加工中心操作基础指令
加工中心编程与操作基本指令
N30G0Z30.0M8;
提刀,切削液开
N40X-60.0Y0;
定位A点
N50Z5.0;
快速下刀
N60G1Z-5.0F80;
慢速下刀
N70X-50.0Y10.0F150; B点
N80G2X-40.0Y0R10.0; C点
N90G1Y-20.0;
D点
N100G3X-30.0Y-30.0R10.0;E点
N100G3X-30.0Y-30.0R10.0;E点
G0:刀具从当前位置以点位控制方式快速移动到目标点。 G1:刀具从当前点以指定的速度直线移动到目标点。
快速定位G0
格式:G0 X___ Y___ Z___; X___ Y___ Z___是刀具移动时的目标 点坐标。 不能切削加工,用于加工前的定位或 加工后的退刀。
速度由参数设定
尽量不用三坐标编程 初学可用G1带替 G0的速度不可控
用G90,R方式:
G90 G2 X0 Y50.0 R-50.0 F100; A→B
G90 G2 X25.0 Y25.0 R25.0;
B→C
G90 G3 X50.0 Y0 R25.0;
C→A
用G90,IJK方式:
G90 G2 X0 Y50.0 I-50.0 J0 F100; A→B
G90 G2 X25.0 Y25.0 I0 J-25.0;B→C
常用M指令
M3:主轴正转 M4:主轴反转
可用S指定转速
M2:程序结束 M30:程序结束并返回 M7:切削液开(雾状/吹气) M8:切削液开(大流量) M9:切削液关
综合实例
综合实例
O0001;(FANUC)
程序名
N10G54G17G40G49G90; 程序初始化
加工中心指令介绍

(6)p 螺纹的循环加工次数,即分几刀切完
G43:刀长补正
G43 Z_ H_ ;
H:补正号码 Z:指令刀具距基准面高度 G43 Z3.0 H1;
基准面
Z (G43补正后Z0)
G41:(刀具)半径左补正
沿刀具运动方向看去,刀具在加工轮廓的左侧
G42:(刀具)半径右补正
沿刀具运动方向看去,刀具在加工轮廓的左侧
G02
X,Y)
R
G03 R
使用 I,J:(全圆)
X,Y)
G02(X_Y_)I_(J_)F_; G03
I,J:起点指向圆心
(圆弧中心坐标减去圆弧起始点坐标得 I,J 值)
R( X,Y)
G02
例例 J I
例例 ( X,Y)
例例
例例 G02 I-50 F100例
XO X5050 ZO
4、 G04 进给暂停
刀具
G40:(刀具)半径补正取消
取消后,刀具所走的坐标为刀具中心的坐标 轮廓加工完成之后,必须用 G40 取消刀具补偿,否则会继续对以后的刀具
加工轨迹产生影响
G80:固定循环取消
固定循环(G73、G74、G76、G81 至 G89)取消,取消以后执行通常动作,其 他钻孔资料也取消。
G73(高速啄式深孔钻循环)
G73 X_Y_Z_R_Q_F_
X_Y_:加工孔在 XY 平面上的位置坐标
Z_:钻孔深度
R_:循环起点
Q_:每次切入量
F_:切削进给率
G81(普通钻孔循环) 指令方式:G81 X_ Y_Z_R_F_ X_Y_: 孔在 XY 平面上的位置坐标 Z_: 钻孔深度 R_: 循环起点 F_: 切削进给率
G95 进给率,每转进给
加工中心的基本编程指令

加工中心的基本编程指令
常用准备功能是编制程序中的核心问题,编程人员必须熟练掌握这些功能的使用方法和特点,才能更好地写出加工程序。
1、编程术语
在进行编程之前,介绍几个常用的编程术语。
①起始平面:是程序开始时刀具的初始位置所在的平面。
起刀点是加工零件时刀具相对于零件运动的起点,数控程序是从这一点开始执行的。
起刀点在坐标系中的高度,一般称为起始平面或起始高度,一般选距工件上表面50mm左右位置。
起刀点太高会降低生产效率,太低又不便于操作人员观察工件。
起始平面一般高于安全平面。
②进刀平面:刀具以高速(G00)下刀至要切削到材料时变成以进刀速度下刀,以免撞刀,此速度转折点的位置即为进刀平面,也称为R 面,其高度为进刀高度,也称为接近高度,一般距加工平面5mm左右。
③退刀平面:零件或加工零件的某区域加工结束后,刀具以切削进给速度离开工件表面一段距离后转为高速返回平面,此转折位置即为退刀平面,其高度为退刀高度。
④安全平面:是指刀具在完成工件的一个区域加工后,刀具沿其轴向反向运动一段距离,此时刀尖所处的平面,其对应的高度称为安全高度。
它一般被定义为高出被加工零件的最高点10mm左右,刀具处于安全平面时,可以以G00速度进行移动。
设置安全平面既能防止刀具碰伤工件,又能使非切削加工时间控制在一定的范围内。
⑤。
加工中心g代码大全
加工中心g代码大全加工中心G代码大全。
加工中心是一种多功能的数控机床,广泛应用于零部件的加工和制造。
G代码是数控加工中心的一种控制语言,用于指挥机床进行各种加工操作。
本文将介绍加工中心G代码的基本知识和常用指令,帮助读者更好地理解和应用G代码。
1. G代码概述。
G代码是数控加工中心中最基本的指令集,用于控制机床进行各种加工操作,如切削、定位、进给、退刀等。
G代码由字母G和后面的数字组成,代表不同的加工功能和操作指令。
在编程时,需要根据加工要求选择合适的G代码指令,以实现所需的加工操作。
2. 常用G代码指令。
2.1 G00,快速移动。
G00指令用于控制机床在空转状态下快速移动到指定位置,适用于加工中心的快速定位和刀具换位操作。
2.2 G01,线性插补。
G01指令用于控制机床进行直线插补运动,实现直线加工操作。
在G01指令中需要指定加工路径的起点和终点坐标,以及加工速度和进给速度等参数。
2.3 G02/G03,圆弧插补。
G02和G03指令用于控制机床进行圆弧插补运动,实现圆弧加工操作。
在G02和G03指令中需要指定圆弧的起点、终点、圆心坐标,以及加工速度和进给速度等参数。
2.4 G17/G18/G19,选择平面。
G17、G18和G19指令用于选择加工中心的加工平面,分别表示XY平面、XZ平面和YZ平面。
