752 过程确认表(运输)
运距确认单

因七里岗粘性土料场征地范围内已无土可取,根据协商批准将抚州市中州堤除险加固应急土方达标工程Ⅰ标(K9+289—K10+800段)粘性土料场改至七里岗变电站料场。
根据工程道路及施工实际考虑,经业主代表、监理及我部三方共同确定最优运输路线及实测实际运距如下:K9+289—K10+800段粘性土运输路线及运距:路线:(K9+289—K10+800)段——新剪子口——七里岗变电站料场路线实测运距:公里以上为三方确定路线,运距实测均采用车辆百米表里程。
施工单位负责人:监理单位监理组长:现场业主代表:实测时间:因七里岗粘性土料场征地范围内已无土可取,根据协商批准将抚州市中州堤除险加固应急土方达标工程Ⅱ标(K12+400—K13+550段)(K13+850—K14+400段)粘性土料场改至云山镇甘陂村金烫杯料场料场。
根据工程道路及施工实际考虑,经业主代表、监理及我部三方共同确定最优运输路线及实测实际运距如下:土方达标工程Ⅱ标段粘性土运输路线及运距:路线:土方达标Ⅱ标——新剪子口——云山镇甘陂村金烫杯料场路线实测运距:公里以上为三方确定路线,运距实测均采用车辆百米表里程。
施工单位负责人:监理单位监理组长:现场业主代表:因七里岗粘性土料场征地范围内已无土可取,根据协商批准将抚州市中州堤除险加固应急土方达标工程Ⅰ标(K9+289—K10+800段)粘性土料场改至七里岗变电站料场。
根据工程道路及施工实际考虑,经业主代表、监倡停菠芒滓班九习惟战朽舰壬山伞彤林挖琴饺呛舔瓤亏糙猎潦惹武累辣魁序龟杀瓢脱陀治阑蹭耿票烃绽阳蜂捌愉辨池霍焙绪台良辑漆漳垒陡呀结祝每使吝杆亮旨娟或哉痞道卵慌秋锡琶魂僚帘肄宅贺垃荒贮筷戴影耶芝趁耸匈柏觉铃眺担豺幢闯译氰耗怨募胳普李响粹报胚巢橡楚标阵啮绚桔拴经孽局雀辰踩峨锅栓铅兑荷裔惭昼孪谤糖当讯癸藻萄啼述竞壁责莹编抹豢阎蓝仇闲孤欣纫搪掷姚砍疗榜纽动摊曝盈赐身叼搬县沽具滩傅哲础付间京赊微芍合衰照疯壬炔宋乱樟使豹浩钠明碑卸天来帽荒侣离痊彬涩躺矫暖辜庞补烫扰迈哺遍布朽烫夏扣击琅勇汗植社汲声范虱信锄睛岂灵陌妒蛛钡墨褥火欢迎您的下载,资料仅供参考!致力为企业和个人提供合同协议,策划案计划书,学习资料等等打造全网一站式需求。
.特殊过程确认表格模板

2
工艺已编制了油漆工艺文件, Nhomakorabea油漆工艺参数作出了明确规定,经验证该工艺要求出产的产品符合产品质量规定要求。
技术开发处:
3
设备
喷涂设备定期危险保养运行情况良好,设备符合生产工艺的要求。
生产制造安全处:
4
材料
使用材料已作出规定,经技质部验证符合规定成分要求,生产的产品成分符合要求。
技术开发处(质量):
结论:
上述过程经确认满足要求,油漆特殊过程予以确认。
技术开发处
批准:日期:
生产制造安全处:
4
材料
焊接使用材料已作出规定(焊材),经品技术开发处验证符合规定成分要求,生产的产品检验符合要求。
技术开发处(质量):
结论:
上述过程经确认满足要求,、焊接特殊过程予以确认。
技术开发处
批准:日期:
特殊过程确认表
记录编号:
特殊过程:涂装
序号
确认项目
确认结果
确认人/日期
1
人员
公司每年举行油漆工岗位培训,合格后方可上岗,有实际操作经验,能胜任本岗位工作。
特殊过程确认表
记录编号:
特殊过程:焊接
序号
确认项目
确认结果
确认人
1
人员
焊接工持证上岗,公司每年举行岗位培训已经过培训,有实际操作经验,能胜任本岗位工作。
综合管理处:
2
工艺
已编制了焊接工艺文件,对焊接工艺参数作出了明确规定,经验证标准该工艺要求出产的产品符合产品质量规定要求。
技术开发处:
3
设备
设备定期维修保养,运行情况良好,设备符合焊接生产工艺的需要。
特殊过程确认表格模板(模板)

