 A 制作部门
生技部
QC 工 程 图
工程图
NO:
工程名称
设备/工治 具
管理项目
工序要素管理 管理规定
作业依据
来料部品数量、品名、品 番、厂商
数量、品番、厂商要与送货单 一致
送货/装箱单
1 部品入库 叉车/推车 包装外观、变形、破损 不可有外箱的破损,吸湿,变形
检查方法 检查仪器/工具 管制记录表单
仓管员 全数
目视确认
--
入库单
联络客户
IQC
抽检
目视确认
卡尺/万用表/LCR/ 显微镜
来料检验报告
退货或选别
仓管员 全数
目视确认
仓管员
上午/中 午/下午
目视确认
作业员 2次/周 目视确认
作业员
--
温湿度计录表
联络仓库责任人
温湿度计
温湿度计录表
-联络生产责任人
--
作业员 全数
目视确认
检查日报表
联络品质责任人
现品票
FQC
全数
目视确认
检查日报表
联络品质责任人
现品票
封箱器、胶纸座
现品票
作业员 全数
目视确认
包装数量记录表 联络生产责任人
--
--
--
--
OQC检查报表 出货现品票
OQC
抽检
目视确认
显微镜
联络品质责任人
产品名称
/
客户名称 实用状态 文件编号 版次 A
共通 试产□ 量产■
修订日期 修 订 履 历
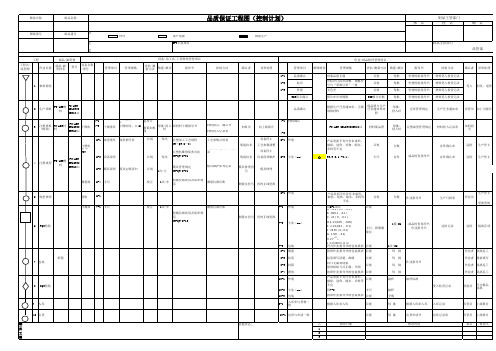
品质保证工程图
8-1 数量 纸箱 7 包装 8-3 封箱 8-4 摆放 10-1 8 OQC检验 10-2 10-3 9 入库 9-1 寸法(mm) 包装 入库单与货物一 致 外观 8-2 标签
按照作业指导书的包装要求 目视 产品表面不允许有未成形, 目视 破损,划伤、缩水、多料等 不良 同7-2 卡尺 按照作业指导书的包装要求 目视 根据入库单入库 目视
承
认
制品主管部门 检 认
确
认
图纸番号
制品番号
制品主管部门
品管部
工程 工程名/ 流程图 作业名称
部品/副资材 部品/副 资材名 型号
控制方法 材料受入检查记录 材料受入检查记录 材料受入检查记录 材料受入检查记录
确认者
异常处理
1
来料检验
1-2 1-3
受入
拒收、退货
2
生产领料
PC/ABS PC/ABS材 GELG900 料 0BK1044 4-1 4-2 干燥条件 干燥温度:≧100 温度计 ℃ 干燥时间:≧4H 最低加料 每批/投入 原材料干燥指导书 时 线 成型条件表 目视 每次 注塑加工工艺规程 YR—QW/G—04 注塑机维修保养办法 YR-QW/G-21
模具修理
测量器
5-4 卡尺
校正
1次/年
测量仪器台账
测量室担当
再校正或更换 6-1 外观 产品表面不允许有未成形, 破损,划伤、缩水、多料等 不良 同6-1项目
A. 39.9(0.1,-0.1) B 30(0.1,-0.1) C. 23(0,-0.1)
5
料把修理
剪钳 计测器
6-1
生产停止 目视 目视 全数 作业指导书 生产日报表 作业员 更换剪钳
产品品质工程图

instruction
3.缺件
Missing parts
Placement defect
1.100 个全数 2.PPK
4☆Mark.