在编程时需要根据实际加工要求选择合适的加工平面。
2.5 G20/G21,英制/公制。
G20和G21指令用于选择加工中心的加工单位,分别表示英制和公制。
在编程时需要根据实际加工要求选择合适的加工单位。
3. G代码编程示例。
下面是一个简单的G代码编程示例,用于控制加工中心进行直线加工操作:N10 G00 X0 Y0 Z0 ; 快速移动到起始位置。
N20 G01 X100 Y100 Z50 F100 ; 在XY平面上进行直线插补加工。
N30 G00 Z100 ; 刀具快速退刀。
N40 M30 ; 程序结束。
数控加工中心手动编程常用指令
数控加工中心手动编程常用指令一、G90/91绝对/增量尺寸编程(1)G90(模态),G90是绝对尺寸输入,所有数据对应于实际工件零点。
(2)G91(模态),G91是增量尺寸输入,每一尺寸对应于上一个轮廓点。
二、G70/G71英制/公制编程G70英制,G71米制,根据零件图纸的需要,在编制零件加工程序时,可以在英制和米制之间切换。
三、G54~G57设置零点偏移,建立工件坐标系G54/G55/G56/G57:调用第1至第4可设置零点偏置。
四、G17/G18/G19平面选择指令(1)G17:加工平面X/Y;(2)G18:加工平面Z/X;(3)G19:加工平面Y/Z;加工平面的划分用来决定要加工的平面,同时也决定了刀具半径补偿的平面、刀具长度补偿的方向和圆弧插补的平面,一般在程序的开始定义加工平面;当使用刀具半径补偿命令G41/G42时加工平面必须定义,以便控制系统对刀具长度和半径进行修正,加工中心种默认加工平面位XY平面,G17可省略,如不在默认平面,G17、G18不可省略。
五、G0快速移动指令(1)编程格式。
G0 X__ Y__Z__;(2)意义:X__ Y__Z__:直角坐标系内的终点坐标;可以用G00去快速移动刀具到工件表面或换刀点;这个指令不适合工件的加工。
执行G00指令时刀具以尽可能快的速度(快速)运动,这个快速移动速度是在机床参数内为每个轴定义好的,但受进给速度修调开关的倍率调节。
六、G1直线插补指令(1)编程格式:G1 X__Y__ Z__ F__;(2)含义X、Y、Z:直角坐标系内的终点坐标F:进给速度,单位:mm/min。
G1指令可以沿平行于坐标轴,倾斜于坐标轴或空间的任意直线运动,直线插补可以加工3D 曲面及槽等。
可以用直角坐标系或极坐标系输入目标点,刀具以进给速度F沿直线从目前的起刀点运动到编程目标点,沿这样的路径工件就被加工出来。
G1是模态指令,主轴转速S及主轴转向M3/M4必须在加工之前被指定。
CNC加工中心程序代码大全

CNC加工中心程序代码大全在现代制造业中,CNC 加工中心凭借其高精度、高效率和高自动化程度,成为了生产加工中的重要设备。
而要让 CNC 加工中心按照我们的意愿精确地进行加工操作,就离不开程序代码的编写。
下面就为大家详细介绍一下常见的 CNC 加工中心程序代码。
一、准备功能代码(G 代码)G 代码是 CNC 编程中最常用的代码之一,用于指定机床的运动方式和加工操作。
以下是一些常见的 G 代码:1、 G00:快速定位指令机床以最快的速度移动到指定的位置,不进行切削加工。
2、 G01:直线插补使刀具沿着直线轨迹进行切削运动,需要指定终点坐标和进给速度。
3、 G02/G03:圆弧插补G02 用于顺时针圆弧插补,G03 用于逆时针圆弧插补。
需要指定圆弧的终点坐标、圆心坐标(或半径)以及进给速度。
4、 G04:暂停使机床在指定的时间内暂停动作,常用于钻孔时的排屑。
5、 G17/G18/G19:平面选择G17 选择 XY 平面,G18 选择 XZ 平面,G19 选择 YZ 平面。
6、 G20/G21:单位选择G20 选择英制单位,G21 选择公制单位。
7、 G28:返回参考点使机床各坐标轴快速返回机床参考点。
8、 G40/G41/G42:刀具半径补偿G40 取消刀具半径补偿,G41 为左补偿,G42 为右补偿。
用于在轮廓加工中自动补偿刀具半径。
二、辅助功能代码(M 代码)M 代码主要用于控制机床的辅助动作,如主轴的启停、冷却液的开关等。
1、 M03:主轴正转启动主轴以顺时针方向旋转。
2、 M04:主轴反转启动主轴以逆时针方向旋转。
3、 M05:主轴停止停止主轴旋转。
4、 M08:冷却液开打开冷却液。
5、 M09:冷却液关关闭冷却液。
6、 M30:程序结束并返回表示程序结束,机床复位并返回程序开头。
三、进给功能代码(F 代码)F 代码用于指定切削进给速度,单位通常为 mm/min 或 mm/r(每分钟进给量或每转进给量)。
加工中心常用的G代码和M指令

加工中心常用的G代码和M指令在现代机械加工领域,加工中心凭借其高精度、高效率和高自动化程度,成为了制造行业的重要设备。
而要充分发挥加工中心的性能,熟练掌握其常用的 G 代码和 M 指令是关键。
G 代码是准备功能指令,用于控制机床的运动方式和轨迹。
以下是一些常见的 G 代码:G00 快速定位指令。
它使刀具以最快的速度移动到指定的位置,常用于刀具的快速接近和远离工件。
G01 直线插补指令。
用于让刀具沿着直线轨迹移动,需要指定移动的终点坐标和进给速度。
G02 和 G03 分别是顺时针圆弧插补和逆时针圆弧插补指令。
通过指定圆弧的终点坐标、圆心坐标或半径,以及进给速度,来控制刀具沿圆弧轨迹运动。
G04 暂停指令。
在程序执行过程中,需要短暂停留一段时间时使用,常用于钻削时的孔底暂停,以保证加工质量。
G17、G18、G19 分别用于选择 XY 平面、XZ 平面和 YZ 平面。
G20 和 G21 用于设定单位,G20 为英制单位,G21 为公制单位。
G28 回参考点指令。
它可以使刀具自动返回机床坐标系的参考点。
G30 第二参考点返回指令。
除了机床的基本参考点,有时还会设定第二参考点,使用该指令可使刀具返回第二参考点。
G40、G41、G42 分别是刀具半径补偿取消、左补偿和右补偿指令。