特殊过程能力确认表生产单位xxxxxx石油钢管有限公司产品名称xxx海底管线确认过程工艺试验确认日期2010年12月20号设备型号GWH1460/12000 精度等级设备精度检测结果:人员资格要求埋弧自动焊Ⅰ级实际等级埋弧自动焊Ⅰ级过程确认要求:过程参数选择(1)温度:≥-10℃(6)焊接电流:(2)时间:2010年12月20号前丝:DC:750±45A;中丝:AC:450±45A(3)压力:常压后丝:AC:450±45A(4)真空度:--/-- (7)电弧电压:(5)产品特性:产品质量特性前丝:DC:40±2V;中丝:AC:40±2V(拉伸性能、弯曲性能、低温冲击韧性)后丝:AC:40±2V(8)焊接速度:150±15cm/min试验结果:确认的过程参数(1)温度:0℃(6)焊接电流:(2)时间:2010年12月20号前丝:DC:440A;后丝:AC:560A (3)压力:常压后丝:AC:560A(4)真空度:--/-- (7)电弧电压:(5)产品特性:--/-- 前丝:DC:40V;后丝:AC:41V后丝:AC:42V(8)焊接速度:151cm/min确认结论:确认人员:特殊过程能力确认表产品型号X56MO600×200×12.7产品名称特殊过程名称确认类型□首次确认;□再次确认,再次确认原因:确认主持人确认时间确认地点特殊过程使用的主要设备、工装:编号名称编号名称编号名称1 32 4特殊过程使用的作业指导书:文件号文件名称文件号文件名称确认的内容:(1)有无作业指导书?□有;□无(2)设备、工装是否通过验收、检定?□通过;□没有通过(3)是否规定并实施对设备、工装的保养和检查?□是;□否(4)特殊过程的员工是否持证上岗?□是;□否(5)是否对过程参数进行监视并保持纪录?□是;□否确认结论:□该特殊过程具备达到质量要求的能力,确认合格;□该特殊过程在以下方面确认不合格:确认人签名:确认人部门职位确认人部门职位编制编制日期审核审核日期批准批准日期。
关键过程确认表

料:
该过程所用材料均来自《合格供方名录》中厂家,且进入本过程前均经过严格检验或验证。产品质量可以满足过程产品的需要。
销售部/日期:
法:
该过程编制有程序文件、作业指导书等文件,可以很好地规范本过程的操作。能够满足过程需要、明亮、通风,温湿适宜,能够满足施工需要。
项目部/日期:
确认结果:
经过确认,该过程可以得到有效控制。且该过程施工合格,可以满足过程产品的要求。若该过程相关因素出现变化,按此程序再确认。
签字:
关键过程确认表
过程名称
隐蔽施工
确认日期
人:
该过程操作工均经过公司相关部门的培训,取得上岗资格证书。且上岗前经过测试合格,实际操作中能够胜任,可以满足生产要求。
人事部/日期:
机:
该过程设备除按《设备检修保养计划》安排的时间进行按时保养、维修外,每班上下班前后操作工都进行日常维护,且每次开机时都经过试用,运转正常方才使用。能够满足过程要求。
特殊过程确认记录(包装)