1.1 个 1.100 个连续
1. 目视 Visual
1.锡膏测厚
1.首件记录表
IPQC
仪
1.锡膏测厚 仪
2.VARIABLE CAPABILITY
IPQC
1.贴片作业
1. 目视 Visual 2.套版 Sleeve sheet
1.10 倍放大 1.PCBA 检查作业指 1. SMT 目检记录表 1.在线检验员
镜
导书
SMT inspection Inspector
10X
PCBA workmanship record
2.QC 巡检员
magnifier standard
样本数 Sampling Plan
质量管理 Quality Control
检验方式 使用设备 Insp. Method Use.facility
检验依据 Insp. std
检验记录 Insp. Record
NO.10
收料 Receiving
1.原物料成品收发储存保管程 式
Material &product receive storage control procedure
4.钢板编号
Solder paste No. 5.钢板厚度
Solder paste 6.钢板版本:
Steel screen Version:
7.刮刀压力:
Squeegee pressure:
8.刮刀速度:
Squeegee speed:
1.锡膏测 厚仪 Solder thickness measure machine
品质工程图

每个最小包装
需真空包的物料有真空包
装
ESD设施点检 表
IQC
ESD设施点检 表
QE
ESD设施点检 表
QE
收料单
仓管员
产品防护管理程序 产品防护管理程序 产品防护管理程序
仓库管理程序
与收料单数量相符
目视、计数器
每个最小包装 收料单
仓管员 仓库管理程序
与BOM一致
目视
每个最小包装
进料检验记录 表
IQC
IQC来料作业指导书
入库单
仓管员/ 物料员
锡膏管制作业指导书 锡膏管制作业指导书
入库标签
物料员 锡膏管制作业指导书
锡膏搅拌记录 表
产线组长
锡膏管制作业指导书
锡膏搅拌记录 表
产线组长
锡膏管制作业指导书
编号、厚度 外观检查
与SOP要求一致 如变形、破损
目视 目视
每张 每张
钢网验收标 钢网验收标
SMT工程 钢网管理作业指导书 SMT工程 钢网管理作业指导书
2连片/2小时
2连片/2小时 2连片/2小时 2连片/2小时 2连片/2小时 每班 每班
炉后目检报表 /IPQA巡检报 表
生产目检 /IPQA
炉后作业指导书/IPQA作 业规范
炉后目检报表 /IPQA巡检报 表炉后目检报表 /IPQA巡检报 表炉后目检报表 /IPQA巡检报 表
生产目检 /IPQA
生产目检 /IPQA
目视
电源电压
按下载作业指导书要求 目视
夹具验证
按下载作业指导书要求 目视
23
写号/蓝牙、 WIFI地址
写号工具版本
对应工单信息表
号段、地址是否有 误
品质工程图

QC工程图
品質特性規範 Quality Character
Standards
檢驗方法或量具 Inspection Method
表示溫度
Sampling
頻度
Frequency 1回/每次進出材料時
管理方法
判定 Criteria
MD3040 Shown Temp.
Once/When material out and in
Oven
生產設備 Equipment
管理區分 Management
Devision
管理點 點檢項目 Checking
工程管理标准
烤箱
Engineering Management
oven 清洁烤箱
管理項目 Managing
FU JIAN FU SHUN SEMICONDUCTOR MANUFACTURE CO.,LTD
如有不良该片进行全检
5 Area×5PCS=25PCS
If NG, must Insp. All
目視(5-90倍显微镜)
1回/Lot
Visual Insp.
Per Lot
(Amp. microscope× 5~90)
1.2~1.5MΩ 1.2~1.5MΩ 0:1
0收1退
目视 Visual Insp.
实务担当者 person
in charge QA工程師 QA. Eng.
设备工程师 Equip. Eng.
制造领班 Prod. Leader
Die切割分离 Die Saw Isolation
自主检验 Self Insp.