在进行轮廓加工时,通过合理使用刀具半径补偿,可以简化编程,并提高加工精度。
G43、G44、G49 分别是刀具长度正补偿、刀具长度负补偿和刀具长度补偿取消指令。
用于补偿刀具长度的差异,确保加工深度的准确性。
G54 至 G59 是工件坐标系选择指令。
可以根据需要设置多个工件坐标系,方便加工不同的工件或同一工件的不同部位。
M 指令是辅助功能指令,主要用于控制机床的各种辅助动作和状态。
常见的 M 指令有:M00 程序暂停。
当程序执行到M00 时,机床的所有动作都会停止,直到按下启动按钮,程序才继续执行。
M01 选择暂停。
与 M00 类似,但只有在机床操作面板上的“选择停止”按钮被按下时,才会暂停。
加工中心指令简介

二加工中心指令简介一:基本的指令1:位置指令:G90、G911. G90绝对值指令,与现在的座标值无关,依工件座标系的位置移动。
2. G91增量值指令,以现在位置做为起点,依程式指定的相对值移动。
3. 电源投入后,初始状态是G90、G91是以参数设定的。
2:补间机能。
a) G00是快速位置定位。
此指令是以现在点做为始点,座标语指令值为终点,作直线或非直线路径作位置定位。
此指令为持续指令。
b) G01是直线补间。
刀具从现在点起,座标语指定的终点为止,以位址F所指定的速度作直线移动补间,此F指定的速度是为刀具中心进行的线速度,此指令为持续指令,最初的G01指令单节中,若无F指定,程式警示“P62”发生。
指令格式是G(90、91)G01 Xx Yy Zz Aa Ff。
c) 平面选择指令(G17、G18、G19):G17是X、Y平面选择;G18是Z、X平面选择;G19是Y、Z平面选择。
d) G02、G03圆弧补间。
有三种形式:i) 用I、J指定圆弧,此指令是刀具沿着圆弧移动的场合使用。
指令格式:G02(G03) Xx Yy Ii Jj Ff,其中G02为顺时针;G03为反时针方向;X、Y为圆弧的终点座标,I、J是圆弧中心增量值;圆弧中心座标务必带上小数点。
此指令是持续模式。
也可用一段圆弧插补,可以编一个整圆,用I、J、K、来指定圆心,而X、Y、Z坐标可以省略不写。
ii) R指令圆弧补间。
此指令不指定中心座标,而直接指定圆弧半径R也是可以的。
指令格式:G02(G03)Xx Yy Rr Ff。
X、Y是终点座标,R为圆弧半径,F 为进给速度。
圆弧半径务必带上小数点。
指令程式中的R,符号为正时,表示半圆以下的圆弧指令;R符号为负时,表示半圆以上的圆弧指令。
iii) 螺旋补间。
依据G02、G03指令及平面选择G指令(G17、G18、G19)在选择平面内,可以一边做圆弧补间,一边做第三轴的直线补间。
指令格式,G17 G02 (G03) Xx Yy Zz Ii Jj Pp Ff,或者G17 G02 (G03) Xx Yy Zz Rr Ff,其中X、Y是圆弧终点座标,Z是直线轴终点的座标,I、J是为圆弧中心座标,P是螺距数,R是圆弧半径。
加工中心常用的G代码和M指令
加工中心常用的G代码和M指令加工中心是一种高精度、高效率的数控机床,广泛应用于航空、汽车、电子、机械等行业。
在加工中心的加工过程中,需要使用G代码和M指令控制加工过程,下面是常用的G代码和M指令:一、G代码1. G00 快速定位:该指令用于快速移动工件到目标位置,速度最大,但精度较低。
2. G01 直线插补:该指令用于沿直线路径进行加工,速度较快,精度较高。
3. G02/G03 圆弧插补:该指令用于沿圆弧路径进行加工,G02表示顺时针方向,G03表示逆时针方向。
4. G04 停顿:该指令用于暂停加工,等待一段时间后再继续加工。
5. G17/G18/G19 选择平面:G17表示选择XY平面,G18表示选择XZ平面,G19表示选择YZ平面。
6. G20/G21 选择单位:G20表示选择英寸单位,G21表示选择毫米单位。
7. G28/G29/G30/G31 定位:G28表示回到机床原点,G29表示回到工件原点,G30表示回到第二工件原点,G31表示回到第三工件原点。
8. G40/G41/G42 切削半径补偿:G40表示取消切削半径补偿,G41表示左侧切削半径补偿,G42表示右侧切削半径补偿。
9. G54/G55/G56/G57/G58/G59 工件坐标系:G54表示选择第一工件坐标系,G55表示选择第二工件坐标系,G56表示选择第三工件坐标系,G57表示选择第四工件坐标系,G58表示选择第五工件坐标系,G59表示选择第六工件坐标系。
10. G80 取消模态:该指令用于取消所有模态指令。
二、M指令1. M00 程序停止:该指令用于停止程序,等待操作员确认后再继续加工。
2. M01 可选停止:该指令用于在加工过程中进行可选停止,等待操作员确认后再继续加工。
3. M02/M30 程序结束:M02表示程序结束,M30表示程序结束并回到机床原点。
4. M03/M04/M05 主轴控制:M03表示主轴正转,M04表示主轴反转,M05表示主轴停止。
加工中心指令详解(部分)
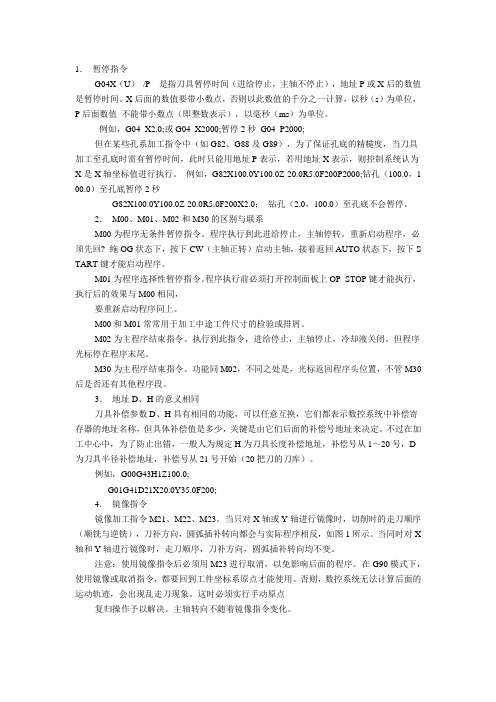
1.暂停指令G04X(U)_/P_ 是指刀具暂停时间(进给停止,主轴不停止),地址P或X后的数值是暂停时间。
X后面的数值要带小数点,否则以此数值的千分之一计算,以秒(s)为单位,P后面数值不能带小数点(即整数表示),以毫秒(ms)为单位。
例如,G04 X2.0;或G04 X2000;暂停2秒G04 P2000;但在某些孔系加工指令中(如G82、G88及G89),为了保证孔底的精糙度,当刀具加工至孔底时需有暂停时间,此时只能用地址P表示,若用地址X表示,则控制系统认为X是X轴坐标值进行执行。
例如,G82X100.0Y100.0Z-20.0R5.0F200P2000;钻孔(100.0,1 00.0)至孔底暂停2秒G82X100.0Y100.0Z-20.0R5.0F200X2.0;钻孔(2.0,100.0)至孔底不会暂停。