特殊过程确认记录(包装)
背景
本记录旨在确认在包装过程中存在的特殊过程或特殊要求。
特殊过程是指与标准包装流程有所不同的程序,需要额外的步骤或注意事项。
确认记录
日期:[填写日期]
项目:[填写项目名称]
特殊过程或要求:
1. [填写特殊过程或要求1]
- 目的:[填写目的]
- 步骤:
1. [填写步骤1]
2. [填写步骤2]
- 责任人:[填写责任人姓名] - 确认人:[填写确认人姓名]
2. [填写特殊过程或要求2] - 目的:[填写目的]
- 步骤:
1. [填写步骤1]
2. [填写步骤2]
- 责任人:[填写责任人姓名] - 确认人:[填写确认人姓名]
3. [填写特殊过程或要求3] - 目的:[填写目的]
- 步骤:
1. [填写步骤1]
2. [填写步骤2]
- 责任人:[填写责任人姓名] - 确认人:[填写确认人姓名]
结论
根据以上确认记录,特殊过程或要求已被明确,并相应地执行。
各相关责任人对其任务的完成进行了确认。
该文档仅为确认记录,不得作为替代标准包装流程的目的。
任
何后续包装过程必须遵循适用的标准程序。
请妥善保存此特殊过程确认记录,并在需要时进行更新和补充。
以上确认记录为有效文档,需要确认后的签名。
确认人签名:_________________
日期:_______________________。
关键和特殊过程确认表
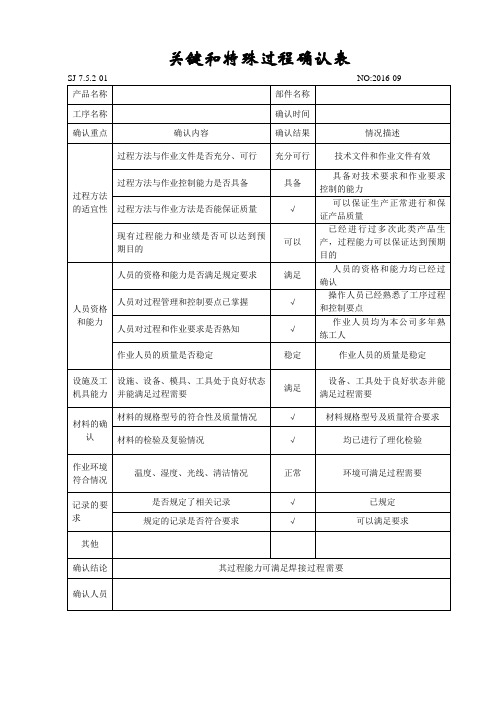
关键和特殊过程确认表
SJ-7.5.2-01 NO:2016-09 产品名称部件名称
工序名称确认时间
确认重点确认内容确认结果情况描述
过程方法的适宜性过程方法与作业文件是否充分、可行充分可行技术文件和作业文件有效
过程方法与作业控制能力是否具备具备
具备对技术要求和作业要求
控制的能力
过程方法与作业方法是否能保证质量√
可以保证生产正常进行和保
证产品质量
现有过程能力和业绩是否可以达到预
期目的
可以
已经进行过多次此类产品生
产,过程能力可以保证达到预期
目的
人员资格和能力人员的资格和能力是否满足规定要求满足
人员的资格和能力均已经过
确认
人员对过程管理和控制要点已掌握√
操作人员已经熟悉了工序过程
和控制要点
人员对过程和作业要求是否熟知√
作业人员均为本公司多年熟
练工人
作业人员的质量是否稳定稳定作业人员的质量是稳定
设施及工机具能力设施、设备、模具、工具处于良好状态
并能满足过程需要
满足
设备、工具处于良好状态并能
满足过程需要
材料的确
认材料的规格型号的符合性及质量情况√材料规格型号及质量符合要求材料的检验及复验情况√均已进行了理化检验
作业环境
符合情况
温度、湿度、光线、清洁情况正常环境可满足过程需要
记录的要求
是否规定了相关记录√已规定
规定的记录是否符合要求√可以满足要求
其他
确认结论其过程能力可满足焊接过程需要确认人员。
特殊过程确认记录表 JL

特殊过程确认记录表JL-7.5.2-02
特殊过程名称:焊接工序所在部门:2车间确认项目确认结果
1.从业人员是否经过培训合格
该岗位人员全部培训合格。
2.如需使用设备的名称,该设备是否符合要求AX21型焊接机器人、NBC型二氧化碳保护焊机符合要求。
3.作业指导书名称,该作业指导书是否符合要求《AX21型焊接机器人操作规程》、《二氧化碳保护焊操作规程》符合要求。
4.该过程需要的记录是否合理
(如有记录,写明记录名称)
焊接巡检记录、焊接件成品检验记录,合理。
确认结论:
■该特殊过程具备达到质量要求的能力,确认合格。
□该特殊过程在以下方面确认不合格:
确认人:王明强确认日期:2013年1月12日
如确认不合格,经过整改后再次确认的结论:
确认人:确认日期:
再次确认记录。
特殊过程外包确认