Die Saw 管理 Die Saw Management 纯水纯度 D.I Water
品质工程图QCP

文件编号 版 次 A 反应计划
退料重领 《原材料裁切首件确认单》 《制程巡检报记录表》 重新开料/封版印刷 隔离/挑选/报废 换料 返工/隔离/挑选/ 报废 重新设置 《电容屏印刷首件确认表》 《制程巡检报记录表》 重新设置 重新调整印刷参数 重新调整烘拷时间 对设备进行检修 换料 返工/隔离/挑选/ 报废 更换灯管 《电容屏印刷首件确认表》 《制程巡检报记录表》
外观 外观 尺寸
目测 目测 卡尺 功率 速度 时间 目测 目测 计时器
5PCS 5pcs 5pcs NA NA
《电容屏组合首件确认单》 《制程巡检报记录表》
裁 切
19
下外形
镭射机
自检/首件/巡 检
《电容屏镭射首件确认单》 《制程巡检报记录表》
脱 泡
20
半成品脱泡
脱泡机
温度
温度控制器
NA
自检/巡检
《电容屏产品脱泡记录表》
文件编号 版 次 A 反应计划
重新设定酸槽温度 重新配置酸液 重新设定酸槽速度 重新设定压力 重新设定压力 返工/隔离/挑选/ 报废 重新调整蚀刻参数 重新调整蚀刻参数 退料重领 《电容屏印刷首件确认表》 《制程巡检报记录表》 隔离/挑选/修补/ 报废 隔离/挑选/报废 重新烘烤/报废 重新烘烤/报废 重新调整烘拷时间 对设备进行检修 重新调整印刷参数
时间 设定温度 压力 外观 恒温时间 实际温度 压力 压头大小 拉力
产品、过程规范、公差
控制方法 评价测量 抽样 检验频率 技术 数量
计时器 温度控制器 压力表 放大镜 计时器 温度测试仪 压力表 卡尺 拉力计 5PCS NA NA NA 每批 次 5PCS 自检、首件 自检 首件 NA 自检、首件/ 巡检
线路板 QC 品质工程图

主要机械设备
序 准备 主工 检查 号 工序 序 工序
工序名
生产设备 检查设备
印刷基板品质管理工程图
加工处理及控制要点
检查方式
记录
事项
标准
检查方法
检查标准 指引编写参照 检查频 IPC-A-600F(II)和行业标准 率
记录格式
担当者 所属 部门
异常反应及处理计划
备注
1
订单接收
电脑
2
工程处理
电脑
1次/4H
41
蚀刻
蚀刻机
/
目视/测量等 药液浓度:CL- 160-210g/L
蚀刻线操作指引 ASK-WI-PD(ETCH)-001
蚀刻拉作业前点检 表
作業員
电镀课
药液浓度
Cu2+ 110-150g/L PH 8.2-
1次/2H
返工、返检、返修
8.8 比重 23-26 Be°
第 -4102 页,共 9 页
抽检
磨边机生产条件 点检表
作业员
钻孔课
返工处理
9
圆角
圆角机
/
圆角刀寿命
圆角三个月更换一次
目视
开料操作指引 ASK-WI-PD(CUT)-001
抽检 圆角机保养记录表 作业员
钻孔课
填写不合格品处理单
10
磨板
磨板机
卷尺
磨痕/速度/烘干温度/ 研磨痕跡/速度/乾燥温度
/板面粗さ測定
磨痕/研磨痕:8-12mm 速度:2.5-4.0m/min 温度:80±5℃
28
磨板
磨板机
/
磨痕/速度/烘干温度/水 破试验
磨痕/研磨痕宽度:10±2mm 速度:3.5±1m/min 乾燥温度:85±5℃
QC工程图(word版)共25页文档

IPQC
▼
│
│
│
投料
往料罐中投入原材料
各步投料重量
电子称
全检
作业员
《正极制浆工艺标准》TM-WIP-AT-021《负极制浆工艺标准》TM-WIP-AT-022
全检
IPQC
●
│
│
│