2.M00、M01、M02和M30的区别与联系M00为程序无条件暂停指令。
程序执行到此进给停止,主轴停转。
重新启动程序,必须先回? 絁OG状态下,按下CW(主轴正转)启动主轴,接着返回AUTO状态下,按下S TART键才能启动程序。
M01为程序选择性暂停指令。
程序执行前必须打开控制面板上OP STOP键才能执行,执行后的效果与M00相同,要重新启动程序同上。
M00和M01常常用于加工中途工件尺寸的检验或排屑。
M02为主程序结束指令。
执行到此指令,进给停止,主轴停止,冷却液关闭。
但程序光标停在程序末尾。
M30为主程序结束指令。
功能同M02,不同之处是,光标返回程序头位置,不管M30后是否还有其他程序段。
3.地址D、H的意义相同刀具补偿参数D、H具有相同的功能,可以任意互换,它们都表示数控系统中补偿寄存器的地址名称,但具体补偿值是多少,关键是由它们后面的补偿号地址来决定。
不过在加工中心中,为了防止出错,一般人为规定H为刀具长度补偿地址,补偿号从1~20号,D 为刀具半径补偿地址,补偿号从21号开始(20把刀的刀库)。
CNC加工中心程序代码大全,编程技巧及常用指令

其他指令(1)F—进给速度指令F及后面的若干数字表示,当指令为G94单位是mm/min,当指令为G95单位是mm/r。
(2)S—主轴转速指令S及后面的若干数字表示,单位是r/min。
(3)T—刀具指令T及后面的三位数字表示,表示刀号。
(4)H和D—刀具长度补偿值和刀具半径补偿值H和D及其后面的三位数字表示,该三位数字为存放刀具补偿量地存储器地址(番号)。
G指令代码详解一、机床功能设定1、G53—选择机床坐标系格式:G53 X Y Z ;(X Y Z为机床坐标值)注:当指定G53指令时,就清除刀具的半径补偿、刀具长度补偿和刀具偏值,一般在换刀是指定Z轴。
2、G54~G59—选择工件坐标系注:电源接通并返回参考点后,系统自动选择G54。
3、G54.1 P1~P48—选择附加工件坐标系4、G52—局部坐标系格式:G52X Y Z ;格式含义:为了编程的方便设定工件坐标系的子坐标系,G52中的X Y Z的值是工件坐标系G54~G59中的位置坐标。
取消局部坐标系——G52 X 0 Y 0 Z 0 ;注:当指令G52局部坐标系或取消局部坐标系时就取消了刀具长度补偿、刀具半径补偿等刀具偏值,在后续的程序中必须重新设置指定刀具长度补偿、刀具半径补偿等刀具偏值。
5、G90—绝对编程绝对编程是刀具移动到距离工件坐标系原点的某一位置。
6、G91—增量编程增量编程刀具移动的距离是以前一点为基准计算,是前一点的增量。
7、G21—毫米输入G20—英寸输入8、G16—启用极坐标指令G15—取消极坐标指令二、插补功能指令1、G00—快速定位指令格式:G00 X Y Z ;格式含义:G00指令使刀具以点位控制方式从刀具当前点以最快速度运动到另一点。
其轨迹不一定是两点一线,有可能是一条折线。
注意事项:(1)刀具从上向下移动时:G00 X Y ;Z ;先定XY面,然后Z轴下降。
(2)刀具从下向上移动时:G00 Z ;X Y ;Z轴先上升,然后定XY面。
加工中心常用的G代码和M指令

加工中心常用的G代码和M指令在加工中心的操作中,G 代码和 M 指令是控制机床运动和辅助功能的关键指令。
理解并熟练运用这些指令对于实现精确、高效的加工至关重要。
接下来,让我们详细了解一下加工中心常用的 G 代码和 M 指令。
G 代码主要用于控制机床的运动轨迹、坐标系统和插补方式等。
以下是一些常见的 G 代码:G00 快速定位指令:使刀具以最快的速度移动到指定的位置,不进行切削加工。
常用于快速接近工件或在加工过程中快速移动刀具到安全位置。
G01 直线插补指令:刀具沿着直线从当前位置移动到指定的目标位置,同时进行切削加工。
在编程时,需要指定移动的终点坐标以及进给速度。
G02 和 G03 圆弧插补指令:用于在平面内绘制圆弧。
G02 表示顺时针圆弧插补,G03 表示逆时针圆弧插补。
编程时,需要指定圆弧的起点、终点、圆心坐标或半径以及进给速度。
G04 暂停指令:让刀具在指定的时间内停止运动,常用于在加工过程中进行短暂的停留,以保证加工质量或进行特殊的工艺处理。
G17、G18、G19 平面选择指令:分别指定在 XY 平面、XZ 平面和YZ 平面进行加工。
G20 和 G21 单位选择指令:G20 选择英制单位,G21 选择公制单位。
G28 回参考点指令:使刀具自动返回机床参考点,以确定机床坐标系的原点。
G40、G41、G42 刀具半径补偿指令:用于在加工中根据刀具半径自动调整刀具的运动轨迹,以保证加工尺寸的精度。
G40 取消刀具半径补偿,G41 为左补偿,G42 为右补偿。
G43、G44、G49 刀具长度补偿指令:用于补偿刀具长度的差异,确保加工深度的准确性。
G43 为正补偿,G44 为负补偿,G49 取消刀具长度补偿。
G54 G59 工件坐标系选择指令:可以预先设置多个工件坐标系,通过指令选择相应的坐标系进行加工,方便多工位或多零件的加工。
M 指令主要用于控制机床的辅助功能,如主轴的启停、冷却液的开关等。
以下是一些常见的 M 指令:M00 程序暂停:执行到该指令时,机床的所有动作停止,按下启动按钮后继续执行程序。
加工中心基本操作

加工中心基本操作
位置界面
说明:按“POS”健即进入位置界面,位置界面主要显示当前的各种坐标
信息,
加工中心基本操作
说明:在位置界面可以显示当前机床的绝对坐标、相对坐标以及综合坐标
加工中心基本操作
程序界面
说明:按“PROG”键,即进入程序界面,在程序界面可以进行程序的新建、 编程、删除、调用和传输等操作。
提醒:进入机床维修时,必须按 下‘紧急停止’按钮
加工中心基本操作
程序编辑方式
将工作方式选择旋钮旋转至
程序编辑后生效,显示器窗口 下角显示‚EDIT”字样。
程序编辑方式用于程序编辑 和数据传输。
加工中心基本操作
CF
1. 2.