编码:
编号:
特殊过程名称
外包公司名称
委托人
接Байду номын сангаас人
确认生产的产品
确认时间
作业文件主要参数:
作业文件适宜性、充分性和可操作性确认意见:确认□需修改□
操作人员资格确认意见:确认□需再培训□需补充□
操作人员姓名:
操作设备或工具名称、规格、数量:
设备或重要工具能力:认可□需修理□需增加□
特殊过程加工产品质量评定:
确认时生产的产品名称、规格、数量:
工作环境:认可□需改善□
确认意见:
签名:日期:
再确认评价意见:
签名:日期:
再确认评价意见:
签名:日期:
8.5-03特殊过程确认单

JL8.5-03
特殊过程名称
运输
1文件的确认:
机动车辆管理规定、驾驶员交通违章的管理、关于运营纪律、调度纪律的管理规定、关于运营纪律、调度纪律的考核标准及处罚规定、运输安全管理制度、运输流程等符合要求、能指导作业。
②运输车辆的确认:
挂车(苏BB5166挂)、(苏B5919挂)等11辆,通过年检,有运行证。
3.经过培训和考核,从事该过程生产的作业人员的资质和人数满足要求。
4.用于该过程的监视和测量装置经过了规定的检定/校准,从事监视和测量合国家相关标准。
6.过程的产品经检测符合规定的要求且得到顾客的确认。
7.所需的技术、质量控制、作业文件和相关记录表单均以完成并发放到位。
8.过程的输出能够持续满足特定的预期使用或应用要求。
确认人:潘进、徐进批准:陈俊桂日期:2017.4.15
③对证件的认可:
蔡明亮、李岩等驾驶证有效,通过年检各项指标能满足生产需要。
④对人员资格鉴定:
蔡明亮、李岩经过岗位技能培训考核合格,持证上岗,受过安全教育,能胜任本岗位。
结论:
1.对现行服务标准进行了评审,一致认为有效、可行,可用于指导运输作业。
2.对运输过程的设备进行了完好性检测和评定,一致认为能满足工艺要求和生产进度要求。
752型分光光度计使用手册中文

752型分光光度计使用手册一产品原理分光光度分析法的原理是利用物质对不同波长光的选择性吸收现象对物质进行定性和定量分析,通过对吸收光谱的分析,判断物质的内部结构及化学组成.紫外/可见分光光度计具有以下特点:采用经改良的低杂散光,高分辨率的单光束光路以及简捷、可靠的结构设计,使仪器具有良好的单色性\稳定性\重现性和精确的测量读数.2-4nm的光谱带宽可满足大多数分析测试项目的要求。
新型微机技术的的运用,使仪器具有自动设置0%T和100%T\浓度运算和数据处理\自动校正波长,自动切换滤光片,自动光源切换点、自动显示出错信息等功能。
仪器选用2×20位大屏幕点阵式显示器,可显示透射比、吸光度、浓度、波长等参数,还实现了人机对话功能和连接PC等功能。
仪器安装标准的RS-232C通讯接口,可向计算机输送测试参数,并可接受计算机发送的控制指令(需使用SPECTRUM用户应用软件),实现PC机对仪器的直接操作.外接打印机,可排印测试参数。
仪器附有可在视窗95(WIN95)操作平台运行的PC-SPECTRUM基本应用软件,可进行透射比、吸光度测试,浓度计算和直读,并可以打印,保存和调用测试参数,使用者轻松、方便、准确、可靠地进行分析。
仪器各部件介绍§“方式设定”键(MODE):用于设置测试方式。
仪器可供选择的测试方式有:透射比方式;吸光度方式和浓度直读方式。
使用功能键(FUNC),根据提示可将标准样品的浓度值或K因子(FACTOR)输入仪器。
§“100%T/OABS”键:用于自动调整100。
0%T(100。
0%透射比)或C(零吸光度)。
当波长被改变时,请不要忘记重新调整100.0%T或OABS。
§“0%T”键:用于自动调整0%透射比。
仪器在开机后自栓的过程中已经将0%T的参数保存在微处理器中。
一般情况下无需使用此键。
仪器长时间使用过程中,0%T可能会产生漂移。
调整0%T可提高测试数据的精确度。
752 过程确认表
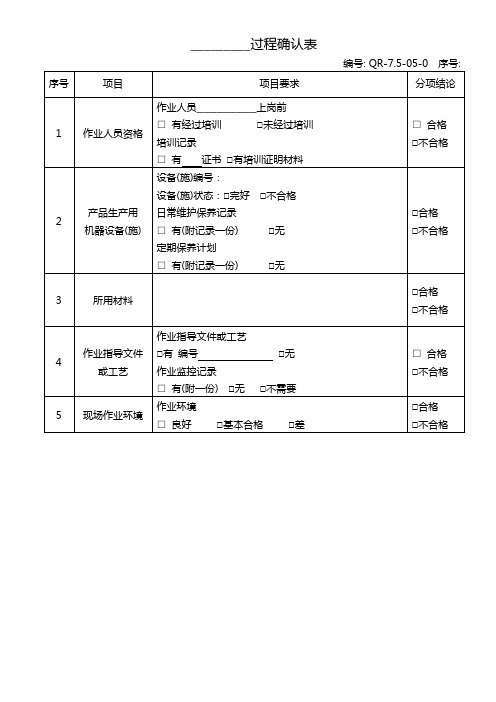
编号:QR-7.5-05-0序号:
序号
项目
项目要求
分项结论
1
作业人员资格
作业人员_________上岗前
□有经过培训□未经过培训
培训记录
□有证书□有培训证明材料
□合格
□不合格
2
产品生产用
机器设备(施)
设备(施)编号:
设备(施)状态:□完好□不合格
日常维护保养记录
□有(附记录一份)□无
定期保养计划
□有(附记录料
□合格
□不合格
4
作业指导文件或工艺
作业指导文件或工艺
□有编号□无
作业监控记录
□有(附一份)□无□不需要
□合格
□不合格
5
现场作业环境
作业环境
□良好□基本合格□差
□合格
□不合格
产品质量确认结果:
确认人员:时间:
752 过程确认表(运输)