│
│
│
│
搅拌
设定好各步搅拌参数,在规定时间内加入各步溶剂
参数溶剂加入量搅拌时间
搅拌机操作面板电子称时钟
自检
作业员
文件编号
TM-WIP-QM/IPQC-002
作业流程
作业特性
管制对策
作业标准
管制表单
作业流程
工程符号
工程名称
作业描述
检验重点
管制方式
管制频率
管制者
●
│
│
│
│
│
│
│
│
│
│
│
│
│
│
│
│
│
涂布放卷
检查涂布生产出的极片尺寸是否能达到工艺要求
极片尺寸
钢尺
左:5大片/5min/机右:5大片/5min/机
作业员
《正极涂布放卷作业指导书》TM-WIP-AP-005《负极涂布放卷作业指导书》TM-WIP-AP-004《正极涂布工艺标准》TM-WIP-AT-002《负极涂布工艺标准》TM-WIP-AT-003《正极涂布不良看板》《负极涂布不良看板》
涂布机调试
调试涂布机并进行试涂布工作
刮刀气压涂布气压涂布速度复印速比
气压表/涂布机操作面板
自检
作业员
《正极涂布机调试作业指导书》TM-WIP-AP-005《负极涂布机调试作业指导书》TM-WIP-AP-004《正极涂布工艺标准》TM-WIP-AT-002《负极涂布工艺标准》TM-WIP-AT-003
QC工程图

绕线机 卡尺 DCR测试仪 针孔测量器
制造部组长 操作员 IPQC
□
一次焊锡
前工序完成品及 合格之焊锡条
作业指导书
1、IPQC检验报表 2、锡温记录表 3、品质异常改善书
锡炉 测温计 DCR测试仪
操作员 IPQC
□
组装铁芯
前工序完成品及 合格之铁芯
作业指导书
1、IPQC检验报表
厂内生产专用图面 2、品质异常改善书
仓储管理员
OQC(抽检)
审核:
制表:
工作指导书 厂内生产专用图面
1、仪器查核记录 2、IPQC检验报表 3、品质异常改善书
LCR测试仪 耐电压测试仪
操作员 IPQC
操作员 IPQC
操作员 IPQC
操作员 IPQC
合脚包装 完成品交货
入库检验 FQC
入库 出货检验 出货
以上工序完成品
工作指导书
1、IPQC检验报表
厂内生产专用图面 2、品质异常改善书
卡尺 LCR测试仪 DCR测试仪 耐压测试仪 针孔测试器
IQC
△
入库
经IQC检验 合格之物料
1、收料单 2、库存卡
仓管员
○
投料
制造通知单
1、订单购 2、制造通知单
业务员 仓管员
□
绕圈绕制
具合格之物料及 合格之机器
作业指导书 厂内生产专用图面
1、流程卡 2、IPQC检验报表 3、品质异常改善书 4、拆解报表
符号表示: △:库存
品质管制流程图(QC工程图)
◇:检验 ○:作业程序过度点 □:操作
:流程方向
作业流程
工序名称
成立条件
作业依据
品质检验工程图1..doc

5.3.7 对重点尺寸进行测量。
5.3.8 QC员报表的初步审核。
5.4 品质部IPQC5.4.1 与接班QC就品质问题进行交接。
5.4.2 定时对产品进行巡检/抽检与测试并及时反馈。
5.4.3 不良问题的通知和汇报及处理跟踪,5.4.4 对产品进行检验状态的标识与记录。
通知生产部门对不良品进行隔离。
5.4.5 不良品处理(按程序执行,返工的一定要有复检结果)。
5.5 QA/IQC组长5.5.1 协作QA/IQC进行来料与出货前的产品品质检验及客户投诉问题的库存品检验。
5.5.2 来料与出货前的产品检验品质问题的上报及结果跟踪。
5.5.3 客户投诉问题的库存品检查。
5.5.4 安排客户投诉产品的返工及出货检NG 产品的返工处理。