CNC
按列表软键 按设备软键 按输入软件
I/O通道设为4。或者#0020设为 4 按下系统面板PROG键并选择程序编辑方式 按操作软件 按下M-卡 F:CF卡程序号 O:输到CNC中的程序号 按扩展+键 按扩展+键
知识小拓展:F0是按照(#1421)
给的速度来行走。
加工中心基本操作
按钮按下且灯亮时有效,每次按下[循环启 动],执行一条程序段,在‚固定循环‛操作 中此按钮按下且灯亮时,控制系统在循环的 每步执行完了都停止轴的运动,直到再次按 循环启动键。
按钮按下且灯亮时有效,当系统读到M01 时,停止自动循环方式下的程序执行(相 当于暂停功能),再次按下循环启动键将 继续执行程序。 如果选择停按钮没有被按下,自动执行程 序时,即使在程序段里有‚M01”符号,程 序也不会被停止执行。
拓展小知识:
快速移动速度由参数NO.1424控制
加工中心基本操作
手轮进给方式
将工作方式选择旋钮旋至手轮,此时显示器小窗 口右下角显示‚HND”字样。
加工中心指令简介

二加工中心指令简介一:基本的指令1:位置指令:G90、G911.G90绝对值指令,与现在的座标值无关,依工件座标系的位置移动。
2.G91增量值指令,以现在位置做为起点,依程式指定的相对值移动。
3.电源投入后,初始状态是G90、G91是以参数设定的。
2:补间机能。
a)G00是快速位置定位。
此指令是以现在点做为始点,座标语指令值为终点,作直线或非直线路径作位置定位。
此指令为持续指令。
b)G01是直线补间。
刀具从现在点起,座标语指定的终点为止,以位址F所指定的速度作直线移动补间,此F指定的速度是为刀具中心进行的线速度,此指令为持续指令,最初的G01指令单节中,若无F指定,程式警示“P62”发生。
指令格式是G(90、91)G01 Xx Yy Zz Aa Ff。
c)平面选择指令(G17、G18、G19):G17是X、Y平面选择;G18是Z、X平面选择;G19是Y、Z平面选择。
d)G02、G03圆弧补间。
有三种形式:i)用I、J指定圆弧,此指令是刀具沿着圆弧移动的场合使用。
❶指令格式:G02(G03) Xx Yy Ii Jj Ff,其中G02为顺时针;G03为反时针方向;X、Y为圆弧的终点座标,I、J是圆弧中心增量值;圆弧中心座标务必带上小数点。
❷此指令是持续模式。
❸也可用一段圆弧插补,可以编一个整圆,用I、J、K、来指定圆心,而X、Y、Z坐标可以省略不写。
ii)R指令圆弧补间。
此指令不指定中心座标,而直接指定圆弧半径R也是可以的。
❶指令格式:G02(G03)Xx Yy RrFf。
X、Y是终点座标,R为圆弧半径,F为进给速度。
圆弧半径务必带上小数点。
❷指令程式中的R,符号为正时,表示半圆以下的圆弧指令;R符号为负时,表示半圆以上的圆弧指令。
iii)螺旋补间。
依据G02、G03指令及平面选择G指令(G17、G18、G19)在选择平面内,可以一边做圆弧补间,一边做第三轴的直线补间。
❶指令格式,G17 G02 (G03) XxYy Zz Ii Jj Pp Ff,或者G17 G02 (G03) Xx Yy Zz Rr Ff,其中X、Y是圆弧终点座标,Z是直线轴终点的座标,I、J是为圆弧中心座标,P是螺距数,R是圆弧半径。
加工中心指令详解【大全】

加工中心上运行通过。
在实际应用中,只有深刻理解各种指令的用法和编程规律,才可以减少错误,避免事故的发生。
介绍一下加工中心指令解析:G代码----功能--------------格式:1.G00--------快速移动格式:G00X-----Y-----Z----2.G01--------直线插补格式:G01X-----Y-----Z----F-----3.G02--------顺圆插补格式:G02X-----Y-----Z----R-----G02X-----Y-----Z----I-----J-----K-----4.G03--------逆圆插补格式:G03X-----Y-----Z-----R------G03X-----Y-----Z----- I-----J-----K-----5.G04--------暂停6.G15--------极坐标系指令取消7.G16--------极坐标系指令8.G17--------选择XY平面9.G18--------选择XZ平面10.G19--------选择YZ平面11.G20--------英寸输入12.G21--------毫米输入13.G28--------返回参考点14.G29--------从参考点返回15.G40--------刀具半径补偿取消16.G41--------刀具半径左补偿17.G42--------刀具半径右补偿18.G43--------正向刀具长度补偿19.G44--------负向刀具长度补偿20.G49--------刀具长度补偿取消21.G50--------比例缩放取消22.G51--------比例缩放有效23.G54~G59选择工件坐标系1~~~624.G68--------坐标旋转25.G69--------坐标旋转取消26.G73--------高速深孔钻循环格式:G73X---Y---Z---R---Q---F---K--- 27.G74--------左旋攻丝循环格式:G74X---Y---Z---R---Q---F---K--- 28.G76--------精镗循环格式:G76X---Y---Z---R---Q---P---F---K--- 29.G80--------取消固定循环30.G81--------钻孔循环格式:G81X---Y---Z---R---F---31.G83--------排屑钻孔循环格式:G83X---Y---Z---R---Q---F---K--- 32.G84--------刚性攻丝循环格式:G84X---Y---Z---R---P---F---K--- 