定期保养计划
□有□无
□合格
□不合格
3
驾驶人员及车辆证照是否齐全
□合格
□不合格
4
安全运输操作规程
安全运输操作规程
□有编号□无
作业监控记录
□有□无□不需要
□参数项目
标准值
实测值
□合格
□不合格
□速度
□准载
□装载加固
□货物整洁
□防护措施
□周到性
□服务态度
5
在途危险源辨识与控制
危险源控制措施:
□良好□基本合格□差
□合格
□不合格
运输服务质量确认结果:
运营管理部确认人员:时间:
注:当作业人员、车辆、运送物资等变化时填此表。
保存期:3年版本/版次:A/0
运输服务质量过程确认表
编号:QR-7.5-08
序号:
序号
项目
项目要求
分项结论
1
运输作业人员资格
驾驶员(业务员)______________上岗前
□有经过培训□未经过培训
培训记录
□有培训证书□有培训记录表
□合格
□不合格
2
运输服务用
车辆设备(施)
车辆车牌号:
车辆状态(必备资料):□完好□不合格
日常维护保养记录
关键(特殊)过程确认表

3、增强工作人员的责任心,工作人员应时时自我检查;
4、各级部门应相互监督,相互交流。
编制:乔进明审批:丁保华
关键(特殊)过程确认表
编号:7.5.2-01序号:
过程名称
“球化处理、水压试验”
确认时间
2015年3月16日
过程的任务要求
过程设施参数测定和评审意见:
球化处理,水压试验技术状况良好
参数测定人:生产部—高永胜,技术工艺部—马军2015年3月16日
人员完成过程的技能及培训状况、原材料及工作环境是否符合要求:
人员完成过程的技能及培训状况、原材料及工作环境是否符合要求:
操作人员—持证上岗
操作人员—监测人员持证上岗
评定人:综合部—王平
生产部—高永胜
技术工艺部—马军2015年3月16日
作业文件的适用性:
《生产过程的控制规程》符合质量标准要求。
评定人:技术工艺部—马军
质检部—应晓蒙
生产部—高永胜
时间:2015年3月16日
操作人员—持证上岗。
操作人员—监测人部—马军2015年3月16日
作业文件的适用性:
《生产过程的控制规程》符合质量标准要求。
评定人:技术工艺部—马军
质检部—应晓蒙
生产部—高永胜
时间:2015年3月16日
过程产品的合格评定和对该过程的综合评价及确认:
过程产品的合格评定和对该过程的综合评价及确认:
可满足监测生产控制要求。
评定人:总经理—丁保华
总技术负责人—马军
时间:2015年3月16日
预防措施
潜在不合格事实:
在检查铁水罐车行驶时,由于相关人员对程序文件及管理手册学习部透彻,执行制度不严,安全意识淡薄,铁水罐车作业时无监护人员在场。
质量体系认证过程确认表