5.6 QA/IQC5.6.1 全面负责对来料与出货前的产品进行检验,客户投诉问题的库存品检验。
5.6.2 来料与出货前的产品检验品质问题的上报及结果跟踪。
5.6.3 客户投诉产品的返工及出货检NG 产品的返工。
6.步骤6.1 首件产品的确认6.1.1 生产部每天早上8:00和晚上20:00对当班的首件产品进行确认,6.1.2 生产部领班级以上人员根据《生产指令单》或相关有效资料开机调校首件产品,按照《产品首件确认表》的内容,初判OK后,填写《产品首件确认表》,交两啤给IPQC检验员判定,品质部IPQC检验员检验后在《产品首件确认表》填写判定结果,并交组长级以上人员确认6.1.3 IPQC或IPQC组长进行首件确认时按产品工程图和产品检验规范、客户样板或客户检验标准等资料对首件产品进行确认,确保首件产品的质量。
6.1.4 IPQC组长将首件确认后将检验结果记录于《产品首件确认表》上,如合格则由IPQC组长签出一啤合格首件给生产部,并把确认后的《产品首件确认表》及存档;如确认不合格则给生产部改善,生产部对不合格的内容进行改善,直至合格为止,方可量产6.1.5 首件确认OK后由IPQC组长签核并交生产部门置于机器旁位置、生产拉前、作为作业员自检和IPQC员巡检的样辨.6.2 IPQC巡检6.2.1 巡检前IPQC须熟悉被检产品的质量特征,检验项目及质量要求等,并准备好相应的检测工具 (如:卡尺、高度尺、卷尺等及相关的记绿报表等.6.2.2 成型IPQC根椐《生产指令单》,首件样辨等相关的资料对生产的产品的部品批号,进行检查6.2.3 成型/加工IPQC巡查为每小时一次,按照《MIN-STD-105E》中Ⅱ级,致命:0;严重0.65;轻微1.0进行抽查;包括其产品外观,结构/功能的配套,包装要求等。
QC工程图(完整版)
目视
维修管控 指导书
《维修日报表》
作业员
有异常要及时报告主 管
15
外观包 装
将目检完后的制品进
行外观检查,打标 识,按规定方向放入
按包装作业指导书要求
包装箱
防静电手环、 手套
1.包装托盘 2.周转箱
1.标示卡 2.泡沫袋 3.包装箱
1.外观品质状态及标 识 2.生产包装数量 3.型号、日期
目视
《贴装目 视检查规 全检 范》
《手贴元件记录表》
作业员 主管
11.2H内不良发生 3PCS以上报告技术员 调试。2.连续3PCS不 良应停机稽核,并及 时汇报主管处理
1.2H内不良发生3PCS
11
回流
将中检完的PCB流入 回流炉
按炉温管理 操作说明书 要求
炉温测试仪 1.炉温测试仪
1.回流炉点检状况 2.炉温设定 3.炉温曲线
仓管员 主管
发生异常需立即汇报 主管
锡膏
1.锡膏回温时间在24H。2.搅拌机应搅拌 5-10分钟。2.开封后 的锡膏在12小时内使 用完。
核对
《锡膏搅 拌机操作 每次使用时 指导书》
《锡膏搅拌记录表》
作业员 线长
1.发生异常需立即停 机并汇报工程解决
1.印刷机点检状况
8
印刷
1.锡膏使用前充分搅 拌,用搅拌刀顺时针 均匀搅拌,直到焊膏 为流状物为止2.印刷 过程中添加锡膏应少 量多次
1.显微镜15X 2.放大镜5X
防静电手环、 手指套
不良标签
1.外观品质状态及标 识 2.生产包装数量
目视
范、
IQC/QA抽 样计划标
每班
准和作业
《成品检验报告》
PCB QC工程图

Microsection
磨板机、曝光机、显影机、
贴膜机操作及作业标准书
/
/
/
/
外层线路
6
Outer Layer
Circuits
Байду номын сангаас