33.G90--------绝对值编程34.G91--------增量值编程35.G94--------每分钟进给36.G95--------每转进给37.G98--------固定循环返回到参考点38.G99--------固定循环返回到R点常用的辅助功能M代码M代码----功能1. M00--------程序停止2. M01--------选择停止3. M02--------程序结束4. M03--------主轴正转5. M04--------主轴反转6. M05--------主轴停止转动7. M06--------换刀指令8. M08--------切削液开9. M09--------切削液关10.M19-------主轴定位11.M30-------程序结束,并返回程序起始12.M98-------子程序调用13.M99-------子程序结束,并返回主程序地址码中英文字母的含义地址------功能---------含义1.D------------补偿号--------刀具半径补偿指令2.F------------进给速度------给速度的指令3.G------------准备功能-----指令动作方式4.H------------补偿号--------补偿号的指定5.I-------------坐标字--------圆弧中心X轴向坐标6.J-------------坐标字--------圆弧中心Y轴向坐标7.K------------坐标字--------圆弧中心Z轴向坐标8.L------------重复次数-----固定循环及子程序的重复次数9.M-----------辅助功能-----机床开/关指令10.N----------顺序号--------程序段顺序号11.O----------程序号--------程序号,子程序号的指定12.P----------------------------暂停或程序中某功能开始使用的顺序号13.Q----------------------------固定循环终止段号或固定循环中定距14.R----------坐标字---------固定循环中定距离或圆弧半径的指令15.S----------主轴功能------主轴转速的指令16.T----------刀具功能------刀具编号的指令17.X---------坐标字----------X轴的绝对坐标值或暂停时间18.Y---------坐标字----------Y轴的绝对坐标19.Z---------坐标字----------Z轴的绝对坐标功能详解:G00—快速定位格式:G00 X(U)__Y(W)__说明:(1)该指令使刀具按照点位控制方式快速移动到指定位置。
加工中心操作基本指令
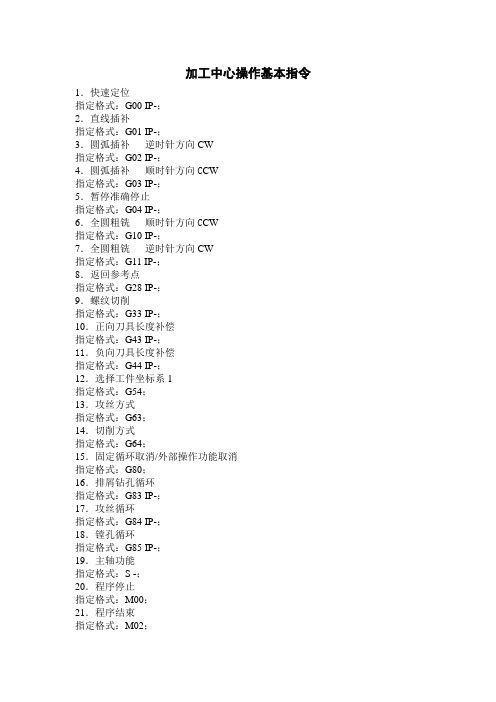
加工中心操作基本指令1.快速定位
指定格式:G00 IP-;
2.直线插补
指定格式:G01 IP-;
3.圆弧插补逆时针方向CW
指定格式:G02 IP-;
4.圆弧插补顺时针方向C CW
指定格式:G03 IP-;
5.暂停准确停止
指定格式:G04 IP-;
6.全圆粗铣顺时针方向C CW
指定格式:G10 IP-;
7.全圆粗铣逆时针方向CW
指定格式:G11 IP-;
8.返回参考点
指定格式:G28 IP-;
9.螺纹切削
指定格式:G33 IP-;
10.正向刀具长度补偿
指定格式:G43 IP-;
11.负向刀具长度补偿
指定格式:G44 IP-;
12.选择工件坐标系1
指定格式:G54;
13.攻丝方式
指定格式:G63;
14.切削方式
指定格式:G64;
15.固定循环取消/外部操作功能取消
指定格式:G80;
16.排屑钻孔循环
指定格式:G83 IP-;
17.攻丝循环
指定格式:G84 IP-;
18.镗孔循环
指定格式:G85 IP-;
19.主轴功能
指定格式:S -;
20.程序停止
指定格式:M00;
21.程序结束
指定格式:M02;
22.换刀功能
指定格式:M06 T -;23.子程序调用
指定格式:M98;24.子程序结束
指定格式:M99;。
加工中心常用的G代码和M指令
加工中心常用的G代码和M指令在数控加工领域中,G代码和M指令是控制加工中心运行的核心指令。
G代码用于控制工作坐标系的选择和运动方式,而M指令则用于控制机床的辅助功能。
本文将重点介绍加工中心常用的G代码和M指令,并分别阐述其功能和使用方法。
一、常用的G代码1. G00:快速定位G00指令用于将机床快速移动到目标位置,速度较快。
在进行定位操作时,使用G00可以提高加工效率。
例如,G00 X100 Y100将机床以快速速度移动到坐标(100,100)的位置。
2. G01:线性插补G01指令用于实现直线插补运动,将机床沿着两个点之间的直线路径进行加工。
例如,G01 X100 Y100将机床以匀速移动到坐标(100,100)的位置。
3. G02和G03:圆弧插补G02和G03指令用于实现圆弧插补运动,将机床沿着两个点之间的弧线路径进行加工。
其中,G02为顺时针圆弧插补,G03为逆时针圆弧插补。
例如,G02 X100 Y100 I50 J0表示沿着半径为50的顺时针圆弧移动到坐标(100,100)的位置。
4. G17、G18和G19:平面选择G17、G18和G19分别用于选择加工中心工作时的XY平面、ZX平面和YZ平面。
其中,G17为XY平面选择,G18为ZX平面选择,G19为YZ平面选择。
通过这些指令,我们可以根据需要选择不同的平面进行加工操作。
5. G90和G91:坐标系选择G90和G91分别用于绝对坐标系和相对坐标系的选择。
在绝对坐标系中,机床的起点位置为程序设定的绝对位置,而在相对坐标系中,机床的起点位置为最后一次停止位置的坐标。
通过这两个指令,我们可以根据需要选择不同的坐标系进行加工。
二、常用的M指令1. M03和M04:主轴开启和转动M03指令用于启动加工中心主轴,并设置为正转状态。
而M04指令则用于启动加工中心主轴,并设置为反转状态。
通过这两个指令,我们可以控制机床主轴的开启和转动方向。
2. M05:主轴停止M05指令用于停止加工中心的主轴运转,常用于加工结束或暂停操作。
加工中心 M、S、T常用指令的实现

加工中心 M、S、T常用指令的实现1.辅助功能(M功能)通常一个程序段只能指定一个M代码,但在设定了参数的情况下也可以在一个程序段中指定多个M代码(No.3407#7=1)。