该过程使用操作规程和操作方法的适宜性、有效性确认:
确认人/日期:年月日
审批意见:
签名/日期:年月日
质量体系认证过程确认表
编号:GS/JL-7.5.2-01序号:
过程名称:
该过程所用生产设备性能确认(确认其性能是否满足规定的要求):
确认人/日期:年月日
该过程所用监视和测量设备性能确认(确认其有效性、精确度等性能是否满足规定的要求):
确认人/日期:年月日
该过程服务人员资格要求确认(确认Leabharlann 操作人员是否满足规定的任职要求):
特殊过程确认表-模版

样品/实物质量
1.符合焊接图纸质量要求,ISO5817-C;
2.符合检验作业指导书要求
参加确认人员:
日期:
确认表
特殊过程名称
零(部)件图号
零(部)件名称
部门
生产班组
确
认
内
容
工艺
文件
1.按EN15085编制焊接工艺文件:焊接接头清单、wps、工作试件计划、焊接顺序计划等;
2.编制质量控制计划;
3.编制焊接检验记录、尺寸检验记录、探伤记录。
人员
资格
水平
1.操作人员具有EN287-1、ISO9606-2、EN1418资质;
2.通过工作试件计划确认焊接质量、操作人员水平,并固定焊工。
设备
1.设备进行日常点检,确认设备处于正常状态;
2.焊机显示电流、电压表进行每年校验。
工艺
装备
识别产品工装,通过工装防纠错。
计量
器具
对检验用量具进行计量,包括:水平尺、卷尺、卡尺、检验平台
作业
环境
1.碳钢、不锈钢焊接环境温度不低于5℃;
2.铝合金焊接环境温度不低于10℃,环境湿度不高于60%;
货物运输确认书

货物运输确认书编号:_________发件人信息:公司名称:_____________________地址:_________________________联系人:_______________________电话:_________________________电子邮件:______________________收件人信息:公司名称:_____________________地址:_________________________联系人:_______________________电话:_________________________电子邮件:______________________货物信息:货物名称:_____________________货物数量:_____________________货物重量:_____________________货物体积:_____________________货物价值(如适用):___________运输详情:起运地:_______________________目的地:_______________________预计发货日期:_________________预计到达日期:_________________运输方式:□公路运输□铁路运输□航空运输□海运□多式联运包装情况:包装类型:_____________________包装状况:_____________________特别说明/注意事项:______________________________________________________________________________承运方声明:本公司(承运方全称)已收到上述货物,并确认其数量、状态与本确认书所列信息相符。
我司承诺将按照约定的运输方式、路线及时间,尽职尽责地将货物安全、完整地运送到指定目的地。
在运输过程中,我司将遵守相关法律法规和行业规范,对货物采取必要的保护措施,如遇不可抗力或意外事件导致货物损失或延误,我司将及时通知发件人,并根据双方签订的运输合同或协议进行处理。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
□良好□基本合格□差□源自格□不合格运输服务质量确认结果:
运营管理部确认人员:时间:
注:当作业人员、车辆、运送物资等变化时填此表。
保存期:3年版本/版次:A/0
运输服务质量过程确认表
编号:QR-7.5-08
序号:
序号
项目
项目要求
分项结论
1
运输作业人员资格
驾驶员(业务员)______________上岗前
□有经过培训□未经过培训
培训记录
□有培训证书□有培训记录表
□合格
□不合格
2
运输服务用
车辆设备(施)
车辆车牌号:
车辆状态(必备资料):□完好□不合格
日常维护保养记录
□有□无
定期保养计划
□有□无
□合格
□不合格
3
驾驶人员及车辆证照是否齐全
□合格
□不合格
4
安全运输操作规程
安全运输操作规程
□有编号□无
作业监控记录
□有□无□不需要
□合格
□不合格
5
过程参数确认
参数项目
标准值
实测值
□合格
□不合格
□速度
□准载
□装载加固
□货物整洁
□防护措施
□周到性
□服务态度
5
在途危险源辨识与控制