《干膜IPQC作业标准书》 HS-3Q-08
外观 Visual
《干膜首件报告》 HS-3Q-08-02
《干膜IPQC检验日报表》 HS-3Q-08-01
1.首件3-5pnl 2.抽检AQL=1.0
《电镀PTH线作业标准书》 HS-3M-EP-03
/
《切片检验标准书》 HS-3M-LA-01
背光 Back-light
《CuⅠ电镀作业标准书》 HS-3M-EP-01
/
5
板电 Panel plating
《一铜检验标准书》 HS-3Q-15
《切片IPQC作业标准书》 HS-3Q-12
板面/孔内铜厚 board surface /copper tihickness
HS-3Q-17
铜厚 Copper thickness
《进料检验单》 HS-2Q-10-03
/
《进料检验单》 HS-2Q-10-03
3PNL/批
3PNL/批 3PNL/批
/
目视 visual
千分尺 micrometer
卡尺 铜箔测厚仪 、切片 CMI700 Microsection
/
钢尺 steel rule
切片 Microsection
《IPQC制程抽检日报表》 HS-3Q-04-03
每批抽检外观(依抽样计划 AQL值1.0进行抽样检验)
目视
Visual
S/M 刷磨机、显影机、曝光 机等作业标准书
品质工程图

支架晶片固晶胶P1 扩晶P2 固晶定点抽检P3 烘烤金线定点抽检模条胶水定点抽检P8 切脚定点抽检or P9 外观P10 电测定点抽检定点抽检定点抽检《品保目视检查记录表》《巡检记录表》《异常信息记录表》▼《校机记录表》《生产流程单》《生产流程单》《生产制造规格》P14 入库分光站包装站成品仓▼《车间温、湿度记录表》《分光首件单》▼《车间温、湿度记录表》《切脚首件单》《品保目视检查记录表》《巡检记录表》《异常信息记录表》《品保目视检查记录表》《巡检记录表》《异常信息记录表》▼《车间温、湿度记录表》▼《模条使用记录表》▼《胶水使用记录表》《封胶首件单》《沾胶更换记录表》《焊线首件单》《品保目视检查记录表》《巡检记录表》《异常信息记录表》▼《烤箱温度记录表》《派工单》▼《烤箱温度记录表》▼《车间温、湿度记录表》▼《冰箱温度记录表》▼《固晶胶使用记录表》《固晶首件单》《品保目视检查记录表》《巡检记录表》《异常信息记录表》▼《金线使用记录表》《生产流程单》《分光作业指导书》《生产制造规格》《外封胶使用规范》《封胶作业指导书》《生产制造规格》《生产流程单》《切脚作业指导书》《电测作业指导书》《生产制造规格》作业规范品质管控工程图站别原料仓固晶站焊线站封胶站后段参考文件《生产制造规格》P5 封胶QC3首检P7 长烤首检首检P12 分光制造规格P13 包装《生产流程单》《金线使用规范》《焊线检验规范》《焊线作业指导书》《生产制造规格》《生产流程单》《模条使用规范》制造规格品质记录《固晶作业指导书》《生产流程单》《固晶胶使用规范》《固晶检验规范》QC1首检巡检首检定点抽检制造规格P11切成品首检品质部文件编号版本制定部门发行日期制造规格P4 焊线制造规格QC2首检制造规格电镀首检巡检巡检P6 短烤N GN GN GN GN GN GN GN G。
品质管理工程图范本

PU或UV ③工程样板
三次 ④抽样计划
⑤BOM文件
①装配作业指导书
②IPQC检验指引
18
装配
③装配样板 ④抽样计划
⑤BOM文件
⑥游水测试指引
①包装作业指导书
②IPQC检验指引
19
包装
③包装样板 ④BOM文件
⑤生产工作单
⑥抽样计划
QC工程图
制订部门
品管部