(1)程序结束(M02、30)指令功能:它们表示主程序的结束,自动进行停止,控制返回到程序开头。
(2)程序暂停(M00)指令功能:执行M00时,程序运行暂停,所有模态信息保持不变,按循环起动键后,自动运行恢复运行。
(3)选择停止(M01)指令功能:执行M01时,自动进行暂停,按循环起动键后,程序继续运行,但只有当机床控制面板上的“选择停”键被选中,这个代码才有效,否则无效。
(4)子程序调用(M98)(5)子程序结束(M99)指令功能:M99表示子程序结束,执行M99使控制返回到主程序。
(6)换刀指令(刀具交换)(M06)M06格式:T——指刀号T——:指令功能:执行M06语句,按指定的刀具号调用所需的刀具。
(7)指定刚性攻丝方式(M29)指令格式:N10 ………;N20 M29 S****;N30 G84 ……;指令功能:使程序进入刚性攻丝状态。
2. 22厂加工中心部分M功能代码3.主轴速度功能(S功能)加工中心的主轴速度由S后的最多5位数值(rpm)指定,指定的是主轴速度的单位,其最高转速取决于机床的规定。
4.刀具功能(T指令)在地址T后指定数值选择机床上的刀具。
M06加工中心换刀指令格式:T——例:T12 M06(调12刀为主轴上当前刀具)T0 M06 (空换刀,有换刀动作,但主轴上没有刀具,T0表示没有刀具)使用大刀为防止大刀与其它刀干涉,刀库上放置大刀刀杯的邻近刀杯不能放刀(设定99号刀)。
在编程时注意,大刀之间可交换,小刀不能换大刀,即大刀不能放在两相邻刀杯号不是99的刀杯中。
5.功能实现(1)CNC至PLC:CNC送至PLC的信息可由CNC 直接送入PLC的寄存器中,所有CNC送至PLC的信号含义和地址(开关量地址或寄存器地址)均由CNC 厂家确定,PLC编程者只可使用不可改变和增删。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
FANUC 0i-M代码组及其含义“模态代码”和“一般”代码“形式代码”的功能在它被执行后会继续维持,而“一般代码”仅仅在收到该命令时起作用。
定义移动的代码通常是“模态代码”,像直线、圆弧和循环代码。
反之,像原点返回代码就叫“一般代码”。
每一个代码都归属其各自的代码组。
在“模态代码”里,当前的代码会被加载的同组代码替换。
G00 定位1. 格式G00 X_ Y_ Z_这个命令把刀具从当前位置移动到命令指定的位置(在绝对坐标方式下),或者移动到某个距离处(在增量坐标方式下)。
2. 非直线切削形式的定位我们的定义是:采用独立的快速移动速率来决定每一个轴的位置。
刀具路径不是直线,根据到达的顺序,机器轴依次停止在命令指定的位置。
3. 直线定位刀具路径类似直线切削(G01) 那样,以最短的时间(不超过每一个轴快速移动速率)定位于要求的位置。
4. 举例N10 G0 X100 Y100 Z65G01 直线切削进程1. 格式G01 X_ Y_ Z_F_这个命令将刀具以直线形式按F代码指定的速率从它的当前位置移动到命令要求的位置。
对于省略的坐标轴,不执行移动操作;而只有指定轴执行直线移动。
位移速率是由命令中指定的轴的速率的复合速率。
2. 举例G01 G90 X50. F100;或G01 G91 X30. F100;G01 G90 X50. Y30. F100;或G01 G91 X30. Y15. Z0 F100;G01 G90 X50. Y30. Z15. F100;G02/G03圆弧切削(G02/G03, G17/G18/G19)G17/G18/G191. 格式圆弧在XY 面上G17 G02 ( G03 ) G90 ( G91 ) X_ Y_ F_;或G17 G02 ( G03 ) G90 ( G91 ) I_ J_ F_;或G17 G02 ( G03 ) G90 ( G91 ) R_ F_;圆弧在XZ 面上G18 G02 ( G03 ) G90 ( G91 ) X_ Z_ F_;或G18 G02 ( G03 ) G90 ( G91 ) I_ K_ F_;或G18 G02 ( G03 ) G90 ( G91 ) R_ F_;圆弧在YZ 面上G19 G02 ( G03 ) G90 ( G91 ) Y_ Z_ F_;或G19 G02 ( G03 ) G90 ( G91 ) J_ K_ F_;或G19 G02 ( G03 ) G90 ( G91 ) R_ F_;圆弧所在的平面用G17, G18 和G19命令来指定。
但是,只要已经在先前的程序块里定义了这些命令,也能够省略。
圆弧的回转方向像下图表示那样,由G02/G03来指定。
在圆弧回转方向指定后,指派切削终点坐标。
G90 是指定在绝对坐标方式下使用此命令;而G91 是在指定在增量坐标方式下使用此命令。
另外,如果G90/G91已经在先前程序块里给出过,可以省略。
圆弧的终点用包含在命令施加的平面里的两个轴的坐标值指定( 例如,在XY平面里,G17用X, Y 坐标值) 。
终点坐标能够像G00 和G01 命令一样地设置。
圆弧中心的位置或者其半径应当在设定圆弧终点之后设置。
圆弧中心设置为从圆弧起点的相对距离,并且对应于X,Y 和Z 轴表示为I, J 和K。
圆弧起点坐标值减去圆弧中心对应的坐标值得到的结果对应分配给I、J、K。
2. 举例圆弧起点的X 坐标值------------ 30.圆弧中心的X 坐标值------------ 10.因此,“I”就是20. (10 - 30 = 20)圆弧起点的Y 坐标值------------ 10.圆弧中心的Y 坐标值------------ 5.因此,“J”就是5. (10 – 5 = 5)结果,这个情况下圆弧命令如下所列:G17 G03 G90 X5. Y25. I-20. J-5.;或者,G17 G03 G91 X-25. Y15. I-20. J-5.;因为圆弧半径通常是已给了的,也能够用圆弧半径给命令赋值。
在已给的例子里,圆弧半径是20.616。
因此,该命令能够如下表示:G17 G03 G90 X5. Y25. R20.616.;或者,G17 G03 G91 X-25. Y15. R20.616;注意1) 把圆弧中心设置为“I”, “J”和“K”时,必须设置为圆弧起点到圆弧中心的增量值(增量命令).注意2) 命令里的“I0”, “J0”和“K0”可以省略。
偏移值指定要求。
G28/G30 自动原点返回(G28, G30)1. 格式第一原点返回:G28 G90 ( G91 ) X_Y_Z_;第二、三和四原点返回:G30 G90 ( G91 ) P2 ( P3, P4 ) X_Y_Z_;#P2, P3, P4: 选择第二、第三和第四原点返回( 如果被省略,系统自动选择第二原点返回)由X, Y 和Z 设定的位置叫做中间点。
机床先移动到这个点,而后回归原点。
省略了中间点的轴不移动;只有在命令里指派了中间点的轴执行其原点返回命令。
在执行原点返回命令时,每一个轴是独立执行的,这就像快速移动命令(G00)一样;通常刀具路径不是直线。
因此,要求对每一个轴设置中间点,以免机床在原点返回时与工件碰撞等意外发生。
2. 举例G28 (G30) G90 X150. Y200.;或者,G28 (G30) G91 X100. Y150.;注意:在所给例子里,去中间点的移动就像下面的快速移动命令一样。
G00 G90 X150. Y200.;或者G00 G91 X100. Y150.;如果中介点与当前的刀具位置一致(例如,发出的命令是- G28 G91 X0 Y0 Z0;),机床就从其当前位置返回原点。
如果是在单程序块方式下运行,机床就会停在中间点;当中间点与当前位置一致,它也会暂时停在中间点(即,当前位置)。
G40/G41/G42 刀具直径偏置功能(G40/G41/G42)1. 格式G41 X_ Y_;G42 X_ Y_;当处理工件(“A”) 时,就像下图所示,刀具路径(“B”) 是基本路径,与工件(“A”)的距离至少为该刀具直径的一半。
此处,路径“B”叫做由A 经R 补偿的路径。
因此,刀具直径偏置功能自动地由编程给出的路径A以及由分开设置的刀具偏置值,计算出补偿了的路径B。
就是说,用户能够根据工件形状编制加工程序,同时不必考虑刀具直径。
因此,在真正切削之前把刀具直径指派为刀具偏置值;用户能够获得精确的切削结果,就是因为系统本身计算了精确的补偿了的路径。
在编程时用户只要插入偏置向量的方向(举例说,G41:左侧,G42:右侧)和偏置内存地址(例如,D2:在“D”后面是从01 到32的两位数字)。
所以用户只要输入偏移内存号码D (根据MDI),只不过是由精确计算刀具直径得出的半径。
2. 偏置功能G40: 取消刀具直径偏置G41: 偏置在刀具行进方向的左侧G42: 偏置在刀具行进方向的右侧G43/G44/G49 刀具长度偏置(G43/G44/G49)1. 格式G43 Z_ H_;G44 Z_ H_;G49 Z_;2. 偏置功能首先用一把铣刀作为基准刀,并且利用工件坐标系的Z 轴,把它定位在工件表面上,其位置设置为Z0。
(☼见G92:坐标系设置)请记住,如果程序所用的刀具较短,那么在加工时刀具不可能接触到工件,即便机床移动到位置Z0。
反之,如果刀具比基准刀具长,有可能引起与工件碰撞损坏机床。
为了防止出现这种情况,把每一把刀具与基准刀具的相对长度差输入到刀具偏置内存,并且在程序里让NC 机床执行刀具长度偏置功能。
G43: 把指定的刀具偏置值加到命令的Z 坐标值上。
G44: 把指定的刀具偏置值从命令的Z 坐标值上减去。
G49: 取消刀具偏置值。
在设置偏置的长度时,使用正/负号。
如果改变了(+/-) 符号,G43 和G44 在执行时会反向操作。
因此,该命令有各种不同的表达方式。
举例说:首先,遵循下列步骤度量刀具长度。
1.把工件放在工作台面上。
2.调整基准刀具轴线,使它接近工件表面上。
3.更换上要度量的刀具;把该刀具的前端调整到工件表面上。
4.此时Z 轴的相对坐标系的坐标作为刀具偏置值输入内存。
通过这么操作,如果刀具短于基准刀具时偏置值被设置为负值;如果长于基准刀具则为正值。
因此,在编程时仅有G43 命令允许您做刀具长度偏置。
3. 举例G00 ZO;G00 G43 Z0 H01;G00 G43 Z0 H03;或者G00 G44 Z0 H02;或者G00 G44 Z0 H02;G43, G44 或G49 命令一旦被发出,它们的功效会保持着,因为它们是“模态命令”。
因此,G43 或G44 命令在程序里紧跟在刀具更换之后一旦被发出;那么G49 命令可能在该刀具作业结束,更换刀具之前发出。
注意1) 在用G43 (G44) H 或者用G 49 命令的指派来省略Z 轴移动命令时,, 偏置操作就会像G00 G91 Z0 命令指派的那样执行。
也就是说,用户应当时常小心谨慎,因为它就像有刀具长度偏置值那样移动。
注意2) 用户除了能够用G49 命令来取消刀具长度补偿,还能够用偏置号码H0 的设置(G43/G44 H0) 来获得同样效果。
注意3) 若在刀具长度补偿期间修改偏置号码,先前设置的偏置值会被新近赋予的偏置值替换。
标系就被取消。
以上命令也能够用于取消局部坐标系。
注意(1)当用户执行手动原点返回时,局部坐标系执行原点返回的轴的原点与工件坐标系就等同了。
也就是说,这个操作与[G52a0;] 命令一样(a: 是执行原点返回进程的那个轴)。
注意(2)即便已经设置了局部坐标,工件坐标系或者机床坐标系不会被改变。
注意(3) 工件坐标系是用G92 命令设置的。
如果各个坐标值未设置,局部坐标系里未给坐标值的轴将被设置成先前各轴一样的值。
注意(4)在刀具直径偏置方式下,用G52 命令来暂时取消该偏置功能。
注意(5)当移动命令紧跟在G52 程序块功能之后发出时,通常必须采用绝对命令。
G53 选择机床坐标系(G53)1. 格式( G90 ) G53 X_ Y_ Z_;2. 功能刀具根据这个命令执行快速移动到机床坐标系里的X_Y_Z 位置。
由于G53 是“一般”G 代码命令,仅仅在程序块里有G53 命令的地方起作用。
此外,它在绝对命令(G90) 里有效,在增量命令里(G91) 无效。
为了把刀具移动到机床固有的位置,像换刀位置,程序应当用G53 命令在机床坐标系里开发。
注意(1)刀具直径偏置、刀具长度偏置和刀具位置偏置应当在它的G53 命令指派之前提前取消。
否则,机床将依照指派的偏置值移动。
注意(2)在执行G53指令之前,必须手动或者用G28 命令让机床返回原点。