制/修订日期 2005/8/12 生效日期 2005/8/12 文件编号
IQC抽检
依《AQL抽 卡尺/千分尺
样计划》抽 卷尺/投影仪
样
拉力测试仪
IQC IQC进料检验报表
⑤可靠性测试 符合性能测试之要求
叉车
①产品标示
产品规格型号数量状况要标示/ 记录清楚
②产品防护交付
搬运及贮存时要防止产品受损/ 受潮而导致品质变异
√ √
全程监控
目视
仓管员
物料标示牌 进销存帐册
①首件
符合工程资料及检验标准要求 √
目视/3M胶纸 PQC
目视 目视
PQC 生产日报表 作业员 PQC巡检记录表
PQC PQC批量抽检记录表 作业员 货品移交单
3M胶纸 PQC
①首件
②字唛/图标 移印机 丝印菲菻 ③颜色 丝印模具
④外观
⑤附着力测试
符合样板或工程规格资料 符合BOM文件之要求 与工程样板一致 符合检验指引外观之要求 符合附着力测试指引
√√ √
监控频率 1PC/每批
1次/2H
1PC/每批 1次/2H 1PC/每批 1次/2H
管制方法
检测仪器 执行者
书面记录
目视
PQC
电容屏品质工程图QCP

程 号5
/操蚀作刻描
线夹薄具膜、基
板蚀刻剥
膜设备
产品特 性
特性 过程特 特性
性 分類
水洗喷压
產品、過程規範、公差
控制方法 評價測量 抽樣
檢驗頻率 技術 數量
压力表 NA
自检
《电容屏控印制刷首方件法确认表》
《制程巡检报记录表》
反应计划
重新设定压力
外观
上 线 1 流 程
6
方阻
绝缘阻抗
油墨型号
丝网印刷
印刷银胶
特性
产品特 过程特 特性
性
性 分類
產品、過程規範、公差
控制方法 評價測量 抽樣
檢驗頻率 技術 數量
控制方法
反应计划
油墨型号
丝网印刷 16 印刷银胶
机
外观
套版偏差
2. 上 线 16.1 2 流 程
银胶烘烤
烘箱
硬度 附著力
印刷厚度
17 组 合
线路组合
贴合机
准确度 外观
18 贴PET 覆膜机 外观
时间 温度
退料重领
主 G工ET-E次D-流CP程03/6 机器、 流 序 过程名称 装置、 程 号 /操作描 夹具、
21
FPC预压 ACF
压合机
特性
产品特 过程特 特性
性
性 分類
时间
设定温度
压力
產品、過程規範、公差
控制方法 評價測量 抽樣
檢驗頻率 技術 數量
控制方法
计时器 《电容屏预压首件确认表》
自检、首件/ 温度控制器 NA
目测
5pcs 自检/首件/ 巡检
返工/隔离/挑选/ 报废
方阻测试仪 1PCS 绝缘表 1PCS
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
流程卡 试验报告
通知部门主管处理
异常料品改善检讨书
焊接
焊接材料
CO2焊机 氩弧焊机 点焊机 打磨机 锉刀
3.焊接尺寸
作业员 全检
流程卡
通知部门主管处理
4.打磨外观 5.平面度 1.螺纹是否攻错
钳工
毛刺刀 锉刀 钻头 丝攻
攻丝机 钻床
2.外观
全检 作业员 流程卡 通知部门主管处理
3.螺纹是否通顺 1.尺寸 2.角度 3.外观 1.外观
执行者
IQC
控制图表
检验记录 材
下料
1.尺寸 2.外观 1.尺寸 2.压铆扭力,推力 1.折弯尺寸,角度 2.外观 1.焊接(点焊)强度 2.外观
LASER QC 作业员
流程卡
通知部门主管处理
冲压
作业员
流程卡
通知部门主管处理
全检 2次/天 依流程卡规定频 率
作业员
规格/标准
白色铬酸盐100H; 黄色铬酸盐168H 依客户要 求为标准 依客户要 求为标准 依客户要 求为标准 180ºC~200ºC 30~60分钟无 裂纹,起泡,剥落现象 依客户标准
检验方法
盐雾试验 目视 膜厚计 盐雾试验 高温箱试验 目视 目视 膜厚计 光泽计 色差计 百格测试 酒精测试 盐雾试验 冲击试验 铅笔测试 卡尺/检具 角度尺 目视 目视 目视 目视 目视 扭力检测仪 目视 目视
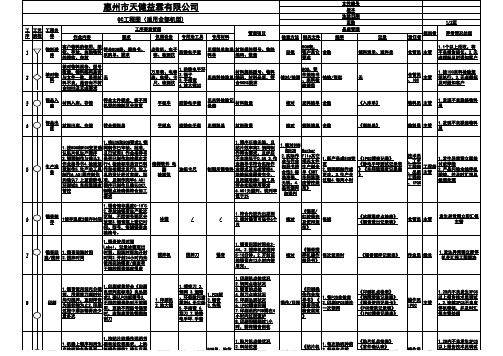
搏欧特精密钣金科技有限公司
品质检验流程图
流程图 工序安排
进料检验 剪床 LASER NCT 冲床 压铆机 折弯 折床
使用材料
使用设备
检验项目
1.尺寸 2.外观 3.材质证明
规格/标准
1.依图面; 2.进料检验作业指导书 依客户要求 标准或GB 依展开图面 SOP,图面 SOP,图面 压铆扭力,推力标准 依SOP,图面 依客户要求标准 不得漏焊,虚焊 1.焊道大小符合图面要求 2.焊接位置符合图纸要求 3.焊接尺寸符合图面要求 打磨需平整,无明显手感或凹 凸现象,不得漏打磨 依SOP,图面要求 依图面规格 1.不得漏攻牙 2.表面不得有刮伤 用M6以下用螺纹规检测,通 规通,止规止;M6以上用螺丝 实配检验. 依CHECK LIST 依SOP/SIP 铬化外观检验指导书 <0.9W/㎜
2
检验方法
卡尺,卷尺,分厘卡 目视 LASER QC 卡尺, 卷尺 目视 LASER QC 卡尺, 卷尺 扭力计/推力计 卡尺,角度尺 目视 拉力测试 目视 卡尺 目视 用手触摸 直尺 目视 目视
频率
依AQL抽样 每批 首件 流程卡 全检 首件 流程卡
依流程卡规定频率 依流程卡规定频率 依流程卡规定频率
频率
一次/天 全检 5PCS/每种料件
执行者
试验室测试人 员
控制图表
试验报告 流程卡
异常处理
异常料品改善检讨书
作业员
电镀材料 电镀常用设备 3.耐腐蚀 4.高温试验 表面处理 1.外 观 2.膜 厚 3.光泽 4.色差 喷涂材料 喷涂常用设备 5.附着力 6.耐溶剂 7.耐腐蚀 8.抗冲击性 9.硬度 1.尺寸 转货检验 2.角度 3.外观 1.外 观 组装 螺丝 螺母 拉铆钉 电动(气 动)螺丝批 2.包装 铆钉枪 3.螺丝拧紧力 转货检验 出货检验 1.外观 2.包装 1.包装
每天一次试片测 试验室测试人 员 试 下料时全检 1次/20PCS 1PC/LOT 1PC/LOT
通知现场主管 试验报告
作业员
流程卡 CHECK LIST
通知现场主管
检验项目,标准依客户要求
每批作试片测试
试验室测试人 员
试验报告
异常料品改善检讨书
CHECK LIST 依SOP/SIP 1.SOP/SIP 2.客户要求标准 1.包装规范 2.无漏装 依客户要 求 1.SOP/SIP 2.客户要求标准 1.依包装规范 依包装规范
实配 卡尺 角度尺 目视 目视 万 用表(W档)
依流程卡规定频率
转货检验
依AQL抽样
IPQC
检验记录
异常料品改善检讨 书
全检 1PC/LOT
铬化材料 铬化常用设备 2.导电性
作业员
流程卡
通知现场主管
第 1 页,共 2 页
流程图
工序安排
使用材料 铬化常用设备 使用设备 铬化材料
检验项目
3.耐腐蚀 1.外观 2.膜厚
依AQL抽样检验
IPQC
检验记录
异常料品改善检讨 书
全检 作业员 1次/换规格 依AQL抽样检验
依AQL抽样检验
终检报告 通知现场主管 电动螺丝刀 校验记录 FQC OQC 检验记录 异常料品改善检讨 书
异常料品改善检讨书
核准: . FR04002
审核: . V:1.0
第 2 页,共 2 页